

На протяжении истории крупнейшие скачки в развитии цивилизации часто были связаны с прорывами в материалах и производстве. Целые эпохи даже называли по металлам, которые их определяли: бронзовый век — когда люди освоили обработку металла и наладили дальние торговые сети; железный век — когда доступность железа и практичные инструменты заложили основу технологического прогресса. Столетия экспериментов и совершенствования в итоге превратили железо в сталь, а затем привели к современным сплавам и композитам, которые определяют промышленность сегодня и сделали возможными наши технологические достижения.
Материалы продвинули нас и за пределы Земли: алюминиевые сплавы, титан, тугоплавкие металлы и жаропрочные суперсплавы позволили человеку выйти за пределы низкой околоземной орбиты и ступить на Луну. И в наши дни прогресс в аккумуляторах, суперконденсаторах и других современных материалах двигает вперёд электронику, на которой держится повседневная жизнь.
Интересно, что инновации в материалах и производстве нередко возникают не как самоцель — они появляются как побочный результат более крупных задач: разработка производственных процессов и материалов образует круговую, взаимно усиливающуюся связь, когда новые применения требуют новых материалов, а новые материалы открывают новые применения. Появление аддитивного производства широко воспринималось как революционный путь, способный создавать сложные формы деталей, недоступные традиционным технологиям. Однако в высокотемпературных задачах, например в двигательных установках, именно материалы задают границы возможного: аддитивное производство могло изменить то, как мы изготавливаем детали, но не обязательно изменило то, какие экстремальные условия эти детали способны выдерживать в работе.
Оксидно‑дисперсионно‑упрочнённый суперсплав NASA GRX‑810 отвечает на это ограничение напрямую: это высокотемпературный сплав, разработанный — в отличие от «наследуемых» сплавов — специально под аддитивное производство. Далее Тим Смит и Пол Градл из NASA объясняют, как создавался GRX‑810, что уже удалось продемонстрировать и каков путь к коммерческому успеху.
Аддитивное производство (AM) стало сильным драйвером инвестиций по всему миру благодаря своей способности изготавливать сложные формы. Но у раннего AM были заметные слабые места: оборудование часто проектировали прежде всего как «рабочее решение», и материаловедение не было главным фокусом, из‑за чего (и до сих пор) встречаются дефекты, неоднородная микроструктура и повышенная шероховатость поверхности. Однако, пожалуй, самым серьёзным ограничением были сами материалы.
Выбор сплавов для AM был крайне узким — это удачно описывали, перефразируя знаменитую фразу Генри Форда: «Вы можете сделать деталь любой формы, какую захотите — при условии, что это Ti‑6Al‑4V или нержавеющая сталь 304». Эти материалы действительно позволяли получать сложную геометрию в рамках ограничений проектирования под AM, но такой набор сплавов сильно сдерживал более широкое внедрение технологии в серийное производство компонентов. У AM было много преимуществ, но ограниченность доступных материалов (которые не всегда подходят под конкретное применение) мешала раскрыть потенциал полностью.
Сегодня, когда развиваются новые конструкции для сверхзвукового и гиперзвукового полёта и снова ставятся цели выходить за пределы низкой околоземной орбиты, потребность в суперсплавах и материалах для экстремальных условий стала как никогда высокой. При этом большинство «новых» сплавов, которые печатают с помощью AM, — это всё те же «наследуемые» металлы, созданные под литьё и деформационные процессы (wrought), а не специально разработанные или оптимизированные под аддитивный процесс.
Характерный пример — ниобиевый сплав C‑103: его изучали в 1960‑х вместе со многими другими Nb‑сплавами, причём у большинства из них были лучшие механические свойства. Но в итоге «победила» литейная технологичность C‑103, а многие другие ниобиевые сплавы со временем оказались забыты. Перенесёмся на 60 лет вперёд: многие компании в США применяют C‑103 в AM — не потому, что это лучший Nb‑сплав, подходящий для аддитивного выращивания, а потому что по нему есть исторические данные и он хорошо изучен.

Та же картина повторяется практически в каждой системе сплавов: для никелевых — Inconel 718, для железных — 304 stainless steel, для титана — Ti‑64, для алюминия — AlSi10Mg. Ни один из этих сплавов не разрабатывали специально для AM. В некоторых диапазонах температур и напряжений они уместны, но нередко их используют в средах, для которых они подходят плохо — просто потому, что их «проще всего достать» в аддитивном исполнении. Возникает вопрос: не упускаем ли мы возможности или даже новые технологии из‑за того, что индустрия долго не разрабатывала материалы специально под аддитивное производство?
Один из примеров — крайне горячая, окислительная среда в газотурбинных двигателях, которая определяет ресурс таких компонентов, как форсунки (injectors) или купола камеры сгорания (combustor domes). У NASA есть давняя история разработки сплавов, включая более недавние разработки и доведение до зрелости GRCop‑42 и NASA HR‑1 — высокопрочный железо‑никелевый суперсплав. Продолжая эту традицию, NASA поставило цель устранить ключевое ограничение для AM‑деталей в высокотемпературных применениях — «готовность материала» (material readiness).
Раньше конструкции авиационно‑космических деталей ограничивались тем, какие формы смогут изготовить опытные станочники и что смогут собрать мастера сварки. AM сняло эти барьеры, позволив реализовать гораздо более сложные топливные каналы и оптимизированные геометрии (в пределах ограничений DfAM), но доступность подходящих материалов всё равно часто оставалась лимитирующим фактором для новых технологий.
Одна исследовательская группа в NASA Glenn Research Center изучала, как AM может улучшить конструкцию купола камеры сгорания для сверхзвукового полёта. Новые дизайны изготовили, компоненты успешно напечатали, но проблема была принципиальной: детали должны были выдерживать температуры выше 1100 °C и оставаться пригодными к повторному использованию. Команда быстро поняла, что «полочные» AM‑суперсплавы не подходят — в частности, CoCr‑сплавы и Inconel 718 (то есть те же жаропрочные сплавы, которыми пользовались все).
