

Вместо того, чтобы готовиться ко всем возможным сценариям при отказах оборудования, аварий и других проблем, возникающих во время космических полетов, представляется логичным воспользоваться гибкостью аддитивного производства для «космического производства» (In-space manufacturing (ISM)). Пилотируемые миссии в космос используют сложное оборудование и его безопасная эксплуатация является большой проблемой. Учитывая абсолютное расстояние для пилотируемых полетов на Луну или Марс, где поставка запасных частей для ремонта и замены утраченного оборудования путем доставки с Земли потребовала бы слишком много времени. Благодаря гибкости в дизайне и возможностей производства готовых к использованию компонентов непосредственно из 3D-модели, технологии аддитивного производства кажутся чрезвычайно привлекательными в этом случае. Кроме того, для изготовления мест обитания для длительного пребывания астронавтов на Луне или Марсе требуются соответствующие технологии, а также материалы, сырье. Возможности для отправки оборудования и материалов в космос не только весьма ограничены и дорогостоящи, но и вызывают обеспокоенность в связи
экологическими проблемами на Земле. Соответственно, не все материалы могут быть отправлены с Земли, поэтому предусматриваются стратегии использования ресурсов на месте (in-situ resource utilizations ISRU)). Для изготовления как сложных деталей и оборудования, так и для большой инфраструктуры, необходимо разработать соответствующие технологии обработки материалов в космосе.
- Ознакомление
1.1 Производство в космосе и аддитивное производство (АМ)
Учитывая будущие исследования человеком на Луне или на Марсе, становится ясным, что аддитивное производство (AM) будет там востребовано. Например, если потребуется быстрое и гибкое вмешательство на устранение аварии, связанную с потерей или повреждением деталей, то отправка миссий по снабжению запасных деталей не является вариантом из-за длительного времени доставки. Это также важно, когда требуются специальные детали, которых нет на складе. В этих ситуациях «космическое производство» (ISM), то есть способность непосредственно производить объекты любого типа в космосе, становится необходимостью. Более того, в качестве дополнительного преимущества ISM, деталям и компонентам не нужно подвергаться нагрузкам в суровых условиях запуска ракеты с Земли. В этом контексте AM имеет преимущество в том, что «готовые к использованию» детали могут быть изготовлены непосредственно из исходного материала, такого как армированная нить или порошок, а для построения детали потребуется только необходимое количество материала. Следовательно, представляется логичным разработка технологии AM, способной функционировать в условиях микрогравитации (μg) или при пониженной гравитации на Луне и Марсе. Как только соответствующие технологии будут разработаны, детали могут быть напечатаны на 3D-принтере непосредственно в космосе. Материалы могут быть доставлены с Земли или найдены в космосе, например, на Луне и Марсе, в зависимости от сценария миссии.
1.2 Использование ресурсов на месте (ISRU)
Для расширения пилотируемых полетов на Луну или Марс использование ресурсов на местах должно иметь первостепенное значение, поскольку возможности для транспортировки оборудования и материалов в космос не только ограничены и дорогостоящи, но и вызывают обеспокоенность в отношении экологических проблем на Земле. Поверхности Луны и Марса не являются пригодными не только из-за радиации, низкого атмосферного давления или почти отсутствия атмосферы, но также из-за экстремальных температур и изменений температур. Выживание человека и безопасные путешествия с Земли, и возврат на Землю потребуют искусственных мест обитания. Они, в свою очередь, должны быть построены на ресурсах, существующих в этих местах и включать в себя сложные системы жизнеобеспечения и минимум инфраструктуры.
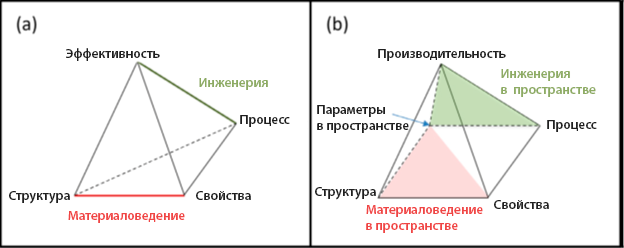
Рис. 1 а) парадигма материаловедения и инженерии “структура-процесс-свойства-эффективность”; b) адаптированная парадигма “структура-физика в пространстве- процесс-свойства-производительность”.
Эта стратегия называется использованием ресурсов на месте (ISRU). Концепция ISRU предусматривает изготовление сложных деталей из разнообразных материалов, таких как лунный или марсианский реголит [1]. Является ли этот материал или другой предмет ресурсом, зависит от наличия соответствующих технологий. Например, для преобразования разнообразных материалов, таких как реголит в полезные структуры и детали можно сконцентрировать солнечный свет, а порошкообразный материал может быть консолидирован и сформирован в жесткие структуры. В этом смысле технологии могут выступать в качестве катализатора для создания защитных структур для поддержки человеческой жизни в непригодных лунных и марсианских средах, то есть путем использования местных доступных ресурсов, таких как материалы и энергия. Для разработки соответствующих стратегий должны иметься не только соответствующие технологии, но и сбор энергии (например, солнечная энергия), а также знание материалов и их свойства должны быть известны на всех этапах всей технологической цепочки. Эти вопросы проливает свет на конкретные проблемы, связанные с ISM и ISRU.
1.3 Разработка технологии производства для космоса.
В технологии AM конечные свойства материала и технологии производства более тесно связаны, чем в большинстве других традиционных производственных технологий. В технологии AM сыпучий материал создается вместе с деталью. Материал, подаваемый в процесс создания детали, обычно называют «сырьем», и он поставляется в виде порошка, пасты, проволоки или жидкости. В процессе AM он сплавляется, консолидируется, сшивается или конденсируется послойно для построения детали. Тот факт, что геометрия каждой детали часто существенно влияет на свойства материала, делает сложность процесса очевидной. Напротив, в обычных производственных процессах, таких как металлообработка, деталь изготавливается или собирается из полуфабрикатов, таких как прутки или листовой металл, с четко определенными механическими свойствами, не затронутыми самим процессом построения или затронутыми четко определенным образом (например, в процессах глубокой вытяжки, ковки, гибки или соединения). Как правило, конструкция основывается на сертифицированных свойствах полуфабриката. Развитие процессов для производства в космосе сталкивается с дополнительными проблемами, а именно: (1) Физические параметры сильно отличаются от тех, что на Земле. В дополнение к гравитации (от микрогравитации до пониженной гравитации на Луне или Марсе), необходимо учитывать атмосферу, вакуум, температуру и радиацию. При производстве на Земле эти физические параметры обычно постоянны и следовательно, не учитываются. Поэтому к классической парадигме «структура-обработка-свойства-производительность» в материаловедении и технике должен быть добавлен новый набор переменных параметров (рис.1 (а)), чтобы сформировать новую парадигму, т. е. «структура-физические параметры в пространстве-обработка-свойства-производительность» (рис.1 (b)). В этом контексте важно отметить, что безусловно, в космосе не существует никакой «новой» физики, отличной от физики в обычной лабораторной среде на Земле, но развитие процессов генерации деталей и материалов в космосе по-прежнему связано с условиями на Земле теллурийскими условиями, поскольку в космосе просто нет достаточных лабораторных мощностей. (2) Свойства сырья могут быть четко определены, но даже для промышленных процессов разработка сырья и процесса должны быть параллельной. Более того, когда речь идет об ISRU, свойства сырья не очень известны, а доступность материала для исследований на Земле очень ограничена.
Для разработки технологий обычно используются симуляторы, например симуляторы реголита Луны и Марса, с различным составом и свойствами. Задача состоит в том, чтобы разработать технологии и процессы, способные принимать сырье в пределах определенного диапазона свойств. (3) Наличие платформ для экспериментальной работы в космосе или моделирования космических сред, как правило, ограничено. Параболические полеты предоставляют эту возможность несколько раз в полете в течение примерно 20–30 с, в зависимости от уровня уменьшенной гравитации, подлежащей моделированию. Во время параболических полетов инженеры и ученые имеют редкую возможность преобразовать свою экспериментальную установку в смоделированную космическую среду [2]. Зондирующие ракеты рассматриваются как экономичная по времени и затратам плата для проведения широкого спектра экспериментов в условиях микрогравитации в космосе. Используя беспилотные и суборбитальные траектории, эти ракеты обычно предлагают несколько минут времени микрогравитации на высотах более 100 км, что позволяет ученым и инженерам на земле контролировать или дистанционно управлять экспериментами в режиме реального времени [3].
