

Представьте себе производственный процесс, в котором сложные металлические детали создаются даже не за часы, а за считанные минуты, причем, с непревзойденной точностью. Таков потенциал зонального АП — нового передового метода 3D-печати, который в обозримом будущем способен изменить правила игры в отрасли. Как устроена эта технология и чем она отличается от привычных нам технологий АП по металлам, – давайте разбираться.
Что такое зональное АП?
Зачастую аддитивщики и «классические» промышленники при обсуждении 3D-печати металлами и сплавами сразу же негласно решают, что речь идет о популярной технологии L-PBF/SLM, в которой лазер или лазеры достаточно шустро сканируют поверхность порошка с получением твердотельных деталей. Что ж, несмотря на количество предустановленных лазерных источников (которые заметно увеличивают стоимость установки), данная технология использует точечный способ печати, ограниченный производительностью всего процесса (скорость сканирования и мощность лазера, высота слоя металлопорошка). Вот здесь и кроется проблема всегдашнего ограничения в лазерах. Зональное АП (англ. Area-Exposure Additive Manufacturing) делает заметный шаг вперед, используя световую маску для сплавления частиц порошка всего слоя одновременно. В качестве источника используется цифровое микрозеркальное устройство DMD (англ. digital micromirror device) или жидкокристаллический дисплей LCD (англ. liquid crystal display), каждый из которых способен проецировать световую маску, не прибегая к векторному и длительному сканированию.
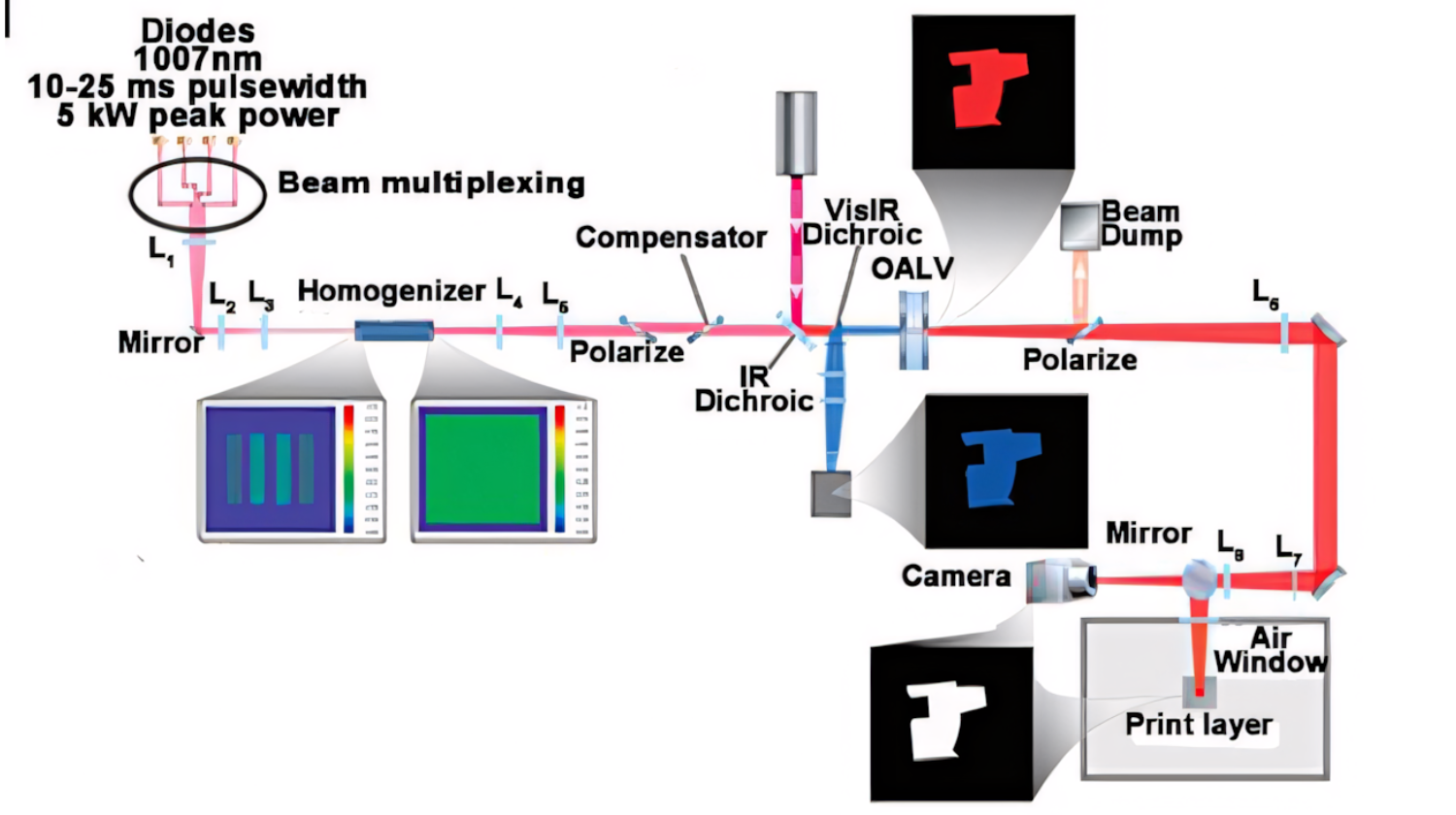
Рис. Схема зонального АП
Как работает зональное АП?
