

Технология CLIP-печать в объеме компании Carbon продолжает развиваться. В данной статье представим линейку фотополимерных материалов компании, которые нашли уже свое применение в реальных промышленных изделиях, обеспечивая им новые возможности.
Напомним, что CLIP-технология обладает двумя основными преимуществами в сравнении с традиционными аддитивными технологиями, основанными на послойном выращивании изделий [1, 2, 3]. Это высокая скорость построения (на порядки выше) и однородная структура материала изделия (нет анизотропии свойств по разным направлениям).
Технология фотополимеризации материалов хорошо известна и широко используется, в том числе и в АМ (например, принтеры Envisiontec). Создание так называемой «мертвой зоны» за счет сочетания облучения ультрафиолетом и подачи кислорода в ванну с жидким фотополимером (технология CLIP) позволило выращивать изделие непосредственно в объеме.
На сегодня компания Carbon представила две модели 3D-принтеров — М1 (рабочая зона 141×79×326 мм) и М2 (рабочая зона 189×118×326 мм, рис. 1) и целую линейку полимерных материалов, с которыми они работают. Причем использование широкого спектра присадок дало возможность наладить производство материалов с прогнозируемыми свойствами, включая новые классы полимеров, таких как полиуретановые и цианоэфирные смолы. Это можно рассматривать как начало новой эры, в которой впервые цифровые технологии соединились с миром промышленных полимеров. Последние в свою очередь затрагивают почти любую отрасль производства и практически каждого человека.
<img alt="" height="300" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris1-1_at_3_2017-110×300.jpg" width="110" /> <img alt="" height="300" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris1-2_at_3_2017-109×300.jpg" width="109" /> <img alt="" height="193" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris1-3_at_3_2017-250×193.jpg" width="250" />
Рис. 1. Принтеры М1, М2 и пример упаковки материала
Жесткий полиуретан (RPU)
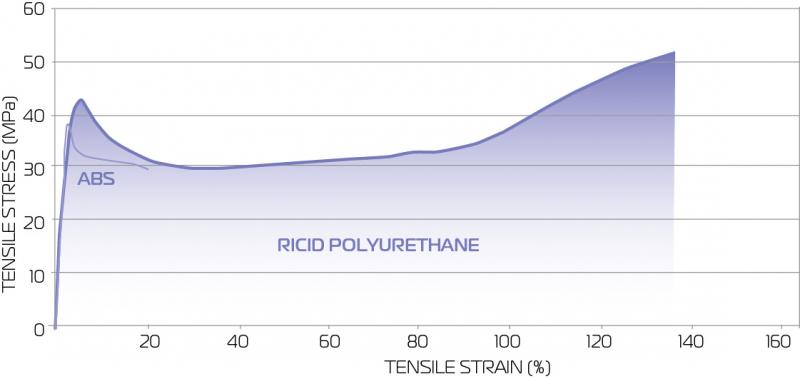
Гибкий, прочный и жесткий материал предназначен для использования в промышленности, включая потребительские товары и автомобилестроение. По свойствам RPU сравним с ABS, при этом имеет высокую степень огнезащиты UL94HB. RPU выдерживает нагрузку в 45 MPa, оставаясь при этом жестким и прочным, и удлиняется на 100 % перед разрушением (рис. 2), превосходя по сочетанию свойств ABS-пластик и нейлон. Три типа материалов RPU 60, RPU 61 и RPU 70 отличаются термостойкостью (возрастает от 58°С до 70°С) и жесткостью. Приведем примеры успешного применения материала RPU.