Орбитальные платформы микрогравитации предлагают длительное время микрогравитации, возможность экспериментов с дистанционным управлением с земли и в зависимости от образца транспортного средства с возможностью возврата. Космические станции дополнительно предлагают базовую поддержку со стороны экипажа для запланированных задач.
При разработке технологии для ISM, помимо продолжительности и качества микрогравитации, количество и частота итераций в производственном процессе являются другими важными параметрами. Каждая итерация включает в себя подготовку и выполнение производственного процесса, извлечение образцов и анализ производимого объекта и данных процесса. Данные могут передаваться инженерам и ученым на Земле для объекта-образца это требует больше времени и усилий. Исходя из этого, для параболических полетов итерация может быть выполнена в течение определенного количества дней во время текущей кампании. Для зондирующих ракет цикл итерации обычно все еще составляет месяцы, тогда как для орбитальных платформ и космических станций, в частности, цикл итерации может достигать несколько лет. Чтобы преодолеть это ограничение и выполнить итерации, адаптации, нужно реальное развитие технологий в космосе и потребует команды преданных космических ученых. В настоящее время такая платформа микрогравитации пока недоступна.
Чтобы описать нужные требования более конкретно, на первом этапе необходимо уточнить влияние каждого физического параметра на свойства материала, производственного процесса и технологии. Например, отсутствие гравитации оказывает ограниченное влияние на материал, но имеет серьезные последствия для процесса и технологии. Напротив, вакуум часто оказывает ограниченное влияние на процесс и технологию, но оказывает значительное влияние на материал. Лучшее понимание этих отношений, один за другим, помогло бы эффективно разрабатывать эксперименты и выбирать соответствующие платформы. Как правило, применение диктует тип используемого материала и сырья в зависимости от требований к выполнению ограничений (рис. 2). Например, строительство среды обитания на Луне по подходу ISRU подразумевает использование лунной реголитовой пыли, которая для развития технологии обычно заменяется имитатором с Земли.

Рис. 2 Входные данные и параметры, которые необходимо учитывать при разработке технологий космического аддитивного производства (АМ).
Таблица 1 Платформы, доступные для разработки технологий в условиях микрогравитации, соответствующее время, доступное в условиях микрогравитации, и продолжительность цикла итерации.
μg – время цикл итерации
Капельный тюбик. До 9 с 2 в день
Параболический полет 21 с 1 в день, 3–4 похода в год
Зондирующая ракета 6,5 мин 1 в год
Повторный вход в спутниковые дни Несколько лет
Космической станции недели Несколько лет
Лаборатория микрогравитации Недели часы
(предполагается)
Как уже упоминалось, материалы и процессы в AM имеют свои уникальные закономерности. Кроме того, необходимо учитывать влияние изменяющихся физических параметров на материалы и процесс, поскольку оно лежит в основе всей разработки технологии. Эти параметры варьируются, потому что развитие процессов остается связанным с условиями на Земле, в то время как условия, преобладающие в космосе, обычно моделируются и не доступны постоянно. Например, оборудование, материалы и процессы могут быть испытаны в вакууме, при экстремальной температуре без пониженной гравитации или микрогравитации, но было бы невозможно продвигать эту комбинацию параметров, моделирующих пространство, на протяжении всей фазы разработки. Таким образом, технология должна быть рассчитана на работу не только в космосе, но и в обычных лабораторных условиях, чтобы ее можно было тестировать и дальше развивать.
Поэтому выбор одной или нескольких экспериментальных платформ неизбежно зависит от области применения и накладывает определенные ограничительные условия на физические параметры, которые могут быть испытаны на их влияние на материалы и процесс. Космические станции довольно уникальны в этом контексте, поскольку они могут представлять собой как окончательное применение технологии AM (например, производство запасных частей на борту), так и платформу для разработки технологий AM в космосе. Для моделирования космической среды доступны различные стратегии. Однако очень немногие из них обеспечивают космические условия в течение длительного периода времени с доступом к эксперименту ученого. Таблица 1 иллюстрирует сложность задачи по разработке технологий производства для космических АМ.
- Состояние на сегодняшний день.
Технология AM в космосе была испробована для нескольких применений, от производства запасных частей на Международной космической станции (МКС) до изготовления спутников и сооружений в космосе, до строительства мест обитания на поверхности Луны и Марса.
Разрабатываются и испытываются технологии изготовления деталей всех классов материалов (полимеры, металлы, керамика) на борту параболических полетов или на борту космических станций. Ярким примером является использование технологии AM Facility (AMF) на борту МКС с 2016 года, который является первым коммерческим объектом применения технологии AM, когда-либо установленным в космосе. С тех пор сотни полимерных деталей были изготовлены с помощью 3D-принтера для моделирования плавленого осаждения, разработанного Made in Space Inc. В настоящее время объект коммерчески доступен правительственным и частным учреждениям для производства деталей в космосе. С годами палитра доступных материалов была расширена до акрилонитрил-бутадиен-стирола, полиэтилена высокой плотности (HDPE) и полиэфиримида / поликарбоната. В 2020 году был установлен первый 3D-принтер для керамических материалов на основе технологии Vat photopolymerization(фотополяризация), что еще больше расширило возможности AMF. Аналогичная технология, основанная на цифровой обработке света, также была опробована в параболическом полете Китайской академией наук в 2018 году с целью получения керамического полуфабриката “green bodies”.
В октябре 2019 года Made in Space в партнерстве с бразильской компанией Braskem установила завод по переработке пластика для 3D-печатных деталей. Аналогичная система, получившая название «Prefabricator», также была установлена в НАСА и разработана Tethers Unlimited.
Последней разработкой Made in Space Inc. является система VULCAN, платформа, способная к производству нескольких материалов, сочетающая экструзию полимеров, сварку металла и обработку с числовым программным управлением (ЧПУ). НАСА также работает над разработкой лаборатории FabLab, включая возможности технологий AM, для использования субтрактивного производства и мульти-материальных возможностей.
В 2019 году Techshot Inc., партнер Национальной лаборатории МКС, совместно с nScrypt разработали 3D BioFabrication Facility (BFF). BFF использует человеческие клетки (такие как стволовые или плюрипотентные клетки) и белки тканевого происхождения в качестве био-чернил для 3D-печати.
Параллельно Tethers Unlimited, нанятая НАСА, разрабатывает возможности для производства в космосе и сборки в космосе крупномасштабных ферменных конструкций, антенн и спутников.
В последние несколько лет использование технологий АМ в космосе привлекает все большое внимание, так как считается ключевой технологией для развития околоземной коммерческой космической экономики [4]. В 2020 году Национальная лаборатория США на МКС также организовала семинар, посвященный технологий АМ в космосе. Подход ISRU может еще больше расширить возможности технологий AM в космосе, особенно для поддержки будущих планов по исследованию и колонизации Луны и Марса.
Многие методы технологий AM были предложены и протестированы с лунным и марсианским симулированием для различных предполагаемых сценариев, от производства небольших компонентов до строительства лунной деревни Европейским космическим агентством (ЕКА) [5]. Недавний обзор можно найти в главе книги Goulas et al. [6].
Природный реголит облегчает подходы, при которых сырье используется непосредственно в виде порошка или суспензии. Экструзионные процессы были предложены для применения в различных масштабах и с различными подачами материала. Экструзионная технология АМ для небольших керамических (из коллоидной суспензии [7] или полимерно-керамических [8]) компонентов была испытана с марсианскими и лунными имитаторами. Технология создания контура, следующая по принципу экструзии цементной пасты, была применена к крупномасштабным конструкциям с бетоном на основе серы. Альтернативная технология, разработанная компанией D-Shape и протестированная для ЕSА с лунным имитатором DNA-1, основана на 3D-печати с порошковым слоем [9]. Эта технология работает путем нанесения слоев порошка и выборочной подачи струи жидкости, тем самым вызывая реакцию закрепления слоя порошка. Основным недостатком этого подхода и экструзионных технологий в целом является то, что они полагаются на жидкую фазу, которую необходимо либо перенести с Земли, либо синтезировать в космосе.
