
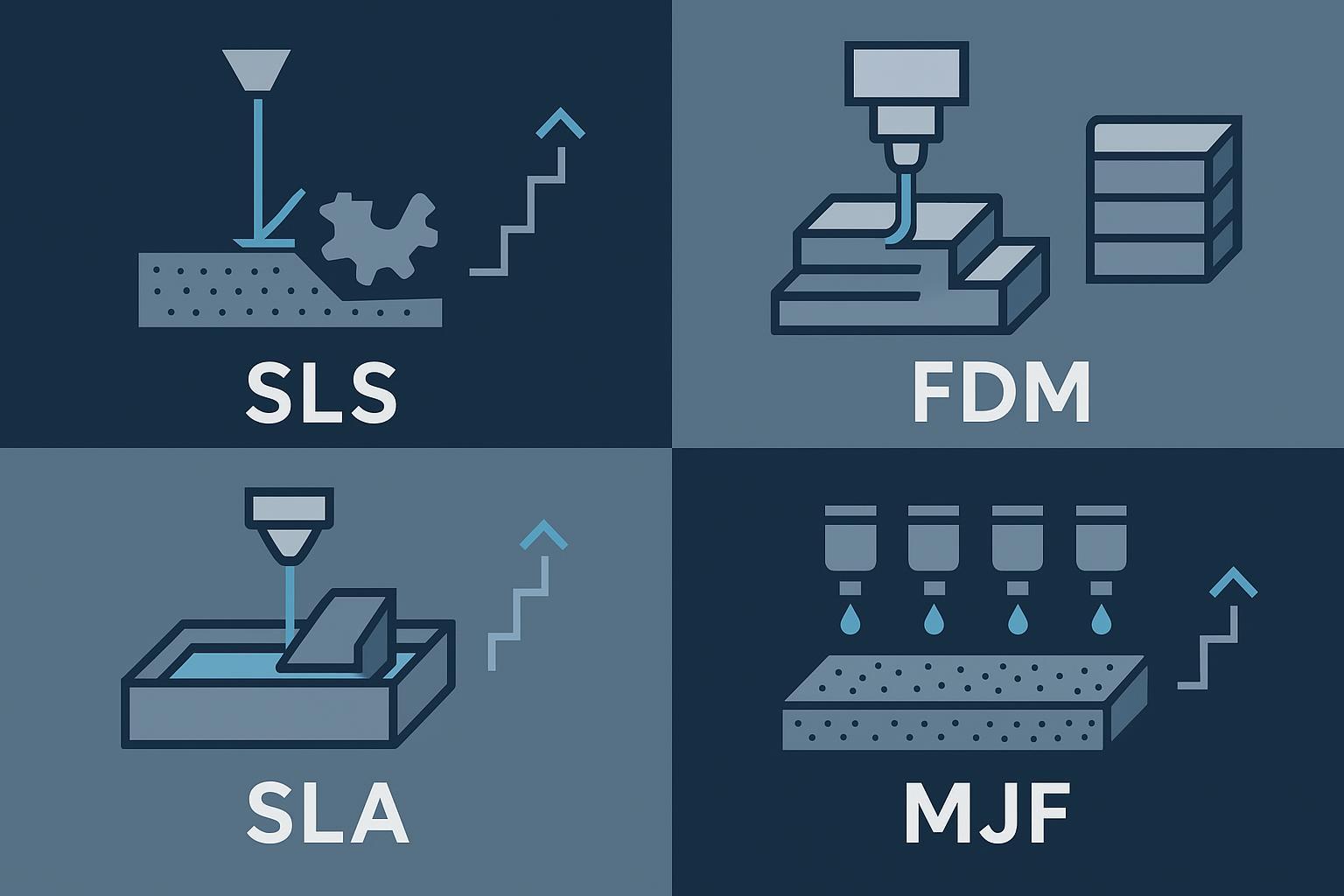
Краткий обзор
| Критерии | SLS (порошковый лазер) | MJF (струйная печать в порошковой форме + предохранитель) | FDM/FFF (экструзия нитей) | SLA/VPP (фотополимер) |
|---|---|---|---|---|
| Определение | Лазерный процесс спекания в псевдоожиженном слое, при котором нейлоновый порошок спекается слой за слоем для получения прочных полимерных деталей без опор, подходящих для серийного производства. | Технология порошковой печати, при которой термоплавкие вещества наносятся с помощью струйных печатающих головок, а нейлоновый порошок сплавляется, обеспечивает высокую производительность и позволяет получать однородные изотропные нейлоновые детали. | Процесс экструзии нитей, при котором расплавленный термопласт выдавливается в виде гранул. Экономичный способ, позволяющий использовать высокотемпературные полимеры, но с анизотропией в направлении слоев. | Процесс фотополимеризации в чане, при котором жидкая смола отверждается под воздействием света (SLA/DLP/VPP), обеспечивает очень высокую детализацию и гладкость поверхности, но механические свойства зависят от типа смолы. |
| Механическая долговечность | Нейлон PA12 (TPM3D Precimid1172Pro): предел прочности при растяжении ≈46 МПа; относительное удлинение при разрыве ≈8–17%; предел прочности при изгибе ≈51 МПа — см. данные о материале Precimid1172Pro PA12 (TPM3D) | Нейлон PA12/PA11 с прочными однородными свойствами; отлично подходит для изготовления функциональных деталей | Инженерные термопласты (ABS/ASA/PC/PEI) с выраженной анизотропией; подходят для использования при высоких температурах | Отличная детализация; механические свойства зависят от смолы; следует учитывать УФ-старение/хрупкость |
| Изотропия | Нейлон с наполнителем и без наполнителя | Очень равномерное распределение свойств по осям | Направленный (Z слабее); ориентация имеет значение | В целом равномерная геометрия; долговечность зависит от типа смолы |
| Типичные допуски | L≤100 мм, ± 0,2 мм
L>100 мм, ± 0,2% × Lmm (источник: TPM3D) |
Стандартное отклонение ±0,012 дюйма + 0,1 % | Промышленный FDM ±0,089 мм или ±0,0015 мм/мм (больше) | Мелкие детали могут иметь погрешность ±0,02–0,06 мм |
| Поверхностная отделка | Мелкая матовая зернистость; обычное паровое разглаживание/окрашивание | Тонкий, слегка текстурированный; широко используется для разглаживания/окрашивания | Видны линии слоев; может потребоваться обработка/отделка | Самые гладкие поверхности; готовы к покраске с минимальными трудозатратами |
