

Введение в технологию песчаных формТехнология изготовления песчаной формы, не так уж сложна, если ты подкованный специалист, а вот если ты обычный бухгалтер или маркетолог (мы ни в коем случае не хотим обидеть специалистов этих профессий), то это может вызвать некоторые вопросы.
Проектирование и моделирование песчаной формы
Давайте же разберемся, что тут такого сложного?
Первая сложность – это проектирование литейных форм и последующее моделирование заполнение формы жидким расплавом с его дальнейшим охлаждением. Там даже специалисты могут справиться не с первого раза. Благо есть программы, которые моделируют процесс заливки и есть возможность исправить форму до процесса ее печати так, чтобы минимизировать дефекты, образующие в последствие в отливках (например NovaFlow). Требуется правильно спроектировать полностью литниково-питающую систему, чтобы обеспечить корректное заполнение и охлаждение формы для получения годного и максимально лишенного дефектов литья без снижения его прочностных характеристик.

Особенности работы с разными металлами
Как пример, можно привести непонимание того, что форма для литья имеет определенные критичные моменты (например, разную толщину стенки) под РАЗНЫЙ металл. Ведь температура плавления в зависимости от типа сплава различна, для алюминиевых сплавов, в среднем 600 °C, а для стальных сплавов, в среднем от 1400°C. Благо есть проверенные специалисты, которые все понимают и могут спроектировать и промоделировать формы для литья под различные сплавы.
Песчаные формы. Выбор оборудования
Вторая проблема это сам 3Д принтер. Их достаточно большой выбор, разных брендов и конфигураций. Важно выбрать правильный и качественный с хорошим сервисом в России, чтобы если что всегда «скорая 3д принтерная помощь» приехала быстро и оперативно, и, что немало важно, говорила на русском языке!
Но допустим, у вашей компании есть такие компетенции и, выбрав проверенного поставщика, купили оборудование, вам провели пуско-наладочные работы, и машина готова печатать.
Квалифицированные кадры в литейном производстве
Следующая проблема, с которой вы столкнетесь – это квалифицированные кадры. Важно понимать, что вам понадобятся технологи-литейщики и операторы для самого 3д принтера.
Чтобы сэкономить время и деньги, избежать ошибок и снизить брак, лучше найти поставщика с опытом, который проведет подробное обучение или как вариант обратиться в ВУЗЫ, пример быстрой программы повышения квалификации: «Аддитивные технологии в литейном производстве» от Московского Политеха.
Процесс заливки и отливки деталей
Далее отливка деталей. Из рассказов моих знакомых литейщиков и сотрудников сервисного отдела, некоторые сотрудники литейки, порой, даже не представляют насколько неправильно льют металл. Такое ощущение, что некоторые даже не знают, что у них там за сплав. Но мы же тут не обучать их собрались, поэтому опустим эти подробности. Будем надеяться, что ваши операторы достаточно компетентны и/или вы, как руководитель производства знаете все тонкости и обязательно донесете это до сотрудников.
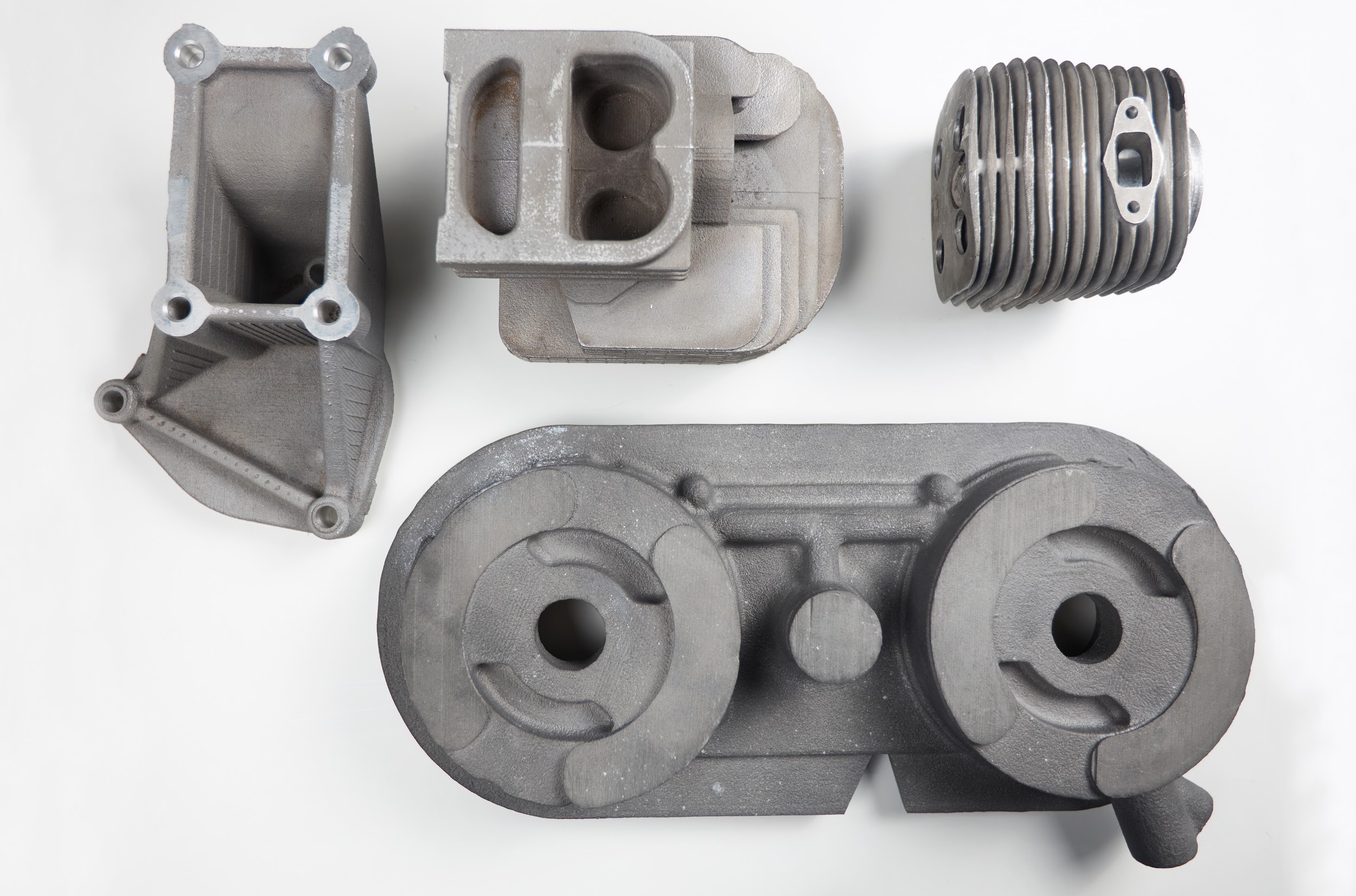
Финишная обработка отливок
И вот вы/ваше производство залили формы, они остыли, вы извлекли куст отливок из песчаной формы. Что же дальше?

Далее идет удаление остатков песчаной смеси, если они есть, обрезка прибылей и литников.
Финишная обработка, зачистка литников и последующая механическая обработка.
Заключение: песчаные формы — это просто?
В итоге процесс изготовления песчаных форм не так сложен, если учитывать ключевые этапы и привлекать профессионалов. Современные технологии и обучение помогают минимизировать ошибки и получать качественные отливки.




