

J. Seufzer, K. M. Taminger
NASA Langley Research Center, Hampton VA 23692
Аннотация
Разработка управления обратной связи для электронно-лучевого аддитивного процесса в космическом пространстве является сложной задачей. Для применения на земле или в космосе узлы должны работать в условиях вакуума, а вот оптические узлы становятся не прозрачными из-за осаждения паров металлов. Для внеземных применений дополнительные комплектующие увеличивают вес аппарата при запуске, усложняют его конструкцию и увеличивают объем работ по сертификации космических полетов. Здесь мы представляем программное обеспечение, которое тесно связывает процессы движения траектории и управления параметрами электронного луча в процессе наплавки для увеличения гибкости процесса. В условиях, когда сбор данных мешает управлению в реальном времени, рассматривается другой подход, который все равно позволит получить качественную наплавку.
Введение
Исследователи из Исследовательского центра НАСА Лэнгли разработали процесс электронно-лучевой наплавки изделий свободной формы (EBF3) – процесс быстрой наплавки металла, который эффективно работает с различными сплавами. [1, 2, 3]. Процесс EBF3 может быть использован для наплавки сложной унифицированной детали аддитивным методом, слой за слоем, хотя целесообразно использовать его в качестве производственного процесса для наплавки деталей, компонентов, изготовленные из упрощенных отливок и поковок или листового проката. На рисунке 1 показана схема системы EBF3. Процесс EBF3 заключается в том, что металлическая проволока вводится в сварочную ванну с расплавом, которая создается и поддерживается с помощью сфокусированного электронного луча в вакуумной среде (1×10-4 Торр или ниже). Работа в вакууме обеспечивает чистоту процесса и устраняет необходимость использования расходуемого защитного газа.
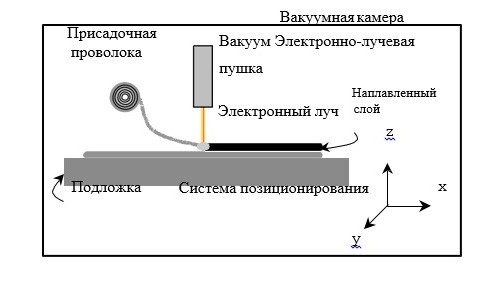
Рисунок 1. Схема системы электронно-лучевой наплавки изделий свободной формы (EBF3).
EBF3 процесс почти на 100% эффективен по использованию сырья и приближается к 95% эффективности по использованию энергии. Электронный луч эффективно используется при работе с любым электропроводящим материалом, включая сплавы с высокой отражающей способностью, такие как алюминий и медь. Различные свариваемые сплавы могут быть использованы в процессе EBF3; но для того, чтобы определить возможность наплавки не свариваемых сплавов, необходимы дальнейшие исследования. EBF3 процесс способен обеспечить как наплавку при скорости наплавки свыше 2500 см3 ч-1 (150 дюйм3 ч-1) так и более тонкую детализацию при более низкой скорости наплавки на том же оборудовании. Диаметр присадочной проволоки является определяющим фактором, построение мельчайших деталей достижимо с помощью этого процесса: проволока тонкого диаметра может использоваться для добавления мелких деталей, а проволока большого диаметра – для увеличения скорости наплавки при больших объёмах наплавки. В системе с двойной подачей проволоки, которая может управляться одновременно и независимо, два устройства подачи проволоки могут быть загружены проволокой тонкого и большого диаметра для различного выполнения задания или двумя различными сплавами для облегчения производства изделий с композитным составом.
Как и во всех новых процессах, электронно-лучевая наплавка изделий свободной формы EBF3, большая часть параметров управления и выбора параметров обработки были получены эмпирическим путем. Для разработки автоматизированной системы управления требуется лучшее понимание процесса. Полученные наработки и методы, разработанные для другого процесса наплавки, процесса Laser Engineered Net Shaping (LENSTM) могут применяться к процессу EBF3 [4 ,5]. Система управления LENSTM обратной связи реализовалось в патенте US Patent номер 6,459,951, 1 Октября 2002, и описывает метод, использующий оптическую и тепловую визуализацию для контроля сварочной ванны и
высоты наплавки с использованием обратной связи. Однако из-за трудностей с контролем массового расхода порошка и медленной скорости сканирования лазера Nd:YAG с ламповой накачкой в технологии LENSTM управление обратной связью было установлено косвенно через контроль скорости, понимая влияние входных параметров процесса на термодинамику (на что указывает размер и форма сварочной ванны) и геометрию наплавки (на что указывает высота валика). EBF3 процесс предлагает много дополнительных уровней управления по сравнению с процессом LENSTM , что позволяет разработать другую методологию управления обратной связи и достичь более тонкого управления процессом.