Напротив, лазерные технологии полагаются только на использование реголитов и источников энергии. Однако контроль спекания и плавления реголита является сложной задачей, поскольку как лунные, так и марсианские реголиты имеют сложный химический и минералогический состав, влияющий на их поведение плавления [10]. Большая часть текущих исследований посвящена процессам лазерного синтеза в порошковом слое (LPBF) для AM, как предложено Balla et al. [11] и Fateri и др. [12 ].
Интересной альтернативой использованию лазеров для синтеза порошкового слоя является использование солнечных концентраторов [13], которое имеет преимущество использования как сырья, так и источника энергии, легко доступного на поверхности Луны.
Из-за сложности материалов ISRU существует очень мало исследований, в которых процессы были проверены в смоделированных лунных или марсианских условиях. Атмосфера оказывает сильное влияние на поведение материала, особенно во время спекания и плавления; поэтому важно, чтобы процессы испытывались в условиях, аналогичных условиям на лунной поверхности (почти без атмосферы) или на поверхности Марса (низкое атмосферное давление 6–7 мбар (1 мбар = 100 Па), с 95% составом CO2).
В дополнение к этой проблеме, доступ к платформам, на которых можно моделировать как гравитацию (лунную или марсианскую), так и атмосферу, очень ограничен. Недавнее исследование в этом направлении было описано Reitz et al. Они проверили лазерное плавление имитатора реголита, разработанного и изготовленного в TU Braunschweig в вакуумных условиях в лифте Эйнштейна, и сравнили результаты при 0 г (без гравитации), 0,16 г (лунная гравитация) и 1 г [14].
В рис.3 представлены некоторые из первых результатов исследований лазерного порошкового синтеза различных комбинаций исходного сырья, атмосфер и экспериментальных платформ: (i) имитаторы стали и реголита в атмосфере азота и вакууме, а также при микрогравитационном, лунном и марсианском гравитационном ускорении, испытанные на борту параболического полета;( II) технологией LPBF сплавление металлического стекла в порошковом слое на зондирующей ракете и (III) технологией АМ с длинными армированными волокном полимерами в космосе.
3.Стратегии развития космических технологий AM
В этой главе представлены примеры развития космических АМ-технологий с акцентом на различные применения.
3.1. Лазерное плавление (LBM) имитаторов металла и реголита на параболических полетах
3.1.1. Параболические полетные кампании
Принцип работы порошкового осаждения в газовом потоке был испытан в условиях микрогравитации и постоянно совершенствовался в течение 30-го, 31-го, 33-го, 34-го, 36-го (в сочетании с Немецким центром Deutsches Zentrum für Luft- und Raumfahrt (DLR) и 76-й кампании параболических полетов ESA, выполняемой Французской компанией Novespace в Бордо.
Во время кампании экспериментальная установка была установлена на борту специально модифицированного Airbus A310. Самолет летал на параболе, состоящей из трех фаз. На первом этапе самолет постепенно достиг наклона до 47°. В этой фазе, называемой «подтягиванием», повышенное ускорение на 1,8 g (гипергравитация) действовало в направлении, перпендикулярном полу самолета. После достижения 47 ° носа вверх и полета по верхушке параболы до 42 ° носа вниз, было испытано 22 секунды микрогравитации. За этим снова последовало 1,8 г «вытягивания» в конце параболы, переводя крутой спуск в горизонтально ориентированную устойчивую фазу полета.
Каждая кампания состояла из трех-четырех полетов с 31 параболой, последовательно пролетавшей в одном полете, что составляло примерно 34–45 минут микрогравитации.
Как и в случае с коммерческим оборудованием для лазерно-лучевой наплавки (LBM), детали порошкового осаждения в газовом потоке изготавливаются слой за слоем. Каждый слой состоит из двух этапов: 1) нанесение тонкого порошкового слоя и 2) 3D-печать соответствующей информации о слое путем селективного лазерного плавления порошка. Во время кампании один слой (толщиной 100 μм) был нанесен в фазе микрогравитации каждого из 31 параболы, в результате чего максимальная высота деталей, изготовленных в одном эксперименте, составила 3,1 мм. Поскольку 22 секунды в условиях микрогравитации было недостаточно для завершения обеих стадий процесса, осаждение слоя и лазерное плавление приходилось выполнять на разных этапах параболического полета.
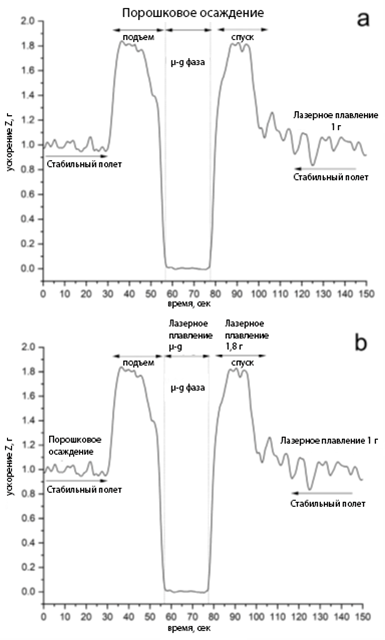
Рис. 3 а) экспериментальная конфигурация, а для проверки порошкового осаждения в условиях микрогравитации; b) экспериментальная конфигурация b для испытания лазерного плавления в условиях микрогравитации, 1 г и 1,8 г.
Основной целью данной работы являлась разработка и постоянное совершенствование осаждения порошковых слоев под действием микрогравитации с помощью процесса порошкового осаждения d газовом потоке после конфигурации эксперимента (рис. 3 а)), который выполнялся в фазе микрогравитации 22 с. с последующим лазерным плавлением в последовательной фазе устойчивого полета.
Кроме того, были изучены эффекты различных условий ускорения на стадии лазерного плавления. Для этих исследований была выбрана конфигурация эксперимента, как показано на рис. 3 (b). Осаждение порошка проводили в фазе устойчивого полета 1 г перед параболой. Последовательно один набор образцов был расплавлен лазером в фазе микрогравитации, затем (в том же слое) одним набором образцов, расплавленных лазером в фазе гипергравитации 1,8 г, и наконец, одним набором по 1 г.
Пользовательская установка, построенная для экспериментов, состояла из двух стоек, как показано на рис. 4.
Установка порошкового осаждения и лазерная система, которая включала лазерный модуль, сканер и оптику, были установлены на стойке 1. Это устройство включало в себя фактическую систему LBM. Рабочая платформа построения размером 106,5 мм ×85,5 мм была изготовлена из металлической агломерационной пластины толщиной 5 мм (нержавеющая сталь AISI 316L/B) с эффективностью 9 μм.
На стойке 2 был установлен газо-циркуляционный насос, используемый для откачки и продувки системы азотом, электрический шкаф и компьютеры для управления всеми операциями системы LBM (то есть осаждением слоев и лазером).

Рис. 4 Фото двух стоек установки для плавления лазерного луча (LBM) в условиях микрогравитации, установленных в самолете (стойка 1 (справа) включает в себя систему LBM, стойка 2 (левая) вакуумная включает насос и компьютеры для управления процессом).
3.1.2. Технологическая идея для технологии LBM при микрогравитации.
В технологии LBM, текучий порошок наносится слой за слоем, а формирование слоя детали печатается после каждой последовательной стадии осаждения слоя. Как правило, осаждение слоя требует гравитационных сил, действующих на каждую частицу, в качестве предпосылки для уплотнения частиц и образования гладкого слоя. Чтобы компенсировать недостающие или уменьшенные гравитационные силы в космосе или на Луне, было разработано «осаждение с помощью газового потока». Дополнительная сила, действующая на каждую частицу, вводится путем установления потока газа через слой порошка. Порошковое осаждение с помощью газового потока основано на пористой строительной платформе, действующей в качестве фильтра для фиксации частиц в потоке газа, и приводится в действие пониженным давлением, установленным вакуумным насосом под платформой. В сочетании с лазерным источником и сканером эта технология может обеспечить готовые к использованию металлические или полимерные детали, изготовленные в космосе.