| Пропускная способность и вложенность | Высокая плотность упаковки; большие объёмы позволяют выполнять серийное производство | Высокопроизводительные рабочие процессы с возможностью замены узлов сборки | Переменная; многие головки/крепления приводят в действие механизм | Подходит для косметических партий; требуется удаление поддержки |
| Формовочная камера / максимальный размер детали | Зависит от производителя. Типичные размеры промышленных систем селективного лазерного спекания варьируются от ~340×340×600 мм (например, EOS P3 NEXT) до крупноформатных систем, таких как TPM3D S600DL (600×600×800 мм). | Типичные сборочные узлы MJF, которые обычно используются в принтерах HP Jet Fusion 5000/5200, имеют эффективный объем сборки около 380 × 284 × 380 мм с возможностью расширения рабочих процессов. | Широкий ассортимент; промышленные камеры FDM различаются в зависимости от платформы (от ~350×300×300 мм до более крупных портальных систем); пригодность зависит от выбранного оборудования и ориентации детали. | Малые и средние объёмы печати на производственных SLA-платформах (типичные размеры XY — от ~145 × 145 мм до ~300 × 300 мм; существуют широкоформатные SLA-принтеры, но они менее распространены); выберите принтер для печати смолой, который соответствует размерам детали. |
| Материалы и сертификаты | Семейство нейлонов; доступны биосовместимые/FR-марки | Нейлоновый портфель с подтверждённой химической стойкостью | PEI/ULTEM, ПК, АБС, АСА; для использования в аэрокосмической/транспортной отраслях | Существуют биосовместимые смолы (в каждом конкретном случае) |
| Себестоимость детали (ориентировочная) | Умеренный; эффективное распределение улучшает рентабельность в масштабе | Умеренный; сильный по громкости из-за эффективности цикла | Часто самая низкая стоимость материалов; оплата труда может быть выше | Качество оснастки; цены на смолу варьируются |
| Правила проектирования (опоры) | Без опор (порошковые опоры); сложная внутренняя конструкция | Без опор (порошковые опоры); аналогично SLS | Требуются опоры для навесов; необходим дренаж/зазор | Требуется опора; тщательная ориентация и очистка |
| Лучше всего ‑ для сценариев | Прочные корпуса, кронштейны, крепления | Прочные нейлоновые детали в масштабе | Экономичные приспособления, крупные детали, высокая температура | Декоративные панели, световоды, мелкие детали точной подгонки |
Эталонные показатели: механические свойства и марки нейлона с сайта TPM3D; данные по MJF PA12 из документации по материалам HP; точность FDM из спецификации Stratasys F900; допуски SLA из руководства по проектированию Formlabs Form 4; типичные эксплуатационные допуски от Protolabs.
