

Несмотря на неоспоримые достоинства и динамичное развитие аддитивных технологий в области машиностроения, отечественный опыт их применения в сфере реального промышленного производства остаётся крайне небольшим. Выполняются опытные и исследовательские работы, научные изыскания и эксперименты, однако практика выпуска штатных деталей остаётся единичной. С точки зрения потребителя эффективность применения технологии вызывает сомнение в первую очередь в связи с высокой стоимостью оборудования, сырья и низкой производительностью. Стоимость напечатанных изделий зачастую превышает изготовленных традиционным способом.
Вместе с тем в таких отраслях, как ракето- и авиастроение, расширение области внедрения трёхмерной печати сдерживает отсутствие сертифицированных материалов. Рынок в основном предлагает порошки зарубежных сплавов, таких как кобальт-хром, инконели, силумины, нержавеющие стали. Использовать их при разработке новой ракетной техники без внесения в отраслевые регламенты, а тем более применять в ранее разработанных серийных изделиях, имеющих утверждённую документацию, невозможно. Опыт ЗАО «ЗЭМ» РКК «Энергии» показывает, что для выпуска изделий РКТ востребованы металлопорошковые композиции на основе сплавов алюминий-магний, жаропрочных и нержавеющих сталей, титановых и никелевых сплавов отечественных марок.
Кроме соответствия химическому составу необходимо соблюдение требований к прочностным свойствам, сварным соединениям, качеству механически обработанной и необработанной поверхности, внутренней структуре. Ввиду этого наряду с изучением непосредственно процесса сплавления существенное значение имеет освоение операций постобработки синтезированных деталей, таких как термообработка, сварка, механическая обработка, изостатическое прессование и методы контроля.
Изготовление образцов «Заводом экспериментального машиностроения» ракетно-космической корпорации «Энергия» проведена опытная работа по определению перспектив применения технологии селективного лазерного спекания (СЛС) при производстве деталей ракетно-космической техники на примере выращивания детали «Корпус пиропатрона». В исследовании сделана оценка соответствия спечённых образцов действующим отраслевым нормативным документам в области материалов.
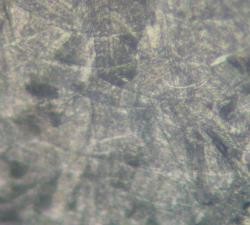
Для производства образцов использовался отечественный порошок стали мартенситного класса ПР 09Х16Н4Б (рис. 1), произведённый компанией АО «Полема» (г. Тула). Входной контроль показал, что химический и гранулометрический состав порошка удовлетворяет рекомендуемым требованиям к исходным материалам технологии СЛС, а также соответствует сертификату компании-производителя.
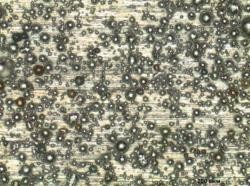
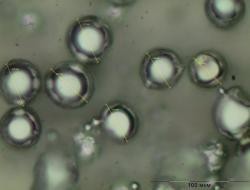
Рис. 1. Частицы порошка сплава 09Х16Н4Б
Изготовление образцов по технологии СЛС производилось на ЗАО «ЗЭМ» на оборудовании EOS M 270 (EOS GmbH, Германия) в защитной среде азота. В связи с тем, что производитель оборудования не имеет рекомендованных программ (режимов) спекания для отечественной стали 09Х16Н4Б, на первом этапе необходимо было решить задачу выбора технологических параметров построения. С этой целью изготовлены единичные треки с варьируемыми значениями скорости сканирования и шириной луча. После металлографического исследования сечения каждого трека, основываясь на соотношении объёма наплавленного металла к проплавленному в подложку, отобран оптимальный режим, его параметры указаны на рис. 2. На базе выбранных параметров и стандартного режима для порошка Stainless Steel PH1 были изготовлены два вида образцов: кубической формы и в форме детали «корпус пиропатрона» (рис. 3).
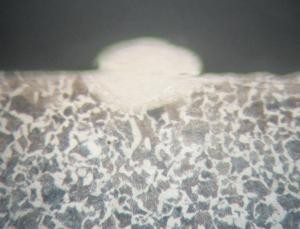
Рис. 2. Структура трека, изготовленного по выбранному режиму (х 200): скорость луча — 468 мм/с; высота слоя — 0,02 мм; мощность лазера — 200 Вт