Рис. 2. Зависимость удлинения (%) от усилия растяжения (MPa) для RPU и ABS материалов
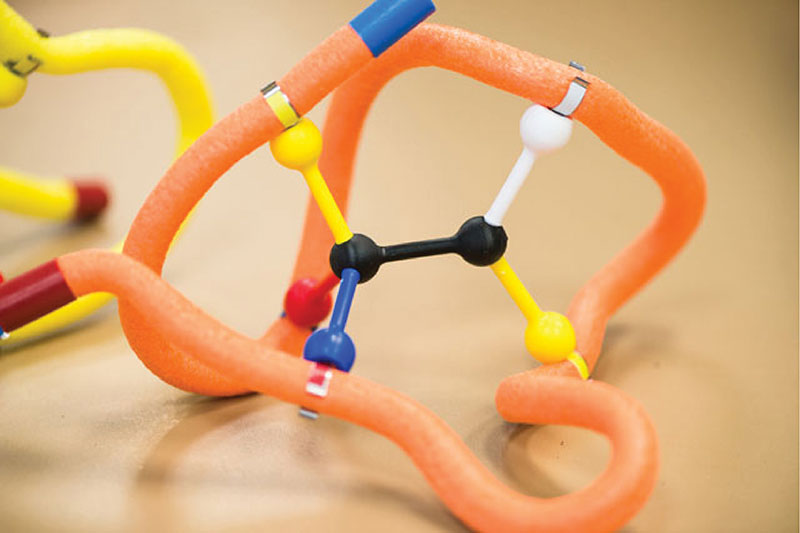
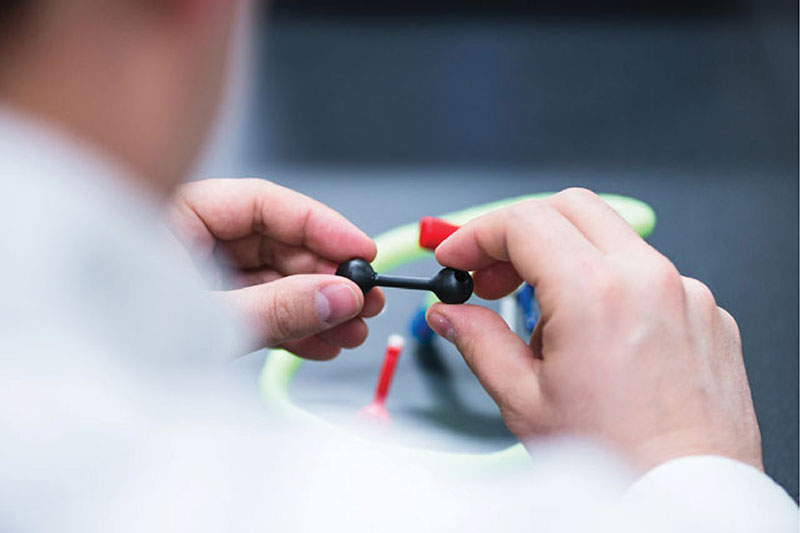
Центр прототипирования при Инженерной школе в Миллуоки оказывает услуги по печати заказов для своих 45 партнеров, используя 3D-принтер М1. В частности, для университета в Висконсине были напечатаны образцы молекул (более 500 разных видов, рис. 3) для изучения на факультете биологии. Часть из образцов имеет достаточно сложную форму и специальные защелки для многократной сборки-разборки, что не позволяет изготовить их традиционным способом инжекционного литья. В планах Инженерной школы увеличить печать учебных наборов до тысяч единиц в ближайшее время, используя технологию CLIP.
<img alt="" height="167" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris3-1_at_3_2017-250×167.jpg" width="250" /> <img alt="" height="167" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris3-2_at_3_2017-250×167.jpg" width="250" />
Рис. 3. Модель молекулы и ее соединительные элементы
Компания Soundz использовала принтер M1 для запуска линейки аудиосистем высшего класса для спортивных приложений, таких как мотоциклы, служебные автомобили и лодки. Основными требованиями были большая мощность и чистый качественный звук. Дополнительно требовалось высокое качество отделки поверхности, ее текстура, стойкость к ультрафиолетовому излучению и абразивному износу. Все это было реализовано с помощью технологии CLIP в короткие сроки, так что новая серия изделий успела к открытию крупнейшей выставки байкеров Daytona Bike Week (пример решетки системы на рис. 4).
