

Оптимизация лазерной наплавки позволяет получить слой быстрорежущей стали любой толщины, совместить наплавку и термическую обработку в одном процессе, в три раза увеличить износостойкость поверхности изделия по сравнению с быстрорежущей сталью.
Введение
Аддитивные технологии (АТ) широко применяются во многих отраслях промышленности и продолжают развиваться. С помощью АТ возможно путём послойного наращивания материала изготовление изделий различной формы и конфигураций. Для улучшения характеристик изделий используют металломатричные композитные покрытия, состоящие из смеси порошков разных металлов с различной по содержанию и химическому составу керамикой [1, 2]. При лазерной наплавке порошковой смеси методом АТ возможно образование различных дефектов, таких как трещины, поры и т. д., что снижает механические свойства изделий. К настоящему времени не разработаны методы определения оптимальных параметров наплавки, которые обеспечивали бы низкую шероховатость, монолитность и однородность структуры. Поэтому поиск оптимальных режимов (мощности лазерного излучения, скорости сканирования, шага сканирования, размера пятна и других) для данного материала или порошка производится эмпирически.
Целью работы является исследование влияния параметров лазерного воздействия на форму и характеристики получаемых наплавленных треков. Основная задача — проведение оптимизации процесса лазерной наплавки для получения монолитной наплавленной структуры с минимальным абразивным износом.
Метод лазерной наплавки для самофлюсующегося порошка ПГ-СР3
При наплавке никель-хромового износостойкого покрытия оптимальные режимы наплавки достигались при мощности лазерного излучения 1,65 кВт. Луч лазера сканировал по поверхности поперёк движения заготовки с частотой 62 Гц, скорость движения луча составляла 3,2 м/с, размах сканирования 5 мм (рис. 1). При этом скорость подачи заготовки составляла 1,2 м/мин. В качестве технологического оборудования использовался автоматизированный лазерный технологический комплекс (АЛТК), созданный в Новосибирске на базе СО2—лазеров, разработанных в Институте теоретической и прикладной механики СО РАН.

В результате концентрированного теплового воздействия порошковый сплав полностью расплавляется и сплавляется с предыдущим нанесённым слоем, образуя покрытие. Структура полученного покрытия дендритоячеистая (рис. 2). Тонко дифференцированная эвтектическая составляющая выделяется по границам дендритных ячеек. Выделения отдельных первичных карбоборидов не наблюдается. Твёрдый раствор имеет параметры, свидетельствующие о повышении концентрации в нем растворенных элементов. Это косвенно подтверждается в данной работе повышением микротвёрдости твёрдого раствора на 10–12% по сравнению с твёрдостью, получаемой при объёмной термической обработке.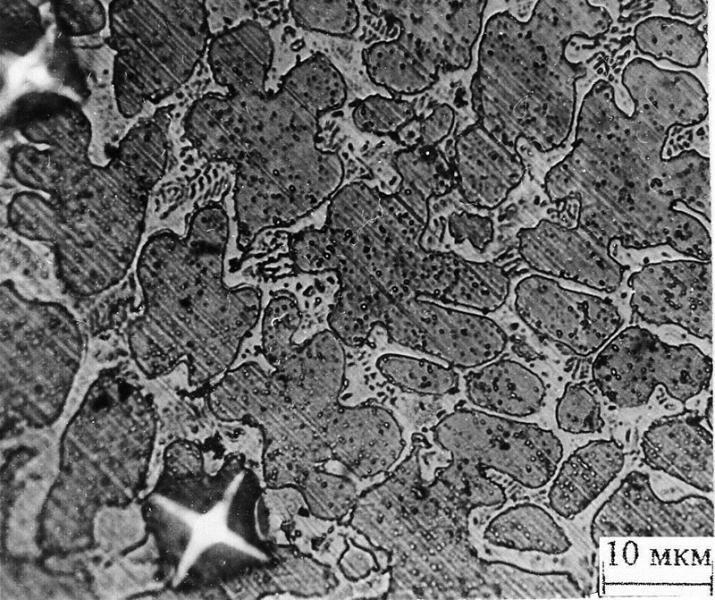
Рис. 2. Микроструктура покрытия ПГ-СР3, оплавленного лучом СО2-лазера
Лазерная наплавка быстрорежущей стали
Применение для обработки лазерного излучения мощностью около 2 кВт позволяет создавать на поверхности плотность мощности 2 МВт/см2. Это даёт возможность управлять градиентом температуры и локально воздействовать на зону обработки. Сочетание дозированной подачи порошковой стали типа Р6М5, защитных газов и лазерного излучения с заданным распределением интенсивности, сканирующего по поверхности обработки, позволило произвести регулируемый градиентный нагрев с целью получения тонкодисперсного распределения карбидов в первичной структуре.
