
Binder Jetting (BJ) — технология аддитивного производства, основанная на послойном склеивании порошковых материалов с помощью жидкого связующего вещества, наносимого струйной печатающей головкой. Относится к классу Powder Bed Fusion согласно ISO/ASTM, но в отличие от SLS/SLM не использует лазер для спекания.
Принцип работы технологии
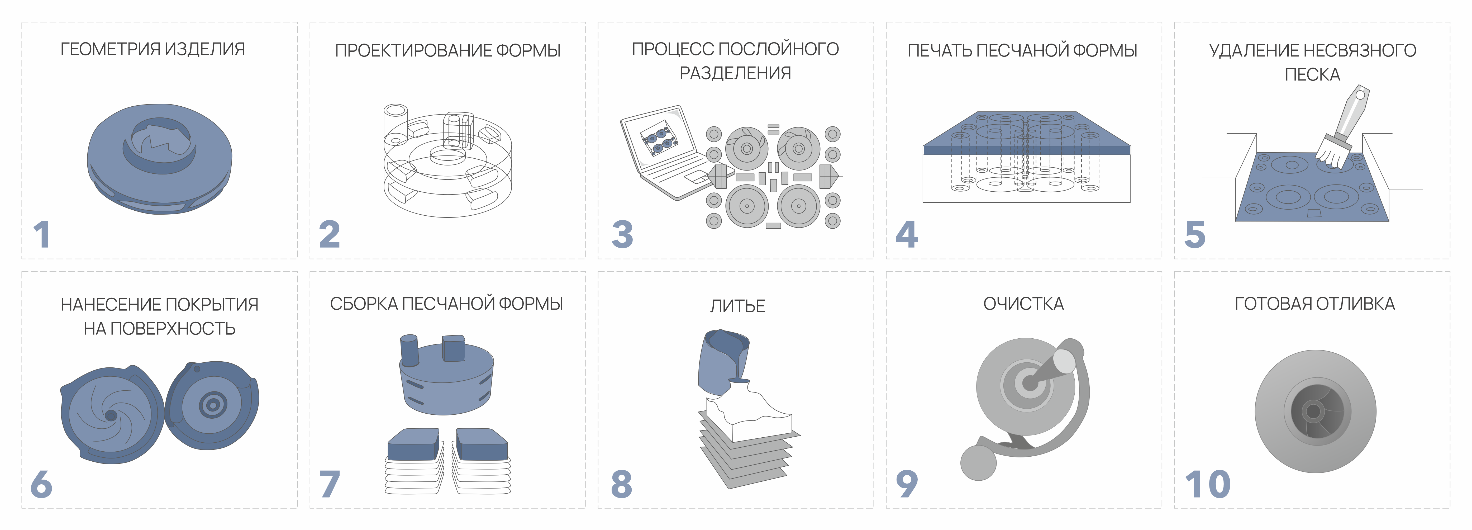
Процесс печати Binder Jetting
Шаг 1: Подготовка слоя
Специальный валик (рекоутер) наносит тонкий слой порошкового материала (толщиной 50–200 мкм) из бункера подачи в рабочую камеру построения и разравнивает его до идеально ровной поверхности.
Шаг 2: Нанесение связующего
Печатающая головка (аналогичная струйным принтерам) избирательно наносит микрокапли жидкого связующего агента диаметром около 80 мкм на участки порошка, соответствующие сечению модели. Связующее пропитывает порошок и заставляет частицы сцепляться друг с другом.
Шаг 3: Опускание платформы
Рабочая платформа опускается на толщину одного слоя, рекоутер наносит новый слой порошка поверх предыдущего, и процесс повторяется.
Шаг 4: Построение всех слоев
Цикл повторяется сотни или тысячи раз до полного завершения модели. Неиспользованный порошок остается в камере и служит естественной поддержкой для нависающих элементов.
Шаг 5: Постобработка
После завершения печати деталь извлекается из “порошкового пирога” (part cake), очищается от остатков порошка сжатым воздухом или щетками. В зависимости от материала требуется дополнительная обработка:
- Песок — готов к использованию сразу после очистки.
- Металл — требует удаления связующего (debinding) и спекания в печи при температуре 1200–1400°C.
- Полимеры/керамика — требуют отверждения или обжига.
Материалы для Binder Jetting
Песок (наиболее популярное применение)
Кварцевый песок + фурановая смола — основной материал для производства литейных форм и стержней.
Преимущества:
- Печать происходит при комнатной температуре (отсутствие деформаций).
- Готовые формы сразу пригодны для заливки металлом.
- Скорость изготовления формы в 5–10 раз выше, чем традиционными методами.
- Возможность создания сложных внутренних каналов и полостей.
Применение: Литейные формы для стального, чугунного, алюминиевого литья; прототипы двигателей, корпусов, лопаток турбин.