В 2017 году один из конструкторов купола, д‑р Кэти Тасина (Dr Kathy Tacina), спросила материаловедов NASA Glenn: существует ли сплав, который можно печатать аддитивно и который сможет уверенно работать при таких температурах на воздухе. Этот вопрос стал важным катализатором — и очень вовремя, потому что исследователи NASA уже размышляли в этом направлении. Пока д‑р Тасина пыталась создать купол камеры сгорания, изготовленный с помощью AM, материаловеды NASA исследовали AM‑варианты камер сгорания из GRCop‑84. Этот медный сплав упрочняется за счёт диспергирования интерметаллида Cr2Nb в медной матрице; GRCop‑84 был «созревшим» решением ещё до появления GRCop‑42.
Интерметаллидная фаза заметно повышает прочность медного сплава и улучшает его свойства при высоких температурах. Но диспергировать такие частицы традиционными деформационными методами было сложно, поэтому долгое время сплав не применяли в масштабе — до последних лет. И вот в ходе работ по аддитивному изготовлению медных куполов камеры сгорания исследователи NASA заметили любопытное: частицы Cr2Nb в AM‑деталях из GRCop‑84 оказались значительно более мелкими и лучше распределёнными, чем в литом/деформированном варианте. Это наблюдение сразу подтолкнуло к обсуждению идеи использовать AM для получения оксидно‑дисперсионно‑упрочнённых (ODS) сплавов.
Что такое GRX‑810? Начало
Оксидно‑дисперсионное упрочнение (oxide dispersion strengthening, ODS) впервые обнаружили в начале 1950‑х годов, когда швейцарский металлург Роланд Ирманн показал выдающиеся высокотемпературные свойства у изделий из спечённого алюминиевого порошка: естественная оксидная плёнка на частицах распределялась по всему объёму детали. В 1980‑х и 1990‑х ODS‑сплавы на никелевой основе активно исследовали как материалы для турбинных лопаток нового поколения, но сложные и дорогие методы получения в итоге уступили место литым монокристаллическим сплавам. Несмотря на потенциал этого класса материалов, интерес индустрии к ODS ослаб, и в начале 2000‑х инвестиций было немного.
С появлением аддитивного производства возник более экономичный путь получения ODS‑материалов. Первые наблюдения, что в AM‑деталях из GRCop‑84 (а позже и GRCop‑42) интерметаллидные частицы получаются более мелкими и лучше распределёнными, намекали: лазерное порошковое наплавление в слое (Laser Beam Powder Bed Fusion, PBF‑LB) может подходить для создания ODS‑сплавов. На фоне этой идеи и практической потребности (купол камеры сгорания, работающий при температурах свыше 1100 °C) в NASA Glenn (GRC) запустили внутренний проект: попробовать создать ODS‑сплав, который можно аддитивно изготавливать.

В качестве основы в первом исследовании взяли эквиатомный сплав NiCoCr (Ni‑Co‑Cr), опираясь на ранее опубликованные интересные свойства, и показали его пригодность для аддитивного производства. Но оставалась проблема, которая мешала всем предыдущим попыткам создания ODS‑сплавов: как ввести нанооксиды в сплав. Редкоземельные оксиды (например, иттрий оксид Y2O3), а также ZrO2, Al2O3 и ThO2 отличаются исключительной термостабильностью, но их плотность и тепловые свойства сильно отличаются от металлических порошков, из‑за чего возникают технологические трудности при производстве.
Как они «ввели» оксиды
Первые попытки добавить оксиды в металлический порошок с помощью шарового помола (ball milling) показали принципиальную возможность, но в итоге упёрлись в ту же экономическую «стену», что и прежние ODS‑подходы. Нужны были более дешёвые и надёжные альтернативы, чтобы ODS‑сплавы стали коммерчески жизнеспособными. Команда рассмотрела несколько новых способов смешения, включая метод с резонансной акустикой, чтобы вводить высокие энергии в объём смеси; этот подход применили к смеси порошка NiCoCr с нано‑частицами Y2O3.
Испытания шарового помола оказались «катастрофой», но дали ключевое наблюдение: стальные шары в процессе покрывались нано‑иттрием. При более внимательном анализе выяснилось, что похожий эффект наблюдается и на частицах металлического порошка NiCoCr. Тогда возник вопрос: можно ли аддитивно изготовить деталь из металлического порошка, покрытого нано‑частицами Y2O3, и получить настоящий ODS‑сплав?
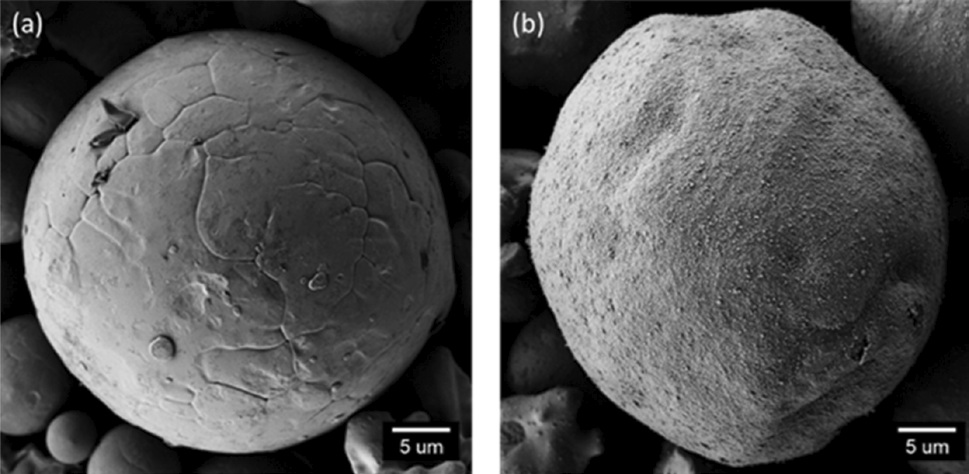
Иттрию смешали с порошком NiCoCr; СЭМ‑анализ показал частицы металла с оксидным «покрытием», напоминающие «шарики пончиков, обсыпанные сахарной пудрой» (как на рис. 4). После нескольких AM‑проб с таким порошком удалось впервые успешно напечатать ODS‑вариант NiCoCr‑сплава.
