

Введение: почему 3D-печать металлом — не как FDM или SLA
3D-печать металлом (SLM-технология) позволяет создавать сложные детали с высокой прочностью для авиации, машиностроения и медицины. Различным ЦАПам, которые выполняют 3D-печать на заказ довольно часто поступают вопросы “нам нужна печать детали 15 см за 1000 рублей” — это частая “боль” для специалистов, потому что настоящая стоимость гораздо выше. В отличие от FDM (стоимость печати примерно 15–250 руб./см³) или SLA (75–100 руб./см³), металлическая печать требует дорогого оборудования, инертной среды и более серьезной постобработки. В этой статье разберем ключевые факторы ценообразования, чтобы инженеры и производственники понимали: цена отражает не только стоимость материала, но и самого оборудования. Для примера мы выбрали два 3D-принтера с небольшой и средней областью построения: китайский 3D-принтер AM Solid X260A (область построения 260×260×400 мм) и 3D-принтер российского производства AM.TECH AMT-16 (область построения ø165х225 мм) и покажем, почему итоговая стоимость детали колеблется от 450-1100 руб./см³.
Размеры машин для 3D-печати металлом в России: от компактных до промышленных
В России рынок 3D-печати металлом растет благодаря поддержке государства: отечественные 3D-принтеры (AM.TECH) позволяют печатать детали до 420 мм в высоту, а китайские модели до 1650 мм в высоту. Компактные принтеры (область 100–200 мм) подходят для прототипов в R&D, но для небольшого серийного производства деталей нужны машины вроде AM Solid X260A (область построения 260×260×400 мм) и AM.TECH AMT-32 (область построения 300х300х420 мм). Большие системы стоят дороже, но комплект дополнительного оборудования к ним такой же, как и к небольшим машинам.
В России цены на китайские 3D-принтеры — от 9 млн руб. за модель с зоной построения ø150 мм и чем больше зона построения, тем, соответственно дороже оборудование. Это сразу добавляет к стоимости печати приличную амортизацию.
Материалы для 3D-печати металлом: порошок, аргон и их влияние на цену
Расходный материал для SLM — металлический порошок (нержавеющие стали, титановые, алюминиевые, никелевые, кобальт-хромовые сплавы и прочее), который сплавляется лазером в инертной среде. Порошок стоит 2000–60000 руб./кг в зависимости от материала и производителя.
Простой вариант печати без поддержек
Рассмотрим идеальный вариант, где печатаем из недорогой нержавеющей стали 316L и почти без поддержек (цилиндр диаметром 80 мм, с толщиной стенки 2 мм и высотой 150 мм) просто ставя деталь на платформу так, чтобы он стоял вертикально во время печати вплотную к платформе (не рекомендуем так печатать, но для примера возьмем именно так). В объеме он будет 73,5 см.куб. Конечно, вряд ли кому-то понадобится просто труба, напечатанная на 3D – принтере, но это проще для понимания объема детали и ее геометрии.

Расход порошка в этом случае будет минимальный, поскольку не будет поддержек, однако прибавляем цену амортизации на:
- 3D-принтер;
- вакуумную или муфельная печь (при использовании муфельной печи без подключения инертного газа, детали в ходе термообработки покрываются оксидной пленкой из-за процесса окисления, в таком случае требуется дополнительная пост обработка для удаления оксидной пленки);
- плоскошлифовальный станок;
- электроэрозионный станок/ленточнопильный станок;
- пескоструйный аппарат.
И не забываем еще:
- стоимость газа;
- заработная плата сотрудников;
- электроэнергия;
- аренду и прочее.
Выходит, что цены вполне себя оправдывают.
Печать деталей с поддержками
Теперь рассмотрим вариант посложнее: деталь с геометрией, которая подразумевает поддержки. Объем тут 77,6 куб. см – это сама деталь, а вот теперь вариант с поддержками будет совсем другой.