Возможности повышения эксплуатационных свойств быстрорежущих сталей за счёт их легирования очевидно исчерпаны, хотя такие попытки продолжаются. Перспективным представляется путь совершенствования технологии за счёт управления процессами кристаллизации быстрорежущей стали (например, [3]). Скорость нагрева поверхности деталей излучением лазера такова, что очерёдность фазовых переходов в процессе расплавления структурных составляющих износостойких сплавов меняется. Эта особенность лазерной обработки представляет интерес в связи с возможностью совместить в одном технологическом процессе аддитивное наплавление материала и его термическую обработку. Карбиды вследствие более низкой теплопроводности плавятся позднее твёрдорастворной составляющей. Это даёт возможность использовать лазерное излучение для дробления сеток карбидов и карбидов эвтектик и эвтектоидов.
В данной работе в качестве присадки использовали порошок из стали типа Р6М5 (0,8% С; 3,9% Сr; 6,1% W; 4,9% Мо; 1,8% V), который распределялся перед лазерной обработкой на поверхности основы без какого-либо связующего с помощью специального дозатора-кристаллизатора (рис. 2). Основой служили листовые заготовки в виде диска толщиной 2 мм, изготовленные методом лазерной резки из стали 65Г (0,63% С; 1,1% Mn; 0,32% Si) после полной закалки и отпуска на твёрдость 45 HRC. Заготовка получала движение подачи V, а луч лазера сканировал поперёк направления подачи с амплитудой А. Градиент температуры в изделии регулировали, изменяя мощность излучения, скорость подачи V, толщину укладываемого слоя порошковой шихты, а также амплитуду и шаг сканирования. Наплавленный слой получали на боковой поверхности путём торцевой наплавки по краю заготовки при её угловой подаче в плоскости, перпендикулярной оси лазерного луча, а также на цилиндрической образующей диска (радиальная наплавка) при радиальном направлении лазерного пучка относительно заготовки. Оптимальные режимы наплавки достигались при мощности лазерного излучения 1,5 кВт.
Исходный порошок с частицами диаметром до 150–170 мкм имеет структуру, характерную для порошковой стали, полученной методом распыления жидкой фазы, — дендриты твёрдых растворов с дисперсными выделениями карбидов. Оплавленные зерна при охлаждении становятся центрами роста дендритных кристаллов наплавки (рис. 3). При увеличении толщины порошкового слоя, подвергаемого лазерной обработке, глубина проплавления основы уменьшается. При толщине обрабатываемого слоя более 2 мм появляются не сплавившиеся с основой участки, разделённые с ней плёнкой окислов. Измерение микротвердости структурных составляющих наплавленного слоя показали, что на границе с наплавкой температура зоны лазерного воздействия обеспечивает гомогенизацию аустенита и последующую его закалку на мартенсит с микротвердостью до 11 ГПа.