- TPM3D перечисляет основные свойства PA12/PA11 на страницах, посвященных полимерным материалам; см. информацию о нейлоне в разделах «Многоцелевые/биосовместимые» в Полимерные материалы TPM3D (2026) и на связанных страницах.
- HP публикует механические характеристики PA12/PA11, соответствующие стандарту ASTM, и рекомендации по обращению с ними в Техническом описании материалов HP PA12.
- Stratasys указывает промышленную точность FDM как ±0,089 мм или ±0,0015 мм/мм в спецификации продукта F900.
- Formlabs приводит рекомендации по допускам SLA (до ±0,02–0,06 мм для мелких деталей) в руководстве по проектированию Form 4.
- Protolabs обобщает типичные допуски SLS/MJF в допусках при 3D-печати.
Независимые межпроцессные сравнения, которые стоит сохранить:
- Сравнительные механические характеристики нейлона PA12 при SLS и MJF с использованием стандартизированных образцов для испытаний на растяжение и различных ориентаций при сборке подробно описаны в исследовании Закрецки и др., опубликованном в открытом доступе на PMC в 2024 году, в котором представлены результаты испытаний на растяжение в соответствии со стандартом ISO 527 (предел текучести, модуль упругости, относительное удлинение), а также результаты испытаний на изгиб и ударную вязкость.
- Для сравнения точности размеров при различных процессах аддитивного производства на идентичных изделиях см. стандартный тестовый образец ISO/ASTM 52902:2019, нейтральную систему, широко используемую для оценки геометрических возможностей и допусков при FDM/FFF, SLA/VPP, SLS и MJF.
Как выбрать корпуса для электроники и функциональные прототипы
Если ваши требования включают защелкивающиеся элементы, тонкие стенки, подвижные петли и резьбовые выступы, нейлоновые порошковые покрытия fusion — SLS или MJF – часто обеспечивают наилучшее сочетание прочности, стабильности размеров и конструкции без поддержки. PA12 и PA11 обеспечивают надежное удлинение и устойчивость к усталости защелок и зажимов, и вы можете устанавливать от десятков до сотен корпусов за одну сборку, чтобы контролировать экономичность цикла. После постобработки, такой как дробеструйная обработка, окрашивание или паровая полировка, детали выглядят профессионально и выдерживают повседневное использование.
Как выбрать корпуса для электроники и функциональные прототипы
Если ваши требования включают защелкивающиеся элементы, тонкие стенки, подвижные петли и резьбовые выступы, нейлоновые порошковые покрытия fusion — SLS или MJF – часто обеспечивают наилучшее сочетание прочности, стабильности размеров и конструкции без поддержки. PA12 и PA11 обеспечивают надежное удлинение и устойчивость к усталости защелок и зажимов, и вы можете устанавливать от десятков до сотен корпусов за одну сборку, чтобы контролировать экономичность цикла. После постобработки, такой как дробеструйная обработка, окрашивание или паровая полировка, детали выглядят профессионально и выдерживают повседневное использование.

Когда выбрать SLA: выбирайте этот метод для передних рамок, декоративных панелей, световых труб или небольших точных деталей, когда механические нагрузки невелики или умеренны, а вам нужна плотная посадка и готовые к покраске поверхности. Просто предусмотрите удаление опор и учитывайте старение смолы, если деталь будет подвергаться воздействию ультрафиолета или тепла.
Когда подходит FDM: для корпусов и креплений большего размера, где допустимы видимые слои (или их можно обработать), особенно если выбор зависит от стоимости или типа материала (например, поликарбонат, PEI). Чтобы избежать проблем с осью Z, необходимо тщательно соблюдать ориентацию для защелок и резьбовых соединений.
В рамках пилотного проекта для заказчика, которому требовался корпус для электроинструмента, поставщик изготовил передний корпус для дрели размером 120 × 80 × 40 мм из материала Precimid1172Pro GF30 BLK (стекловолокнистый PA12) в партии из 500 деталей. Допуск на размеры составил ±0,15 мм на ключевых выступах; испытания на отказ в режиме эксплуатации снизили количество трещин на 78 % по сравнению с предыдущим прототипом с ЧПУ. Детали прошли проверку на соответствие экологическим требованиям (испытание изоляции переменным током 3750 В, утечка ≤20 мА; термообработка при температуре 135 °C ±3 °C). Для проверки электрических корпусов см. кейс клиента TPM3D: кейс TPM3D — применение в машиностроении и электронике.
