
Таблица 11.3 – FFF-печать элементов конструкции
|
Элемент |
Рекомендуемое значение |
|
Толщина стенок
|
0,8 мм При использовании метода FFF возможна печать стенок толщиной от 0,8 мм. Главным правилом конструирования является выбор значения толщины стенок, в несколько раз превышающего диаметр сопла (если он известен). Чаще всего диаметр сопла равен 0,4 мм. |
|
Отвесы
|
45° Поддержка требуется для печати любой выступающей части, имеющей угол выступа менее 450 относительно горизонтали. |
|
Рельефные и гравированные элементы
|
0,6 мм шириной и 2 мм высотой Размеры всех рельефных и гравированных элементов должны быть не менее чем 0,6 мм шириной и 2 мм высотой (если необходимо, чтобы они читались). |
|
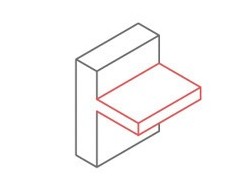
Мосты
|
10 мм Во избежание провисания допускается печать FFF-способом горизонтальных мостов, длиной не более 10 мм. |
|
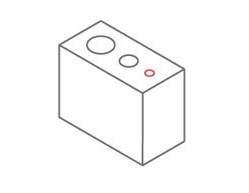
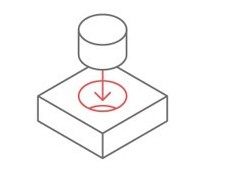
Отверстия
|
Ø2,0 мм FFF-печать иногда позволяет выполнять отверстия малых диаметров. Если необходима высокая точность отверстий, рекомендуется выполнять сверление после печати. Стоит избегать проектирования отверстий, диаметром менее 2,0 мм. |
|
Промежутки
|
0,5 мм Когда требуется задать промежутки между деталями, следует выбирать расстояние в 0,5 мм. Этот параметр можно изменять в зависимости от того, какой требуется тип прилегания. |
|
Размер структурных элементов
|
2,0 мм Минимальный размер структурных элементов деталей, печатаемых FFF-методом, составляет 2,0 мм. |
|
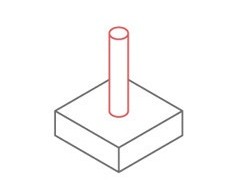
Шпильки
|
Ø 3,0 мм Вертикальные шпильки, получаемые при FFF-печати, должны иметь диаметр не менее 3,0 мм, в случае, если они функциональны. Большинство проблем, диктующих минимальный размер шпилек, связаны с вопросом охлаждения. Стандартные шпильки, которые вставляются в просверленные отверстия, являются лучшим решением, если конструкция требует присутствия шпилек. |
|
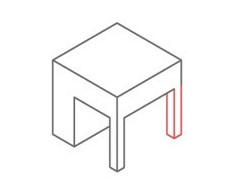
Неподдерживаемые края
|
Ø 3,0 мм Неподдерживаемые края, если их длина слишком велика, приводят к снижению качества печати, или даже к порче образца. Длина таких элементов должна быть не более 3,0 мм. |

<#pic#3412#b#c#0##>
Таблица 11.1 – Технические данные FFF-печати из ABS, иллюстрирующие механические свойства тестового образца, напечатанного в 2 различных ориентациях и с 2 различными значениями процента заполнения (данные предоставлены компанией Innofill)
|
|
Вертикальная печать (ось Z)
|
Горизонтальная печать (оси X, Y)
|
|
||
|
Заполнение |
50% |
100% |
50% |
100% |
|
|
Прочность на разрыв (МПа) |
4,4 ± 0,6 |
6,5 ± 1,8 |
17,0 ± 0,8 |
29,3 ± 0,8 |
|
|
Усилие на разрыв (МПа) |
2,7 ± 1,8 |
7,8 ± 1,3 |
13,6 ± 0,8 |
26,4 ± 1,8 |
|
|
Удлинение при макс. Нагрузке (%) |
0,5 ± 0,1 |
0,7 ± 0,1 |
2,3 ± 0,1 |
2,4 ± 0,1 |
|
|
Удлинение при разрыве (%) |
0,5 ± 0,2 |
0,7 ± 0,1 |
4,8 ± 0,9 |
3,7 ± 0,9 |
|
|
Относительная прочность на разрыв (МПа) |
0,7 ± 0,1 |
0,8 ± 0,2 |
2,5 ± 0,1 |
3,0 ± 0,1 |
|
|
Модуль упругости (МПа) |
1031 ± 53 |
1358 ± 139 |
1072 ± 38 |
2030 ± 45 |
|
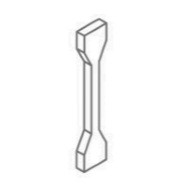
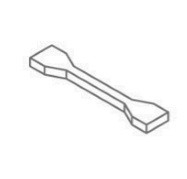
Таблица 11.2 – Стандартные геометрии заполнения пи FFF-печати
|
Геометрия заполнения |
Описание |
|
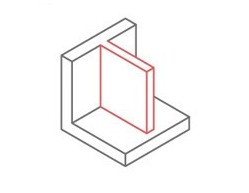
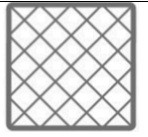
Прямоугольники
|
Стандартный рисунок геометрии для большинства случаев FFF-печати. Прочная по всем направлениям и относительно быстро печатаются. Необходимо, чтобы принтер выполнял печать минимальных перемычек по всему рисунку заполнения. |
|
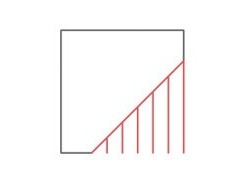
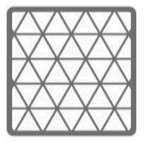
Треугольники или диагонали
|
Используется, когда необходима прочность по направлению стенок. Печать треугольной геометрии занимает больше времени. |
|
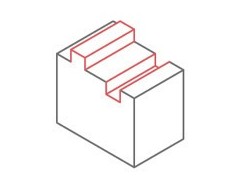
Зигзаги
|
Хороший выбор, когда необходимо, чтобы детали были мягкими, гнущимися, способными сжиматься, особенно, когда печать выполняется из мягких резиновых материалов или мягкого нейлона. |
|
Соты
|
Очень популярная геометрия. Обеспечивает жесткость по всем направлениям. |

<#pic#3405#b#c#0##>
<#pic#3404#b#c#0##>
<#pic#3403#b#c#0##>
<#pic#3399#b#c#0##>
<#pic#3402#b#c#0##>