На самом деле для производства изделий из металлов даже в зональном производстве также требуется подвод достаточно большого количества энергии, например, через оптические световые заслонки OALV (англ. optically addressable light valves) и цифровые микрозеркала DMD (англ. digital micromirrors), способные выдерживать интенсивное тепло и мощность, так необходимые для плавления металлических порошков. В отличие от АП на основе полимеров, которым обычно требуется маломощный источник УФ света, для зональной печати металлов требуются мощные инфракрасные или ближние инфракрасные источники света.
Ключевыми компонентами в этой технологии являются:
- DMD: крошечные, сверхчувствительные зеркала, которые отклоняются для проецирования света в нужную точку.
- OALV: заслонки, направляющие лучи высокоэнергетического инфракрасного лазера, включая или выключая пиксели по всей области построения и обеспечивая точный контроль над областями экспозиции.
Используя подобные мощные системы, технология зональной печати может сплавлять порошок во всем сечении сразу за считанные секунды, что делает процесс не только быстрым, но и чрезвычайно точным.
Зональное АП для полимеров
Зональная печать уже давно полюбилась тем, кто работает с полимерами. Однако разница между полимерами и металлами накладывает свой отпечаток и на процесс печати, делая его отличным.
Для полимеров:
- Зональное АП, как и цифровая обработка света DLP (англ. digital light processing) и стереолитография SLA, использует УФ-излучение для отверждения фотополимеров сразу всего слоя.
- УФ-излучения достаточно для полимеров, поскольку фотополимеры могут затвердевать под действием света с низкой энергией. Этот процесс эффективен и позволяет создавать детали с очень высоким разрешением.
Для металлов:
- Для плавления металлических порошков требуется гораздо больше энергии, поэтому необходимы мощные инфракрасные или лазерные источники.
- Поскольку металлы не реагируют на УФ-излучение так, как полимеры, для систем зонального производства для металлов и сплавов требуются сложные устройства модуляции света, такие как OALV и DMD, обеспечивающие необходимую мощность и точность.
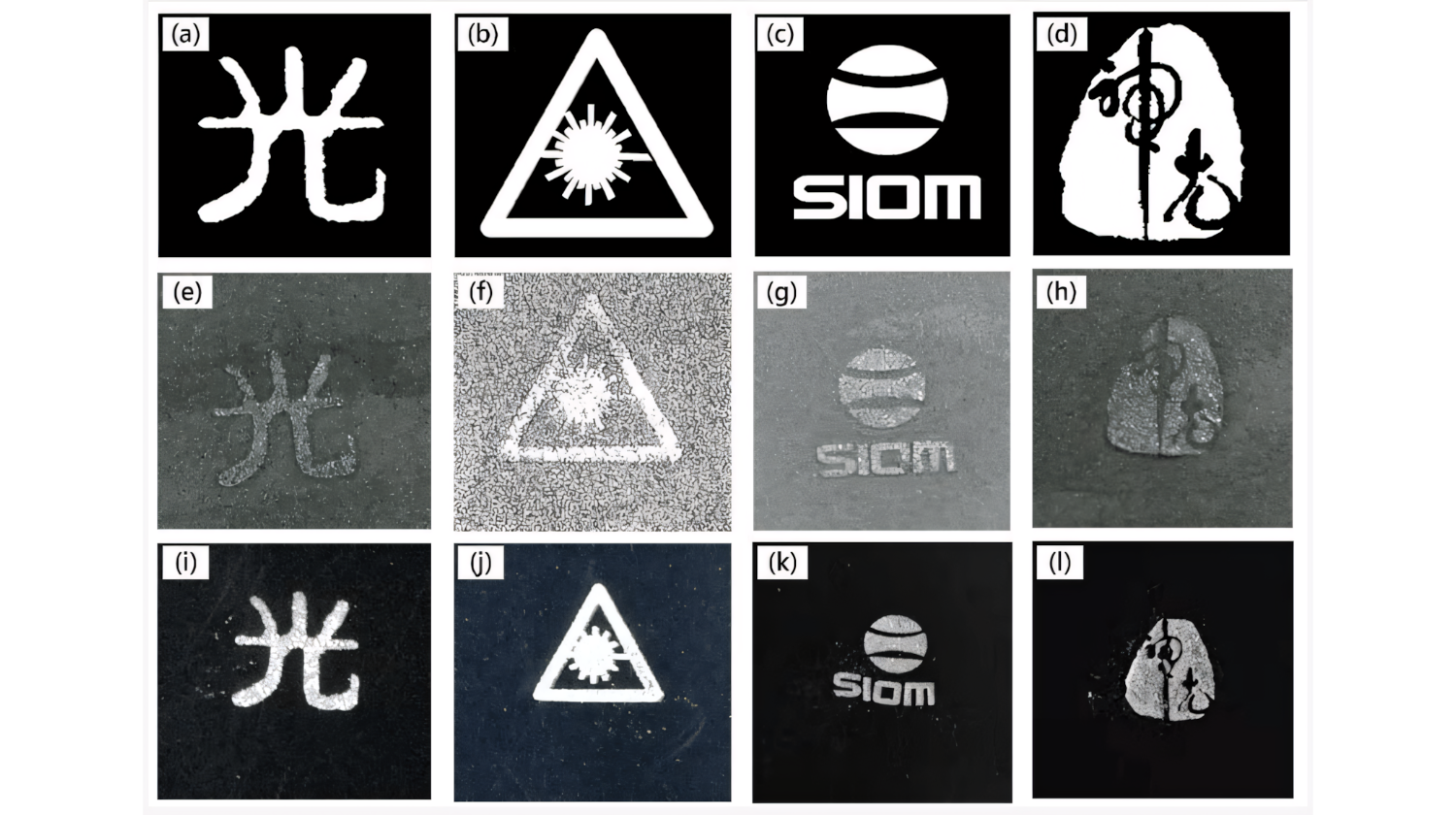
Рис. Пример напечатанных областей на металле (верхний ряд: маска; средний ряд: напечатанные образцы; 3-й ряд: сравнение)
Сравнение точечных и зональных источников излучения
- Скорость
Сплавление металлов на основе точечных источников (пятен), например, как у технологии L-PBF/SLM, требует, чтобы лазер короткими отрезками сканировал всю площадь каждого сечения модели. Ввиду малого диаметра пятна, лазер делает печать точной, но медленной, особенно для большой или сложной геометрии. Зональная печать, напротив, проецирует свет целого слоя за один раз, что значительно сокращает время построения.
- Точность и разрешение
В точечных системах лазер работает с высокой разрешающей способностью, беря под контроль каждую точку площади сечения. Но и здесь могут быть погрешности, особенно, если принимать во внимание морфологию порошковой частицы. Зональное АП жертвует небольшой частью этого точного контроля в обмен на скорость. С методами DMD и OALV точность достигается на больших площадях, что позволяет печатать мелкие детали в масштабе, необходимом для большинства промышленных компонентов.