")
Примерная оценка производительности: возьмем корпус размером 120 × 80 × 40 мм. При использовании SLS/MJF в корпусе среднего или большого размера можно разместить от 60 до 120 единиц, в зависимости от толщины стенок и стратегии упаковки. Таким образом, цикл печати может составлять от одного до нескольких дней, включая охлаждение и финишную обработку. Промышленный FDM может быть распараллелен между головками, но обычно требует большего количества ручных операций и удаления опор. Практические рекомендации по укладке и работе с крупноформатными моделями см. в обзоре платформы SLS в промышленных принтерах SLS серии TPM3D S.
Как выбрать материал для автомобильных кронштейнов, воздуховодов и креплений
В автомобильных условиях детали подвергаются воздействию высоких температур, масел и ударных нагрузок. Нейлон PA12/PA11 от SLS или MJF является надежным материалом для кронштейнов и воздуховодов, поскольку он сочетает в себе прочность на разрыв, относительное удлинение и химическую стойкость к распространенным автомобильным жидкостям. Например, компания TPM3D приводит характеристики и химические классификации PA12 в своей документации по материалам. См. техническое описание материалов PA12 от TPM3D для получения информации о свойствах и рекомендациях по обращению.
")
Если основным ограничением является повышенная температура (в подкапотном пространстве, вблизи источников тепла), то лучше использовать промышленный FDM с PEI (ULTEM 9085) или поликарбонатом, жертвуя анизотропией и чистотой обработки в обмен на температурные характеристики и возможность использования в транспортной/аэрокосмической отрасли. SLA обычно используется для придания эстетичного вида или для изготовления деталей с низкой нагрузкой в салоне автомобиля, где важны точная подгонка и отделка, но механические нагрузки ограничены.
Краткое описание процесса: для кронштейна воздуховода, испытывающего многоосевые нагрузки, протестируйте нейлоновые образцы SLS/MJF в направлениях X/Y/Z, чтобы проверить баланс свойств, а затем проведите ориентационные исследования детали, чтобы подтвердить запас прочности. Если условия эксплуатации требуют непрерывной работы при температуре 120–150 °C, сравните FDM PEI/PC, чтобы понять, перевешивает ли термическое требование преимущество изотропности нейлона в порошковой форме.
Как выбрать материал для корпусов потребительских товаров и мелкосерийного производства
Потребительские товары ценятся за внешний вид и тактильные ощущения, но они также должны выдерживать падения, изгибы и ежедневное трение. С помощью SLA можно получить наиболее эстетичную поверхность и чёткие детали с относительно лёгкой отделкой, что привлекательно для корпусов, рамок и видимых компонентов. Для корпусов, которые кладут в рюкзаки или крепят на велосипеды, нейлон SLS/MJF лучше подходит с точки зрения эстетики (последующая отделка) и прочности, а также надёжности крепления. Если стоимость имеет большое значение, а условия эксплуатации не слишком жёсткие, можно использовать FDM-печать. Просто учтите, что для достижения желаемого качества потребуется удалить подпорки и нанести краску или сглаживающее покрытие.
")
По завершении спланируйте повторяющийся рабочий процесс. Нейлон с порошковым покрытием хорошо поддается дробеструйной обработке, окрашиванию и разглаживанию химическими парами для улучшения герметичности и очистки. Чтобы подробнее ознакомиться с особенностями производства нейлоновых SLS, ознакомьтесь с обзором экспертов в Освоение полимера AM: промышленные SLS-принтеры TPM3D.
Памятка по принятию решений: SLS, FDM, SLA, MJF
Вот в чём дело: сначала выбирайте по критерию героя, затем по масштабу и завершайте:
- Если для партий от 50 до 5000+ приоритетом являются прочные, воспроизводимые нейлоновые детали с внутренними элементами без опор, выберите SLS или MJF. Сварка в порошковой среде обеспечивает сбалансированные механические характеристики и плотную структуру, что позволяет прогнозировать затраты на единицу продукции по мере масштабирования.
- Если важны косметическая точность и жесткие допуски, а нагрузки низкие или умеренные, выберите SLA. Этот метод отлично подходит для деталей, обращенных к лицевой стороне, с детализированными элементами и готовыми к покраске поверхностями.
- Если бюджет ограничен, а нагрузки невелики, или вам нужны высокотемпературные полимеры, выбирайте промышленный FDM. Используйте стратегии ориентации и заполнения, чтобы уменьшить анизотропию, и планируйте финишную обработку, если важна эстетика.
Цены, совокупная стоимость владения и квалификационные требования (по состоянию на 23 января 2026 г.)