Первые результаты и пауза из‑за Covid
Ранние механические результаты показали, что ODS‑версия имеет примерно в 10 раз более длительный ресурс ползучести (creep life) по сравнению с «не‑ODS» напечатанным NiCoCr — это стало серьёзным прорывом для команды в конце 2019 года. Затем работу притормозила пандемия Covid: исследователи не могли работать в лаборатории. «Серебряной подкладкой» этого периода стало то, что команды NASA GRC и NASA Ames (ARC) смогли сделать новые термодинамические и атомистические расчёты, чтобы подобрать оптимальный состав и максимально использовать только что найденный способ формирования ODS‑структуры.
Модельно‑ориентированное проектирование (model‑driven alloy design) привело к сложному суперсплаву на основе NiCoCr с девятью компонентами. Когда исследователи вернулись в лабораторию, они изготовили небольшую опытную партию распылённого (atomised) порошка этого состава и снова «покрыли» его нанооксидами. Сплав поначалу назвали Alloy X (не путать с другим никелевым суперсплавом), в конце 2021 года его успешно напечатали и начали испытывать на ползучесть при 1093 °C и 21 MPa (2000 °F и 3 ksi).
Испытания на ползучесть проводили при 1093 °C и 21 MPa (2000 °F и 3 ksi). При такой температуре даже лучшие «аддитивные» суперсплавы обычно выходят из строя через несколько часов. Исходные образцы NiCoCr‑ODS (предшественник) выдерживали около 80 часов — это было заметным улучшением по сравнению с Inconel 718, но всё ещё недостаточным, чтобы заинтересовать кого‑то, кроме узкого круга академических исследователей.
Образцы Alloy X отправили на испытания во внешнюю лабораторию, и обновлённые результаты пришли в конце ноября 2021 года. Первые образцы ODS‑версии Alloy X находились под нагрузкой уже более 300 часов — и, судя по данным, практически не демонстрировали ползучести. Доктор Смит даже задался вопросом, реальны ли эти цифры или это «галлюцинация» на фоне недосыпа из‑за ухода за новорождённым. Первый результат был настолько неожиданным, что значительная часть обсуждения свелась к проверке корректности замеров и настройки испытательной оснастки. Однако после нескольких дополнительных испытаний на ползучесть стало ясно: новый сплав действительно выдающийся.
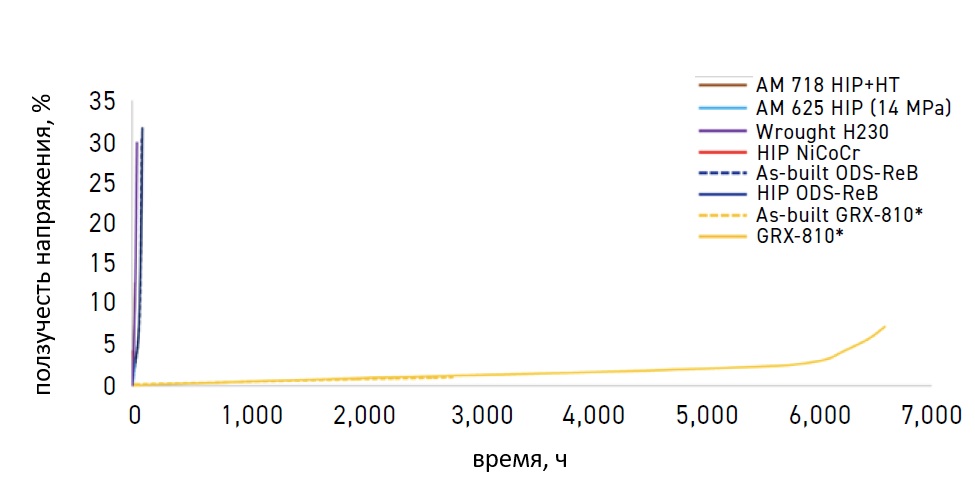
В последующие месяцы провели дополнительные испытания на растяжение и ползучесть на новом порошке Alloy X ODS. Каждый тест подтверждал превосходные высокотемпературные свойства сплава по сравнению с другими коммерческими материалами (это показано на рис. 6). Сплав без реальных применений «как будто не существует».
В NASA аддитивное производство быстро масштабировалось, и NASA Glenn Research Center (GRC) совместно с Marshall Space Flight Center (MSFC) начали переходить от «лабораторного» уровня к изготовлению компонентов для испытаний в ракетных двигателях. У NASA уже был недавний успешный опыт внедрения сплава GRCop‑42 в коммерческие применения и успешные запуски совместно с коммерческими партнёрами, поэтому шаги, необходимые для доведения нового сплава до промышленности, были уже довольно хорошо понятны. Критически важное сотрудничество между исследователями, проектами и центрами NASA сложилось очень вовремя и помогло продвинуть Alloy X с уровня технологической готовности TRL 3 до TRL 5 — то есть до демонстрации компонентов в реальной среде ракетного двигателя.
Хотя модели и ранние испытания указывали, что состав сплава близок к оптимальному, его подтверждение требовало большой работы — «спросите любого инженера, чья работа — квалификация AM‑детали или нового материала». И хотя название Alloy X подчёркивало новизну, ему требовалось более отличимое имя, чтобы не путать с коммерческими разработками. Доктор Градл предложил практичную схему именования в стиле сплавов GRCop — так, чтобы название одновременно отражало центр NASA и идею «экстремальных температур», а также отдавало должное команде. Так появилось имя GRX‑810.
GRX расшифровывается как Glenn Research Center eXtreme temperature alloy («экстремально‑температурный сплав Центра Гленна»), а число 810 связано с температурным «порогом отсечки», использованным в термодинамическом моделировании. Если среди читателей есть любители велоспорта, быстрый поиск в интернете покажет: это не первое использование обозначения “GRX‑810”.