Для тестирования и дальнейшего развития этой технологии был разработан экспериментальный 3D-принтер, сертифицированный для параболических полетных кампаний DLR и ESA zero-g, который был включен в пять параболических полетных кампаний. Схема установки показана на рис.5.
Поток газа, создаваемый с помощью вакуумного насоса по всему порошковому слою, накладывает на частицы силу сопротивления, которая в среднем направлена в сторону пористой строительной платформы, то есть в направлении, в котором гравитационная сила обычно действует, как показано на рис.6. Где F pp представляет собой межчастичную силу, а F d – силу, вызванную полем потока газообразной среды по всему порошковому слою и пористой опоре.
Эта сила может стабилизировать слой порошка даже тогда, когда гравитационная сила отсутствует. Пористая строительная платформа не только поддерживает порошок, но и действует как фильтр, предотвращающий втягивания порошка в насос. Вакуумный насос крепится с помощью обычного вакуумного шланга и вакуумно-герметичной переходной пластины к пористой опорной плите. Системы подачи порошка осуществляется загрузчиком порошка(recoater), которые бывают роликового типа с отдельным резервуаром, стабилизированным газовым потоком или коробчатого типа.
3.1.3. Моделируемые сценарии технологии LBM при пониженной гравитации при параболических полетах.
Оборудование, описанное в разделе 3.1, использовалось для осаждения металлических порошков и имитатора лунного реголита (тип EAC-1A) в ходе четырех параболических полетов DLR и 76-й кампании ESA. Эта кампания предлагала комбинацию микрогравитации и гравитации Луны и Марса в каждый из трех дней полета, чередуясь в пяти последовательных параболах при одном ускорении. С 30 параболами в один полетный день, где 10 парабол одного ускорения были доступны в одном полете. Рис. 7 представлен обзор экспериментов, которые могут быть сформированы с переменными физическими параметрами, например, атмосферным давлением и гравитацией (ускорением).
<#pic#2022#0#0#0##>
Рис. 5 а) схема осаждения порошка с помощью газового потока; b) нанесение установки порошкового осаждения (площадь пористой строительной платформы для порошкового осаждения составляла 106,5 мм ×85,5 мм).
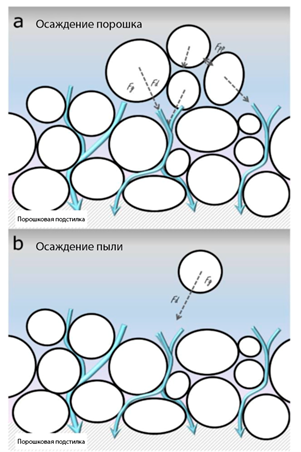
Рис. 6 Иллюстрация сил, действующих на каждую отдельную частицу во время осаждения слоя при осаждении порошка с помощью газового потока: а) осаждение пригодного для потока, но компактного порошка и b) осаждение пыли.

Рис. 7 Матрица экспериментов по физическим параметрам гравитации (ускорения) и атмосферного давления. Кроме того, различные сценарии могут быть имитированы и оценены, как показано на графике. Ниже кратко представлены сценарии, перечисленные на рис. 7 и выделены соответствующие результаты.
- LBM из нержавеющей стали в лаборатории на Земле
Описание сценария: LBM процесс с использованием металлического порошка на Земле представляет собой точку отсчета для экспериментов в различных гравитационных и атмосферных условиях. Процесс LBM является хорошо индустриализированным и широко изученным процессом, поэтому подробности исследований здесь не приводятся. В этом контексте следует отметить, что процессы LBM обычно проводятся в защитной атмосфере (близкой к давлению окружающей среды) с газовым потоком аргона или азота. Напротив, электронно-лучевая плавка обычно выполняется в вакууме. В этом исследовании LBM нержавеющей стали в атмосфере азота был использован в качестве эталона.
Оптимизация процесса LBM является сложной задачей, с различными параметрами, подлежащими оптимизации. Поскольку выполнить эту оптимизацию во время параболического полета нереально, большинство параметров необходимо проверить и установить в лаборатории. В этом смысле полноценное развитие процесса в контролируемых условиях ускорения не представляется возможным, а для большинства параметров (например, мощности лазера и скорости сканирования) возможны лишь небольшие корректировки, начиная с заданных лабораторных значений.
- LBM из нержавеющей стали в открытом пространстве
Описание сценария: с помощью заданного металлического порошка и лазерной системы можно сплавлять металлические частицы в атмосфере низкого давления (вакуума). При давлениях ниже 10–8 Па реакция металлических порошков с атмосферой практически отсутствует. Процесс осаждения порошкового слоя в принципе может осуществляться в открытом пространстве, например, с помощью вращающегося барабана и системы подачи для имитации гравитации. Однако такая система не была построена или протестирована (на сегодняшний день).
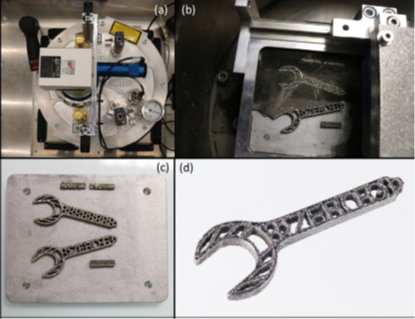
Рис. 8 а) вид сверху камеры осаждения с изображением лазерного сканера и оптики, двух датчиков кислорода, двух манометров и двух предохранительных клапанов избыточного давления; b) вид установки осаждения во время очистки после параболического полета, показывающий гаечные ключи, изготовленные технологией LBM, все еще частично встроенные в слой порошка; c) вид сверху пористой металлической плиты построения, на которой в условиях микрогравитации были изготовлены гаечные ключи; d) 12-мм гаечный ключ, изготовленный в условиях микрогравитации после отделения от рабочей плиты (размер опорной плиты составляет 106,5 мм ×85,5 мм).
- LBM из нержавеющей стали при пониженной гравитации, в контролируемой атмосфере
Описание сценария 1: для производства запасных частей и других компонентов по требованию на борту космической станции или космического корабля одним из вариантов является процесс LBM на основе металлического порошка. С технологической точки зрения используемое оборудование может напоминать оборудование для промышленного использования на Земле, но оно должно будет компенсировать отсутствующую гравитацию в процессе осаждения порошка в слоях.
Экспериментальная установка: для перечисленных экспериментов использовалась установка LBM, представленная в разделе 3.1.2. Для соответствующих экспериментов атмосферное давление в технологической камере, очищенной и заполненной азотом, может быть скорректировано примерно до 850–950 мбар. Расход газа регулировали в диапазоне 15–30 л н/мин. Подробное обсуждение влияния потока газа приведено в референсе.[15]. Лазерное плавление выполняли при выходной мощности лазера около 120 Вт непрерывной мощности.
Результаты: В разделе 3.1.2 была представлена соответствующая технология. 12-мм гаечный ключ был выбран в качестве пробного варианта для процесса LBM в условиях микрогравитации. Гаечный ключ имел рукоятку длиной примерно 55 мм и легкую конструкцию. На рис..8 а) показан вид сверху технологической камеры LBM, содержащей установку порошкового осаждения. Лазерный сканер и коллиматор, три манометра и два клапана избыточного давления были установлены в верхней части камеры.
На рис..8 (б) показан слой порошка после частичного его удаления, нанесенного в условиях микрогравитации в течение 31 параболы и с 3D-печатью двух гаечных ключей. Те же образцы показаны на пористой металлической пластине (рис. 8 с)) после очистки. Гаечный ключ “ZERO-G” показан на рисунке 8 (d) после его отделения от рабочей плиты.
Эти образцы являются первыми металлическими деталями, когда-либо напечатанными на 3D-принтере в условиях микрогравитации процессом LBM. Стратегия построения соответствует конфигурации эксперимента, проиллюстрированной на рис. 3 (а), то есть осаждению слоя в условиях микрогравитации с последующим лазерным плавлением во время устойчивого полета при нормальной гравитации.
С качественной точки зрения не наблюдается существенных различий между деталями произведенные 3D-печатью лазером в условиях 1 г, и в условиях микрогравитации, как описано в предыдущей работе в референсе [15]. Тем не менее из-за ограниченности во времени невозможно проверить как порошковое осаждение, так и лазерное плавление в фазе микрогравитации одной и той же параболы в параболическом полете. Для детального изучения влияния микрогравитации на материал в процессе LBM зондирующие ракеты являются более подходящей платформой, так как обеспечивают качественные условия микрогравитации на более длительный период времени.