Рис. 4. Решетка акустической системы для мотоцикла
Выгоды от использования технологии CLIP для этого примера:
• возможность получить приемлемое техническое решение намного быстрее даже с учетом нескольких итераций за меньшую стоимость в сравнении с другими АМ-технологиями;
• снижение затрат финансов и времени в процессе отработки технологии;
• получение готового продукта более быстро и с большей уверенностью в успехе.
Образцы других изделий из RPU показаны на рис. 5.
а) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris5-1_at_3_2017-200×186.jpg" width="200" /> б) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris5-2_at_3_2017-200×186.jpg" width="200" />
в) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris5-3_at_3_2017-200×186.jpg" width="200" /> г) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris5-4_at_3_2017-200×186.jpg" width="200" />
Рис. 5. Примеры изделий из RPU: корпус (а), кронштейн крепления мотора (б), корпус зарядного блока (в), шильдик (г)
Гибкий полиуретан (FPU)
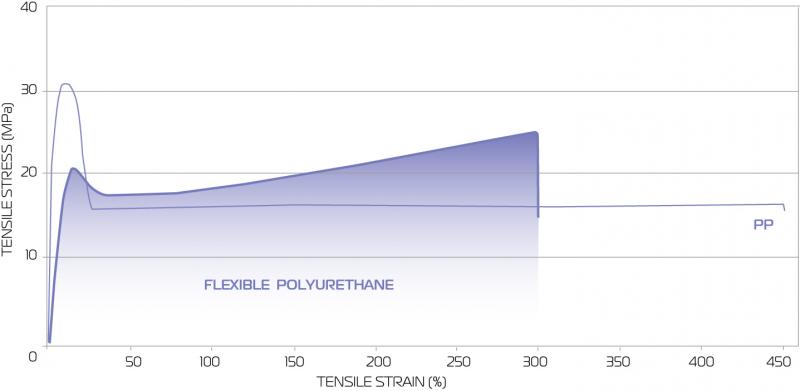
Ударопрочный материал FPU предназначен для изготовления жестких корпусов, шарнирных соединений и фрикционных накладок там, где имеются повторяющиеся нагрузки. FPU имеет высокую ударную вязкость, длительный жизненный цикл, технология CLIP обеспечивает гладкую поверхность изделия. Материал сопоставим с полипропиленом, в аддитивном производстве у него нет равных. FPU 50 выдерживает нагрузку в 29 MPa, оставаясь при этом жестким и прочным, и удлиняется на 280 % перед разрушением (рис. 6). Его термостойкость составляет 78°C при нагрузке 0,455 MPa и 52°C при нагрузке 1,82 MPa; диэлектрическая прочность — 13,0 kV/mm; плотность — 1,053 g/cm3.
Рис. 6. Зависимость удлинения ( %) от усилия растяжения (MPa) для гибкого полиуретана (FPU) и полипропилена (PP, образец получен литьем в пресс-форму)
Примером успешного применения материала FPU может стать продукция компания Delphi — поставщика комплектующих для автомобилестроительной отрасли. Используя принтер M1 и материал FPU для установки партии разъемов и других электрических компонентов в серию из 25 автомобилей, компания достигла поставленных целей. Традиционные же материалы в данном случае обеспечивают лишь около 50 % механических свойств, необходимых для создания функциональных и конечных деталей. Другое важное преимущество М1 — сокращение сроков разработки нового продукта. Для дизайнеров компании в проекте появились новые возможности конструирования деталей без ограничений, накладываемых традиционными технологиями. Отсюда сетчатые внутренние структуры, более легкие детали, единые узлы вместо отдельных сборочных единиц, решение проблем уплотнения и т. д. При этом используются разные материалы: EPU для изготовления уплотнений для защиты проводов, FPU для защиты деталей во время сборки и RPU для электрических разъемов.
Наиболее интересны для использования технологии CLIP электрические разъемы, поскольку они представляют собой сложные детали с мелкими элементами, с механизмами фиксирования и блокировки, рассчитанными на определенные усилия удерживания и разъединения. Требование высокой точности изготовления этих деталей делает невозможным применение обычных технологий 3D-печати из-за появления зубчатых краев на детали, слоистой структуры и непредсказуемой производительности.
