
Синтез металлов в порошковом слое: LPBF и EB‑PBF без терминологической путаницы
Семейство технологий Metal Powder Bed Fusion (PBF) сегодня является ключевым инструментом аддитивного производства металлов в высоконагруженных отраслях — авиации, энергетике, медицине, машиностроении и производстве оснастки.
В стандартах ISO/ASTM для металлов выделяют два базовых процесса PBF:
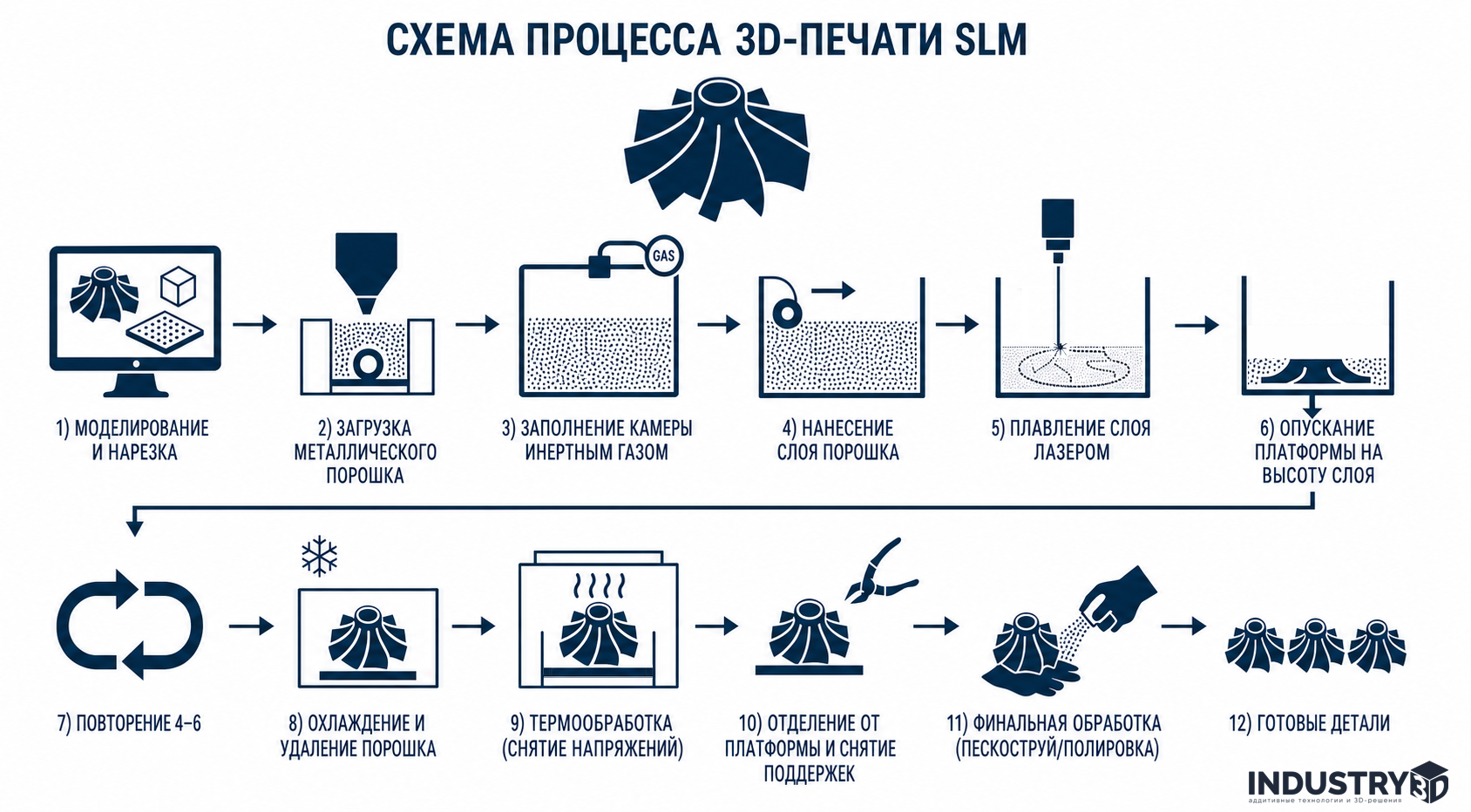
Схема производства SLM:
— PBF‑LB/M (Laser Powder Bed Fusion, LPBF) — лазерное плавление металлического порошка в слое;
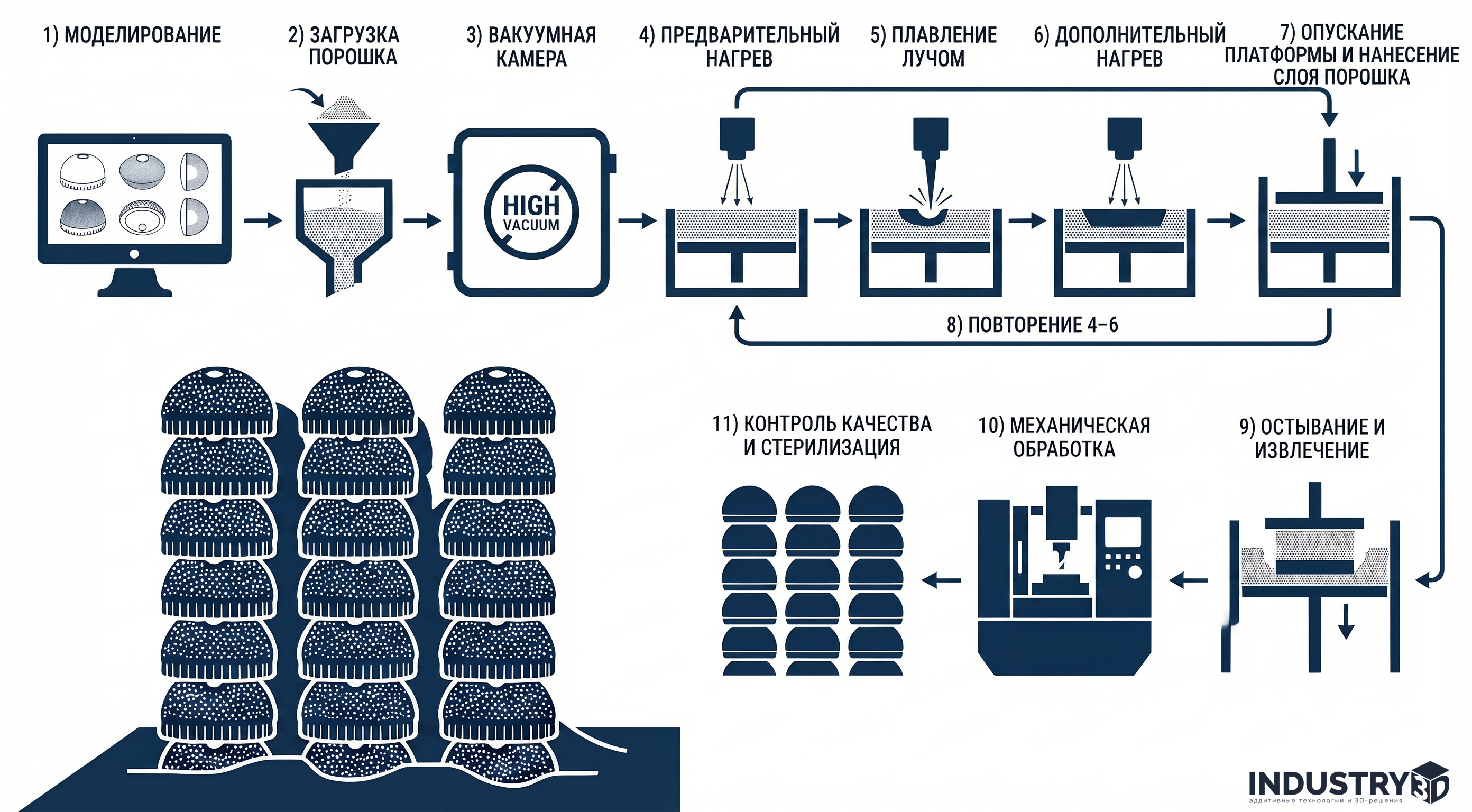
Схема производства EBM:
— PBF‑EB/M (Electron Beam Powder Bed Fusion, EB‑PBF) — электронно‑лучевое плавление порошка во вакууме.
В промышленном обороте этим процессам соответствуют целый ряд коммерческих обозначений: SLM, DMLS, LaserCUSING, EBM и другие. При этом принципиально важно разделять стандартизированную техническую терминологию и маркетинговые названия конкретных реализаций оборудования.
Ниже приводится структурированный обзор LPBF и EB‑PBF с позиции практикующего специалиста: описание принципов процессов, привязка коммерческих названий к стандартизированной терминологии, обзор целевых сплавов и сравнительный анализ областей рационального применения.
