

<#term#test>Терморегулирование при самых высоких механических нагрузках и тепловом воздействии остается ключевым в современных двигательных установках для контроля и улучшения функциональных возможностей в зависимости от долговечности, комплектации и стоимости. Уменьшение размеров и увеличение удельной мощности приводит к развитию систем и управлению горячими точками. Помимо поддержания абсолютных температур, это необходимо для поддержания параметров материала и достижения целевых показателей термической усталости материала. Идеальные системы охлаждения обычно имеют сложную внутреннюю конструкцию. Аддитивное производство обладает большим потенциалом благодаря тому, что без использования инструментов, послойное наращивание и создание сложных геометрических форм могут быть выполнены сравнительно просто.
В качестве примера была выбрана головка блока цилиндров уменьшенного 1,5-литрового трехцилиндрового бензинового двигателя с турбонаддувом и непосредственным впрыском, чтобы продемонстрировать почти идеальную систему охлаждения и управление тепловыми точками за счет применения аддитивного производства.
В рамках совместного исследовательского проекта Ford и кафедра цифрового аддитивного производства DAP Аахенского университета RWTH разработали концепцию охлаждения на основе 3D-печати и проверили возможности печатного материала и его термообработки в ходе исследования различных аппаратных средств. Кроме того, они провели серию симуляций прочности конструкции и усталости материала и применили прототип головки блока цилиндров, изготовленный с применением присадок, для проверки оборудования.
Цели проекта
Основной задачей проекта было устранение всех критических точек нагрева материала стенок камеры сгорания (> 265 °C) с помощью новой конструкции для аддитивного производства, которая позволила бы создать систему охлаждения камеры сгорания, близкую к идеальной, что обеспечивает долговечность и эффективность сгорания.
Вторая цель состояла в том, чтобы подтвердить конструкцию, результаты моделирования и материалы для головки блока цилиндров, изготовленной полностью с помощью АП, путем проведения полной серии эксплуатационных испытаний на диностоенде.
Для определения параметров материала, изготовленного с использованием АП, и его термообработки перед запуском набора для моделирования долговечности была проведена серия тестов на 3D-печатном оборудовании для проведения экспериментов (DOE). Выбранный материал для печати, результаты измерений на тестовом стержне, зависящие от температуры, затем были сопоставлены с расчетами конструкционной прочности FEM и термической усталости материалов (TMF). Подробная информация о разработке материалов и интеграции дизайна опубликована в [1].
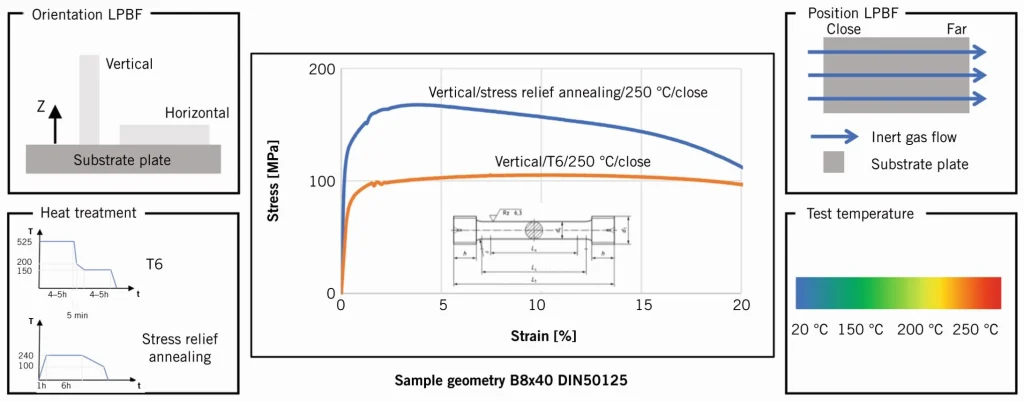
Рис.1 Основные факторы для испытаний на растяжение (ориентация, термообработка, температура испытания, положение на подложке)
и примерный измеренный предел прочности при растяжении при 250 °C (© DAP | Ford)
Исследование материалов и термической обработки
Головка блока цилиндров была изготовлена с использованием технологии аддитивного производства для лазерного наплавления металлов в порошковом слое (LPBF/SLM). В качестве сплава для изготовления головки блока цилиндров был выбран AlSi10Mg. Этот сплав является одним из наиболее испытанных материалов LPBF, и его свойства близки к сплаву для головки блока цилиндров, отлитому в песчаные формы [2].
