

Если вы знакомы со стереолитографией (SLA), то вы уже на полпути к пониманию двухфотонной полимеризации, сокращенно называемой TPP, 2PP или TPA. Эти два процесса 3D-печати имеют много общего, но TPP позволяет печатать гораздо, гораздо меньшие по размеру и более тонко детализированные детали. В настоящее время он используется в научных исследованиях, медицине и производстве.
TPP – это лазерный процесс 3D-печати, при котором лазер фокусируется в узком месте в ванне со специальной смолой. Затем это место используется для отверждения отдельных 3D-пикселей, также известных как воксели, в смоле. Последовательно отверждая эти нано- и микрометровые воксели слой за слоем по заранее заданной траектории, можно создавать 3D-объекты. Их размер может составлять несколько миллиметров при сохранении нанометрового разрешения.
Почему это полезно? Один из примеров – изготовление оптических многоступенчатых линз прямо на конце крошечного стекловолокна. В результате, эта крошечная 3D-печатная линза может значительно расширить поле обзора очень маленьких камер, используемых в здравоохранении, датчиках, дронах наблюдения или безопасности.
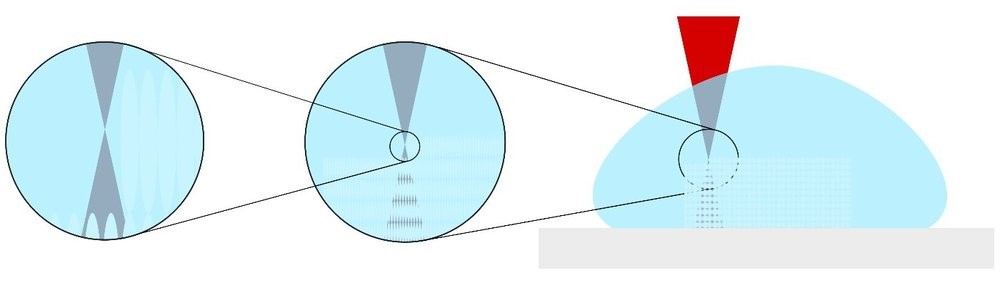
Процесс 2PP в упрощенном, но точном масштабе. Конически сфокусированный лазер (красный) используется для отверждения отдельных вокселей эллиптической формы (бело-голубой, H: 25,4 мкм W:1,6 мкм) внутри сгустка смолы (светло-голубой), который помещается на поверхность печати (светло-серый). Первый крупный план справа – 84-кратное увеличение процесса, второй крупный план – 560-кратное увеличение. (Источник: Штутгартский университет, ISW)
Помимо оптических элементов, процесс TPP подходит для прямого производства так называемых микроэлектромеханических систем (MEMS). Они часто представляют собой уменьшенные версии более крупных аналогов и присутствуют во многих повседневных устройствах, таких как мобильные телефоны и медицинские приборы.
Например, изготовленный исследователями роботизированный микрозахват с тремя руками и тремя пружинами напечатан прямо на конце стекловолокна. Он имеет размеры всего 300 x 300 мкм и высоту около 200 мкм и имеет огромное количество потенциальных применений, включая микрохирургию и доставку лекарств.
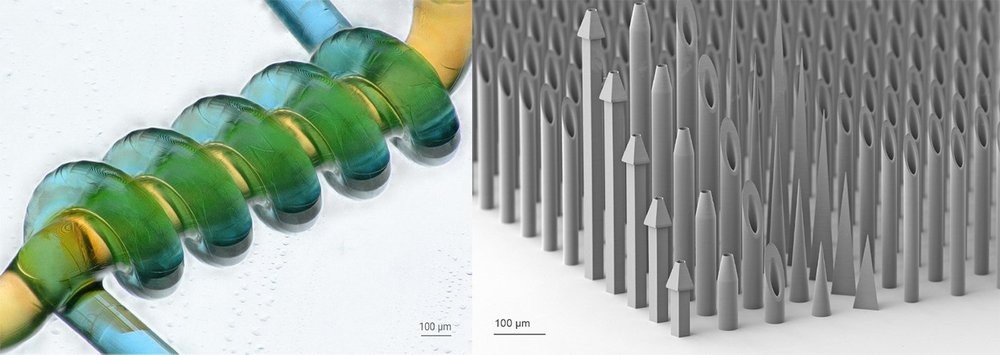
3D-печатная модель сосуда TPP и микроиглы от Nanoscribe (Источник: Nanoscribe)
На самом деле, когда речь заходит о микро аддитивном производстве, потенциальные возможности его применения, особенно в медицине и электронике, безграничны. Теперь давайте рассмотрим эту технологию более подробно.