Рис. 3. Образцы, изготовленные СЛС
Термообработка, металлографическое и томографическое исследование
Было выполнено томографическое исследование каждого спечённого образца на оборудовании XT H 225/320 LC ф. NIKON METROLOGY с разрешающей способностью 0,05 мм. Во всех образцах, за исключением одного, построенного по выбранным ранее параметрам, обнаружены единичные поры размером до 0,40 мм и цепочки пор протяжённостью 0,05…0,10 мм (рис. 4).
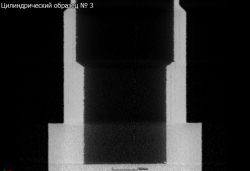
Рис. 4. Цепочки пор, выявленные при томографическом исследовании
На нескольких образцах была проведена термическая обработка в соответствии с рекомендованными режимами на категорию прочности 120 А ОСТ 92—1311—77 «Детали из стали и сплавов. Технические условия и термическая обработка», включающая закалку в вакуумной печи с охлаждением в среде азота, обработку холодом и низкий отпуск.
Металлографический анализ образцов в термообработанном и исходном состоянии показал наличие неметаллических включений типа оксидов точечного и строчечного вида, соответствующих 2 баллу шкалы ГОСТ 1778–70 «Металлографические методы определения неметаллических включений». Аналогичные включения для деформированного полуфабриката стали 09Х16Н4Б являются допустимым показателем по ТУ 14—1—463—72 «Прутки из коррозионной стали марки 09Х16Н4Б. Технические условия» (не более 2 баллов для точечных и 2,5 баллов для строчечных включений).
Образцы имеют характерную для синтезированного металла ячеистую структуру с участками, где зерна сориентированы в одном направлении. Микроструктура всех исследованных образцов состоит из мартенсита с остаточным аустенитом (рис. 5). Ориентированность зерен и характерная закаленная структура наблюдается как до, так и после термической обработки. Не выявлено значительных различий по форме и размерам ячеек в образцах, изготовленных по двум выбранным ранее режимам спекания.

а) б)
Рис. 5. Ячеистая структура (х100) — а, микроструктура (х500) спечённых образцов — б
В срезе всех исследованных образцов обнаружены множественные дефекты, которые можно классифицировать как микротрещины и микропоры размером 10…20 мкм, на отдельных образцах выявлены единичные дефекты площадью до 100×200 мкм. Наличие нарушений структуры отрицательно сказывается на механических характеристиках изделий. Исходя из того, что дефекты, как правило, расположены по границам ячеек, можно заключить, что образование пор связано с неравномерным формированием отдельных треков и сплавлением слоёв между собой. В последующем выбор оптимальных параметров спекания является основным направлением работ для снижения количества подобных дефектов. Кроме этого, для устранения пор необходимо исследовать возможность применения горячего изостатического прессования спечённых изделий.
Твёрдость образцов определялась прибором Роквелла и составила 45,1…47,3 HRC для образцов без термической обработки и 39,0…46,0 HRC для образцов, прошедших термическую обработку, что в обоих случаях не соответствует действующим требованиям ОСТ 92—1311—77 «Детали из стали и сплавов. Технические условия и термическая обработка» (37.5…44.5 HRC). Значения твёрдости, а также характерное наличие мартенситной структуры синтезированных образцов объясняется структурно-фазовыми превращениями, происходящими в процессе охлаждения спечённого материала.
Сварка
Было выполнено сварное соединение пластин, изготовленных из ранее спечённых образцов, с использованием автоматической аргонодуговой (АДС), электронно-лучевой (ЭЛС) и импульсной лазерной сварки (ИЛС).
Подготовка поверхностей деталей под сварку производилась в соответствии с требованиями ОСТ 92—1152—2014 «Подготовка деталей под сварку», а именно было проведено обезжиривание свариваемых кромок бензином. Сборка пластин между собой осуществлялась встык с максимально допустимым зазором 0,1 мм.
Для выполнения лазерной сварки толщину пластин уменьшили до 0,9 мм в силу того, что мощностные характеристики оборудования позволяют выполнить гарантированный проплав деталей толщиной не более 0,5 мм. При этом сварку выполняли с двух сторон — лицевой и обратной — для обеспечения полного проплава, в соответствии с требованиями ОСТ 92—1741—90 «Сварка и сваркопайка лазерная импульсная. Типовой технологический процесс».
Автоматическая аргонодуговая и электронно-лучевая сварка образцов была выполнена с использованием технологических заходных и выходных пластин из сплава 12Х18 Н10 Т для плавного начала и окончания сварки. Сварка выполнялась в соответствии с требованиями ОСТ 92—1186—81 «Сварка дуговая деталей из металлов и сплавов в защитной среде инертных газов. Технические требования» и ОСТ 92—1151—81 «Сварка электронно-лучевая деталей из металлов и сплавов. Технические требования».
Сварные соединения спечённых образцов, выполненные аргонодуговой, электронно-лучевой и лазерной сваркой, прошли рентгеноконтроль на соответствие требованиям ОСТ 92—1114—80 «Соединения сварные. Общие технические требования», томографическое и металлографическое исследования.
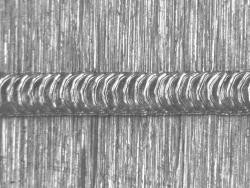
В сварном шве, выполненном лазерной сваркой (рис. 6), выявлены внутренние дефекты в виде скопления пор диаметром до 0,21 мм по всей длине шва, трещина протяжённостью 0,11 мм, множественные несплошности и структурные неоднородности.
В сварном шве электронно-лучевой сварки имеется вогнутость корня шва. Шов, полученный аргонно-дуговой сваркой, соответствует требованиям нормативов. В обоих случаях в микроструктуре имеются поры и рыхлоты размером до 0,04 мм, микротрещины протяжённостью до 0,07 мм, а также структурная неоднородность.