Выдержит ли он проверку? Масштабирование GRX‑810
Что нужно, чтобы довести новый высокотемпературный сплав до зрелого состояния? Терпение, данные, возможно — множество итераций, и очень‑очень много измерений свойств. Чтобы собрать такой массив данных, требуется значительное количество материала, а к этому моменту NASA GRC произвело лишь около 45 кг (100 фунтов) исходного материала GRX‑810. Поэтому первой «проверкой на масштабируемость» для GRX‑810 стала возможность наносить покрытие (оксидные наночастицы) в более крупных и быстрых партиях, а также печатать на более крупных установках.
Первые изделия из GRX‑810 печатали на EOS M100. У EOS M100 необычно малый диаметр лазерного пятна — около 40 мкм — и уже тогда возникали опасения, что при переходе на системы с более крупным лазерным пятном может не получиться сформировать столь же тонкую, наноразмерную оксидную дисперсию, как на M100, и это ухудшит свойства. Пока исследователи NASA GRC оптимизировали процесс нанесения покрытия с прицелом на масштабирование, специалисты MSFC готовились печатать большие партии образцов для испытаний на растяжение, усталость и т. п. методом PBF‑LB.
Вести параллельно масштабирование (и подготовку больших серий образцов) и продолжение разработки нового сплава — рискованно, потому что даже небольшие изменения характеристик порошка могут влиять на поведение при печати и на итоговые механические свойства. Тем не менее, хотя в ходе масштабирования возникло несколько «уроков», исследователям удалось подготовить партии порошка, достаточные, чтобы загрузить EOS M280 и напечатать необходимое количество испытательных образцов (test coupons).

Испытания на ползучесть при 1093 °C и 21 MPa провели на новой партии порошка Alloy X ODS (то есть уже фактически GRX‑810 после масштабирования). Каждый такой тест подтверждал превосходные высокотемпературные свойства сплава по сравнению с другими коммерческими материалами (в статье это сопоставление показано на рис. 6).
Сплав без применения может с тем же успехом не существовать. В NASA внедрение AM быстро расширялось, и NASA GRC вместе с Marshall Space Flight Center (MSFC) активно сотрудничали, переводя работу по сплаву из лабораторной стадии в изготовление компонентов для испытаний в ракетных двигателях. У NASA уже был недавний опыт успешного «вливания» GRCop‑42 в коммерческие применения и запусков с коммерческими космическими партнёрами, поэтому необходимые шаги для вывода нового сплава в отрасль становились всё более понятными и отработанными.
Критически важное взаимодействие между исследователями, проектами и центрами NASA сложилось очень вовремя и помогло продвинуть Alloy X/GRX‑810 с TRL 3 до TRL 5 — то есть до демонстрации компонентов в реальной среде ракетного двигателя. При этом даже если модели и ранние тесты «обещают», подтверждение оптимальности состава всё равно требует огромной работы — особенно если речь о квалификации AM‑компонента или нового материала.
Затем описывается неожиданная проблема уже на стадии расширенной механической характеризации при целевых температурах (выше ~1093 °C): испытательная оснастка и рамы часто выходили из строя раньше, чем образцы GRX‑810. Один показательный случай — испытание для подтверждения «того самого» результата ползучести из первых тестов Alloy X, но уже на масштабированной версии GRX‑810. Тест ожидался очень длительным (тысячи часов), и первые тысячи часов шли многообещающе: новые образцы работали даже лучше, чем первоначальный «невероятный» результат. Однако примерно через 5000 часов испытание резко прекратилось вскоре после достижения 1% деформации ползучести.
Хотя результат сам по себе был серьёзным достижением, на первый взгляд разочаровала, как казалось, низкая пластичность — пока команда не выяснила, что произошло на самом деле. Когда печь открыли, оказалось, что образец GRX‑810 полностью цел, а разрушился из‑за коррозии и отказал гораздо более крупный силовой элемент из сплава Alloy 713 (load bar), как показано на рис. 7. Похожие сложности возникали и в испытаниях на высокотемпературное растяжение и усталость. Поэтому, чтобы полноценно испытывать материал при целевых температурах, захваты, тяги и прочую оснастку тоже пришлось изготавливать из GRX‑810. Такие комплекты оснастки из GRX‑810 были внедрены в испытательных лабораториях по США, что позволило проводить механические испытания образцов GRX‑810 в нужном температурном диапазоне.
Поведение при растяжении
Получив специально изготовленные захваты для испытаний из GRX‑810, команда была готова «довести» сплав до предельных режимов. В нескольких лабораториях GRX‑810 испытывали при температурах, приближающихся к 98% его температуры плавления (температуры солидуса), которая составляет 1316 °C.
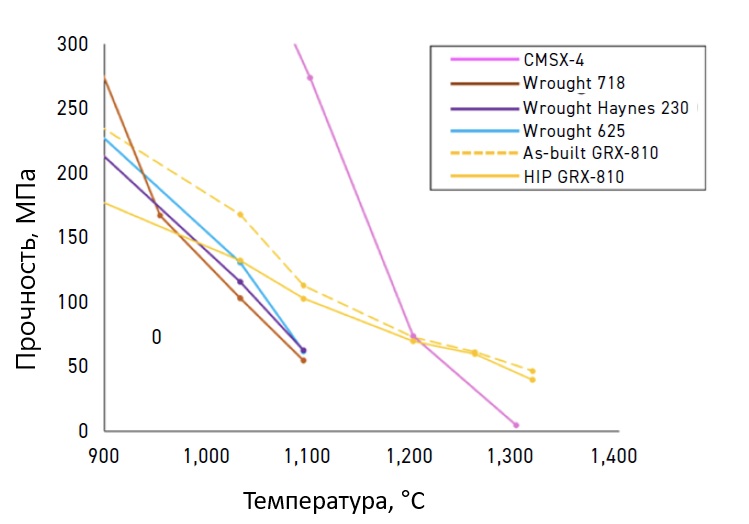
На рис. 8 показано, как GRX‑810 ведёт себя при повышенных температурах по сравнению с обычными суперсплавами и даже с монокристаллическими литыми сплавами, такими как CMSX‑4. Такое сравнение прочности помогает понять, при каких температурах и условиях имеет смысл применять этот материал.