- Нагрев
Одной из самых больших проблем при печати металлами является контроль нагрева. Точечные лазерные системы вызывают неравномерность нагрева, что чаще всего приводит к напряжениям в деталях, короблению и даже трещинам. С другой стороны, зональная печать распределяет тепло более равномерно, проецируя свет на большую площадь, минимизируя локальный перегрев и делая процесс более предсказуемым.
Сложности зонального АП металлами
Несмотря на свой высокий потенциал, сегодня зональная печать имеет ряд проблем:
- Высокие требования к мощности: для плавления металлов требуется большое количество энергии, что может быть дорогостоящим и сложным при текущем развитии зональной печати.
- Сравнительно короткий срок службы оборудования: высокая интенсивность тепла может привести к более быстрому износу DMD, OALV и других компонентов, чем в АП полимерами.
- Ограничения по материалам: в настоящее время для зональной печати металлами доступен крайне ограниченный ассортимент материалов, что пока сдерживает широкое распространение этой технологии.
Однако достижения в области термостойких материалов для DMD компонентов и исследования новых металлических сплавов продвигают эту технологию вперед.
Перспективы
Зональная печать имеет огромный потенциал, что подтверждается желанием многих предприятий увеличить скорость производства при сохранении его высокой гибкости и высоких стандартов точности. По мере разработки более долговечных устройств модуляции света и энергоэффективных систем зональная печать в перспективе может стать основным методом производства в авиационной, ракетокосмической, автомобильной и даже биомедицинской промышленности, где металлические детали со сложной геометрией пользуются большим спросом.
Более того, компании уже изучают гибридные технологии, которые сочетают скорость воздействия на поверхность с точностью точечных методов, потенциально предлагая лучшее из обоих миров.
Выводы
Зональная 3D-печать заставляет приверженцев традиционной металлообработки взглянуть на мир производства по-новому, заново открыть для себя технологии АП, в которых ранее они видели для себя серьёзные сдерживающие факторы. Теперь остается все меньше компромиссов, поскольку в одной технологии удачно сочетаются скорость, точность и масштабируемость. Близится время, когда зональная печать может стать основной технологией для производства сложных металлических деталей для многих отраслей промышленности. Сегодняшние проблемы зональной печати, например, высокие требования к мощности и ограничения по материалам, будут решены благодаря достижениям в области устройств модуляции света и высокоэнергетических систем. По мере развития технологии мы можем ожидать, что с ней произойдут такие же важные и долгожданные метаморфозы, как это произошло с технологией SLA перед растущей популярностью DLP и LCD. Способность предвидеть тренды и удовлетворять потребности рынка – сегодня одно из ключевых качеств современного разработчика и интегратора.
Адаптированный источник#1 и источник#2.