Рис. 9 Компьютерная микро томографическая реконструкция гаечного ключа производится при разных ускорениях: Луна, микрогравитация, Марс.
Описание сценария 2: Металлические материалы будут играть важную роль в установке постоянной человеческой базы на Луне. В этом контексте AM предлагает, возможно, даже больше, чем на Земле, возможность гибкого производства металлических деталей малого и среднего размера. Кроме того, производство запасных частей и компонентов из металлов и полимеров является важным фактором повышения устойчивости миссий.
Экспериментальная установка: для перечисленных экспериментов использовалась установка LBM, представленная в разделе 3.1.2.
Результаты: Тот же гаечный ключ «ZERO-G», показанный на рис. 8 (изготовленный в условиях микрогравитации), был изготовлен процессом LBM в смешанном параболическом полете с 10 параболами в условиях микрогравитации, 10 при имитации гравитации Луны и 10 при гравитации Марса.
Этот образец был получен с помощью рентгеновской микрокомпьютерной томографии (μКТ) с использованием коммерческого аппарата ZEISS Xradia 620 Versa μCT. Для получения обзорного и более детального снимка использовались два подхода к визуализации. Сначала было использовано ускоряющее напряженгие 150 кВ и мощность 23 Вт. Рентгеновский спектр фильтровался на стороне источника с помощью специального фильтра под названием HE18. Было достигнуто геометрическое увеличение приблизительно 2,7 × при расстоянии от источника до объекта 130 мм и объектом до плоско панельного детектора 230 мм. Это дало эффективный размер пикселя 27 μм. При детальном сканировании использовалось напряжение ускорения 160 кВ и мощность 25 Вт. Рентгеновский спектр фильтровали с помощью фильтра HE5. Расстояние между источником и объектом было установлено на уровне 30 мм, а расстояние от объекта до детектора было установлено на уровне 20 мм, что дало 1,6 ×геометрическое увеличение. С помощью оптического увеличения 4 × было достигнуто эффективное разрешение 4 μм.3D томографические наборы данных с проекциями углового объекта 1601 и 3201 были реконструированы соответственно с использованием автоматизированной процедуры реконструкции из машины. Обработка реконструированных данных велась с использованием некоммерческого лицензионного программного обеспечения Dragonfly (Object Research Systems, Канада).
Рис. 9 можно разделить на три изображения, т. е. верхнее, нижнее левое и нижнее правое изображение. Верхнее изображение показывает результат первого подхода к визуализации с разрешением изображения 27 μм. Очевидно, что в принципе структура гаечного ключа может быть напечатана при пониженной гравитации. Изображения в нижней части являются результатом второго подхода к визуализации с разрешением 4 μм. Красное поле на верхнем изображении указывает область, где был проведен второй подход к визуализации. Таким образом, изображение с более высоким разрешением точного фрагмента можно увидеть на нижнем левом изображении. Линия сечения (изображенная белой пунктирной линией) показывает начало нижнего правого изображения, которое указывает на соответствующее поперечное сечение.
- Процесс LBM с использованием реголита (ISRU) и стали на Луне и Марсе, сформированные в 76-й летной кампании ESA.

Рис. 10 а) спеченные лазером образцы реголита, все еще прикрепленные к рабочей пластине 3D-принтера LBM: образец, полученный во время параболического полета при ускорении Луны и Марса (0,16 г и 0,38 г, соответственно); b) увеличенное оптическое изображение образца, показывающее типичные дефекты комкования (в нижней части показаны два изображения одного и того же образца в сканирующем электронном микроскопе (SEM). Круг и стрелка указывают направление укладки слоев соответственно).
Описание сценария: для создания среды обитания на Луне и Марсе использование местных ресурсов имеет решающее значение. Необходимо провести повторный поиск доступных материалов; кроме того, необходимо предусмотреть, разработать и протестировать процессы производства деталей и создания инфраструктуры.
Экспериментальная установка: использовалась установка LBM, представленная в разделе 3.1.2. Для соответствующих экспериментов технологическую камеру вакуумировали до минимального давления примерно 110 Па. Это давление было все еще выше лунного атмосферного давления, но оно находилось в пределах диапазона марсианского атмосферного давления, которое можно было смоделировать. При давлении 100 Па средний свободный путь молекул воздуха или азота составляет приблизительно 60 μм; таким образом, он находился в диапазоне размера частиц используемого реголита. Как упоминалось в предыдущем разделе, для откачки воздуха из системы использовался вакуумный насос спирального типа, обеспечивающий циркуляцию газа. Требуемый вакуум может быть достигнут с помощью дополнительного вакуумного насоса. Однако уровень вакуума на поверхности Луны (примерно 3 ×10 − 12 мбар ночью) достижим только в сверхвысоких вакуумных камерах на Земле и не может быть реально получен в камере, содержащей оборудование и порошки для LBM.
Процесс лазерного плавления выполняли при выходной мощности лазера около 20 Вт для реголита.
Результаты: рис.10 показан материал лунный симулятор EAC-1A, спеченный на борту самолета во время параболического полета на Луне и Марсе (0,16 g и 0,38 g соответственно).
Видно, что качество детали и однородность материала значительно снижаются при пониженном гравитационном ускорении относительно аналогичных экспериментов, проводимых в нормальной лабораторной среде. Только в некоторых точках может быть достигнуто хорошее соединение между слоями.
Таблица 2 Матрица экспериментов по физическим параметрам гравитации (ускорения) и атмосферного давления, выполненных в 76-й параболическом полете кампании ЕSА при моделировании гравитации Луны и Марса.
|
Атмосферы |
Ускорение лунной гравитации
|
Марсианская гравитация |
|
Вакуум/минимальное давление
|
(I) ISRU на поверхности Луны. Материал: EAC-1A |
(II) Моделирование ISRU через LBM на поверхности Марса. Материал: EAC-1A |
|
> 100 Па |
(III) AM 316L непосредственно в лунной атмосфере |
|
|
N2 атмосферы |
IV) Моделирование AM через LBM при различных ускорениях в пространстве с осаждением порошка с помощью газового потока. Материал: EAC-1A и сталь 316L
|
|
Скорее всего, это связано с тем, что плотность нанесенного порошковых слоев, осажденных на моделируемой гравитации Луны и Марса, резко ниже, чем у обычной гравитации. В отличие от предыдущих экспериментов с металлическим порошком, выполнение экспериментов в вакууме не позволяет применять поток газа через слой порошка. Это значительно уменьшает укладку порошка при отложении слоев при пониженной гравитации.
Кроме того, типичный эффект комкования, с образованием сфер из расплавленного материала, также виден на рис.10. Комкование является хорошо известным типом дефекта, который может возникнуть вовремя процесса LBM и вызван отсутствием смачивания между расплавленным материалом и холодным материалом предыдущих слоев или подложки. Как и в этом случае, комкование значительно ухудшается, когда плотность нанесенного порошкового слоя низкая, как это наблюдается в образцах, полученных на Луне и Марсе гравитационных ускорений. Этот результат подчеркивает проблемы при переносе параметров проектирования процесса из лаборатории на Земле на платформу с уменьшенным гравитационным ускорением.
3.1.4. Резюме результатов
Таблица 2 дает обзор экспериментов, проведенных в рамках 76-й параболической полетной кампании ЕSА, сочетающих различные ускорения, атмосферные условия и материалы.
3.2. Процесс LBM на зондированном полете ракеты
С момента своего первого полета в 2009 году зондирующая ракета MAPHEUS компании DLR запускается ежегодно. Ракеты запускаются из Космического центра ESRANGE [16] недалеко от Кируны, Швеция, который управляется Шведской космической корпорацией. MAPHEUS занимается исследованиями в области микрогравитации, в основном для материаловедения и технологического развития. Экспериментальная аппаратура из различных областей физики материалов находилась на борту ракет MAPHEUS, а летная аппаратура была разработана и квалифицирована собственными силами Института физики материалов в космосе в сопровождении наземных эталонных экспериментов [17–22]. Это позволяет ускорить циклы разработки и сократить время выполнения заказов, чтобы продвинуть научные цели. Научная полезная нагрузка состоит из нескольких экспериментальных установок и составляет до 300 кг.