Ниже 800–900 °C традиционные никелевые суперсплавы (например, Inconel 718, Haynes 230) могут иметь более высокую прочность или другие важные свойства, и, если учитывать только экономику, зачастую разумнее использовать именно их. Напротив, когда рабочие температуры поднимаются выше 900 °C, их термостабильность и механические свойства заметно снижаются — и тут GRX‑810 начинает демонстрировать более выраженные преимущества на высоких температурах. Даже литые монокристаллические сплавы для лопаток существенно деградируют уже к 1200 °C. При этом GRX‑810 сохраняет пригодную прочность почти вплоть до плавления.
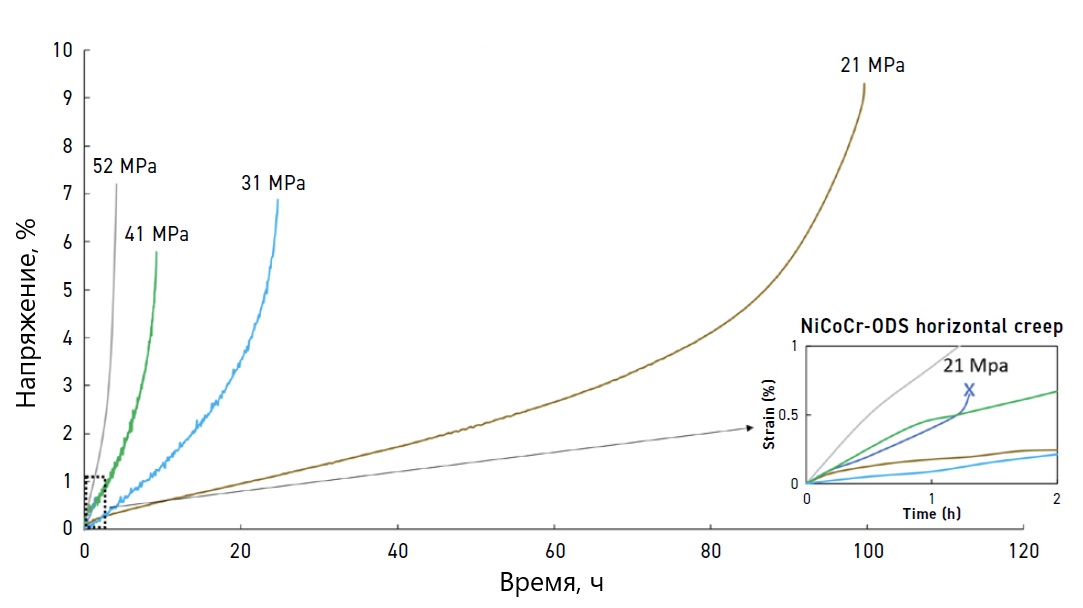
Поведение при ползучести
Первые результаты по ползучести GRX‑810 и стали тем, что обеспечило инвестиции, необходимые для масштабирования сплава. Но у ODS‑сплавов есть давняя проблема (помимо стоимости): выраженная хрупкость при ползучести в поперечном направлении относительно оси рекристаллизации, что десятилетиями мешало их внедрению. Например, для ODS‑суперсплава Inconel MA754 в такой ориентации пластичность при ползучести редко превышала 1%, из‑за чего применение ограничивалось случаями с одноосным нагружением; кроме того, долговечность при ползучести была заметно ниже.
Причина этой анизотропии — исключительно в структуре зёрен. Наличие протяжённых границ зёрен, расположенных ортогонально направлению нагрузки, почти всегда приводит к более быстрому разрушению при высоких температурах. Отсюда и появление монокристаллов для турбинных лопаток: у них вообще нет границ зёрен.
Ранее уже отмечалось, что образцы GRX‑810, выращенные в вертикальной ориентации, в масштабированной версии показывали ещё более высокие характеристики, но оставался ключевой вопрос. Не проявятся ли те же проблемы с пластичностью при ползучести у GRX‑810 в горизонтальном направлении печати — из‑за столбчатых (колоннарных) зёрен, характерных для аддитивного производства?
Как показано на рис. 9, у GRX‑810 этой проблемы не наблюдалось. Хотя долговечность при ползучести в горизонтальной ориентации, как и ожидалось, была ниже, чем у вертикальных образцов, при этих температурах образцы демонстрировали отличную пластичность при ползучести. Более того, даже при меньшей долговечности горизонтальные образцы GRX‑810 всё равно превосходили такие сплавы, как Haynes 230 или Inconel 625 — иногда на порядки.
Интересно, что другие ODS‑сплавы, разработанные параллельно с GRX‑810 (например, NiCoCr‑ODS), продолжали демонстрировать те же ограничения по пластичности, которые были характерны для более ранних ODS‑материалов. Это стало дополнительным свидетельством того, что GRX‑810 обладает уникальными характеристиками, не наблюдавшимися у других AM‑ODS‑сплавов.