TPP против SLA 3D-печати

В 3D-принтерах TPP обычно используются инфракрасные лазеры, а в 3D-принтерах SLA – ультрафиолетовые лазеры (Источник: Oxford Instruments)
При SLA 3D-печати ультрафиолетовый лазер с длиной волны около 350-400 нм сканируется в x- и y-направлении для затвердевания точек в жидкой смоле. При этом атомы смолы поглощают только один фотон от лазера, чтобы инициировать процесс затвердевания или полимеризации.
В отличие от этого, в принтерах TPP обычно используются инфракрасные лазеры, длина волны которых составляет около 760 нм. Из-за этой разницы в длине волны атомам смолы необходимо поглотить два фотона, чтобы инициировать процесс отверждения. Это не так тривиально, как кажется. Атомы должны поглотить два фотона в очень быстрой последовательности. По этой причине в принтерах TPP используются фемтосекундные лазеры, которые подают лазерный луч с интервалом в несколько сотен квадриллионных долей секунды.
Помимо длины волны и пульсации, для надежного запуска процесса полимеризации необходимо значительно увеличить интенсивность света лазера. Это достигается путем фокусировки лазера в очень узкое пятно с типичным диаметром от 340 нм до 1600 нм.
Все это выглядит как набор дополнительных сложностей. Но благодаря тому, что смола отверждается только в точном месте фокусировки лазера, принтеры TPP могут выборочно отверждать отдельные воксели вдоль оси z. Это невозможно при SLA или DLP 3D-печати. Побочным эффектом такой интенсивной фокусировки лазерного луча является нанометровое разрешение.
Для сравнения, типичные SLA-принтеры имеют горизонтальное разрешение около 25 мкм (Formlabs Form 3), DLP-принтеры – около 50 мкм (Prusa SL1S), а TPP-принтеры – около 0,17 мкм (UpNano One).
Теперь, когда мы получили немного больше исходных знаний, мы можем взглянуть на то, что требуется для печати с помощью процесса TPP.
Дизайн и программное обеспечение TPP

Nanoscribe и Microlight3D – два ведущих производителя 3D-принтеров TPP (Источник: Nanoscribe, Microlight3D)
Как и в любом другом процессе аддитивного производства, объект, который вы хотите напечатать, начинается как цифровой файл в программе 3D-моделирования или CAD. Если придерживаться примера из введения, то дизайн оптической линзы может быть разработан в программе, предназначенной для оптических конструкций, а ее модель затем может быть просто создана в выбранной пользователем программе CAD.
Затем 3D-данные импортируются в программу для нарезки. Однако для принтеров TPP это программное обеспечение часто зависит от конкретного принтера. В программном обеспечении для нарезки задаются параметры печати, такие как скорость, интенсивность лазера и высота слоя. Выбор параметров частично зависит от объекта печати, его размера, используемого лазерного фокусирующего объектива и используемого материала.
Для печати микрооптической линзы очень важно, чтобы весь корпус был четким и не содержал артефактов. Дефекты печати, такие как пузырьки, могут возникнуть, если мощность лазера установлена слишком высокой, скорость печати слишком низкой или область печати слишком мала для двух предыдущих параметров.