Машина использует двухступенчатую конфигурацию твердотопливных ракетных двигателей, несущих научную полезную нагрузку, системы управления и связи, систему восстановления и систему управления скоростью. Общая длина составляет приблизительно 12 м при диаметре полезной нагрузки 17 дюймов (438 мм) и взлетной массе 2,7 т [26, 23, 24], как показано на рис.11.
После взлета аппарат выполняет гиперзвуковой суборбитальный полет по баллистической траектории. После выгорания второй ступени и на высоте 90 км включается трех-осевая система регулирования скорости активного управления скоростью вращения в сторону нуля с помощью двигателей холодного газа, тем самым устанавливая уровень микрогравитации ниже 10 ×10 − 4 г на борту. Оставшийся уровень ускорения в основном обусловлен сопротивлением в высоких слоях атмосферы и снижается до 10 ×10 − 6 g вблизи апогея на 250 км, где вертикальная скорость уменьшается до нуля. Во время спуска время микрогравитации заканчивается на 90 км, когда полезная нагрузка готовится к возвращению в более плотную атмосферу. Общее время микрогравитации выше 90 км составляет 325 с. После замедления до дозвуковой скорости атмосферным сопротивлением включается двухступенчатая парашютная система, и полезная нагрузка касается земли в назначенном месте посадки. Затем он доставляется на вертолете и возвращается в лабораторию для дальнейшего исследования, обычно в пределах нескольких часов.

Рис. 11 Машина MAPHEUS-11 во время испытательного обратного отсчета. Двухступенчатый твердотопливный двигатель (оранжевый) и несколько экспериментальных блоков (золотые), уложенные сверху. Транспортное средство имеет общую длину около 12 м и несет 300 кг научной полезной нагрузки до апогея 250 км, что позволяет более 6 минут микрогравитации.
Во время подготовки к полету перед стартом и на протяжении всего полета осуществляется телеметрия и телекоммуникационная связь с наземной станцией и телеканалами. Таким образом, инженеры и ученые могут контролировать текущие эксперименты в режиме реального времени и при необходимости манипулировать запрограммированной автоматической последовательностью.
Одним из экспериментальных установок, предназначенных для выполнения процесса АМ на зондирующей ракете, является система «Мульти-материальное аддитивное производство для исследований и космических полетов» (MARS), как показано на рис. 12. Это современная установка, специально разработанная для зондирующей ракеты MAPHEUS и способная выполнять производственный процесс LBM в условиях микрогравитации, используя ранее описанное порошковое осаждение в газовом потоке, разработанное Bundesanstalt für Materialforschung und -prüfung. Габаритные размеры составляют всего Ø390 мм ×700 мм на 56 кг.
MARS — это компактное и легкое, но полностью автоматизированное функционирующее и автаркическое устройство, доступное для исследования и дальнейшего развития технологии LBM в невесомости, под гравитацией Луны, Марса или Земли, спроектировано и испытано, чтобы выдерживать до 25 г. MARS прошел функциональные и экологические испытания и получил летную квалификацию для космических полетов на борту зондирующей ракеты MAPHEUS. Впервые он был использован в условиях микрогравитации во время параболической полетной кампании DLR в 2019 году, с акцентом на тестирование систем и калибровку подачи порошка и нанесения слоя.
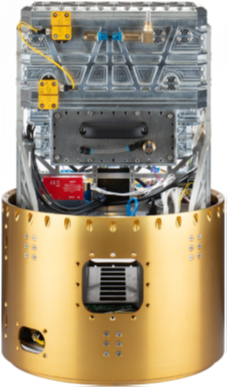
Рис. 12 «Мульти-материальное аддитивное производство для исследований и космических полетов» (MARS) создано для процесса LBM для металлических порошков в космосе.
В 2021 году MARS выполнил свой первый космический полет на MAPHEUS-11 и преуспел в процессе АМ по 3D-печати металлической детали в космосе. Исследования на летных образцах все еще продолжаются, результаты которых будут опубликованы позже. Преимущество зондирующей ракеты MAPHEUS над параболическими полетами заключается в том, что между фазами осаждения порошкового слоя и лазерного плавления отсутствуют гипер-гравитационные фазы. Это позволяет эксперименту проходить под более широкой комбинацией параметров космического моделирования, как упоминалось ранее, неоценимо в развитии технологий АМ в космосе. На самом деле известно, что отсутствие гравитации или пониженная гравитация влияет на кристаллизацию расплава [25, 26]. Это подчеркивает важность экспериментов АМ на металлической основе на зондирующих ракетах, по крайней мере, до тех пор, пока лаборатории микрогравитации не станут более доступными. Кроме того, порошок, использованный в этом первом космическом полете, представлял собой объемное металлическое стекло на основе диоксида циркония, что сделало этот эксперимент мировой премьерой. Недавно было показано, что процесс LBM обходит обычные ограничения по размеру при производстве объемных металлических стекол [27–29]. Действительно вместо того, чтобы отливать всю деталь, она может быть изготовлена слой за слоем, и при этом сохраняет свою стеклянную структуру, тем самым обеспечивая объемные металлические стекла гораздо большей гибкостью с точки зрения дизайна и производства.
3.3. Армированные волокном полимеры
3.3.1.3D печать специальных пластиков в экстремальных условиях
Разработана система 3D-печати с контролируемой температурой окружающей среды для исследования влияния температуры окружающей среды на кристалличность и прочность на растяжение образцов полиэфирэфиркетона (PEEK), полученных методом экструзии материала, как показано на рис. 13.
При повышении температуры окружающей среды с 25 °C до 200 °C кристалличность 3D-печати образцов материалом PEEK увеличилась с 17% до 31%, что значительно снизило удлинение разрыва образцов до менее чем 20%. Между тем, прочность на растяжение и модуль упругости образцов PEEK также были увеличены с менее чем 60 МПа до 80 МПа с улучшенной кристалличностью. Для космических применений структурная жесткость, температура и устойчивость к ультрафиолетовому излучению 3D-печати компонентов являются более ранними соображениями и тесно связаны с кристалличностью 3D-печати материалами PEEK.

Рис. 13 Влияние температуры окружающей среды на (а) кристалличность и (б) прочность на растяжение [30]; c) система 3D-печати с контролем температуры для высокоэффективных полимеров.
Таким образом, усовершенствованная система терморегулирования для устройства 3D-печати имеет решающее значение для изготовления стабильных и качественных компонентов из PEEK в связи экстремальных колебаний температуры в космическом пространстве.
Однако при наличии технологии терморегулирования высокая температура окружающей среды в 200°С не может стабильно поддерживаться в космическом пространстве из-за вышеупомянутых экстремальных колебаний температуры и высокого энергопотребления. Новая стратегия 3D-печати материалом PEEK должна быть задумана с учетом другого важного фактора окружающей среды, вакуума.
Когда планируется изготовить крупногабаритную деталь с помощью 3D-печати с материалами in-situ в космическом пространстве, вакуумная среда является еще одним важным фактором, потенциально оказывающим значительное влияние на процесс теплопередачи во время 3D-печати.
Чтобы исследовать влияние давления окружающей среды на процесс 3D-печати и производительность печатных компонентов, в камере для тестирования окружающей среды была установлена машина для 3D-печати, как показано на рис. 14. Образцы и компоненты PEEK печатались в камере с нормальным и низким давлением соответственно, чтобы исследовать влияние давления окружающей среды на процесс 3D-печати и свойства 3D-печатных деталей.
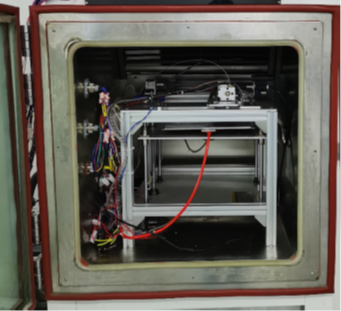
Рис. 14 Машина для 3D-печати, установленная в камере экологических испытаний.