Для получения наиболее точного прогноза свойств материала образцы и контрольные стержни были изготовлены на том же заводе LPBF, что и головка блока цилиндров. Из-за анизотропии процесса LPBF теплопроводность измерялась в направлении наплавки и перпендикулярно направлению наплавки.
Кроме того, была исследована удельная теплоемкость. Для испытаний на растяжение был разработан четырехфакторный план испытаний DOE, рис. 1. Испытания на прочность при растяжении проводились при комнатной температуре и 150, 200 и 250°C для проверки механических свойств. Были сравнены две термообработки: отжиг для снятия напряжений, рекомендованный поставщиком порошка, и термообработка T6, которая также используется для серийного производства литых материалов. Кроме того, были исследованы различные положения на платформе для сборки. Обычно в системах LPBF возникают отклонения из-за неоднородности потока защитного газа [3]. В общей сложности было изготовлено и испытано 40 различных образцов на растяжение.
Предел прочности при растяжении, измеренный для окончательно выбранной термообработки для снятия напряжений, был даже немного выше значений для литого материала.
Концепция дизайна
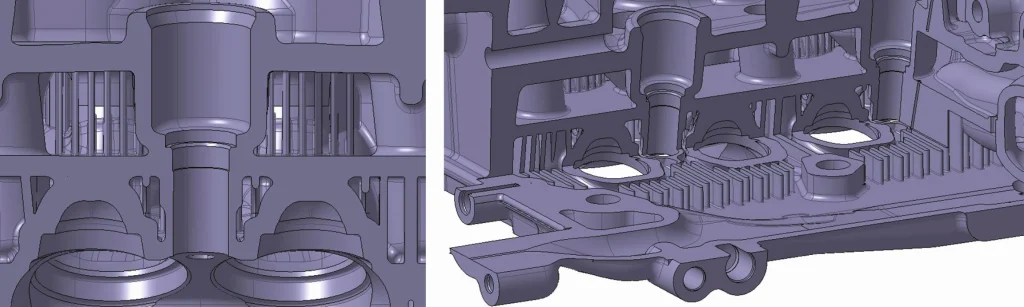
Рис.2 Конструкция охлаждения водяной рубашкой в верхней части камеры сгорания (© DAP | Ford)
Современная головка блока цилиндров должна выдерживать очень высокие средние и пиковые давления сгорания, чрезвычайно высокую температуру выхлопных газов и, параллельно, поддерживать температуру алюминия ниже предельного значения для сплава в критических зонах, в противном случае термическая усталость материала может привести к циклическим разрушениям. Как правило, горячие точки в верхней части камеры сгорания находятся вокруг наконечника свечи зажигания и в области материальной перемычки между выпускными клапанами. Благодаря продемонстрированной концепции охлаждения температура материалов была значительно снижена за счет внедрения печатных ребристых структур в водяную рубашку головки блока цилиндров и параллельного локального уменьшения толщины стенок камеры сгорания (рис. 2).
В ходе аналитического вариационного исследования одноцилиндрового двигателя было сначала показано, что идеальной конструкцией для этого применения была бы не круглая стойка или тонкая решетчатая конструкция, а прямая ребристая конструкция, направляющая охлаждающую жидкость. Вариационное исследование также показало, что конструкции водяной рубашки требуют определенной минимальной толщины для обеспечения высокой плотности теплопередачи в дополнение к поддержанию жесткости камеры сгорания и при аналогичных уровнях давления охлаждающей жидкости в автомобиле (рис. 3). Идеальная ширина ребра и зазора была оценена аналитическим путем более подробно, как соотношение между снижением температуры в горячих точках и потерей давления охлаждающей жидкости при постоянном расходе, рис. 3 (справа).