Методы контроля
Процесс EBF3 имеет четыре входных параметра, которые влияют на пять выходных параметров. Входными параметрами являются мощность луча, форма луча, скорость перемещения и скорость подачи проволоки. Изменения этих параметров влияют на высоту и ширину валика (или геометрию), состав металла (или химический состав), остаточные напряжения в конечной детали и деформации готовой детали. Взаимодействие входных параметров является сложным и нелинейным, и в настоящее время для нахождения желаемых комбинаций требуется метод проб и ошибок и опыт человека. Даже когда найден набор приемлемых параметров, то есть входные параметры, которые дают хорошую геометрию, химический состав и т.д., все равно существует некоторая изменчивость в рамках процесса, что мотивирует разработку системы управления с обратной связью. Эта система позволит контролировать процесс наплавки, измерять изменчивость и корректировать систему по ходу наплавки.
Существует три метода управления процессом EBeam: прямая, курсовая и точная обратная связь. Здесь объясняется каждый из трёх видов управления процессом, а также их соответствующие преимущества и недостатки. Поскольку EBF3 может применяться в промышленности, на низкой околоземной орбите и на Луне/Марсе, также обсуждаются проблемы проектирования для этих сфер применения.
Прямая обратная связь (или Открытая обратная связь)
Термин “прямая” используется для обозначения того, что информация о процессе сварки/наплавки известна априори. То есть, информация поступает только во время процесса наплавки, обратная связь отсутствует. Рисунок 2 иллюстрирует этапы, используемые в этом процессе. Во-первых, программное обеспечение CAD (Computer Aided Design) используется для определения геометрии детали. Во-вторых, программное обеспечение CAM (Computer Aided Manufacturing) преобразует геометрию детали в слои, которые будут созданы в процессе аддитивного процесса. В-третьих, параметры управления EBeam вводятся вручную в файл команд траектории движения оснастки. В- четвертых, ЧПУ (компьютерное числовое управление), параметры управления EBeam и команды траектории оснастки передаются на установку для изготовления детали.
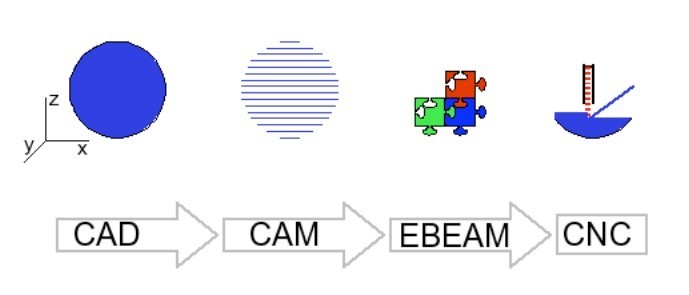
Рисунок 2. Классический подход, используемый для аддитивного производства с дополнительным этапом, электронно-лучевой наплавки EBF3. Стрелки представляют собой пошаговый процесс с потоком информации только в прямом направлении.
Нелинейная зависимость между входными параметрами и их ролью в окончательном химическом составе наплавленного изделия была показана в недавнем исследовании DOE (Design Of Experiments). На рисунке 3 показано, что скорость перемещения и мощность луча по отдельности играют очень малую роль в химическом составе валика наплавки. В совокупности они играют вторую по силе роль в характеристике химического состава валика наплавки и влияние не рассматривается линейно.
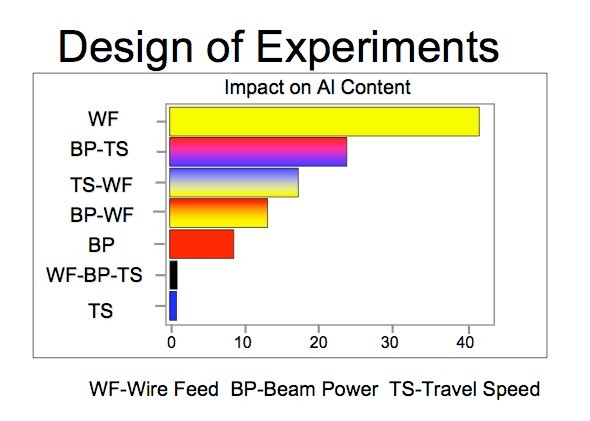
Рисунок 3. Результаты экспериментов, показывающие сложное взаимодействие
скорости подачи проволоки, мощности луча, скорости перемещения и их влияние на химический состав алюминия.