Высокое разрешение и мягкость технологии CLIP позволяют дизайнерам разрабатывать изотропные детали с гладкой поверхностью с нужным усилием для механизма зацепления отдельных деталей. Традиционные технологии требуют 6–12 недель для изготовления оснастки для литья под давлением. Любые изменения в конструкции оснастки потребуют еще почти столько же времени.
Производство функциональных деталей и узлов на M1 дало возможность компании Delphi сократить время выполнения заказов и обеспечить клиентов нужными материалами для тестирования (рис. 7). Примеры изделий из FPU также представлены на рис. 8.
<img alt="" height="225" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris7_at_3_2017-400×225.jpg" width="400" />
Рис. 7. Детали для автомобильного производства, изготовленные по технологии CLIP
а) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris8-1_at_3_2017-200×186.jpg" width="200" /> б) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris8-2_at_3_2017-200×186.jpg" width="200" />
в) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris8-3_at_3_2017-200×186.jpg" width="200" /> г) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris8-4_at_3_2017-200×186.jpg" width="200" />
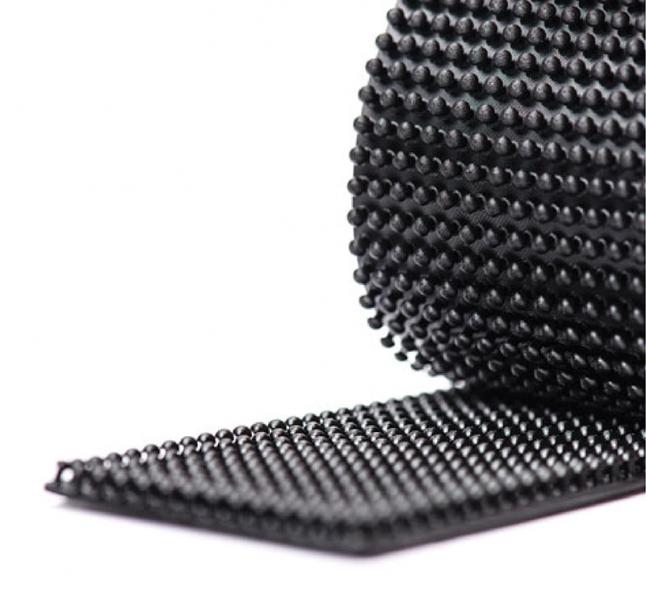
Рис. 8. Примеры изделий из FPU: крепеж с защелкой (а), лента для крепления многоразового использования (б), камера с креплением в сборе (в), разъем (г)
Эластичный полиуретан (EPU)
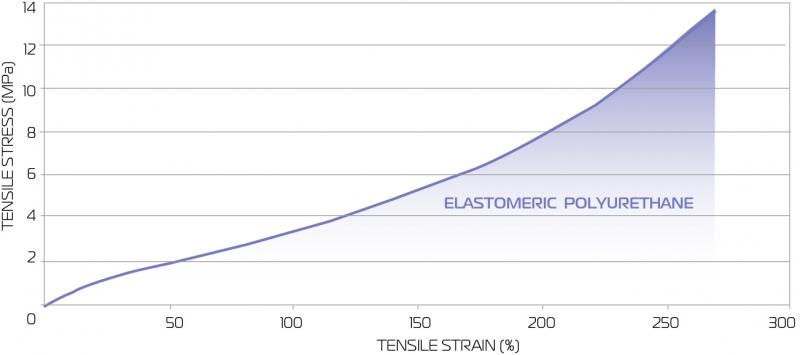
EPU — это высокоэластичный, устойчивый к разрыву, упругий материал, не имеющий равных в аддитивных технологиях. Уникальное сочетание высоких свойств: прочности на разрыв, возврата энергии и удлинения — делают его идеальным для амортизации, виброизоляции, прокладок и уплотнений. EPU сопоставим с эластомером TPO (термопластическим полиолефином) и ведет себя аналогично полиуретановым эластомерам с литьевым формованием, проявляя упругость в широком температурном диапазоне. При достижении нагрузки разрыва образец удлиняется на 310 % (рис. 9). Предел его прочности на растяжение — 10,2 Mpa; удлинение при разрыве — 310 %; плотность — 1,025 g/cm3. Примеры деталей из EPU представлены на рис. 10.