Усталостные свойства
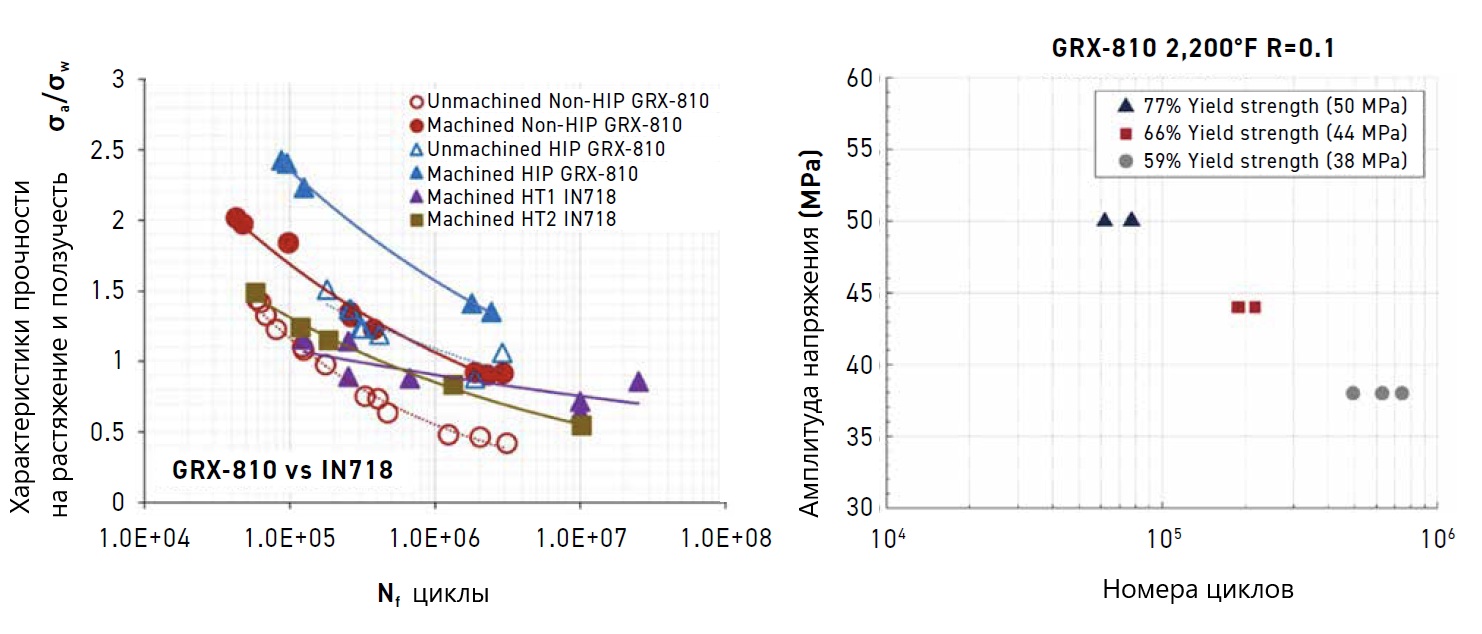
При разработке высокотемпературных сплавов механизмы, которые повышают сопротивление ползучести, часто ухудшают усталостные характеристики. Типичный пример: если исследователь показывает производителю двигателей новый никелевый дисковый сплав с лучшей ползучестью, первый вопрос почти всегда будет про усталость, потому что нередко заранее ожидают слабое поведение при усталости. У GRX‑810 явно впечатляющая ползучесть, но не «купил» ли он это ценой усталости?
Поскольку известно, что дисперсии нанооксидов улучшают прочность при растяжении и ползучести, возникал вопрос: не могут ли эти нанооксиды стать центрами зарождения трещин? На рис. 10 усталостные свойства GRX‑810 сравниваются с Inconel 718. Испытания показали, что даже при комнатной температуре (где GRX‑810 вообще не предполагается использовать) у него хорошая усталостная прочность и, что особенно важно, не было обнаружено признаков того, что нанооксиды связаны с инициированием трещин. Продолжающиеся испытания при температурах выше 1204 °C (2200 °F) выявили отличную усталостную долговечность — значительно выше, чем у традиционных сплавов.
Окисление и термоциклирование
Стойкость GRX‑810 к окислению повышается за счёт диспергирования нанооксидов по металлической матрице. Эти оксиды способствуют формированию и стабилизации защитных слоёв на основе Al2O3 (алюмины) и Cr2O3 /“chromia” (оксидов хрома). В целом сочетание стойкости к окислению и термостабильности позволяет работать при температурах, которые раньше были достижимы главным образом для тугоплавких сплавов.

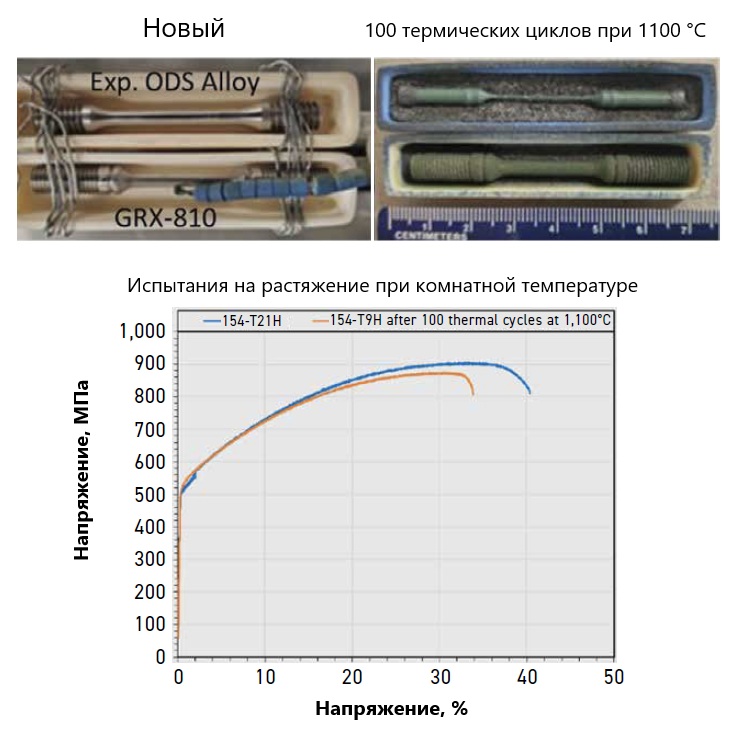
Высокотемпературную стабильность иллюстрирует серия испытаний в NASA GRC: полностью обработанные (machined) образцы на растяжение подвергали термоциклированию, а затем испытывали, чтобы оценить изменения микроструктуры и свойств. На рис. 12 показано, что GRX‑810 и ещё один экспериментальный ODS‑сплав прошли 100 циклов по 1 часу при 1100 °C. GRX‑810 практически не показал изменения массы, тогда как у второго экспериментального сплава было «съедено» окислением более 70% массы. Ещё более показательно, что после термоциклов у GRX‑810 наблюдалось минимальное изменение (если вообще какое‑то) прочностных свойств при комнатной температуре. Этот результат особенно хорошо демонстрирует способность сплава многократно переходить от высоких температур обратно к комнатным без заметной эволюции микроструктуры и деградации. Это позволяет предположить, что GRX‑810 может хорошо работать в экстремальных условиях, характерных для космических полётов.