LPBF (PBF‑LB/M) — лазерное плавление металлов в порошковом слое
Принцип процесса LPBF
При LPBF формирование детали осуществляется за счёт локального плавления металлического порошка одним или несколькими волоконными лазерами в тонком слое порошковой засыпки. Процесс реализуется в герметичной камере с контролируемой газовой средой.

Типовой цикл LPBF включает следующие стадии:
- Подготовка камеры.
Камера заполняется инертным газом (аргон, азот) с контролем остаточного содержания кислорода. Цель — минимизация окисления расплава и деградации свойств высоколегированных и реакционноспособных сплавов. - Формирование слоя порошка.
Порошок подаётся из бункеров на рабочую платформу и распределяется с помощью ракеля или ролика. Толщина слоя, как правило, находится в диапазоне 20–60 мкм и определяется требуемым разрешением по высоте и производительностью процесса. - Лазерное сканирование.
Волоконный лазер (или несколько лазеров) мощностью от сотен ватт до нескольких киловатт через оптический сканатор последовательно обрабатывает контуры и заполнение. Плавлению подвергается не только текущий слой порошка, но и тонкая зона ранее сформированного материала, обеспечивая металлургическую связь между слоями. - Смещение платформы.
После завершения обработки слоя платформа опускается на величину, равную толщине слоя, подаётся новая порция порошка, и цикл повторяется до получения полной геометрии детали. - Охлаждение, извлечение и постобработка.
По завершении построения массив порошка с деталями охлаждается в камере. Далее выполняется удаление несвязанного порошка, отделение деталей от подложки, снятие поддерживающих структур. Практически всегда предусмотрены термообработка (снятие остаточных напряжений, при необходимости — закалка/старение) и механическая доводка функциональных поверхностей.
При отработанных режимах LPBF обеспечивает относительную плотность деталей на уровне 99–99,5 % и выше, мелкую направленную микроструктуру и механические свойства, сопоставимые с поковками (при корректной термической обработке) и, как правило, существенно превосходящие литые аналоги.
Коммерческие обозначения: SLM, DMLS, LaserCUSING
В рамках LPBF исторически сложился ряд коммерческих названий, которые в литературе и маркетинге нередко используются как обозначения «отдельных» технологий. С точки зрения физики процесса речь идёт о разных реализациях одного и того же класса PBF‑LB/M.
- DMLS® (Direct Metal Laser Sintering / Direkt Metall Laser Schmelzen) — торговая марка компании EOS. Несмотря на термин «sintering» в названии, промышленные установки EOS для металлов работают в режиме полного плавления порошка и относятся к LPBF.
- SLM® (Selective Laser Melting) — торговая марка компании SLM Solutions. В научных публикациях термин SLM часто использовался как обобщающее обозначение процесса селективного лазерного плавления, однако в юридическом смысле это бренд, а оборудование SLM Solutions реализует классический LPBF‑процесс.
- LaserCUSING® — торговая марка компании ConceptLaser (ныне GEAdditive). Название объединяет «ConceptLaser» и «fusing», при этом по принципу процесса LaserCUSING также полностью соответствует LPBF.
Таким образом, SLM, DMLS и LaserCUSING — это коммерческие обозначения реализаций LPBF у различных OEM‑производителей, а не принципиально разные технологии. Корректным нейтральным термином в технической документации является обозначение LPBF (PBF‑LB/M), соответствующее стандартам ISO/ASTM.
Материалы и области применения LPBF
Зрелость технологии LPBF подтверждается широким спектром доступных материалов и отраслевых применений. На промышленных системах отработаны следующие основные группы сплавов:
- Титановые сплавы.
Ti‑6Al‑4V (Grade 5, Grade 23), Ti‑6Al‑7Nb и другие α‑β‑сплавы. Области применения: авиационные силовые элементы, кронштейны, агрегатные узлы, ортопедические и челюстно‑лицевые имплантаты, дентальные конструкции. - Нержавеющие стали.
AISI 316L, 17‑4PH, 15‑5PH, 304L и др. Применяются в корпусных деталях, узлах трубопроводных систем, оборудовании для химической и пищевой промышленности, энергетике и приборостроении. - Алюминиевые сплавы.
В первую очередь AlSi10Mg и родственные литейные системы, а также новые высокопрочные сплавы, специально адаптированные под LPBF. Типичные задачи — элементы авиаконструкций и БАС, корпуса и радиаторы электроники, детали для автоспорта. - Никелевые суперсплавы.
