eSUN ePLA-LW (облегченный PLA) - это материал, специально разработанный eSUN для печати моделей самолетов и дронов и реквизита для COSPLAY. По сравнению с пластиковой нитью Wood, ePLA-LW имеет более стабильную межслойную адгезию, а степень и мощность вспенивания можно контролировать, регулируя температуру печати.
Для изготовления этого филамента использована технология микровспенивания, что позволяет получать из PLA детали легкие и с низкой плотностью. Объемный коэффициент вспенивания может достигать 220%: там, где на печать модели используется 1 катушка ePLA-LW, обычного PLA было бы использовано 2.2 катушки.
Благодаря вспениванию структура слоев практически незаметна, а поверхность напечатанного изделия - матовая и аккуратная. При температуре около 210–270 °C этот материал начинает вспениваться в процессе печати, увеличивая свой объем почти в 1.2 раза, а скорость экструзии может быть снижена до 45% для печати легких деталей.
При одних и тех же условиях печати использование ePLA-LW вместо PLA позволит модели летательного аппарата иметь меньшую нагрузку на крыло и меньшую скорость сваливания. Для таких моделей, как самолеты, при условии сбалансированной прочности, максимально возможное снижение веса может значительно улучшить летно-технические характеристики.
Примечание: тестирование печати производилось при условиях: сопло 190-280 °C, высота слоя 0.2 мм, температура платформы 45 °C, скорость 40 мм/с
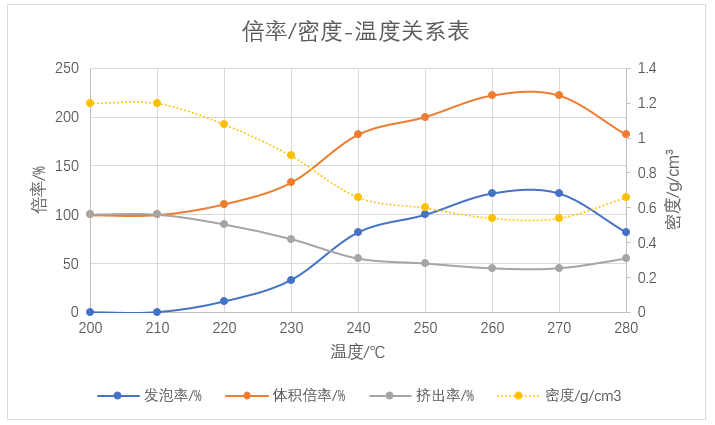
Степень вспенивания при различных температурах:
Температура, °C
200
210
220
230
240
250
260
270
280
Степень вспенивания, %
0
0
11
33
82
100
122
122
82
Объемная доля, %
100
100
111
133
182
200
222
222
182
Скорость экструзии, %
100
100
90
75
55
50
45
45
55
Плотность, г/см3
1.2
1.2
1.08
0.9
0.66
0.6
0.54
0.54
0.66
Скорость
40 мм/с
Примечание: тестирование производилось при температуре платформы 45 °C и скорости 40 мм/с
Меры предосторожности:
1. Обратите внимание, что скорость печати первого слоя соответствует 100% фактической скорости печати, отключите функцию уменьшения скорости печати первого слоя и малой площади, скорость экструзии при печати первого слоя соответствует фактической скорости экструзии с вспениванием, например, 45% скорость экструзии первого слоя при 270 °C; если адгезия к платформе слишком сильная, вы можете изменить настройки печати для уменьшения адгезии к платформе построения.
2. Обратите внимание на максимальную рабочую температуру принтера. Большинство принтеров с тефлоновыми трубками не могут работать долгое время при температуре выше 250 °C. Длительная печать при температуре выше указанной может привести к забиванию сопла. Если температура превышает 250 °C, для печати требуется высокотемпературный принтер, например, с цельнометаллическим экструдером.
3. Пожелтение отпечатанных деталей после вспенивания при высокой температуре - нормальное явление. Уменьшить этот эффект может снижение температуры печати.
4. Поскольку ePLA-LW непрерывно вспенивается в зоне расплава экструдера, ретракт не будет работать. В связи с этим возможно появление нежелательных «волос» на модели (следов пластика при переходе экструдера от одной зоны печати к другой). Чтобы избежать данной ситуации, рекомендуется печатать радиоуправляемые самолеты в режиме вазы.
5. Коэффициент вспенивания зависит от температуры и скорости печати, размера зоны расплава. Обращайте внимание на сравнение толщины стенок модели и ваших настроек печати, настройте скорость экструзии, температуру, скорость печати и другие параметры.