Основным преимуществом управления прямой обратной связи является его очевидная простота, поскольку поставляемый производителем установка EBeam не нуждается в модернизации. Недостатком этого метода является то, что комбинацию входных параметров должен выбирать человек-эксперт, обученный методом проб и ошибок. Кроме того, даже при оптимальном выборе параметров управления EBeam, только некоторые простые детали можно изготовить без вмешательства оператора. То есть, человек в системе следит за процессом наплавки и вносит небольшие коррективы, в мощность луча и подачу проволоки по ходу наплавки. Кроме того, даже при корректировке оператором могут возникать ошибки. На рисунке 4 показана наплавка с ошибкой угла построения. Около 50 слоев были уложены очень равномерно, но ближе к концу наплавки что-то изменилось, и небольшая ошибка на одном слое стала накапливаться в последующих слоях. В других наплавках были предприняты попытки исправить проблемные наплавки с помощью вмешательства человека, но иногда безуспешно.
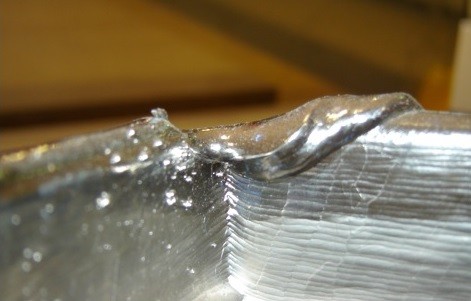
Рисунок 4. Ошибка наплавки после примерно 50 успешных слоев. Небольшая ошибка в одном слое накапливается в последующих слоях.
Метод прямой обратной связи может быть усовершенствован путем проведения обширных исследований и получение результатов. Данные этих экспериментов будут использоваться для количественной оценки взаимосвязей между параметрами и позволит преобразовать эти знания о процессе в алгоритмы. Следует отметить, что эти взаимосвязи необходимо понимать как для метода прямой обратной связи, так и для
любого другого метода управления. Возможно, относительно простые наплавки можно выполнить без обратной связи, но опыт показывает, что для более сложных наплавок потребуется определенный уровень контроля с использованием обратной связи.
Курсовая обратная связь
Здесь мы представляем управление траекторией с использованием обратной связи. Этот метод цикл обратной связи не на уровне контроля в реальном времени, а на более широком уровне. Все этапы классического процесса CAD/CAM/CNC по-прежнему используются, но добавляется функция обратной связи и функция сравнения. В этом методе исходный чертёж детали включён в управление обратной связи. На рисунке 5 показан поток информации. Сначала берется один слой из чертежа детали (CAD) и используется для создания траектории перемещения инструмента в (CAM). Информация о параметрах процесса Ebeam добавляется в траекторию инструмента, и установка для наплавки с (ЧПУ) наплавляет этот слой. После одного или нескольких слоев (в зависимости от требования к допуску) выполняется замер высоты профиля наплавляемого слоя. Эта информация о высоте поступает обратно в систему и используется для вычисления высоты следующего слоя из данных CAD системы. Например, если высота наплавленного валика была принята 0,030″, а средняя высота валика была получена измерением 0,025″, то следующий слой из чертежа CAD будет взят на 0,025″ выше предыдущего слоя. Эта ошибка в 0,005 дюйма, если ее распространить на 100 слоев, приведет к тому, что деталь будет слишком маленькой на 0,5 дюйма, а характеристики по высоте сборки будут ниже, чем предполагалось. Если деталь будет нуждаться в окончательной обработке, команды обработки ЧПУ, которые предполагают получение наплавки в зоне допуска, не позволят получить качественную деталь.
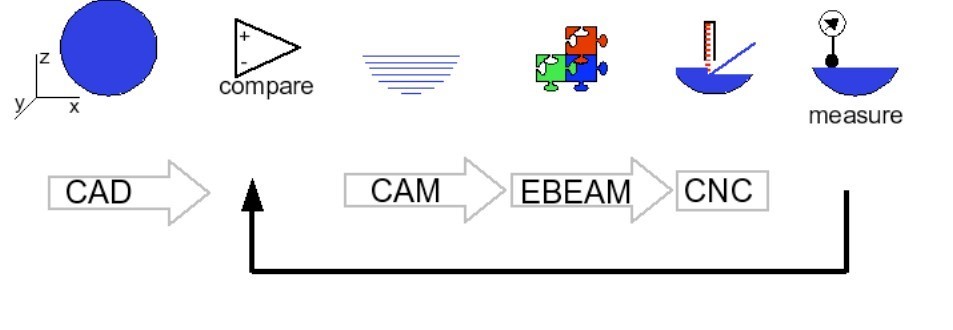
Рисунок 5. Добавление пути обратной связи с применением способа непосредственного замера. Здесь стрелки направления показывают путь обратной связи с информацией, которая будет использоваться для планирования следующего слоя наплавки.