Структура наплавляемой стали Р6М5 имеет дендритное строение (рис. 3). В сечениях ветвей дендритов высоколегированного аустенита располагаются кристаллы мартенсита (рис. 4). Карбиды выделились в междендритном пространстве в виде эвтектических колоний, а также цепочками отдельных частиц, которые местами образуют сплошной каркас. Толщина полученного покрытия определяется назначением и видом наплавки. При необходимости наращивания покрытия возможна наплавка в несколько слоёв. Полученный наплавкой слой имеет достаточно высокую твёрдость, однако неоднородное распределение карбидов в виде эвтектической сетки по границам дендритных ячеек не обеспечивает необходимой вязкости и трещиностойкости материала. Для диспергирования карбидной сетки производили лазерную обработку полученной наплавки с температурно-временными параметрами, обеспечивающими твердожидкое состояние наплавленного слоя. Структура наплавленной стали Р6М5 во фронте движения лазерного луча и после повторной лазерной переплавки представлена на рис. 5. Во фронте первично переплавленного участка наблюдается увеличение травимости, обнаруживаются микропоры, имеются неметаллические включения. После вторичной переплавки карбидная эвтектика дробится на отдельные частицы. Общее количество карбидной фазы уменьшается. Одновременно увеличивается легированность твёрдого раствора. По сути, лазерная переплавка полученного слоя представляет собой разновидность зонной очистки. В зоне лазерного влияния происходит повторная закалка, развиваются диффузионные процессы на границе с наплавленным слоем. Все это способствует улучшению механических свойств получаемого металла.

Рис. 3. Металлографический анализ однослойной наплавки стали Р6М5. Распределение карбидов. Масштаб 1:1000
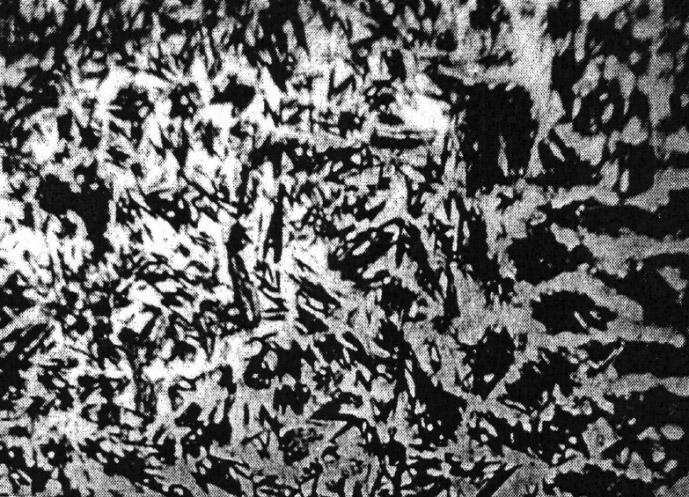
Рис. 4. Металлографический анализ наплавки Р6М5. Типичный мартенсит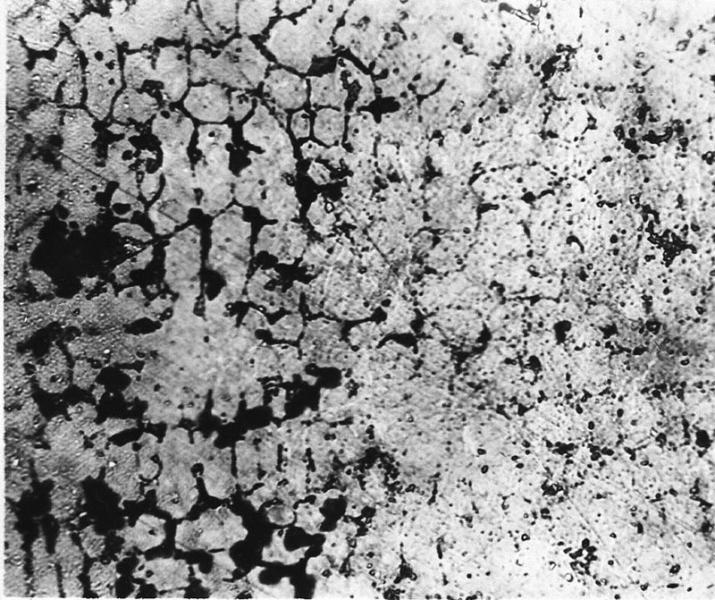
Рис. 5. Микроструктура наплавленной стали Р6М5 во фронте движения лазерного луча и после повторной лазерной переплавки
Рис. 6. Микроструктура покрытия в несколько слоёв — высоколегированная аустенитно-мартенситная смесь с дисперсионным включением карбидов
Толщина аддитивно получаемого материала определяется назначением создаваемой детали. При необходимости наращивания покрытия возможна наплавка неограниченного количества слоёв. Толщина повторного и последующих слоёв выбиралась около 80% от глубины проплавления стали Р6М5. Нижние слои при послойной наплавке попадают в ЗЛВ. Выбранный режим повторного лазерного воздействия на ранее наплавленную сталь Р6М5 обеспечивает благоприятные изменения в распределении карбидов. Вследствие оплавления сетка карбидов разделяется на отдельные частицы (рис. 6), происходит коагуляция и растворение карбидов. Это, в свою очередь, увеличивает легированность аустенита, образующегося при последующей наплавке.