На последнем этапе проектирования была значительно улучшена типичная температура в зоне нагрева вокруг свечи зажигания. За счет конструктивной свободы аддитивного производства удалось добиться глубоких вырезов водяной рубашки в этой области без необходимости поддерживать минимальную толщину заливки канала подачи охлаждающей жидкости, как это требуется при традиционном производстве по технологии литья в песчаные формы.
Результаты моделирования
После завершения проектирования водяной рубашки схема расположения ребер охлаждения была применена ко всей головке блока цилиндров и подвергнута аналитической проверке. Смоделированное повышение температуры в верхней части камеры сгорания привело к снижению температуры в среднем на 26 °C при смоделированной полной нагрузке в 170 кВт и окончательном охлаждении в водяной рубашке. Оказалось, что более низкие температуры распределяются очень равномерно, даже в горячих точках вокруг свечи накаливания и между выпускными клапанами, рис. 4. Все смоделированные температуры стенок головки блока цилиндров, изготовленной с использованием АП, оставались значительно ниже проектной цели – 265 °C. Помимо обеспечения долговечности и максимальной мощности, охлаждаемая поверхность камеры сгорания обеспечивает стабильное горение и снижает риск преждевременного воспламенения.
После завершения этапа проектирования и температурного моделирования с помощью метода сопряженной теплопередачи (CHT) результаты измерений на тестовом стержне для печатного материала были сопоставлены со следующими моделями FEM для моделирования прочности конструкции и долговечности TMF для моделирования усталости материалов при низких и высоких циклах. Все они были выполнены успешно и полностью соответствовали производственным показателям долговечности по комбинированному напряжению по Мизесу, термической усталости материалов при низких и высоких циклах эксплуатации алюминиевых головок цилиндров, рис. 5.
Получив эти многообещающие результаты, специалисты из Университета RWTH Аахена запустили процесс аддитивного производства и внедрили его в собственном машинном парке.

Рис.2 Конструкция охлаждения водяной рубашкой в верхней части камеры сгорания (© DAP | Ford)
Современная головка блока цилиндров должна выдерживать очень высокие средние и пиковые давления сгорания, чрезвычайно высокую температуру выхлопных газов и, параллельно, поддерживать температуру алюминия ниже предельного значения для сплава в критических зонах, в противном случае термическая усталость материала может привести к циклическим разрушениям. Как правило, горячие точки в верхней части камеры сгорания находятся вокруг наконечника свечи зажигания и в области материальной перемычки между выпускными клапанами. Благодаря продемонстрированной концепции охлаждения температура материалов была значительно снижена за счет внедрения печатных ребристых структур в водяную рубашку головки блока цилиндров и параллельного локального уменьшения толщины стенок камеры сгорания (рис. 2).
В ходе аналитического вариационного исследования одноцилиндрового двигателя было сначала показано, что идеальной конструкцией для этого применения была бы не круглая стойка или тонкая решетчатая конструкция, а прямая ребристая конструкция, направляющая охлаждающую жидкость. Вариационное исследование также показало, что конструкции водяной рубашки требуют определенной минимальной толщины для обеспечения высокой плотности теплопередачи в дополнение к поддержанию жесткости камеры сгорания и при аналогичных уровнях давления охлаждающей жидкости в автомобиле (рис. 3). Идеальная ширина ребра и зазора была оценена аналитическим путем более подробно, как соотношение между снижением температуры в горячих точках и потерей давления охлаждающей жидкости при постоянном расходе, рис. 3 (справа).
На последнем этапе проектирования была значительно улучшена типичная температура в зоне нагрева вокруг свечи зажигания. За счет конструктивной свободы аддитивного производства удалось добиться глубоких вырезов водяной рубашки в этой области без необходимости поддерживать минимальную толщину заливки канала подачи охлаждающей жидкости, как это требуется при традиционном производстве по технологии литья в песчаные формы.