3D-печать была начата с комнатной температуры в камере без какого-либо теплового контроля окружающей среды, которая была относительно стабильной при температуре около 30 ° C в течение всего процесса печати.
Как показано на рис.15(а), прочность на разрыв 3D-печатных образцов PEEK, явно увеличилась с 64,0 ± 4,5 МПа до 82,3 ± 1,5 Мпа, когда в камере было приложено низкое давлении окружающей среды 100 Па. Анализ дифференциальной сканирующей калориметрии (DSC) проводился на образцах PEEK, подготовленных с использованием различных стратегий 3D-печати, как показано на рисунке 15 (b). Для образцов PEEK, приготовленных при нормальном давлении, существует процесс холодной кристаллизации при температуре приблизительно 170 °C, который не может наблюдаться для образцов PEEK, напечатанных при низком давлении. Степень кристалличности материалов PEEK также может быть рассчитана по результатам DSC, которые показывают очень большие различия в 14% и 27% для образцов, напечатанных при нормальном и низком давлении соответственно.
На рис. 13 (а), когда температура окружающей среды ниже начальной температуры кристаллизации 140 °C, 3D-печатные материалы PEEK обычно имеют неизотермический характер кристаллизации с относительно низкой кристалличностью из-за быстрого процесса охлаждения путем термической конвекции. Однако в условиях вакуума или низкого давления тепловая конвекция значительно снижается, а в процессе теплопередачи преобладает тепловое излучение. Таким образом, при низкой эффективности теплового излучения тепло не может эффективно рассеиваться из экструдированных материалов. Таким образом, они могут достигать более высокой температуры, чем начальная температура кристаллизации 140 °C и получать высокую кристалличность и межслойную связь, как показано на фиг.16. Между тем, благодаря относительно стабильному температурному полю, вызванному неэффективной теплопередачей, градиент температуры в 3D-печатной детали может быть уменьшен, что может уменьшить ее деформацию.
Таким образом, используя условия низкого давления или вакуума в космическом пространстве, новая стратегия 3D-печати для PEEK и композитов PEEK может быть реализована путем нормального терморегулирования (примерно 30 ° C) и вакуумной печати, которая может упростить устройство 3D-печати и снизить потребление энергии, необходимое для удовлетворения требований к космическому оборудованию и приложениям.
3.3.2.3D печать и рециркуляция композитов, армированных углеродным волокном
Арматура из волокна широко используется для высоких требований к космическим конструкциям, особенно в виде композитов, армированных углеродным волокном (CF). Композит CF/PEEK представляет собой проверенную серию материалов для типичных космических применений благодаря высокой конструкционной жесткости и термостойкости. Тем не менее, все композитные компоненты CF / PEEK изготавливаются на земле с использованием обычных процессов, таких как размещение волокон и литье под давлением, а затем доставляются ракетой.
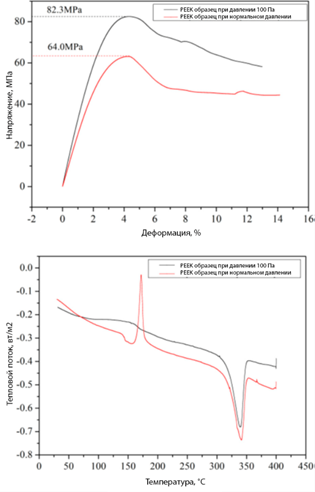
Рис. 15 Результаты анализа прочности на растяжение и дифференциальной сканирующей калориметрии (DSC) образцов полиэфирэфиркетона (PEEK) на 3D-принтере при различных давлениях.
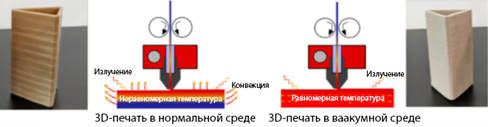
Рис. 16 Различные процедуры теплопередачи в процессах 3D-печати в нормальных и вакуумных средах
Традиционные процессы формования на основе пресс-форм для композитов CF/PEEK не подходят для изготовления на месте больших ферменных конструкций в космосе. Таким образом, новые процессы формования должны быть изучены и приняты для космического производства. Недавно была разработана 3D-печать термопластичных композитов, армированных непрерывным волокном (CFRTPC), чтобы реализовать быстрое изготовление сложных композитных структур с использованием углеродного волокна и пластиковой нити в качестве сырья [31], как показано на рис. 17. Простой механизм формирования, низкое энергопотребление и компактное и совместимое сырье делают этот процесс 3D-печати очень подходящим для изготовления на месте в космическом пространстве. В 3D-печати CFRTPC используется широкий спектр типов материалов, таких как углеродное волокно, кевларовое волокно, стекловолокно в качестве армированной фазы и полимолочная кислота (PLA), нейлоновый пластик и PEEK в качестве матрицы. Волокно и пластиковая нить подаются в сопло одновременно, а затем пропитываются в сжижении, прежде чем быть выдавленными через отверстие на платформу слой за слоем.
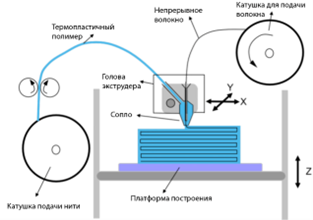
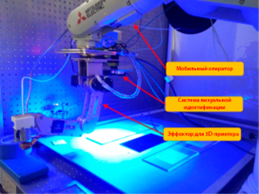
Рис. 17 Схема 3D-печати композита, армированного Рис. 18 3D-печать концевого амортизатора на
непрерывным волокном и некоторые 3D-печатные роботизированной руке с несколькими степенями свободы.
композитные компоненты.
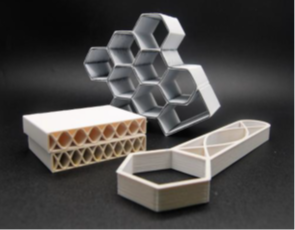
Рис. 17 Продолжение
Контролируя параметры процесса, такие как расстояние между люками, скорость печати, траектория печати, можно оптимизировать интерфейсы нескольких материалов и механические характеристики. Кроме того, композитная подготовка и формование полностью интегрированы в один процесс печати. Могут быть изготовлены сложные композитные компоненты с криволинейной ориентацией волокон и улучшенными структурными характеристиками. В одном из примеров прочность на растяжение и модуль печатаемых композитных образцов составили 760 МПа и 79 ГПа соответственно, т. е. выше, чем у алюминиевых сплавов. Процесс 3D-печати с дополнительными степенями свободы также был разработан для CFRTPC с целью реализации волоконной печати на 3D-структурах или изогнутых поверхностях, как показано на рис. 18. Криволинейная траектория волокна может быть спроектирована и достигнута путем тщательного контроля движения печатающей головки, используя при этом присущие Анизотропные свойства CFRTPC для оптимизации общей производительности 3D-печатной структуры. Эта роботизированная система также продемонстрировала возможность 3D-печати в космосе с печатающей головкой в качестве конечного эффектора и системой визуальной идентификации для позиционирования. На основе осажденных пучков волокон в композитной структуре 3D-печати был найден метод переработки и восстановления для реализации стратегии использования ресурсов in-situ, как показано на рисунке 19. 3D-печатные композиты были переработаны путем локального нагрева термопластичной матрицы и механического вытягивания волокон. Непрерывные углеродные волокна были на 100% переработаны без значительной поломки после термической переработки в виде пропитанной нити из углеродного волокна, которая была повторно использована во вторичном процессе 3D-печати.
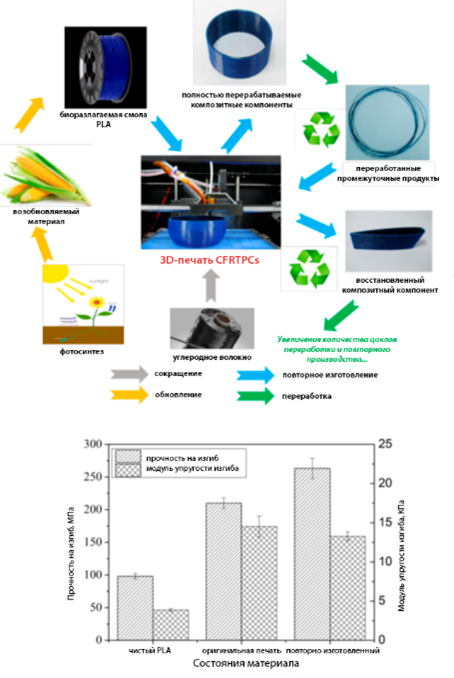
Рис. 19 Переработка и восстановление 3D-печатных непрерывных композитов из армированной углеродным волокном полимолочной кислоты (PLA) [32].