Послойным наращиванием удалось получить наплавленный слой любой толщины без каких-либо макродефектов с твёрдостью 63–64 HRC. После стандартного трёхкратного отпуска при 560°C твёрдость наплавленной стали Р6М5 увеличивается до 66–67 HRC.
Упрочнение никель-хромовых самофлюсующихся сплавов карбидом вольфрама
Как показано ранее, при испытании наплавленного самофлюсующегося сплава ПГ-СРЗ не наблюдалось охрупчивающего влияния сетки карбоборидов по границам дендритных ячеек. Было установлено, что увеличение доли твёрдых фаз в наплавленном покрытии снижает сопротивление ударно-абразивному изнашиванию. Структурные исследования показали, что это связано с выкрашиванием фрагментов покрытия по хрупкой карбидной сетке, выделившейся по границам дендритных ячеек. Однако, учитывая высокую твёрдость покрытия, можно ожидать высокой его износостойкости при работе в массе абразивных частиц и трении о закреплённый абразив.
С учётом этих данных были составлены композиции наплавочных материалов из самофлюсующегося никель-хромового сплава ПГ‑10 Н‑01 и карбида вольфрама, который вводили в виде тонкодисперсного порошка и в виде сфероидизованных частиц релита — плавленого карбида вольфрама.
Оскольчатая форма зёрен дроблёного литого карбида вольфрама благоприятна при статической нагрузке, однако при работе с ударными, циклическими нагрузками такие включения способствуют возникновению микротрещин и выкрашиванию износостойкой наплавки. В данной работе исследована технологическая возможность получения износостойкого покрытия из смеси порошкового самофлюсующегося сплава со сферическим релитом. Частицы релита преимущественно сферической формы имеют диаметр 53–83 мкм, что по ГОСТ 21448–75 соответствует классу ОМ — «очень мелкий». Порошковая шихта составлялась из 55% самофлюсующегося порошкового сплава ПГ‑10 Н‑01 (С — 0,4%; Si — 2,6%; B — 2,0%; Cr — 13,5%; Ti — 0,1% Ni — основа) с добавлением 45% релита. Шихту укладывали на основу из стали 65 Г (0,63% С; 1,1% Мn; 0,32% Si) с помощью специального дозатора-кристаллизатора. Обработку слоя осуществляли лучом непрерывного СО2-лазера номинальной мощностью 2 кВт с заглубленным фокусом. Оптимальные режимы наплавки соответствуют мощности лазерного излучения 1,65 кВт и скорости перемещения луча по поверхности 3,2 м/мин. Размах сканирования луча — 5 мм.