Результаты моделирования
После завершения проектирования водяной рубашки схема расположения ребер охлаждения была применена ко всей головке блока цилиндров и подвергнута аналитической проверке. Смоделированное повышение температуры в верхней части камеры сгорания привело к снижению температуры в среднем на 26 °C при смоделированной полной нагрузке в 170 кВт и окончательном охлаждении в водяной рубашке. Оказалось, что более низкие температуры распределяются очень равномерно, даже в горячих точках вокруг свечи накаливания и между выпускными клапанами, рис. 4. Все смоделированные температуры стенок головки блока цилиндров, изготовленной с использованием АП, оставались значительно ниже проектной цели – 265 °C. Помимо обеспечения долговечности и максимальной мощности, охлаждаемая поверхность камеры сгорания обеспечивает стабильное горение и снижает риск преждевременного воспламенения.
После завершения этапа проектирования и температурного моделирования с помощью метода сопряженной теплопередачи (CHT) результаты измерений на тестовом стержне для печатного материала были сопоставлены со следующими моделями FEM для моделирования прочности конструкции и долговечности TMF для моделирования усталости материалов при низких и высоких циклах. Все они были выполнены успешно и полностью соответствовали производственным показателям долговечности по комбинированному напряжению по Мизесу, термической усталости материалов при низких и высоких циклах эксплуатации алюминиевых головок цилиндров, рис. 5.
Получив эти многообещающие результаты, специалисты из Университета RWTH Аахена запустили процесс аддитивного производства и внедрили его в собственном машинном парке.

Рис.4 Контроль распределения температуры металла при максимальной мощности ~170 кВт (© DAP | Ford)
Натурные испытания на диностенде
Затем головка блока цилиндров, изготовленная с использованием присадок, была собрана и эксплуатировалась с нижней частью 1,5-литрового трехцилиндрового бензинового двигателя, который в ходе предыдущих испытаний выдавал мощность 170 кВт с литой головкой блока цилиндров. Серия последовательных динамометрических испытаний началась с литой головки блока цилиндров (с классической конструкцией водяной рубашки без ребристых структур), а затем была повторена с печатным прототипом головки блока цилиндров. Обе головки цилиндров были оснащены одинаковыми датчиками температуры материала в горячих точках камеры сгорания и датчиками давления сгорания.
Все эксплуатационные испытания, приведенные в таблице двигателей, показали одинаковую мощность и крутящий момент для обоих вариантов изготовления головки блока цилиндров без каких-либо неисправностей или утечек. Окончательное сравнение измеренных температур на стенках камеры сгорания показало, что печатная конструкция головки блока цилиндров обеспечивает в среднем более низкую температуру в камере сгорания на 35 °C в критической зоне между выпускными клапанами. Более того, измеренные значения были значительно лучше, чем смоделированные, рис. 7. Это влияние на процесс сгорания можно было бы еще больше усилить, если бы во время стендовых испытаний температура охлаждающей жидкости на входе была на 25 °C ниже. Впоследствии имитационная модель была откалибрована еще раз с учетом измеренных более высоких значений охлаждения. Согласно новому расчету для работы при полной нагрузке в 170 кВт, максимальная температура стенок составила менее 250 °C, что, таким образом, снова значительно ниже предусмотренного проектом целевого показателя в 265 °C во всех критических зонах.