Восстановленные образцы CFRTPC также продемонстрировали на 25% более высокую прочность на изгиб, чем оригинальные образцы, что экспериментально продемонстрировало первый процесс рециркуляции без понижения качества для CFRTPC. Потребление энергии 67,7 МДж / кг и 66 МДж / кг было измерено для процессов рециркуляции и восстановления, соответственно, и может быть дополнительно уменьшено с улучшенной конструкцией локального нагревательного устройства. Сочетание 3D-печати и переработки для CFRTPC обеспечивает полностью перерабатываемые материалы и стратегию формирования будущих композитных структур в космосе.
Рис. 20 Первый китайский эксперимент по 3D-печати в испытательном космическом корабле нового поколения с непрерывными композитами, армированными волокном.
В мае 2020 года 3D-принтер для CFRTPC был доставлен на борт китайского испытательного космического корабля для проверки процесса печати композитов, как показано на рис. 20. Во время полета были напечатаны сотовые композитные конструкции. Это был не только первый китайский эксперимент по 3D-печати в космосе, но и первая 3D-печать CFRTPC в космосе.
- Выводы
В настоящей работе обобщены стратегии развития АМ-технологий в космосе. В AM процессы, машины (технологии) и материалы уникально связаны друг с другом. Поэтому для ученых является большой проблемой разработать соответствующие технологии AM для космоса. Физические параметры, такие как гравитация, атмосферное давление и температура в лаборатории, нелегко адаптировать для моделирования космической среды. Обсуждается использование различных платформ для моделирования космической среды, от лабораторного оборудования до реальных космических миссий. Освещаются результаты, полученные в параболических полетных кампаниях, экспериментах с зондирующими ракетами и миссиях по возвращению в атмосферу, и демонстрируется, что использование соответствующих платформ может способствовать прогрессу в развитии. Однако существуют ограничения в скорости итерации экспериментов и общем времени. Например, среда микрогравитации существенно ограничивает скорость развития. Для эффективного использования различных платформ моделирования пространства необходимо уточнить влияние каждого физического параметра на свойства материала, производственный процесс и технологию. Например, отсутствие гравитации оказывает ограниченное влияние на материал, но оказывает сильное влияние на процесс и технологию. Напротив, вакуум оказывает ограниченное влияние на процесс и технологию, но оказывает значительное влияние на материал. Лучшее понимание этих отношений, один за другим, помогло бы эффективно разрабатывать эксперименты и выбирать соответствующие платформы.
Референс
[1] Fateri M , Meurisse A , Sperl M , et al. Solar sintering for lunar additive manufacturing. J Aerosp Eng 2019;32(6):0001093 .
[2] Pletser V , Rouquette S , Friedrich U , et al. European parabolic flight campaigns with Airbus ZERO-G: Looking back at the A300 and looking forward to the A310. Adv Space Res 2015;56(5):1003–13 .
[3] Kirchhartz R , Hörschgen-Eggers M , Jung W . Sounding rockets are unique experimen- tal platforms. 69th International Astronautical Congress; 2018. 01- 05 OctBremen, Germany .
[4] Wainscott-Sargent A. The New Gold Rush: 3D Printing in Micro-G. (June 26, 2017). https://www.issnationallab.org/iss360/the-new-gold-rush-3d-printing-in-micro-g.
[5] Labeaga-Martínez N , Sanjurjo-Rivo M , Díaz-Álvarez J , et al. Additive manufacturing for a Moon village. In: Procedia Manufacturing, 13; 2017. p. 794–801 .
[6] Goulas A , Engstrøm D S , Friel R J . Additive manufacturing using space re- sources. Handbooks in Advanced Manufacturing: Additive Manufacturing, Amster- dam:Elsevier 2021 .
[7] Karl D , Duminy T , Lima P , al et . Clay in situ resource utilization with Mars global simulant slurries for additive manufacturing and traditional shaping of unfired green bodies. Acta Astronaut 2020;174:241–53 . [8] Jakus A E , Koube K D , Geisendorfer N R , al et . Robust and elastic lunar and martian structures from 3D-printed regolith inks. Sci Rep 2017;7:44931 .
[9] Cesaretti G , Dini E , De Kestelier X , et al. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut 2014;93:430–50 .
[10] Fateri M , Pitikaris S , Sperl M . Investigation on wetting and melting behavior of lunar regolith simulant for additive manufacturing application. Microgravity Sci Technol 2019;31(2):161–7 .
[11] Balla V K , Roberson L B , O’Connor G W , et al. First demonstration on direct laser fabrication of lunar regolith parts. Rapid Prototyping J 2012:20110000850 .
[12] Fateri M , Gebhardt A . Process parameters development of selective laser melting of lunar regolith for on-site manufacturing applications. Int J Appl Ceram Technol 2015;12(1):46–52 1 .
[13] Fateri M , Meurisse A , Sperl M , et al. Solar sintering for lunar additive manufacturing. J Aerosp Eng 2019;32(6):0001093 .
[14] Reitz B , Lotz C , Gerdes N , al et . Additive manufacturing under lunar gravity and microgravity. Microgravity Sci Technol 2021;33:25 .
[15] Zocca A , Lüchtenborg J , Mühler T , et al. Enabling the 3D printing of metal compo- nents in μ-gravity. J Mater Process Technol 2019;4(10):1900506 .
[16] Baldemar P , Widell O . The Esrange facility in northern Sweden-your partner for successful aerospace operations. AIP Conf Proc 2002;609:239–42 .
[17] Kargl F , Drescher J , Dreißigacker C , al et . XRISE-M: X-radiography facility for so- lidification and diffusion studies of alloys aboard sounding rockets. Rev Sci Instrum 2020;91:013906 .
[18] Tell K , Dreißigacker C , Tchapnda A C , et al. Acoustic waves in granular packings at low confinement pressure. Rev Sci Instrum 2020;91:033906 .
[19] Bräuer D , Neumann C . Camera-based sample-position detection and control for mi- crogravity electrostatic levitation. Rev Sci Instrum 2020;91:043904 .
[20] Keßler R , Bräuer D , Dreißigacker C , et al. Direct-imaging of light-driven colloidal Janus particles in weightlessness. Rev Sci Instrum 2020;91:013902 .
[21] Balter M , Neumann C , Bräuer D , et al. ARTEC —A furnace module for direc- tional solidification and quenching experiments in microgravity. Rev Sci Instrum 2019;90:125117 .
[22] Sondermann E , Jakse N , Binder K , et al. Concentration dependence of interdiffusion in aluminum-rich Al-Cu melts. Phys Rev B 2019;99:024204 .
[23] Siegl M , Kargl F , Scheuerpflug F , et al. Material physics rockets MAPHEUS-3/4: flights and developments. In: Proceedings of the 21st ESA Symposium on European Rocket and Balloon Programmes and Related Research. 21st ESA Symposium on European Rocket and Balloon Programmes and Related Research; 2013. p. 9–13. JunThun, Schweiz .
[24] Stamminger A , Ettl J , Blochberger G , et al. MAPHEUS-1: Vehicle, subsystem design, flight performance and experiments. In: Proceedings of the 19th ESA Symposium on European Rocket and Balloon Programmes and Related Research, Seiten 411-416. ESA Communication Production Office. 19th ESA Symposium on European Rocket and Balloon Programmes and Realted Research; 2009. p. 7–11. JunBad Reichenhall, Deutschland .
[25] Steinbach S , Ratke L . Effects of controlled convections on dendritic microstructure and segregation during microgravity-solidification. In: Proc. 18th ESA Symposium on European Rocket and Balloon Programmes and Related Research; 2007 .
[26] Nguyen-Thi H , Reinhart G , Billia B . On the interest of microgravity experimentation for studying convective effects during the directional solidification of metal alloys. Comptes Rendus Mécanique 2017;345(1):66–77 .