Рис. 9. Зависимость удлинения ( %) от усилия растяжения (MPa) для EPU эластомера
а)<img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris10-1_at_3_2017-200×186.jpg" width="200" /> б) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris10-2_at_3_2017-200×186.jpg" width="200" />
Рис. 10. Примеры деталей из EPU: пространственная решетка (а), амортизатор (б)
Компания Carbon совместно с Adidas разрабатывает первый массовый процесс производства спортивной обуви с использованием технологии CLIP и новых эластомерных материалов. При этом каждая пара обуви может быть создана под уникальные потребности клиента [4].
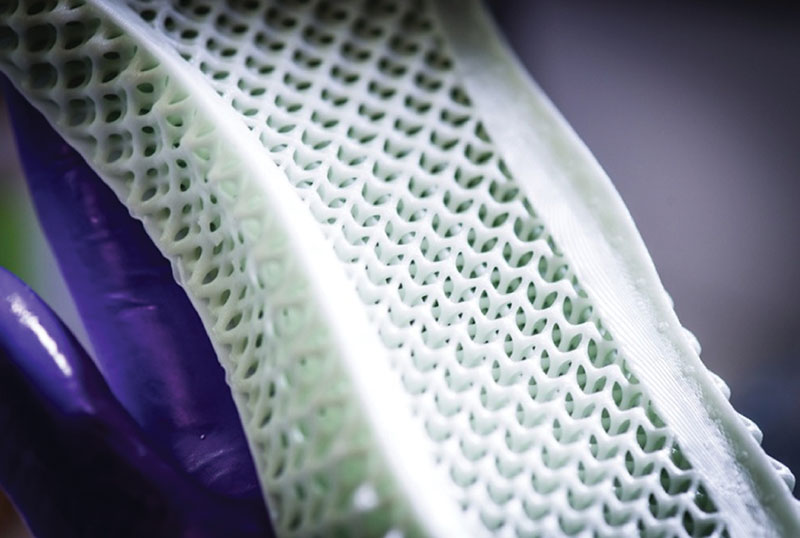
Проблема конструирования подошвы обуви с переменными свойствами по ее длине и глубине не может быть решена с помощью традиционных технологий литья или формования в пресс-формах. Существующие 3D-технологии позволяли лишь изготавливать прототипы готовых изделий, а производство все равно ориентировалось на привычные технологии. И только CLIP-технология дала и нужные материалы, и высокую скорость печати, и отменное качество готовых изделий (рис. 11).
б)<img alt="" height="135" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris11-2_at_3_2017-200×135.jpg" width="200" /> в) <img alt="" height="133" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris11-3_at_3_2017-200×133.jpg" width="200" />
Рис. 11. Обувь Adidas, выполненная с помощью технологии Clip (а), ячеистая структура подошвы (вид сверху — б, вид сбоку — в)
Традиционный путь создания модели обуви: дизайн — прототип — оснастка — производство был заменен на более короткий и быстрый — дизайн — производство. Это позволило испытать более пятидесяти типов различных решеток подошвы перед запуском модели в производство вместо обычных 3–5 циклов при традиционном производстве.
Adidas создал производственную платформу Futurecraft 4D для изготовления пользовательской обуви с максимальной производительностью, уникальной для каждого клиента. Триста пар Futurecraft 4D выпущены в апреле 2017 года для друзей и семьи, за ними последует более 5000 пар для розничной торговли для сезона осень — зима 2017 года. И к концу 2018 г. Adidas планирует создать более 100 000 пар обуви по новой технологии.
