

Специально для литейных производств компания REC разработала материал REC CAST на основе ПММА, при помощи которого можно печатать на FDM 3D-принтере выжигаемые модели для последующего литья металлами.
Материал прошел испытания в исследовательском центре МГУ. Результаты термогравиметрического анализа в динамической атмосфере воздуха показали, что массовая доля золы составила менее 0,1 % от массы напечатанного объекта, при этом допустимая температура выжигания от 409°C и выше (рис. 1). Таким образом, материал обладает предельно низкой зольностью, что делает его идеальным для создания выжигаемых мастер-моделей.
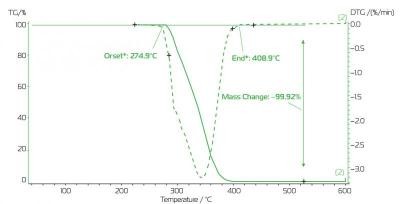
Рис. 1. ТГ и ДГТ-кривые
Весь процесс от печати до готовой детали из латуни покажем на примере двигателя для радиоуправляемого самолёта.
Сначала из материала REC CAST печатаем копию будущего изделия с необходимыми припусками на усадку и последующую механическую обработку (рис. 2). Для печати сложной геометрии в качестве материала поддержки используем REC HIPS.
После растворения поддержек из REC HIPS в D‑lemonene получена готовая мастер-модель (рис. 3).

Рис. 2. Напечатанная копия будущего изделия из REC CAST

Рис. 3. Готовая мастер-модель
Готовя модель к отливке, прикрепляем к ней литники (рис. 4). Для создания литников используется специальный выжигаемый воск. После подготовки литника модель помещается в опоку и заливается гипсом (рис. 5). Это создаёт прочную жаростойкую оболочку, в которую затем и будет производиться заливка расплавленного металла.

Рис. 4. Мастер-модель с литниками

Рис. 5. Готовые опоки — специальные емкости для удержания заготовки и формовочной смеси
Для сгорания модели опока помещается в печь и достаточно долгое время выдерживается при высокой температуре (рис. 6).

Рис. 6. Печь для отжига
Прожженная опока закрепляется в литейном аппарате и заливается металлом (рис. 7).

Рис. 7. Заливка металла
После литья опоке дают остыть, далее она разбивается и остатки гипса вымываются мощной струёй воды (рис. 8, 9).

Рис. 8. Деталь с остатками гипса

Рис. 9. Отмытая деталь с литниками
На следующем этапе отлитая деталь подвергнется механической обработке. Отделяются литники и проводится абразивная обработка (рис. 10).

Рис. 10. Готовая деталь после абразивной обработки
Так работает технология литья металлом по выжигаемым моделям. Раньше все, кому необходимо было получить мастер-модель для выжигания, были вынуждены точить их на фрезах из оргстекла и полистирола, эта технология хороша, но имеет некоторые ограничения по сложности моделей. Теперь же любой обладатель FDM 3D-принтера может изготовить мастер-модель практически любой сложности из REC CAST и обратиться к литейщикам для изготовления необходимой детали, не затрачивая значительных средств.
Печать REC CAST немногим сложнее, чем печать ABS-пластиком, и при должной сноровке можно добиться потрясающих результатов. А главное — стоимость печати одного кубического сантиметра теперь обходится в 10 раз дешевле, чем при печати на промышленных 3D принтерах.
Получить консультацию и приобрести материалы можно у нас.
Мы готовы ответить на любые ваши вопросы по 3D-печати.