а) б)
Рис. 6. Внешний вид полученного лазерной сваркой шва (х28) — а, макроструктура шва с порой (х100) — б
Механическая обработка
Была проведена токарная и фрезерная обработка синтезированных образцов с использованием оборудования, инструмента и режимов резания согласно действующему технологическому процессу на деталь (рис. 7). Шероховатость токарных поверхностей составила Rz5÷Rz2.5, фрезерованных — Rz20, что соответствует требованиям чертежа на деталь. Спечённый материал показал хорошую обрабатываемость как токарным, так и фрезерным способом.

Рис. 7. Детали «корпус пиропатрона», полученные методом СЛС (слева) и из прутка (справа)
Заключение
По результатам проведённых исследований сделаны следующие заключения:
• Металлический порошок ПР 09Х16Н4Б, изготовленный предприятием АО «Полема», соответствует заявленному химическому и морфометрическому составу и соответствует требованиям к порошкам для технологии СЛС.
• В процессе СЛС из порошковых материалов формируется изделие с однородной ячеистой структурой. Однако качество структуры и отсутствие в ней дефектов связано с выбором оптимальных параметров процесса спекания (мощностью лазерного излучения и скоростью сканирования) для каждого конкретного порошкового материала.
• Режимы термической обработки, рекомендованные действующей НТД для деформированных полуфабрикатов, не изменили структурно-фазовый состав спечённых образцов и, как следствие, показатели твёрдости. Фактически после лазерного спекания материал имеет закалённую структуру. Возможности термической обработки синтезированных деталей требуют дополнительного исследования.
• Сварные швы образцов, выполненные электронно-лучевой и аргонно-дуговой сваркой, имеют удовлетворительное качество, соответствующее требованиям ОСТ 92—1114—80 «Соединения сварные. Общие технические требования», швы, полученные лазерной сваркой, имеют неудовлетворительное качество со множеством внутренних дефектов. Тем не менее для более убедительной оценки соединений необходимо исследование прочностных характеристик.
• Синтезированные детали из порошка 09Х16Н4Б хорошо поддаются механической обработке, позволяющей получить требуемую конструкторской документацией поверхность.
А.В. Дранков, Г.В. Калугин, И.Д. Махин, С.Ю. Шачнев




