

Когда речь заходит о конкурентных преимуществах аддитивного производства перед субтрактивным, чаще всего упоминается возможность создавать с его помощью детали недосягаемо сложной для традиционных методов геометрии. Вопрос лишь в выборе оптимальной аддитивной технологии под конкретную задачу. Рассмотрим в этом плане Wire Arc Additive Manufacturing (WAAM) — аддитивное производство с использованием дуговой сварки. Этот метод выгодно отличает высокая скорость наплавки и возможность создавать крупногабаритные металлические детали. Но вот насколько успешно WAAM справляется с задачей создания сложных геометрий, например, нависающих элементов? И как ее лучше приспособить для этой цели? Этой теме посвящено исследование, о котором мы рассказываем в этой статье.
Чем сильна WAAM?
WAAM — это технология, которая использует дуговую сварку для послойного нанесения металла. В отличие от других методов аддитивного производства, например, селективного лазерного плавления (L-PBF/SLМ) или электронно-лучевой плавки (E-PBF/EBM), WAAM позволяет работать с большими объемами металлов и сплавов и высокой скоростью. Это делает её идеальным инструментом для создания крупных деталей – корпусов судов, элементов авиационных конструкций или даже частей мостов.
Однако, когда дело доходит до сложных геометрий, особенно тех, где есть нависающие элементы, WAAM сталкивается с проблемами. Традиционно такие элементы требуют поддержек, которые потом нужно удалять, что добавляет ряд сложностей и трудозатрат. В случае с металлами это особенно проблематично, так как удаление поддержек может быть крайне трудоемким процессом.
Проблема нависающих элементов
Представьте себе изогнутую трубу. Если вы попытаетесь напечатать ее слой за слоем, то в какой-то момент столкнетесь с тем, что верхние слои будут «нависать» над пустотой. В пластиковом аддитивном производстве эту проблему часто решают с помощью дополнительных структур, поддерживающих нависающие элементы. Но в случае с металлами это не всегда удобно. Поддержки сложно удалять, и они могут повредить поверхность детали.
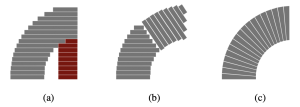
Один из подходов, который используется в WAAM, — это геометрическая декомпозиция. Идея в том, чтобы разделить деталь на несколько частей, которые можно напечатать отдельно, а затем сварить вместе. Однако этот метод имеет свои недостатки: сварные швы могут быть неровными, и потребуется дополнительная обработка для достижения нужной геометрии.
Переменная высота слоев: новый подход
Авторы исследования этой проблемы предлагают альтернативный подход — использование переменной высоты слоев. Вместо печати каждого слоя с одинаковой высотой, можно варьировать высоту слоев, чтобы постепенно формировать нависающие элементы. Это позволяет избежать потребности в поддержках и создавать более гладкие поверхности.
Итак, вы печатаете изогнутую трубу. Если вы начнете с более толстых слоев внизу и постепенно уменьшите высоту слоев по мере продвижения вверх, вы сможете создать изгиб без необходимости в дополнительных структурах. Этот метод уже был успешно применен для стали, но с алюминием все оказалось сложнее.
Почему алюминий — это сложно?
Алюминий — это материал, работа с которым значительно зависит от температуры. Когда вы наносите слой за слоем, тепло от предыдущих слоев влияет на геометрию нового слоя (фактор высокой теплопроводности). Это приводит к тому, что высота наплавленного материала может ощутимо варьироваться в разных частях детали. В результате, если использовать предварительно рассчитанные профили скорости печати, как это делается для стали, можно получить деталь, которая сильно отличается от запланированной.
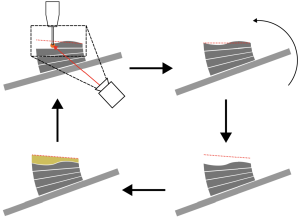
Именно эту проблему и решает данное исследование. Авторы предлагают использовать замкнутую систему управления, корректирующую высоту наплавленного материала в реальном времени. Для этого используется инфракрасная камера, которая отслеживает высоту каждого слоя и вносит коррективы в скорость движения робота.
Как это работает?
Давайте углубимся в детали процесса. В WAAM ключевой элемент – горелка, которая перемещается по заданной траектории, наплавляя металл слой за слоем. Скорость движения горелки и скорость подачи проволоки — это два основных параметра, влияющие на форму и размер наплавленного материала. Если скорость движения горелки слишком высока, слой будет тонким, а если слишком низка — толстым. Однако, как уже упоминалось, в случае с алюминием эти параметры могут меняться в зависимости от температуры детали.
Для того чтобы учесть это, авторы разработали систему с использованием инфракрасной камеры для измерения высоты каждого слоя (второй робот). Камера установлена на отдельном роботе, который синхронизирован с роботом с горелкой. Это позволяет системе в реальном времени отслеживать отклонения от заданной геометрии и вносить коррективы, компенсируя ошибки.
Для этого сначала создается модель, которая связывает скорость движения горелки с высотой наплавленного материала. Эта модель учитывает такие параметры, как скорость подачи проволоки и температура. Однако, как уже упоминалось, температура алюминия может сильно варьироваться, что делает модель менее точной. Чтобы учесть это, авторы предлагают использовать две модели: «холодную» и «горячую». Первая модель задействуется в начале процесса, когда деталь еще не нагрелась, а вторая — после того, как деталь достигла стабильной температуры.
Перед тем как приступить к печати, необходимо провести калибровку системы. Для этого авторы провели серию экспериментов, в ходе которых измеряли высоту наплавленного материала при различных скоростях движения горелки. На основе этих данных была построена модель, связывающая скорость горелки с высотой слоя.
Эксперименты и результаты
Для проверки предложенного подхода авторы провели серию экспериментов, печатая изогнутую алюминиевую трубу. Результаты показали, что использование замкнутой системы управления значительно улучшает точность печати. В частности, удалось избежать проблем с окислением, возникавших при использовании открытой системы.

Один из интересных моментов — это появление ребристой поверхности на готовой детали. Авторы предполагают, что это связано с особенностями процесса WAAM, а не с системой коррекции. В любом случае, такая поверхность может быть выравнена в процессе последующей механической обработки.
А что дальше?
Это исследование демонстрирует, что использование замкнутой системы управления позволяет значительно улучшить точность печати при использовании WAAM, особенно для таких сложных материалов, как алюминий. В будущем авторы планируют сосредоточиться на коррекции в реальном времени, что позволит печатать детали одним непрерывным швом, постоянно корректируя высоту наплавленного материала.
Кроме того, планируется изучить возможность управления не только скоростью движения горелки, но и скоростью подачи проволоки. Это позволит контролировать не только высоту, но и ширину наплавленного материала, что может быть полезно для создания более сложных геометрий.
Аддитивное производство продолжает развиваться, и WAAM, благодаря своей высокой скорости и возможности работы с крупными деталями, занимает важное место в этом процессе. С каждым новым исследованием мы становимся на шаг ближе к тому, чтобы сделать эту технологию еще более универсальной и доступной для различных отраслей промышленности.
Адаптированный источник: Doe J., Smith J. Advanced Robotics: Design and Applications [Электронный ресурс]: препринт. – 2024. – arXiv: 2412.04536. – URL: https://arxiv.org/pdf/2412.04536.