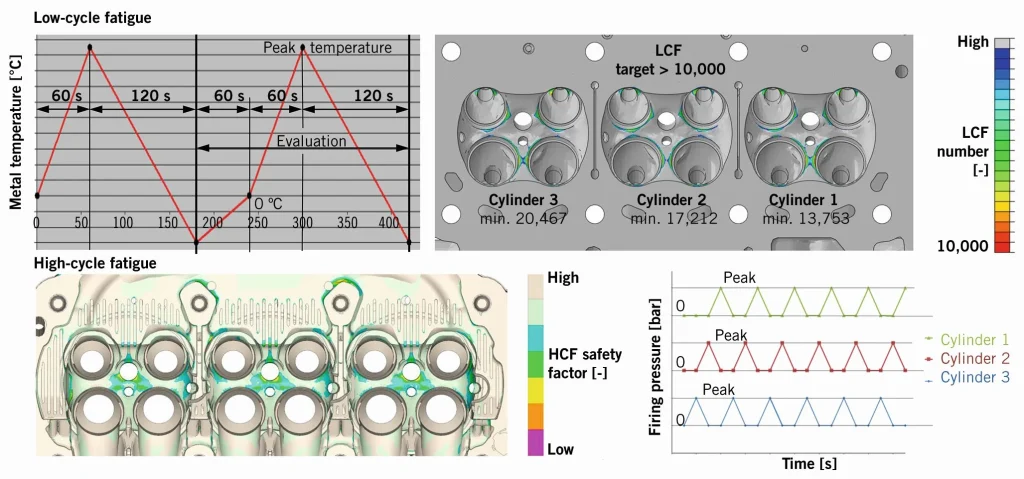
Рис.4 Контроль распределения температуры металла при максимальной мощности ~170 кВт (© DAP | Ford)
Натурные испытания на диностенде
Затем головка блока цилиндров, изготовленная с использованием присадок, была собрана и эксплуатировалась с нижней частью 1,5-литрового трехцилиндрового бензинового двигателя, который в ходе предыдущих испытаний выдавал мощность 170 кВт с литой головкой блока цилиндров. Серия последовательных динамометрических испытаний началась с литой головки блока цилиндров (с классической конструкцией водяной рубашки без ребристых структур), а затем была повторена с печатным прототипом головки блока цилиндров. Обе головки цилиндров были оснащены одинаковыми датчиками температуры материала в горячих точках камеры сгорания и датчиками давления сгорания.
Все эксплуатационные испытания, приведенные в таблице двигателей, показали одинаковую мощность и крутящий момент для обоих вариантов изготовления головки блока цилиндров без каких-либо неисправностей или утечек. Окончательное сравнение измеренных температур на стенках камеры сгорания показало, что печатная конструкция головки блока цилиндров обеспечивает в среднем более низкую температуру в камере сгорания на 35 °C в критической зоне между выпускными клапанами. Более того, измеренные значения были значительно лучше, чем смоделированные, рис. 7. Это влияние на процесс сгорания можно было бы еще больше усилить, если бы во время стендовых испытаний температура охлаждающей жидкости на входе была на 25 °C ниже. Впоследствии имитационная модель была откалибрована еще раз с учетом измеренных более высоких значений охлаждения. Согласно новому расчету для работы при полной нагрузке в 170 кВт, максимальная температура стенок составила менее 250 °C, что, таким образом, снова значительно ниже предусмотренного проектом целевого показателя в 265 °C во всех критических зонах.
