
Рекомендации по конструированию для SLS
Главное преимущество: печать без поддержек
Неспеченный порошок держит любые нависающие элементы. Это открывает возможности:
- Сложные решетчатые структуры.
- “Печать в печати” (деталь внутри детали, например, подвижный шарнир).
- Оптимизированная топология без компромиссов.
Минимальная толщина стенок
0.7–1.0 мм для PA12 (полиамид).
Зазоры между движущимися частями
0.3–0.4 мм — меньше этого порошок не высыпается, больше — может произойти спекание.
Пример: Подвижный шарнир проектируют с зазором 0.35–0.4 мм, чтобы после печати он сразу работал.
Усадка материала
PA12 дает усадку ~3% после охлаждения.
Компенсация: Современные слайсеры автоматически масштабируют модель на 3%, но для точных посадок нужна калибровка.
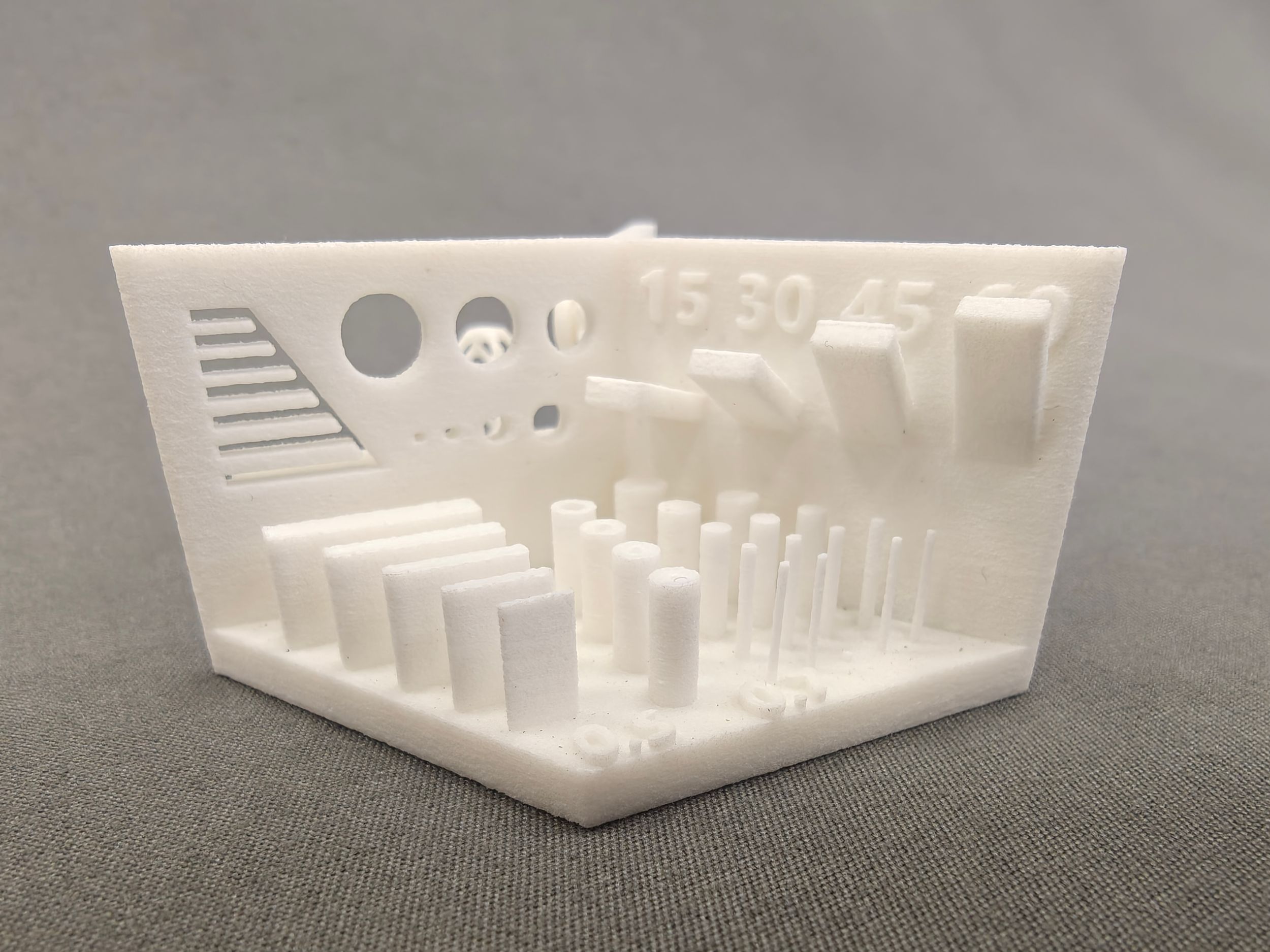
Отверстия
- Вертикальные отверстия <Ø1.5 мм забиваются порошком.
- Горизонтальные отверстия получаются овальными (просадка верхнего слоя).
Рекомендация: Сверлить точные отверстия после печати.
Чек-лист перед отправкой модели на печать
Для SLS:
- ✅ Зазоры между движущимися частями =0.3–0.4 мм.
- ✅ Модель масштабирована с учетом усадки 3%.