Цианоэфирный материал (Cyanate Ester, CE)
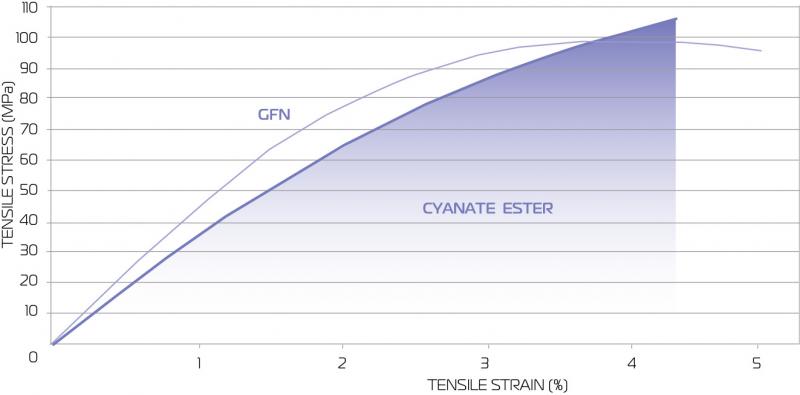
Материал СЕ обладает высокими термостойкостью и жесткостью. CE 221, CE 220 идеально подходят для применений, требующих долговременной работы при повышенных температурах, таких как компоненты под капотом автомобиля, электронные сборки и промышленные изделия. Их предел прочности на растяжение — 92±13 MPa, относительное удлинение при разрыве — 3,3±0,8 %, модуль Юнга — 3870±140 MPa, термостойкость — 231°C. CE ведет себя подобно нейлону с 14 % стеклянного наполнителя (GFN 6). Он обладает отличной термической стабильностью и химической стойкостью. CE выдерживает растяжение более 92 МПа перед разрушением (рис. 12). Примеры успешного применения материала CE приведены на рис. 13.
Рис. 12. Зависимость удлинения ( %) от усилия растяжения (MPa) для CE и GFN материалов
а)<img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris13-1_at_3_2017-200×186.jpg" width="200" />б) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris13-2_at_3_2017-200×186.jpg" width="200" />
в) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris13-3_at_3_2017-200×186.jpg" width="200" /> г) <img alt="" height="186" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris13-4_at_3_2017-200×186.jpg" width="200" />
Рис. 13. Примеры применения материала CE: шнек (а), устройство для очистки пипеток (б), охлаждающий модуль (в), жидкостной коллектор (г)
Рассмотрим еще пример подробнее. С учетом растущих потребностей в энергии в будущем центры обработки данных делают огромные инвестиции в технологии, которые оптимизируют эффективность их инфраструктуры. В рамках этих усовершенствований используются технологии жидкостного охлаждения следующего поколения для преодоления недостатков и неэффективности традиционных методов охлаждения на основе воздушного потока. Вместо охлаждения всего пространства системы жидкостного охлаждения поглощают тепло непосредственно от серверов. Поскольку плотность жидкости почти в тысячу раз больше плотности воздуха, они намного эффективнее при переносе тепла, чем системы на основе воздушного потока.
Сегодня однофазные системы жидкого охлаждения поглощают тепло, нагревая смесь вода-гликоль или масло. Оба материала представляют потенциально катастрофические риски короткого замыкания и сложность в обслуживании. Новое решение предложила компания Ebullient (Мэдисон, штат Висконсин) на основе двухфазной системы охлаждения. В двухфазных системах точного охлаждения DirectJet герметичные охлаждающие модули (рис. 14) устанавливаются на серверах и охлаждают критические компоненты. Непроводящая жидкость закачивается в камеру в охлаждающем модуле, а затем попадает на медную пластину, которая находится в тепловом контакте с критическими компонентами сервера. Жидкость частично испаряется внутри модуля и образует множество пузырьков пара, которые переносят тепло от критических компонентов, предохраняя их от перегрева.
<img alt="" height="232" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris14-2_at_3_2017-300×232.jpg" width="300" />
Рис. 14. Рабочий охлаждающий модуль
Технология CLIP позволила использовать все возможности проектной модели модуля, которые при традиционной литьевой технологии изготовления невозможно было реализовать: геометрия изделия, точные минимальные отверстия, гладкость поверхности, которые в целом определяют эффективность потока жидкости и теплопередачи.