Как мы видим, доля поддержек: (35,2/112,8)×100% = 31,2%.
Несмотря на то, что поддержки имеют перфорированную структуру в целях экономии материала, их объем все равно прибавляется к стоимости 3D-печати. Помимо всего прочего и постобработка тут сложнее и дольше.
Из расходников при печати также необходим инертный газ. Он заполняет камеру, предотвращая окисление некоторых сплавов, выводит продукты горения из камеры и дополнительно охлаждает: баллон 40 л — 2000 – 5000 руб. (включая аренду самого баллона), и газ расходуется на протяжении всего времени печати. Объем расходуемого газа напрямую зависит от размера камеры печати и герметичности 3D-принтера. Так, например, у более крупного китайского AM Solid расход газа составляет 5л в минуту (модель X260A), а у российского AMT-16 до 1,5л в минуту.
Поддержки в 3D-печати металлом: зачем они нужны и почему их так много
В SLM, как и в FDM, поддержки — это временные структуры, фиксирующие деталь во время печати. В металлической печати поддержки — из того же сплава, что и деталь, и их объем может достигать до 100% от объема детали, а в некоторых случаях и более.
Почему так много?
В силу технологии печати, в процессе печати изделия образуются напряжения металла, которые могут деформировать деталь или вовсе оторвать ее с платформы построения. Для предотвращения таких случаев требуются массивные и прочные поддержки. Также поддерживающие структуры необходимы под нависающими частями детали (>45°).




Фото: Деталь с поддержками на платформе AM Solid X260A
На фото видно: поддержки находятся под нависающими частями детали. Их проектируют таким образом, чтобы при минимальном объеме была предельная прочность.
После термической обработки в печи платформа с изделиями отправляется на механическую обработку, где сотрудник с помощью электроэрозионного или ленточнопильного станка снимает изделия с платформы.
Далее – удаление поддержек, пескоструйная и другие способы обработки.
Минимальный комплект оборудования для 3D-печати металлом: Что входит?
Для полного цикла на 3D-принтер нужен комплекс. В таблице ниже представлен ориентировочный список оборудования.
| Оборудование | Назначение |
| SLM-принтер | Основная печать |
| Печь (муфельная или вакуумная) | Снятие напряжений (отжиг) |
| Электроэрозионный/ ленточнопильный станок | Срезка деталей с платформы |
| Пескоструйный аппарат | Зачистка деталей |
| Плоскошлифовальный станок | Шлифовка платформы после печати |
| Токарный станок/5-осевой ЧПУ | Дополнительная обработка |
Дополнительные расходы: Зарплата, амортизация и постобработка
Не забудьте человеческий фактор: оператор SLM, амортизация оборудования, обслуживание (фильтры, замена расходников), постобработка (пескоструйка, шлифовка) удваивает цену: для детали 15 см (100 см³) базовая печать — 20–50 тыс. руб., с постобработкой — 50–100 тыс. руб.
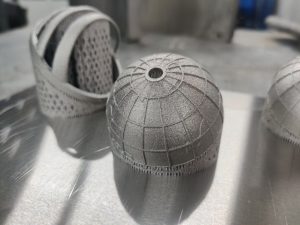



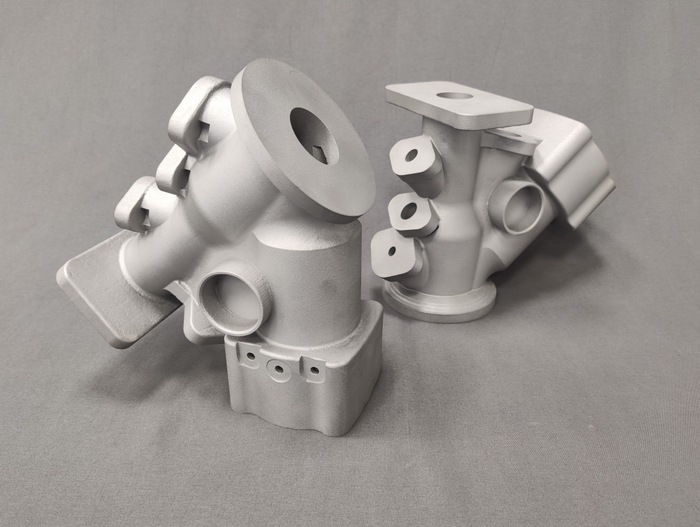
Фото: Детали из нержавейки, напечатанные на AM Solid X260A — до (на платформе печати) и после постобработки (полировка, как дополнение для глянцевого блеска вручную).

Заключение: осознание стоимости — ключ к эффективному производству
3D-печать металлом стоит гораздо дороже FDM/SLA из-за инвестиций в оборудование и материалы (порошок + аргон), но окупается прочностью деталей (аналог литью и традиционному производству, но быстрее) и минимизацией отходов. Для детали 15 см реальная цена — 20–100 тыс. руб., а не 1 000 руб.
Если планируете внедрение такого оборудования в свое производства, то проконсультируйтесь с экспертами Группы компаний i3D (+7 (495) 108 60 68 | 3d@i3d.ru) — они помогут рассчитать полную стоимость оборудования под ключ под ваши задачи.