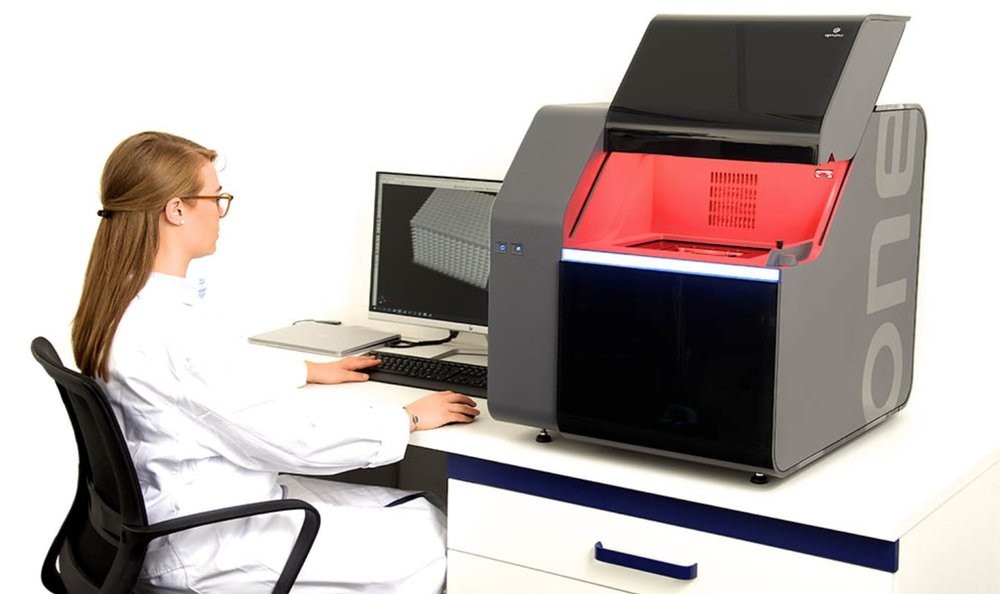
3D-принтер NanoOne TPP от компании UpNano (Источник: UpNano)
Принцип работы принтеров TPP
Изображение Микромасштабная 3D-печать: Как работают принтеры TPP
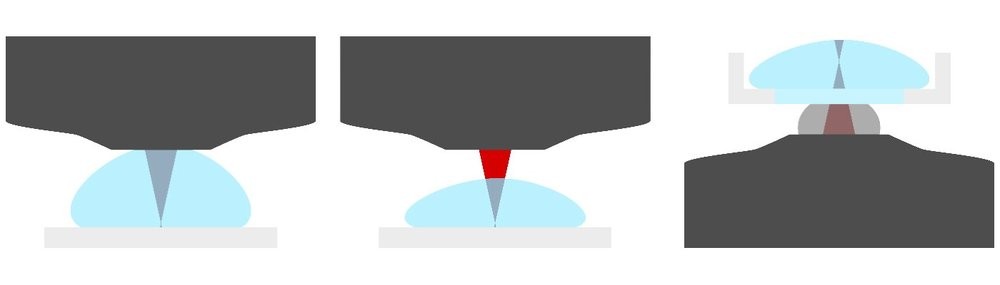
На рисунке 4: изображены три различные конфигурации TPP-принтера. Слева лазерный фокусирующий объектив (темно-серый) непосредственно контактирует со смолой (светло-голубой), которая помещена на плоскую платформу для печати (светло-серая). Это минимизирует неконтролируемые преломления при изменении границ раздела материалов. В центре лазер проходит через воздух, вызывая неконтролируемые преломления, которые негативно влияют на форму фокусного пятна, что, в свою очередь, снижает качество печати. Справа смола хранится в чане с полупрозрачным дном. Чтобы избежать неконтролируемого преломления, между чаном и фокусирующим объективом помещается интерфейсное масло (серое). (Источник: Штутгартский университет, ISW)
Существует несколько производителей систем печати TPP. Общей чертой многих из них является наличие портальной системы, которая позволяет манипулировать областью печати в направлениях x-, y- и z. Одной этой системы достаточно для печати. Однако производители часто дополнительно используют гальванометрические лазерные сканеры. Они состоят из двух зеркал с моторным управлением, которые могут очень быстро отклонять лазерный луч в направлениях x и y. Это выгодно, так как печать может оставаться статичной при достижении высокой скорости печати. Поскольку область сканирования таких гальванометров ограничена, эти две системы обычно используются последовательно. То есть гальванометр отвечает за выбор места для грубой печати, а лазерный сканер используется для фактического процесса печати. Это позволяет печатать много деталей последовательно.
Ключевое различие между принтерами заключается в форме печатной платформы и способе соединения лазерного излучения со смолой. Печатная платформа может представлять собой плоский кусок металла или стекла, на который помещается капля смолы. Смола обычно имеет вязкость, подобную вязкости меда, и поэтому остается на месте. Из-за обычно небольшого размера деталей капли этой смолы достаточно для всего отпечатка.
В качестве альтернативы, смола может храниться в небольшом чане, который может иметь полупрозрачное дно. Затем лазерное излучение может быть соединено со смолой по меньшей мере тремя способами. Во-первых, объектив лазера может непосредственно контактировать со смолой; во-вторых, лазер фокусируется через полупрозрачную пластину; или в-третьих, лазер фокусируется через воздух, а затем в смолу. Все эти варианты имеют свои плюсы и минусы, но мы не будем здесь углубляться в эти детали.
