

Мастер модели для литья
Создание сложных мастер-моделей для литья пластмасс в силикон или металлов в ХТС (холодно-твердеющие смеси) всегда было самым трудоёмким и ответственным этапом производственного процесса. Исторически, до появления автоматизированных станков с ЧПУ, мастер-модели создавали из дерева. Сначала многослойная склейка для получения достаточно крупной заготовки, потом обработка практически вручную, затем -— придание модели требуемой геометрии, шлифовка и полировка поверхности, обработка специализированными составами для придания прочности и т.п. Иногда создание занимало несколько месяцев. Первой «революцией» в производстве мастер-моделей стало появление фрезеровальных станков с ЧПУ, способных «выточить» из прямоугольной заготовки деталь сложной формы. В качестве материала, наряду с деревом, стали применяться специализированные пластмассовые блоки. Это уже значительно улучшило качество мастер-моделей — уменьшило износ, рассыхание и расщепление форм со временем и по мере применения. Однако, самым большим недостатком фрезерования — «вычитательного» способа изготовления форм, является большое количество отходов, непригодных к повторному применению, и длительное время получения должной геометрии. Станок слой за слоем удаляет лишний материал, требуются остановки и смена инструмента (фрез). Сам станок для создания сложных форм, особенно пяти-координатный, может быть очень дорогим, что неизбежно сказывается на высокой себестоимости полученных мастер-моделей. Постепенно на замену затратному «вычитательному» способу изготовления приходит аддитивный — 3D-печать. В этом случае модель, наоборот, слой за слоем строится профессиональным или промышленным 3D-принтером с большой камерой построения. Материала расходуется строго столько, «сколько необходимо», более того, как вы дальше увидите, модели могут быть частично заполненными без потери прочности, лёгкими и более экономичными. Помимо 3D-принтеров в современном литейном производстве нашли применения и 3D-сканеры как удобный, быстрый и точный инструмент контроля полученной геометрии. 01| Области применения 3D-технологий в литейном производстве 02| Создание силиконовых форм для литья пластмасс Должны применяться прочные легкообрабатываемые пластики: PLA, ABS, PETG, ProHT, PA-CF. 03| Печать выжигаемых форм для литья Должны применяться выжигаемые низкозольные пластики: PLA, HIPS или специализированные стереолитографические смолы для выжигания Castable Resin. 04| FDM-печать Должны применяться специальные легкоплавкие воскоподобные пластики, например, Filamentarno WAX3D. 05| Модель из воскового материала VisiJet М2 Применяется специализированный восковой материал VisiJet М2. 06| Печать матриц для вакуумной формовки Должны применяться прочные легкообрабатываемые пластики: ProHT, ABS, HIPS, PA-CF, PA-GF. Пример применения 3D-печати для изготовления мастер-моделей — 130-летняя компания JC Steelе сократила расходы на 75% и увеличила своё годовое производство более чем на 50% благодаря внедрению 3D-принтера BigRep. Более 130 лет J.C. Steele & Sons, Inc., мировой лидер в разработке и производстве тяжёлых экструзионных установок для машин для производства кирпича, работает в Стейтсвилле, штат Северная Каролина. В 2018 году компания закупила и внедрила в свой производственный процесс 3D-принтер с большой камерой построения (1м * 1м * 1м) BIgRep ONE.3 Если вы сравните традиционные и аддитивные рабочие процессы создания оснастки, смысл станет ясен. Ранее рабочий процесс для создания шаблона был сложным и дорогостоящим. Сейчас ситуация изменилась. Рассмотрим полученный эффект на примере детали «Опора подшипника». 07| Деталь «Опора подшипника» Традиционный процесс требовал 7 трудоёмких стадий: 08| Процесс производства Детали «Опора подшипника» традиционным способом Аддитивное построение мастер-модели на 3D-принтере BigRep ONE.3 резко сокращает рабочий процесс до четырёх этапов: 09| Процесс производства Детали «Опора подшипника» аддитивным способом «Изготовление модельной оснастки — в значительной степени утраченное искусство. С помощью 3D-печати мы можем просто проектировать наши детали в САПР и переходить от этого к мастер-модели», — говорит Крис Уоттс, руководитель цеха оснастки JC Steele.
Постепенно на замену затратному традиционному способу изготовления сложных мастер-моделей для литья приходит аддитивный — 3D-печать.
Создание сложных мастер-моделей для литья пластмасс в силикон или металлов с помощью 3D-печати.
.png")
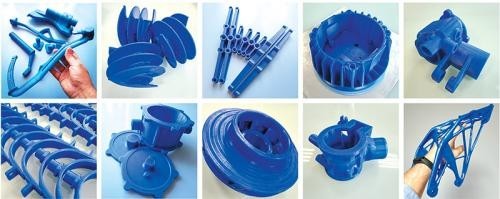
Применение 3D-принтеров с большой областью печати в литейном производстве
Создание силиконовых форм для литья пластмасс



Печать выжигаемых форм для литья



FDM-печать

Построение выплавляемых моделей для высокоточного литья по технологии MJP — многоструйное моделирование


Печать матриц для вакуумной формовки