Лабораторных данных недостаточно
Одно дело — проводить статические испытания на ползучесть в лаборатории в идеализированных, контролируемых условиях (без вибраций, потоков воздуха и прочих возмущений), и совсем другое — подвергнуть материал реальной рабочей среде, где переменные не контролируются полностью. Что за неожиданные особенности или ограничения может показать новый материал, которые не видны в лабораторных тестах?
Летом 2023 года — менее чем через два года после первых «сборок» GRX‑810 — NASA уже производило достаточно материала (feedstock), чтобы заняться проектированием деталей и изготовлением компонентов для огневых испытаний (hot-fire) в жидкостных ракетных двигателях. Было выполнено две разные серии испытаний с компонентами из GRX‑810.
-
В первой серии форсунки (injectors) из GRX‑810 применили в проекте NASA RAMFIRE, используя в качестве компонентов топлива и окислителя жидкий водород (LH2) и жидкий кислород (LOх).
-
Во второй серии использовали форсунку из GRX‑810, камеру сгорания из GRCop‑42 и сопло (nozzle) из GRX‑810, работая на жидком метане (LCH4) и LOх; кадр из такого огневого испытания показан на рис. 13.

По результатам этих серий испытаний GRX‑810 показал устойчивость к экстремальным тепловым, давленческим и механическим воздействиям, характерным для быстрых циклов «прогонов» в рамках hot-fire. Для проверки поведения GRX‑810 на высоких температурах решили последовательно уменьшать расход охлаждающего топлива через сопло, чтобы поднять температуру сопла — поэтому на изображении сопло светится красным: большинство огневых испытаний не доводят компоненты до настолько высоких температур.
Форсунки и сопла, испытанные в обеих программах, отработали «исключительно хорошо», особенно в сравнении с другими аддитивно изготовленными форсунками из современных суперсплавов, например Alloy 625. Эмпирическое сравнение долговечности и коррозионной стойкости GRX‑810 против Alloy 625 приведено на рис. 14.
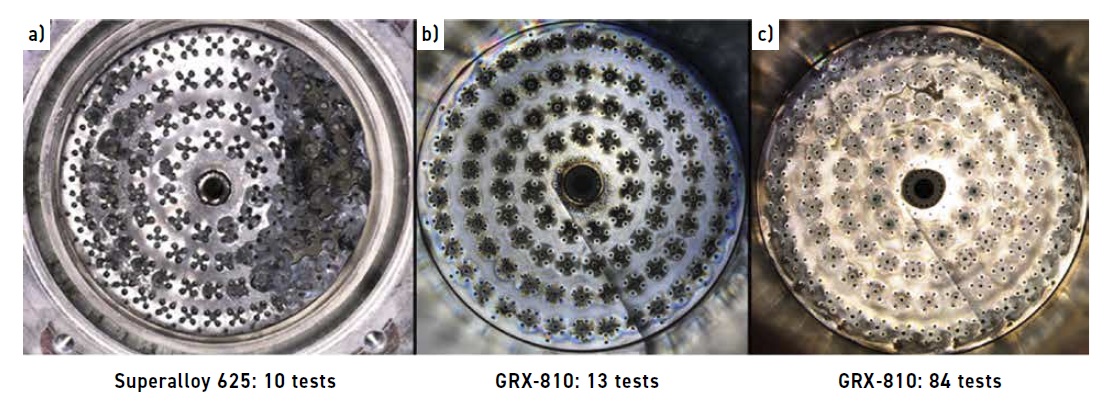
Сравнительный пример: в похожей серии испытаний форсунка из суперсплава 625 показала заметную эрозию уже после десяти циклов. Для сравнения, форсунка из GRX‑810 почти не имела эрозии после 13 циклов, а признаки эрозии на внешних кромках проявились лишь после 80 циклов. Они также подчёркивают, что GRX‑810 можно изготавливать в геометриях, сопоставимых с теми, которые сегодня применяют для других AM‑суперсплавов, и на текущий момент добавление нанооксидов не выявлено как ограничение по минимальной толщине стенки или по другим сложным внутренним геометриям, важным для таких аэрокосмических деталей.
Успешные огневые испытания и масштабирование
Успешные огневые испытания (hot‑fire) и переход от лабораторных партий к промышленным объёмам создали условия для коммерциализации GRX‑810. По их словам, уже в октябре 2024 года — менее чем через три года после того, как сплав впервые напечатали аддитивно — выпуск GRX‑810 вырос от темпов порядка 0,5 кг в час (при лабораторном «покрытии» порошка в NASA) до сотен и тысяч килограммов в неделю. Такой быстрый цикл связывают и с прогрессом в модельно‑ориентированном проектировании сплавов, и с возможностями NASA по разработке материалов для экстремальных условий космических миссий.
Лицензирование и коммерциализация
«Летом 2024 года четырем коммерческим партнерам были предоставлены совместные эксклюзивные лицензии на производство GRX-810 и его коммерческую продажу. Все четыре компании: Linde AMT, Elementum3D, Carpenter Technologies и Powder Alloy Corporation успешно произвели и сертифицировали свои версии GRX-810».
Летом 2024 года четырем коммерческим партнерам были предоставлены совместные эксклюзивные лицензии на производство GRX-810 и его коммерческую продажу. Все четыре компании: Linde AMT, Elementum3D, Carpenter Technologies и Powder Alloy Corporation успешно произвели и сертифицировали свои версии GRX-810. Первые коммерческие поставки GRX-810 состоялись в октябре 2024 года, менее чем через три года после того, как сплав был впервые изготовлен методом аддитивного производства. За короткий период времени производство GRX-810 выросло с 0,5 кг в час (использовалось для нанесения порошкового покрытия в лаборатории НАСА) до сотен и тысяч килограммов в неделю. Этот быстрый рост производства подчеркивает как достижения в разработке сплавов на основе моделей, так и способность НАСА разрабатывать материалы, способные выдерживать экстремальные условия космических полетов.