Металлические порошки
Материалы: Нержавеющая сталь (316L, 17-4PH), инконель, титан, алюминий, медь, карбид вольфрама.
Процесс Metal Binder Jetting (MBJ):
- Печать “зеленой заготовки” (green part) с полимерным связующим.
- Удаление связующего в термической камере (debinding).
- Спекание в вакуумной печи при 1200–1400°C — деталь усаживается на 15–20%, приобретая финальную плотность >97%.
Преимущества MBJ:
- Нет остаточных напряжений (в отличие от SLM, где лазер локально перегревает металл).
- Высокая скорость печати (до 10 000 см³/час против 50–100 см³/час у SLM).
- Возможность печати крупногабаритных деталей (до 2000 × 1000 × 1000 мм).
Применение: Серийное производство металлических деталей (шестерни, корпуса, теплообменники), инструменты, медицинские импланты.
Керамика
Материалы: Оксид алюминия (Al₂O₃), оксид циркония (ZrO₂), карбид кремния (SiC).
Применение: Высокотемпературные изделия, изоляторы, фильтры, медицинские импланты (зубные коронки).
Полимеры
Материалы: Гипс, композитные полимеры, PMMA (полиметилметакрилат).
Особенность: Возможна полноцветная печать — связующее выступает одновременно как чернила, позволяя наносить текстуры и цвета с разрешением до 600 dpi.
Применение: Архитектурные макеты, визуальные прототипы, анатомические модели, сувениры.
Преимущества технологии Binder Jetting
✅ Отсутствие поддержек — порошок сам удерживает нависающие элементы, что снижает расход материала и время постобработки.
✅ Высокая скорость печати — в 5–10 раз быстрее лазерных технологий, так как головка наносит связующее сразу на большую площадь.
✅ Низкая энергоемкость — не требует мощных лазеров или нагрева камеры.
✅ Экономичность — дешевые материалы (песок, гипс) и возможность рециркуляции порошка (до 95% неиспользованного порошка идет в повторное применение).
✅ Большие размеры деталей — промышленные принтеры могут печатать объекты до 2 × 1 × 1 метра.
✅ Широкий выбор материалов — от песка до высокопрочных металлов и керамики.
✅ Полноцветная печать — уникальная возможность для визуальных прототипов и макетов.
Недостатки
❌ Пористость деталей — “зеленые заготовки” имеют низкую плотность (40–60%) и требуют спекания.
❌ Необходимость постобработки — металлические детали проходят длительный цикл debinding + спекание (24–48 часов).
❌ Усадка материала — при спекании металла деталь уменьшается на 15–20%, что требует компенсации в CAD-модели.
❌ Шероховатая поверхность — детали требуют пескоструйной обработки или полировки для гладкости.
❌ Ограниченная прочность (до спекания) — “зеленые” детали хрупкие и требуют аккуратного обращения.
Сравнение Binder Jetting с другими технологиями
| Параметр | Binder Jetting | SLS/SLM | FDM |
|---|---|---|---|
| Источник энергии | Связующее вещество | Лазер | Нагревательный элемент |
| Скорость | Очень высокая | Средняя | Низкая |
| Материалы | Песок, металл, керамика, полимеры | Полимеры, металлы | Термопластики |
| Поддержки | Не требуются | Не требуются (порошок) | Обязательны |
| Постобработка | Обязательна (спекание для металлов) | Минимальна | Удаление поддержек |
| Стоимость печати | Низкая | Высокая | Очень низкая |
| Плотность деталей | Средняя (требует спекания) | Высокая | Средняя |
Области применения
Литейное производство (основная ниша)
- Песчаные формы и стержни для серийного литья.
- Сокращение цикла производства с недель до суток.
- Печать сложных форм с внутренними каналами охлаждения.
Серийное производство металлических деталей
- Автомобильная промышленность (корпуса, кронштейны).
- Медицинские импланты (титановые протезы).
- Аэрокосмическая отрасль (легкие сложные детали).
Архитектура и дизайн
- Полноцветные масштабные макеты зданий.
- Прототипы потребительских товаров.
Ювелирное дело
-
Восковые мастер-модели для литья.
Технология Binder Jetting занимает уникальную нишу в аддитивном производстве, предлагая непревзойденное сочетание скорости, масштабируемости и экономичности для задач литейного производства и серийного изготовления металлических деталей.
Другие технологии печати:
- Экструзия материала – Моделирование методом наплавления (FFF)
- Полимеризация в ванне (VAT Polymerization) – SLA/DLP
- Синтез полимеров на подложке (Powder Bed Fusion) – Выборочное лазерное спекание (SLS)
- Струйное нанесение материала – Подача по требованию (Material Jetting, DOD)
- Синтез металлов на подложке (Metal Powder Bed Fusion) – DMLS/SLM/EBM