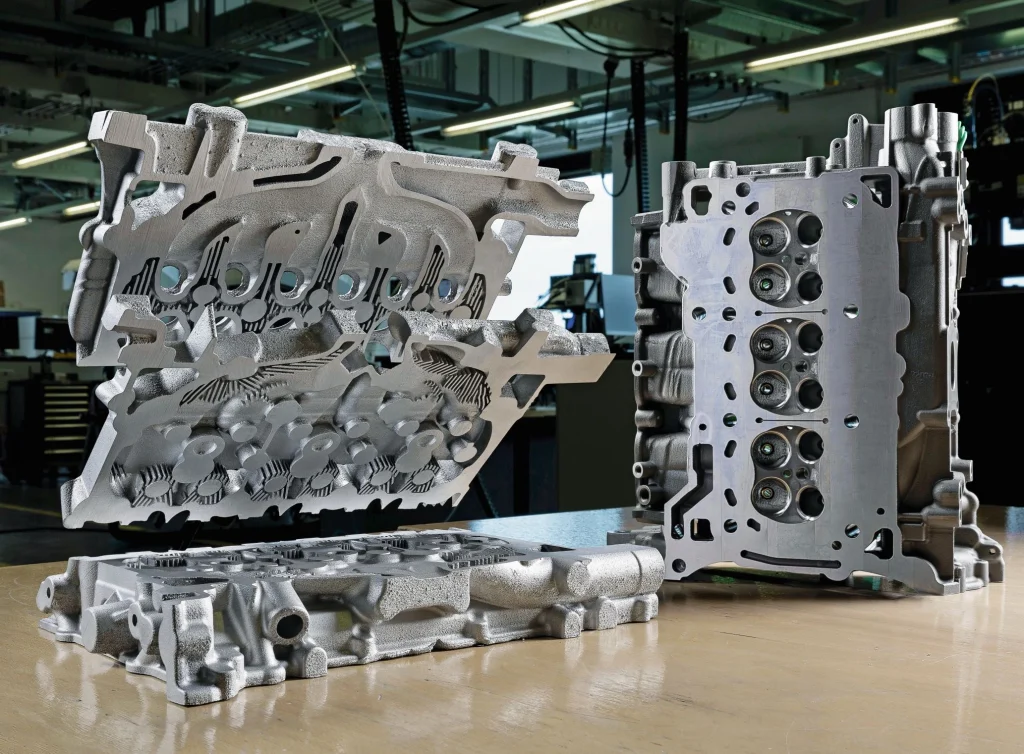
Рис.6 Демонстрационный образец головки блока цилиндров, изготовленной с применением присадок (слева) и полностью обработанной для испытания двигателя (справа) (© DAP | Ford)
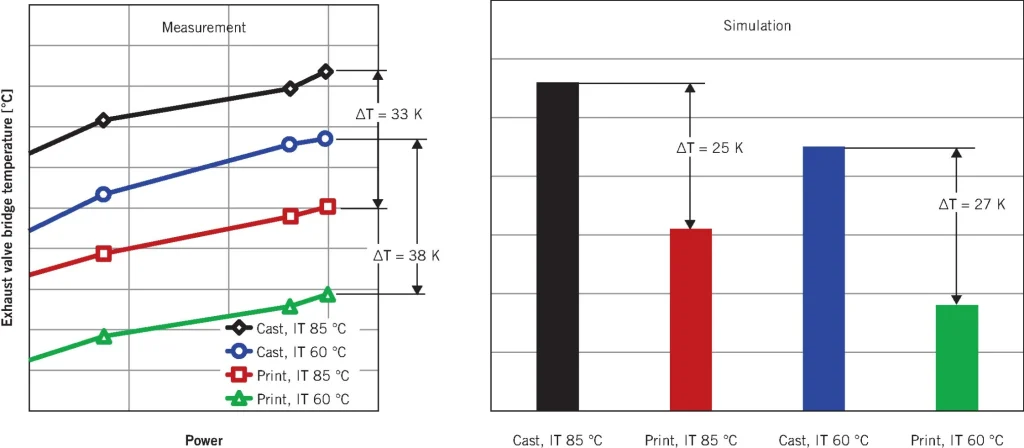
Рис.7 Температура перемычки выпускного клапана/горячих точек, измеренная в сравнении с имитацией
(IT: температура охлаждающей жидкости на входе в головку блока цилиндров) (© DAP | Ford)
Список литературы:
Willkomm, J. et al.: Design and manufacturing of a cylinder head by laser powder bed fusion. Online: https://iopscience.iop.org/article/10.1088/1757-899X/1097/1/012021, access: October 05, 2022
Hyer, H. et al.: Understanding the laser powder bed fusion of AlSi10Mg alloy. In: Metallography, Microstructure, and Analysis 9/2020, pp. 484-502
Reijonen, J. et al.: On the effect of shielding gas flow on porosity and melt pool geometry in laser powder bed fusion additive manufacturing. In: Additive Manufacturing 32/2020, p. 101030 ff.
VDI 3405 Part 3:2015:12: Additive manufacturing processes, rapid manufacturing – Design rules for part production using laser sintering and laser beam melting
Weber, C. et al.: EcoBoost 500: Schritte zur maximalen Effizienz eines Ottomotors. International Vienna Motor Symposium, Vienna, 2020
Weber, C. et al.: Downsizing and High Power with Future Fuels and Emission Levels. In: MTZworldwide 5-6/2021, pp. 68-72