Материал, используемый в охлаждающих модулях, должен выдерживать значительные нагрузки: давление жидкости и температуры до 100°С. Большинство материалов, доступных для технологий SLA и SLS, имеют тенденцию к деградации около 60°С. Углеродная смола на основе цианата сложных эфиров (CE 221) является единственным материалом на рынке, который имеет температуру стеклования не менее 175°C [347°F].
Производство охлаждающих модулей с CE 221 также более экономически выгодно, чем литье под давлением. Учитывая сложность отдельных элементов детали и наличие внутренних полостей, одна пресс-форма может стоить десятки тысяч долларов, и эта форма подходит только для одного модуля и со временем изнашивается. Технология CLIP позволяет Ebullient избежать дорогостоящих затрат на оснастку для каждого нового дизайна модуля.
Эпоксидный материал (Epoxy, EPX)
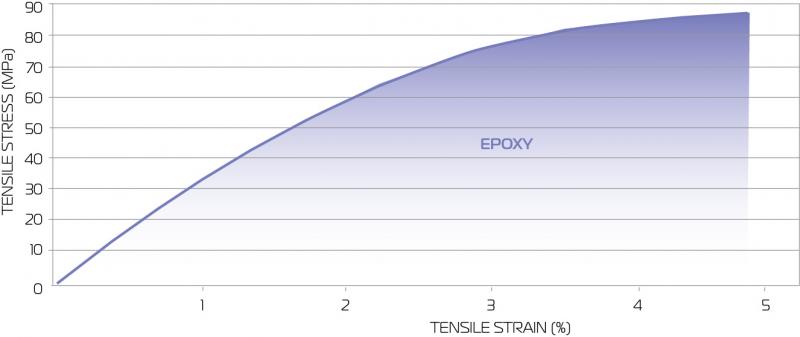
EPX 81 является самым точным высокопрочным жестким материалом с механическими свойствами, сопоставимыми с материалом PBT с 20 % стеклянным наполнителем, который обычно используют при изготовлении электрических разъемов. Он имеет термостойкость 140°C и отличную стойкость к истиранию, что позволяет использовать его в различных автомобильных, промышленных и потребительских продуктах. Его свойства: предел прочности на растяжение — 88±3 MPa; относительное удлинение при разрыве — 5,2±0.7 %; модуль Юнга — 3140±105 MPa, термостойкость — 140°C. Тест на растяжение (рис. 15) подтверждает его прочность и жесткость, поскольку он выдерживает более 88 МПа усилия на растяжение перед разрушением. Пример успешного применения материала EPX представлен на рис. 16.
Рис. 15. Зависимость удлинения ( %) от усилия растяжения (MPa) для EPX 81 материала
Рис. 16. Электрический разъем
Уретан метакрилат (UMA: Urethane Methacrylate)
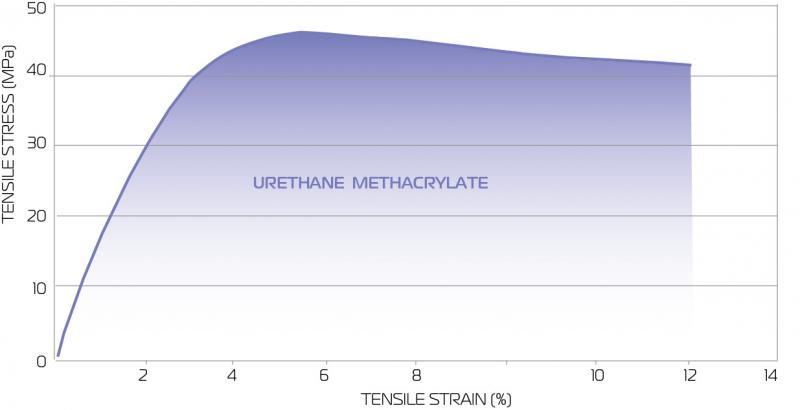
Семейство UMA содержит жесткие материалы, подобные обычным SLA-материалам. UMA 90 — это простая в использовании смола с одним отверждением, обладающая повышенной ударной вязкостью. Она хорошо подходит для изготовления зажимов, приспособлений и прототипов общего назначения. Зависимость деформации от нагрузки (рис. 17) показывает, что материал сохраняет свои высокие характеристики при максимальной нагрузке. Его свойства в твердом состоянии: предел прочности на растяжение — 46±3 MPa; относительное удлинение при разрыве — 17±2 %; термостойкость — 51°C. Примеры применения показаны на рис. 18.