Коррекции не ограничиваются высотой слоя. Если произошла ошибка и вдоль траектории движения инструмента, измерено углубление, то на этапе процесса EBeam можно изменить параметры процесса EBeam для следующего слоя так, чтобы углубление было заполнено. Кроме того, исправления не ограничиваются высотой. В зависимости от особенностей системы измерения после наплавки, при необходимости
можно измерить ширину валика и применить поправки на размер ширины валика.
Любые поправки, которые должны быть применены, все еще зависят от глубокого понимания того, как параметры EBeam будут действовать в методе прямых замеров. Например, коррекция высоты валика не может быть простым вопросом подстройки одного параметра на измеренное расстояние. Для получения правильной геометрии и химического состава необходимо одновременно настраивать несколько параметров. Поэтому маловероятно, что простым линейным контролем можно управлять процессом EBeam.
Основным преимуществом управления с обратной связью является то, что это относительно простой шаг в развитии метода прямых измерений. Для измерения геометрии наплавки необходимы датчики и обработка, но они относительно просты и могут быть доступны в готовом виде у производителя установки. После получения информации о геометрии, сравнение этой информации со схемой CAD является относительно простым процессом. Любое оборудование, используемое для контроля процесса наплавки, должно работать в вакууме и справляться с осаждением паров металла. Поскольку измерения можно проводить только при выключенном электронном луче, в этом случае защитные экраны могут защитить устройство от осаждения паров металла.
Дополнительное преимущество относительно простой системы является целесообразное применение в космосе. Во-первых, дополнительное оборудование увеличивает вес и напрямую влияет на стоимость запуска. Во-вторых, более простая система даже до запуска легче интегрируется и тестируется. В-третьих, более простая система не требует много времени для обслуживания, меньше потребляет энергии и более надежна.
Точная обратная связь
Точная обратная связь включает датчики для контроля и корректировки процесса сварки в режиме реального времени. На рисунке 6 показан поток данных для этого метода. Как и в случае с методами прямой и обратной связи отслеживания траектории, первые шаги заключаются в получении CAD-чертежа, нарезке его на слои с помощью программного обеспечения CAM и объединении информации о траектории инструмента с параметрами EBeam процесса. Этот метод предполагает, что информация, поступающая напрямую, дает качество наплавки, относительно близко к желаемой геометрии и химическому составу, и что любые корректировки будут относительно небольшими. Когда установка электронно-лучевой наплавки создает слой, процесс тщательно контролируется, и информация немедленно поступает в устройство обратной связи. Поток информации о наплавке сравнивается с желаемыми командами, и сигнал об ошибке используется для настройки системы ЧПУ.
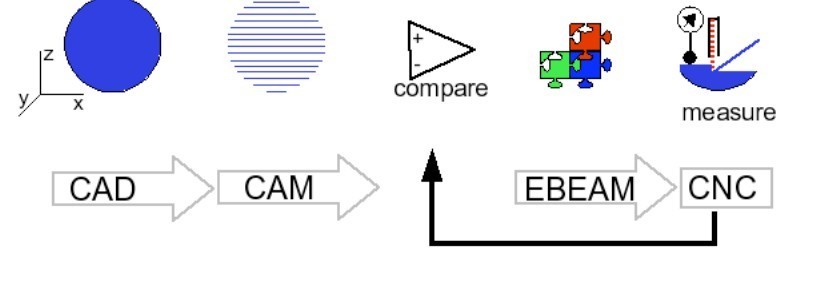
Рисунок 6. Добавление пути точной обратной связи. Здесь стрелки показывают путь обратной связи с информацией, которая будет использована для корректировки управления ЧПУ в режиме реального времени. По сравнению с управлением с грубой обратной связью информация CAM, или слои сборки, вычисляются один раз.
Температура ванны расплава, геометрия ванны расплава и высота наплавки являются вероятными параметрами для контроля процесса наплавки. Непосредственное наблюдение за ванной расплава показывает, что по мере добавления слоев остаточное тепло от предыдущих слоев влияет на геометрию ванны расплава. Обратная связь позволяет поддерживать относительно постоянную температуру в ванне расплава, что влияет на повторяемость процесса наплавки от слоя к слою (для геометрии и химического состава).