Inconel 718, 625 и другие жаропрочные системы. Применяются в горячих частях газотурбинных двигателей, теплообменниках сложной геометрии, элементах энергетического и ракетно‑космического оборудования. - Кобальт‑хромовые сплавы.
Широко используются в стоматологии и ортопедии (коронки, мосты, эндопротезы), а также в износостойких деталях и узлах. - Инструментальные и мартенситно‑стареющие стали.
Стали типа H13, maraging 1.2709 и др. являются базой для изготовления пресс‑форм и штампов с конформным охлаждением, горячей оснастки и вставок для литья под давлением.
Дополнительно на специализированных системах LPBF реализуется работа с медными и медно‑сплавными материалами (например, CuCrZr), что позволяет формировать высокоэффективные теплообменники и охлаждаемые элементы оснастки при жёстких требованиях к оптической схеме и мощности лазера.
Характерная шероховатость поверхностей после LPBF (состояние «как построено») составляет ориентировочно Ra 10–20 мкм и может быть снижена до 5–10 мкм после абразивной обработки. Дальнейшее улучшение качества поверхностей зависит от выбранной стратегии механической или химико‑механической доводки.
EB‑PBF (PBF‑EB/M) — электронно‑лучевое плавление металлов в порошковом слое
Принцип процесса EB‑PBF
EB‑PBF использует электронный луч высокой мощности в вакууме для плавления металлического порошка. По последовательности операций процесс аналогичен LPBF, однако источник энергии и рабочая среда принципиально иные.

Основные стадии процесса EB‑PBF включают:
- Формирование вакуума.
Печать осуществляется в вакуумной камере при давлении порядка 10⁻⁴–10⁻⁵ мбар. Это необходимо для стабильной работы электронно‑оптической системы и одновременно обеспечивает благоприятные условия для реакционноспособных сплавов (в первую очередь титана). - Генерация и управление электронным лучом.
Электронный луч формируется катодом и ускоряется высоким напряжением, после чего фокусируется и отклоняется с помощью электромагнитных катушек. Отсутствие механических зеркал позволяет реализовать высокие скорости переноса пятна луча по полю построения. - Предварительный подогрев порошка.
Перед селективным плавлением каждый слой порошка подвергается массовому подогреву электронным лучом до температур порядка 600–1000 °C (в зависимости от материала). Это уменьшает термические градиенты, снижает уровень остаточных напряжений и минимизирует риск деформаций. - Селективное плавление.
После подогрева электронный луч переводится в режим плавления и формирует контуры и заполнение слоя по данным срезов. Толщина слоя обычно составляет 50–100 мкм и более, что обеспечивает высокую производительность при несколько меньшем разрешении по высоте по сравнению с LPBF. - Охлаждение и извлечение.
По завершении построения массив порошка с деталями охлаждается во вакууме. Ввиду высокотемпературного режима процесса детали фактически проходят высокотемпературный отжиг уже в ходе построения.
Материалы и специализация EB‑PBF
EB‑PBF исторически ориентирован на работу с реакционноспособными и тугоплавкими сплавами, прежде всего на основе титана. Доступный перечень материалов существенно уже, чем у LPBF, однако в своей нише технология обладает выраженными преимуществами.
К основным группам сплавов для EB‑PBF относятся:
- Титановые сплавы.
Ti‑6Al‑4V (включая варианты ELI), Ti‑6Al‑2Sn‑4Zr‑2Mo и другие α‑β‑системы. Это ключевое направление для EB‑PBF в авиации и медицине, где критичны низкое содержание газов, контролируемые остаточные напряжения и стабильность геометрии. - Кобальт‑хромовые сплавы.
Используются в ортопедии и ряде высоконагруженных узлов. - Отдельные никелевые суперсплавы.
В первую очередь Inconel 718 и родственные системы.
Особенностью EB‑PBF является более высокая шероховатость поверхностей в состоянии «как построено» (типично Ra 20–35 мкм), что требует закладывать дополнительные операции механической или комбинированной доводки для получения точных сопрягаемых поверхностей. Кроме того, электронно‑лучевой процесс принципиально ограничен электропроводящими материалами и требует развитой вакуумной и высоковольтной инфраструктуры.
Области рационального применения LPBF и EB‑PBF
Выбор между LPBF и EB‑PBF на практике определяется сочетанием факторов: требуемый материал, допустимый уровень остаточных напряжений, требования к точности и шероховатости поверхностей, а также инфраструктурные ограничения.