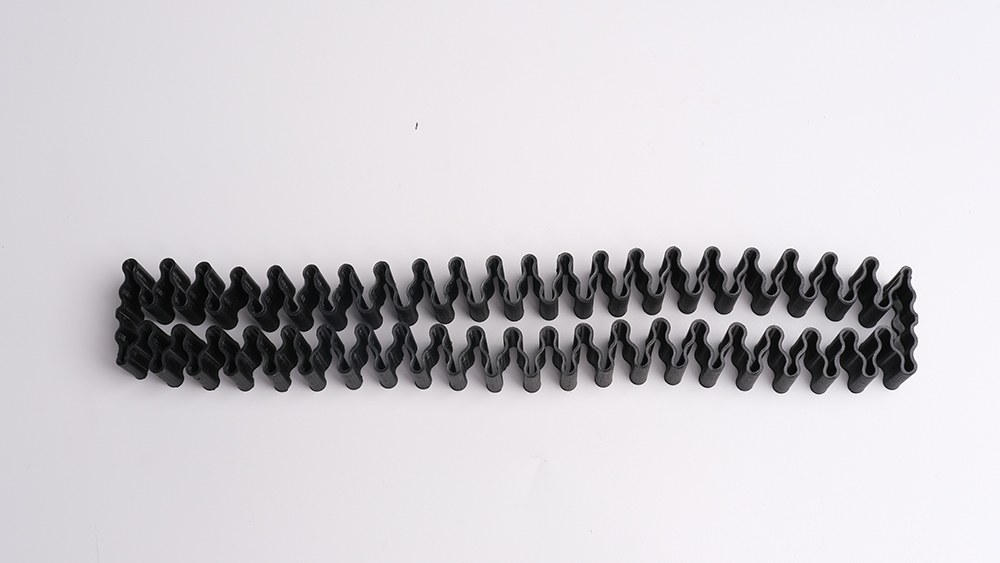
Пластиковая нить для авиамоделирования eSUN ePLA-LW
eSUN ePLA-LW (облегченный PLA) - это материал, специально разработанный eSUN для печати моделей самолетов и дронов и реквизита для COSPLAY. По сравнению с пластиковой нитью Wood, ePLA-LW имеет более стабильную межслойную адгезию, а степень и мощность вспенивания можно контролировать, регулируя температуру печати.
Для изготовления этого филамента использована технология микровспенивания, что позволяет получать из PLA детали легкие и с низкой плотностью. Объемный коэффициент вспенивания может достигать 220%: там, где на печать модели используется 1 катушка ePLA-LW, обычного PLA было бы использовано 2.2 катушки.
Благодаря вспениванию структура слоев практически незаметна, а поверхность напечатанного изделия - матовая и аккуратная. При температуре около 210–270 °C этот материал начинает вспениваться в процессе печати, увеличивая свой объем почти в 1.2 раза, а скорость экструзии может быть снижена до 45% для печати легких деталей.
При одних и тех же условиях печати использование ePLA-LW вместо PLA позволит модели летательного аппарата иметь меньшую нагрузку на крыло и меньшую скорость сваливания. Для таких моделей, как самолеты, при условии сбалансированной прочности, максимально возможное снижение веса может значительно улучшить летно-технические характеристики.
Примечание: тестирование печати производилось при условиях: сопло 190-280 °C, высота слоя 0.2 мм, температура платформы 45 °C, скорость 40 мм/с
Степень вспенивания при различных температурах:
Температура, °C
200
210
220
230
240
250
260
270
280
Степень вспенивания, %
0
0
11
33
82
100
122
122
82
Объемная доля, %
100
100
111
133
182
200
222
222
182
Скорость экструзии, %
100
100
90
75
55
50
45
45
55
Плотность, г/см3
1.2
1.2
1.08
0.9
0.66
0.6
0.54
0.54
0.66
Скорость
40 мм/с
Примечание: тестирование производилось при температуре платформы 45 °C и скорости 40 мм/с
Меры предосторожности:
1. Обратите внимание, что скорость печати первого слоя соответствует 100% фактической скорости печати, отключите функцию уменьшения скорости печати первого слоя и малой площади, скорость экструзии при печати первого слоя соответствует фактической скорости экструзии с вспениванием, например, 45% скорость экструзии первого слоя при 270 °C; если адгезия к платформе слишком сильная, вы можете изменить настройки печати для уменьшения адгезии к платформе построения.
2. Обратите внимание на максимальную рабочую температуру принтера. Большинство принтеров с тефлоновыми трубками не могут работать долгое время при температуре выше 250 °C. Длительная печать при температуре выше указанной может привести к забиванию сопла. Если температура превышает 250 °C, для печати требуется высокотемпературный принтер, например, с цельнометаллическим экструдером.
3. Пожелтение отпечатанных деталей после вспенивания при высокой температуре - нормальное явление. Уменьшить этот эффект может снижение температуры печати.
4. Поскольку ePLA-LW непрерывно вспенивается в зоне расплава экструдера, ретракт не будет работать. В связи с этим возможно появление нежелательных «волос» на модели (следов пластика при переходе экструдера от одной зоны печати к другой). Чтобы избежать данной ситуации, рекомендуется печатать радиоуправляемые самолеты в режиме вазы.
5. Коэффициент вспенивания зависит от температуры и скорости печати, размера зоны расплава. Обращайте внимание на сравнение толщины стенок модели и ваших настроек печати, настройте скорость экструзии, температуру, скорость печати и другие параметры.
×
Заявка на подписку
На Ваш e-mail отправлено письмо для подтверждения подписки.
INDUSTRY3D использует cookies для персонализации отображаемого контента и предложений обеспечение работы личных кабинетов и социальных функций портала. INDUSTRY3D также передает часть информации о том как Вы используете сайт системам аналитики, социальным и рекламным сервисам.