Температура и геометрия ванны расплава, по-видимому, взаимосвязаны, и одного лишь контроля температуры может быть достаточно для обеспечения стабильности металлургического процесса. Измерение геометрии ванны расплава имеет значение для определения того, как проволока приближается к ванне расплава. Когда проволока приближается к ванне расплава, она начинает плавиться под действием электронного луча, а затем стекает в ванну расплава. Поверхностное натяжение жидкого металла позволяет существовать перемычке между приближающейся проволокой и ванной расплава. Наблюдение за формой этой перемычки является индикатором того, приближается ли проволока к ванне расплава на необходимой высоте. Наблюдения в земном, лунном, марсианском и с 0 гравитацией показывает, что поверхностное натяжение и, следовательно, поддержание этой перемычки является критическим для процесса наплавки. Для измерения этой перемычки и подачи сигнала в схему устройства обратной связи, которая контролирует высоту Z валика в процессе наплавки, может быть применена обработка изображений.
Если температура ванны расплава, геометрия ванны расплава и высота наплавки могут быть эффективно измерены и переданы в систему управления установкой, следующее, что необходимо рассмотреть, — это время срабатывания системы установки. Необходимо оценить время срабатывания осей перемещения установки, механизма подачи проволоки и мощности электронного луча, чтобы обеспечить стабильность управления процессом.
Преимущество этого метода заключается в том, что обратная связь в процессе наплавки происходит практически мгновенно и обеспечивает стабильную наплавку. Например, высота практически не должно быть колебаний высоты в данном слое, которые могли бы привести к необходимости изменения следующего слоя. Кроме того, при тщательном мониторинге и контроле ванны расплава, химический состав наплавки должен быть приближен к исходному материалу. Дополнительное контрольно- вычислительное оборудование усложняет систему, но эта сложность может быть оправдана, если она повышает качество и снижает необходимость вмешательства оператора. Хотя дополнительная сложность может оправдать себя в производственных условиях, но в условиях космоса, система имеет недостатки. Как упоминалось ранее, усложнение системы увеличивает ее вес, повышает требования к процессу внедрения и тестирования, потенциально повышает требования к техническому обслуживанию и потенциально снижает надежность.
Резюме
Существуют причины использовать все три подхода с прямой и обратной связью. С одной стороны, они представляют собой путь развития от простого метода к более сложным методам. Во-первых, понимание сложных взаимосвязей между входными параметрами и наплавкой требует понимания алгоритма, расширяет применение до ограниченного числа успешных параметров процесса. Это имеет значение не только для сложных геометрий наплавки, но и для химического состава, остаточных напряжений, деформаций. Во-вторых, добавление управления упрощенной системы обратной связи представляется простым шагом развития, который может быть реализован с помощью готового оборудования и относительно простого программного обеспечения. Этот шаг развития также добавляет возможность применения в процессе ремонта изделия, когда топографические особенности детали измеряются и сравниваются с оригинальным CAD- чертежом, а траектории инструмента и параметры электронного луча используются для наплавки недостающего материала. Выбор успешных параметров EBeam зависит от стабильной работы, открытой системы обратной связи. В-третьих, добавление точной системы обратной связи дает возможность более качественного контроля геометрии и химического состава, но ценой повышения сложности оборудования. Для определенных областей применение всех трёх методов может быть выгодно.
Заключение
В данной статье обобщается текущее состояние знаний, касающееся управления обратной связью EBF3 процесса. Были рассмотрены проблемы наземного и космического применения, связанные с добавлением датчиков для контроля наплавки. Некоторые из этих проблем носят технический характер, другие связаны с подготовкой новой системы к космическому полету.
Ссылки
[1] Taminger, K. M. B.; and Hafley, R. A.: “Electron Beam Freeform Fabrication: A Rapid Metal Deposition Process.” Presented at the 3rd Annual Automotive Composites Conference; Troy, MI; September 9-10, 2003. In Proceedings.
[2] Wallace, T. A.; Bey, K. S.; Taminger, K. M. B.; and Hafley, R. A.: “A Design of Experiments Approach Defining the Relationships Between Processing and Microstructure for Ti-6Al-4V.” Presented at the 15th Solid Freeform Fabrication Symposium; Austin, TX; August 2-4, 2004. In Proceedings (refereed).
[3] Taminger, K. M. B.; and Hafley, R. A.: “Characterization of 2219 Aluminum Produced by Electron Beam Freeform Fabrication.” Presented at the 13th Solid Freeform Fabrication Symposium; Austin, TX; August 4-8, 2002. In Proceedings, 482-489.
[4] Griffith, M. L.; et al.: “Understanding Thermal Behavior in LENS Processing of Structural Materials.” Presented at TMS Annual Meeting, 1999. In Proceedings.
[5] Griffith, M. L.; et al.: “Understanding the Microstructure and Properties of Components Fabricated by Laser Engineered Net Shaping (LENS).” Department of Energy report. June 2000.