Как и в любом процессе 3D-печати, вам необходимо подготовить ванну или поверхность, на которой вы собираетесь печатать. Стекло, на котором вы печатаете, должно быть очень чистым, чтобы обеспечить надлежащую адгезию. Один из подходов к очистке заключается в последовательной очистке стекла ацетоном, изопропанолом и дистиллированной водой до удаления остатков влаги. В лабораторных условиях стекло может быть дополнительно обработано кислородом или плазмой для достижения еще более надежной адгезии отпечатков.
Также необходимо разместить принтер в помещении, не подверженном вибрации, вызванной, например, проезжающими по близлежащей дороге грузовиками. Кроме того, идеальным вариантом была бы чистая комната, но новые системы печати более герметичны, что снижает необходимость в этом.
Прежде чем нажать кнопку “начать печать”, давайте посмотрим на некоторые специальные материалы, которые могут быть использованы в процессе печати TPP.
Материалы TPP

Из-за обычно небольшого размера детали капли смолы достаточно для всей печати (Источник: Prop Club)
Как и во всех процессах 3D-печати, ассортимент используемых материалов играет важную роль в возможностях применения конкретного процесса. Теоретически, коммерческие смолы, используемые в 3D-принтерах SLA, могли бы подойти для TPP, но они не оптимизированы для этого процесса. Многие коммерческие УФ-смолы содержат цветовые пигменты, которые препятствуют проникновению лазера во внутренние части капли смолы.
В 3D-печати TPP могут использоваться различные материалы, но их применение зависит от конкретного случая. Например, фоторезина для оптических элементов будет сильно отличаться от биосмолы для тканевой инженерии.
Производители принтеров обычно предлагают набор материалов, для которых они предоставляют параметры, специфичные для конкретной машины, так что пользователям нужно как можно меньше работать методом проб и ошибок, настраивая нужные параметры, такие как скорость печати, мощность лазера и т.д.
Вы не ограничены предложениями производителей, и исследователи разработали широкий спектр материалов, обладающих специфическими оптическими, механическими, электрическими, химическими и магнитными свойствами.
Постпроцессинг TPP
После печати печатную форму извлекают из принтера и в зависимости от материала последовательно используют один или несколько растворителей (например, изопропанол или ацетон) для смывания остатков неотвержденной смолы. Чтобы убедиться, что вся смола полностью отверждена, отпечаток можно дополнительно подвергнуть термообработке на горячей плите при температуре около 70 °C или ультрафиолетовому облучению.
Состояние исследований в области применения TPP
Процесс 3D-печати TPP является относительным новичком по сравнению с другими методами аддитивного производства. Исследования по этому вопросу начали появляться примерно в 1980-х годах, а основы физики, лежащие в основе процесса, были установлены только в начале 1900-х годов.
В Институте инженерии управления станками и производственными агрегатами (ISW) Штутгартского университета в Германии, где я работаю, одно из направлений исследований посвящено аддитивным производственным процессам.
Особый интерес представляет процесс TPP, и в одном из наших текущих исследовательских проектов мы изучаем возможности многоосевой (5D) печати в рамках процесса TPP, поскольку им практически не уделялось внимания. Например, в случае печати оптических линз неизвестно, как влияют на свойства линзы, если создавать ее путем укладки вертикальных слоев, а не печатать сферические слои. Процесс 5D-печати также позволит пользователям вертикально печатать на поверхностях произвольной формы и, таким образом, позволит продолжить исследования по этой теме. Однако, поскольку таких машин в настоящее время не существует, представляет интерес создание таких принтеров.