LPBF целесообразно рассматривать как универсальную платформу для металлического аддитивного производства в следующих случаях:
— необходим широкий выбор материалов (нержавеющие, инструментальные, мартенситно‑стареющие стали, алюминиевые и медные сплавы, титан, никелевые суперсплавы, CoCr);
— критична высокая детализация и малые минимальные размеры элементов (тонкие стенки, мелкие каналы, сложные контуры);
— значительная часть номенклатуры связана с оснасткой, формами, штампами, дентальными изделиями, корпусными и функциональными деталями.
EB‑PBF рационален в задачах, где:
— в качестве основного материала используются титановые и ряд других реакционноспособных сплавов;
— приоритет имеют низкий уровень остаточных напряжений и стабильность геометрии после снятия с платформы;
— повышенная исходная шероховатость приемлема ввиду обязательной последующей интенсивной механической обработки.
На практике LPBF‑установки чаще выступают как базовая технология для широкого спектра задач, тогда как EB‑PBF используется как специализированный инструмент для массового производства деталей из титана и близких по требованиям сплавов.
Сравнительные параметры LPBF и EB‑PBF
| Параметр | LPBF (PBF‑LB/M) | EB‑PBF (PBF‑EB/M) |
| Источник энергии | Волоконный лазер(ы), мощность порядка 200–1000+ Вт на канал | Электронный луч высокой мощности (до нескольких кВт) |
| Рабочая среда | Инертный газ (Ar/N₂) с контролем содержания O₂ | Глубокий вакуум порядка 10⁻⁴–10⁻⁵ мбар |
| Предварительный подогрев порошка | От отсутствия до умеренного, в зависимости от системы и материала | Обязательный массовый подогрев слоя 600–1000 °C |
| Типичная толщина слоя | Ориентировочно 20–60 мкм, возможны более толстые слои | Ориентировочно 50–100+ мкм |
| Плотность деталей | 99–99,5+ % при отработанных параметрах и корректной термообработке | Сопоставимая с LPBF (особенно для титана); детали фактически проходят высокотемпературный отжиг |
| Остаточные напряжения | Существенные; практически всегда требуется термообработка для их снижения | Сниженные за счёт высокого преднагрева и медленного охлаждения |
| Шероховатость поверхностей (как построено) | Ra ~10–20 мкм, после абразивной обработки порядка 5–10 мкм | Ra ~20–35 мкм; для точных сопряжений необходима интенсивная механическая доводка |
| Целевые сплавы | Нержавеющие, инструментальные, мартенситно‑стареющие стали, алюминиевые и медные сплавы, титан, никелевые суперсплавы, CoCr | Титановые сплавы, CoCr, отдельные никелевые суперсплавы (ограниченный перечень) |
| Типичные области применения | Универсальная промышленная платформа: оснастка, стоматология, авиация, энергетика, машиностроение, R&D | Специализированная платформа для титановых авиационных деталей и медицинских имплантатов с контролируемой пористостью |
Выводы
LPBF и EB‑PBF относятся к одному классу технологий — синтез металлов в порошковом слое, однако реализуют принципиально разные подходы к вводу энергии и организации процесса.
LPBF (PBF‑LB/M) на сегодняшний день является наиболее универсальной технологией металлического аддитивного производства с наиболее широким спектром материалов и областей применения, развитой линейкой промышленного оборудования и устойчивой технологической базой.
EB‑PBF (PBF‑EB/M) занимает специализированную нишу, в первую очередь связанную с титаном и рядом других реакционноспособных сплавов, где вакуумная среда, высокий преднагрев и сниженные остаточные напряжения дают значимый выигрыш при приемлемых ограничениях по шероховатости и перечню материалов.
Использование корректной терминологии — LPBF и EB‑PBF в соответствии с ISO/ASTM — позволяет избегать терминологической неопределённости и отделять физику процесса от маркетинговых обозначений SLM, DMLS, LaserCUSING и других коммерческих названий, относящихся к конкретным линейкам оборудования.
Другие технологии печати:
- Экструзия материала – Моделирование методом наплавления (FFF)
- Полимеризация в ванне (VAT Polymerization) – SLA/DLP
- Синтез полимеров на подложке (Powder Bed Fusion) – Выборочное лазерное спекание (SLS)
- Струйное нанесение материала – Подача по требованию (Material Jetting, DOD)
- Струйное нанесение связующего вещества (Binder Jetting)