Выводы и дальнейшие шаги
Что это означает для дальнейшего развития GRX-810 и проектирования сплавов в целом? НАСА планирует продолжать развивать и поддерживать использование GRX-810 в промышленности. Это включает в себя изучение дополнительных методов аддитивного производства, таких как направленное энергетическое осаждение и дуговая проволочная аддитивность. GRX-810 все чаще используется для различных летных демонстраций, и каждое новое испытание дает дополнительное представление о поведении сплава в различных условиях. Один из ключевых уроков заключается в том, что разработка сплавов должна быть целенаправленной, основанной на требованиях, и данных, оптимизированной на протяжении всего жизненного цикла, включая исходное сырье, изготовление и постобработку, и в конечном итоге подтвержденной в реальных условиях эксплуатации. В долгосрочной перспективе возможность использования этого сплава следующего поколения поможет реализовать другие передовые технологии, такие как вращающиеся детонационные ракетные двигатели и высокоскоростные транспортные средства, и позволит проводить будущие исследования.
Дискуссии о космических путешествиях в последние годы развились, возобновился интерес к расширению границ освоения космоса человеком, чтобы установить более постоянное присутствие на Луне и за ее пределами.
Достижение наших самых амбициозных целей потребует новых материалов, компонентов и технологий двигательных установок. Такие технологии были невозможны в XX веке, потому что доступные в то время материалы не могли соответствовать необходимым требованиям к производительности.
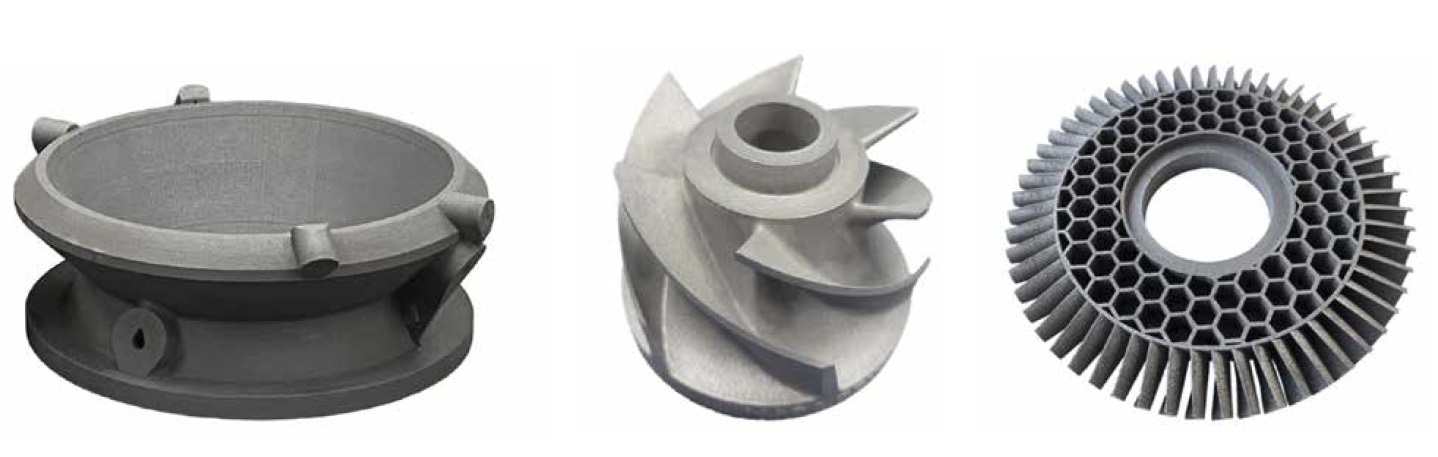
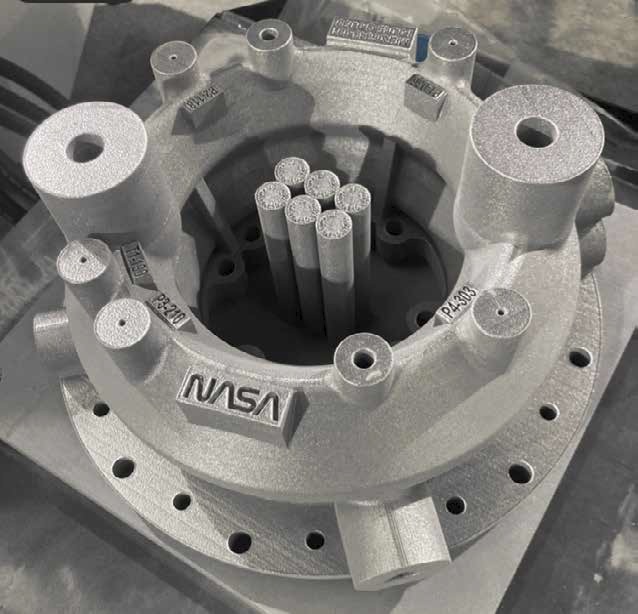
На рис. 17 показан ряд компонентов из сплава GRX-810, отличающихся сложной геометрией. GRX-810 представляет собой новый класс сплавов XXI века, которые теперь можно использовать для разработки и реализации новых транспортных средств и двигательных установок. НАСА уже начало эту работу, разрабатывая сплавы ODS, специально предназначенные для различных условий эксплуатации, такие как ORCAlloy-21 и Alloy 754-ODS для сред с высоким содержанием кислорода, и GR-91 ODS для ядерных двигателей.
«Сплав GRX-810 все чаще используется в различных летных демонстрациях, и каждое новое испытание дает дополнительное представление о поведении сплава в различных условиях окружающей среды».
Год назад, если бы коммерческая космическая компания или оборонный подрядчик попытались использовать ODS-сплавы для критически важных компонентов, промышленные поставщики металлов, вероятно, ответили бы: «Это невозможно — такие формы нельзя изготовить из ODS-сырья». Сегодня, благодаря зрелости аддитивного производства, это ограничение больше не существует. Новые, экзотические, дисперсионно-упрочненные сплавы теперь можно производить в невероятно сложных геометрических формах. По мере изучения этой новой системы сплавов, ставшей возможной благодаря аддитивному производству и ускоренной искусственным интеллектом, она будет поддерживать технологии, которые потенциально могут значительно продвинуть пилотируемые космические полеты.