Стоимость детали зависит от стоимости машино-часа, стоимости материала и производительности, трудозатрат (распаковка, удаление подложки/порошка, финишная обработка), затрат на электроэнергию/техническое обслуживание, процента брака/перепечаток и накладных расходов. Многие команды используют простую модель:
Стоимость детали ≈ (почасовая оплата станка × часы печати ÷ количество деталей в сборке) + (стоимость материала × чистый вес детали в кг ÷ коэффициент повторного использования) + (тариф на оплату труда × минуты на деталь ÷ 60) + (распределённые накладные расходы)
Два напоминания: эффективная плотность упаковки (для SLS/MJF) и время поддержки/завершения печати (для FDM/SLA) часто влияют на экономику больше, чем цены на сырье. Структурированное сравнение экономической эффективности послойного наплавления и экструзии см. в руководстве RapidMade Послойное наплавление (MJF/SLS) в сравнении с FDM для промышленного производства инструментов. Цены, коэффициенты обновления и стоимость рабочей силы зависят от региона и поставщика и постоянно меняются. Всегда запрашивайте актуальные расценки и проверяйте выход продукции на типовых деталях.
Этапы подготовки (краткий список): выбор материала и поставщика, изготовление ориентировочных образцов, определение плана контроля процесса (схема сборки, частота обновления, протокол проверки), документирование финишной обработки и, при необходимости, проведение испытаний на воздействие окружающей среды/старение. Хотите протестировать SLS без капитальных затрат? Вы можете провести пробные запуски с помощью производственной службы. Например, TPM3D предлагает нейтральную точку входа в Службы 3D-печати.
Также рассмотрите возможность
Раскрытия информации: TPM3D – это наш продукт. Если вы предпочитаете SLS для производства прочных нейлоновых деталей в серийном производстве, платформы TPM3D особенно хороши для больших, эффективно вложенных сборок и отлаженных рабочих процессов удаления порошка / сглаживания; смотрите Нейтральный обзор на промышленных SLS‑принтерах серии TPM3D S.
Вопросы и ответы
- Какая технология лучше всего подходит для изготовления прочных полимерных деталей конечного назначения? Для изготовления нейлоновых деталей, которые должны выдерживать ежедневное использование со сбалансированной прочностью и удлинением, SLS и MJF обычно лидируют, поскольку сплавление в порошковом слое приближается к изотропии и обеспечивает сложные конструкции без опоры. Технические характеристики из TPM3D и HP back nylon mechanicals, используемых в производственных корпусах и кронштейнах; смотрите в TPM3D polymer materials и в техническом описании HP PA12 materials.
- Является ли MJF сильнее SLS? Это зависит от конкретного материала, оборудования и параметров. Многие исследования MJF показывают, что свойства распределяются равномерно по всем направлениям, в то время как SLS с незаполненными нейлоновыми волокнами также надёжен. Протестируйте образцы в нужной вам ориентации и сравните дисперсию и частоту обновления в плане контроля.
- Когда для производства деталей следует выбирать SLA, а не SLS? Выбирайте SLA, если качество поверхности и точность имеют первостепенное значение, а механические нагрузки низкие или умеренные. Например, для изготовления декоративных панелей, лёгких труб, небольших точных компонентов. Рекомендации по допуску указаны в руководстве по проектированию Formlabs Form 4.
- Как рассчитать стоимость детали для SLS и FDM?Начните с простой формулы, приведенной выше, затем скорректируйте ее с учетом плотности упаковки (SLS/MJF) и времени удаления поддержки/завершения печати (FDM/SLA). Протестируйте типовую деталь в квалифицированной сервисной службе, чтобы проверить расчетное время работы машины и производительность.
- Можно ли сертифицировать детали из полимеров, напечатанные на 3D-принтере, для медицинского или регулируемого использования? Да, при наличии подходящих материалов и квалификационного досье. Например, нейлоновые порошки могут быть биосовместимыми в определённых пропорциях, а компания SLA предлагает биосовместимые смолы для конкретных областей применения. Для получения разрешения необходимо провести документально подтверждённые испытания с учётом материала и области применения.
Выбор между SLS, FDM, SLA и MJF в конечном счёте зависит от нагрузок, которым должна быть подвержена деталь, условий, в которых она будет эксплуатироваться, и масштаба, в котором вы планируете работать. Сначала определите основное требование — долговечность, качество обработки, стоимость или производительность, — а затем подкрепите его продуманным планом аттестации.
Примеры печати по технологии SLS
Примеры печати по технологии FDM