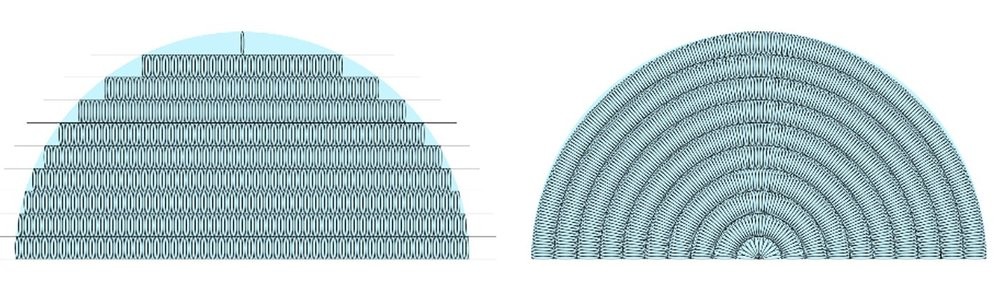
Рисунок 6 представляет собой примерное изображение различных стратегий нарезки: (слева) вертикальное нарезание слоев, (справа) сферическое нарезание слоев. (Источник: Штутгартский университет, ISW)
Конкретный исследовательский проект ISW мотивирован предыдущей возможностью печати на формах свободной формы. Основная идея проекта заключается в повышении производительности процесса TPP при печати асферических линз. Эти линзы представляют особый интерес, поскольку они могут устранить или минимизировать оптические искажения, обычно присутствующие при использовании сферических линз массового производства. Для достижения такого повышения производительности в качестве отправной точки процесса печати будут использоваться дешевые сферические линзы. Затем желаемый асферический контур печатается на сферической линзе. Это сокращает необходимое время печати и количество материала.

Рисунок 7: (Слева) изображение стеклянной заготовки (светло-голубой), которая покрывается каплей смолы и помещается на поверхность для печати (светло-серая). Точка фокусировки лазерного луча (красная) заканчивается в указанной и подлежащей печати асферизации. В правой части рисунка показана готовая печатная деталь, где асферизация (темно-синий цвет) нанесена на заготовку. (Источник: Штутгартский университет, ISW)
В данном случае снова интересно изучить, как влияет на оптические свойства такой линзы вертикальная укладка вокселей относительно платформы сборки или их перпендикулярная укладка на сферическую линзу. Однако печать на стеклянных линзах создает еще одну необходимость для процесса 5D-печати. При отверждении смолы вблизи края стеклянной линзы с помощью сильно сфокусированного и, следовательно, конического лазерного луча, луч будет преломляться самой линзой. Это ухудшит процесс полимеризации. С принтером 5D можно просто наклонить линзу и избежать проблем с преломлением.
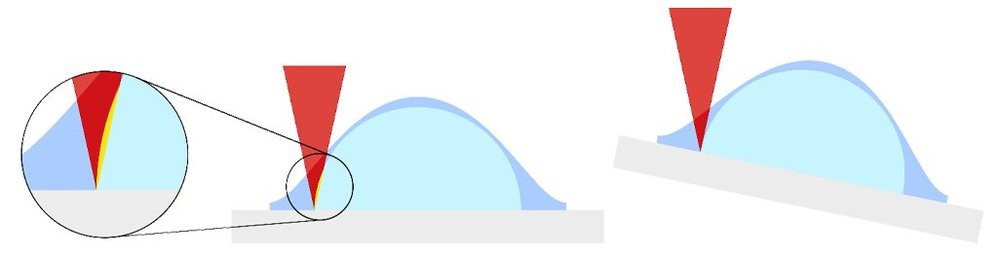
Рис. 8 В левой части показано, как конический (красный) лазерный луч проходит через стеклянную заготовку (желтый) (светло-голубой) во время печати определенных участков асферической части линзы. Этот нежелательный эффект можно уменьшить, наклонив линзу, как показано в правой части изображения. (Источник: Штутгартский университет, ISW)
Именно по этим причинам мы разрабатываем систему печати 5D TPP. Однако с этой идеей связана пара серьезных проблем. Во-первых, положение заготовки сферической линзы должно идеально совпадать с центром печатаемого асферического контура. Во-вторых, система должна быть способна к нм прецессии, и, в-третьих, необходимо создать процесс многоосевой нарезки, специфичный для TPP, чтобы генерировать машинный код, который может использовать возможности 5D.
Чтобы помочь преодолеть эти проблемы, мы сотрудничаем с 4-м физическим институтом университета Штутгарта, который имеет большой опыт в аддитивном производстве микрооптики. Наши исследования в области TPP продолжаются, и, несомненно, в будущем вы услышите больше о 5D TPP и других принтерах и приложениях TPP.
Даниэль Курт, магистр наук, является кандидатом наук и научным сотрудником в области мехатронных систем и процессов в Институте инженерии управления станками и производственными агрегатами (ISW) Штутгартского университета.