При плавлении Ni-Cr-B‑Si-С сплава частицы релита остаются твёрдыми. Поверхность частиц карбида вольфрама растворяется в расплавленном никель- хромовом сплаве. Происходит взаимная диффузия компонентов, увеличивается количество карбидной эвтектики и мелких карбидов при последующей кристаллизации (рис. 7а, б). Частицы релита имеют весьма высокую твёрдость. Микротвёрдость, определенная на приборе ПМТ‑3 при нагрузке на индентор 50 г, составила Н50 = 32,36 ГПа. Для сравнения — микротвердость стали 65Г, закалённой при лазерной обработке на мартенсит, составляет Н50 = 10,7 ГПа.

Рис. 7. Микроструктура наплавленного слоя самофлюсующегося никель-хромового сплава ПГ‑10 Н‑01 с 45% карбидом вольфрама
Износостойкость полученного композиционного покрытия оценивали при трении о жёстко закреплённый абразив в соответствии с требованиями ГОСТ 17367–71. Одновременно испытывали образцы покрытия, полученные лазерной наплавкой износостойкого сплава ПГ—10 Н—01 и наплавкой порошковой быстрорежущей инструментальной стали Р6М5—ПМ (0,84% С; 0,48% Si; 0,5% Mn; 3,9% Cr; 6,1% W; 1,9% V; 4,9% Мо;). Появления трещин, отколов, выкрашивания наплавки во время испытаний не наблюдалось. Результаты испытаний приведены в таблице 1.
| Состав покрытия | Твёрдость | Vизноса, • 10-7, кг/с |
|---|---|---|
| ПГ—10Н—01 | HRCэ 45–48 | 25,0 |
| Р6М5—ПМ | HRCэ 66 | 15,6 |
| ПГ—10Н—01—55% Релит — 45 % | Релит Н50 = 32,36 ГПа | 4,9 |
Износостойкость самофлюсующегося никель-хром-бор-кремниевого сплава при трении о жёстко закреплённый абразив увеличилась в 5 раз за счёт дополнительного упрочнения релитом сферическим и более чем в 3 раза превышает износостойкость быстрорежущей стали.
Заключение
Результаты исследования показали технологическую возможность наплавки быстрорежущей стали с помощью лазерного излучения. Регулирование термических циклов лазерной наплавки позволяет получить наплавленную быстрорежущую сталь со структурой высоколегированной аустенитно-мартенситной смеси с дисперсными включениями карбидов. Это позволяет получить слой любой толщины быстрорежущей стали с распределением первичных карбидов в виде отдельных частиц, совмещая наплавку и термическую обработку покрытия в одном технологическом процессе.
Релит сферический можно рекомендовать в качестве компонента износостойких покрытий и наплавок для деталей, работающих в условиях абразивного износа: бурового инструмента, рабочих органов землеройных, строительных и дорожных машин, глиномесов, деталей металлургического оборудования и др. ■
А. Г. Маликов, А. М. Оришич
Институт теоретической и прикладной механики им. С. А. Христиановича СО РАН
630090, Россия, г. Новосибирск, ул. Институтская, 4/1, laser@itam.nsc.ru#EMAIL%3Amailto%3Alaser%40itam.nsc.ru#>
Литература
1. Davydova A., Domashenkov A., Sova A. et al. Selective laser melting of boron carbide particles coated by a cobalt-based metal layer. J. Materials Process. Technol. V. 229. P. 361–366 (2016).
2. Фомин В. М., Голышев А. А., Косарев В. Ф. и др. Создание гетерогенных материалов на основе порошков B4C и Ni методом холодного газодинамического напыления с последующим послойным лазерным воздействием // Прикладная механика и техническая физика. Т. 58. № 5. С. 218— 227 (2017).
3. Нижниковская П. Ф., Калинушкин Е. П., Аршова Е. В., Якушев С. С. Влияние скорости охлаждения на механизм и кинетику фазовых превращений при затвердевании W-Мобыстрорежущих сталей // МиТОМ. 1987. № 9. С. 7–11.
<#link#Источник