Рис. 17. Зависимость удлинения ( %) от усилия растяжения (MPa) для UMA
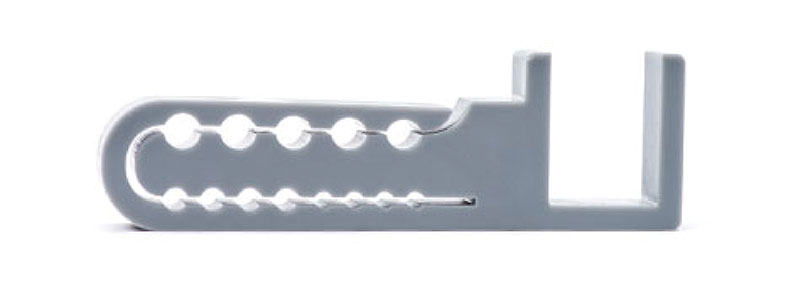
<img alt="" height="116" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris18-2_at_3_2017-200×116.jpg" width="200" /><img alt="" height="73" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris18-1_at_3_2017-200×73.jpg" width="200" />
Рис. 18. Примеры успешного применения материала CE: крыльчатка (a), фиксатор для кабелей (б)
Материал для стоматологов (DPR)
Углеродная смола DPR 10 идеально подходит для стоматологических моделей и коронок. Материал обеспечивает высокое разрешение, близкий к естественному цвет и гладкую поверхность изделий. DPR 10 также может быть утилизирован с учетом экономного использования. Свойства материала DPR 10 (после УФ-отверждения): предел прочности на растяжение — 46±4 MPa; относительное удлинение при разрыве — 4±1 %; термостойкость — 61°C. Примеры использования материала DPR 10 представлены на рис. 19 и в [5].
Для стоматологических и ортодонтических лабораторий в США, которые оказывают услуги для примерно 190 000 стоматологов, важно инвестировать в новые цифровые технологии, которые будут точны, быстры и обеспечат высокое качество изделий, сохраняя при этом экономическую эффективность и простоту процесса разработки модели. Технология Clip, используемая с зубной смолой DPR 10, способна выполнять 3D-печать с точными высококачественными стоматологическими моделями в десять раз быстрее, чем другие методы. Точное создание зубных моделей также достигается благодаря программному обеспечению Carbon, которое объединяет оборудование и материалы для создания повторяемого и масштабируемого решения для печати. Кроме того, имеется интеграция с существующими специальными программными продуктами для конкретных стоматологических решений.
<img alt="" height="144" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris19-1_at_3_2017-250×144.jpg" width="250" /> <img alt="" height="190" src="https://additiv-tech.ru/sites/default/files/resize/u147/statia_clip_ris19-2_at_3_2017-250×190.jpg" width="250" />
Рис. 19. Модели нижней арки зубов и коронки зубов
Таким образом, компания Carbon нашла оптимальный путь развития, создав революционную CLIP-технологию промышленного изготовления деталей и соединив ее с огромным миром полимеров. Результат получился отменным. Очевидно, что это только начало в длинном списке новых материалов с заданными свойствами и их уникальных применений.
Литература
1. www.carbon3d.com
2. Максимов Н. М. Сlip-выращивание деталей в объеме// РИТМ машиностроения. — 2015. —№ 8. — C. 26–31.
3. https://player.vimeo.com/video/212079855?&autoplay=1&loop=1&title=0&byline=0&portrait=1#
4. Максимов Н. М. Мировой рынок аддитивных технологий // Аддитивные технологии. — 2017. — № 2. — С. 16–23.
5. https://player.vimeo.com/video/215542236?autoplay=1&loop=1#
Н.М. Максимов. ООО “Ника-Рус





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}