
Источник: Biomimetics
DOI: https://doi.org/10.3390/biomimetics11020128
Авторы: Mansoureh Rezapourian, Anooshe Sadat Mirhakimi, Mahan Nematollahi, Tatevik Minasyan, Irina Hussainova
Перевод с английского
Первая часть тут
Аннотация
Имплантаты с индивидуальной решетчатой структурой (PSLI) и модульные пористые каркасы стали перспективными решениями для лечения сегментарных дефектов диафиза бедренной и большеберцовой костей, особенно в тех случаях, когда традиционные методы реконструкции оказываются неэффективными. Вторая часть нашего двухчастного обзора посвящена тому, как современные исследования трансформируют компьютерную томографию (КТ) иμМы рассматриваем преобразование данных КТ в архитектурные решетчатые имплантаты, а также способы изготовления и численной, механической, биологической и клинической верификации этих конструкций. Мы описываем конвейеры обработки изображений, включая получение изображений в формате DICOM (Digital Imaging and Communications in Medicine), сегментацию, зеркальное отображение на противоположной стороне и отображение единиц Хаунсфилда (HU) – плотность – упругость, и показываем, как эти решения влияют на модели конечных элементов (FE) и геометрию, готовую к печати. Далее, стратегии проектирования решеток и концепции смешанных материалов сравниваются и связываются с конкретными методами аддитивного производства в металлах, полимерах и биокерамике, такими как лазерное спекание порошкового слоя (LPBF), электронно-лучевое плавление (EBM), моделирование методом послойного наплавления (FDM), струйная печать материалов и экструзионная биопечать. Для классификации исследований по четырем направлениям (моделирование, S), механическое моделирование, клеточные исследования in vitro, исследования на животных in vivo и ранние клинические серии используются методологические обзоры линейно-упругих моделей и гомогенизированных моделей конечных элементов (КЭ), а также результаты лабораторных механических испытаний, исследований in vitro и in vivo на животных. На основе проанализированной литературы мы устанавливаем общий рабочий процесс для имплантатов КТ. Мы выявляем распространенные пробелы в процессе, отмечаем недостаточное описание деталей визуализации и моделирования, указываем на недостаток данных об усталости и ремоделировании, а также признаем ограниченный размер клинических когорт. Кроме того, мы предлагаем практические рекомендации по разработке более стандартизированных и масштабируемых алгоритмов планирования. В первой части этого двухчастного обзора изучались модели дефектов, анатомическое расположение и стратегии фиксации для индивидуальных решетчатых имплантатов, используемых при сегментарной реконструкции бедренной и большеберцовой костей, с акцентом на то, как морфология дефектов и субрегиональная анатомия влияют на выбор конструкции и механическое поведение. В результате был разработан подход, ориентированный на дефекты и фиксацию, который обеспечивает клинический и анатомический контекст для рабочего процесса и анализа валидации, представленных в Части 2.
Ключевые слова: Имплантаты с решетчатой структурой, изготовленные с учетом индивидуальных особенностей пациента ; сегментарные дефекты костей ; бедренная кость ; большеберцовая кость ; компьютерная томография ; аддитивное производство ; пористые каркасы ; анализ методом конечных элементов ; механические испытания ; валидация in vivo ; пористые каркасы, напечатанные на 3D-принтере.
1. Введение
Имплантаты с решетчатой структурой, разработанные с учетом индивидуальных особенностей пациента и спланированные на основе КТ, быстро переходят от экспериментальных прототипов к реалистичным вариантам реконструкции сегментарных дефектов бедренной и большеберцовой костей. Однако базовые инженерные и валидационные процессы остаются сложными и лишь частично документированы. Хотя ранние отчеты показали, что виртуальное планирование на основе КТ может помочь в разработке пористых каркасов или сегментов решетки, адаптированных к индивидуальным дефектам и стратегиям фиксации, связанные с этим процессы, от получения изображений и сегментации до генерации решетки, конечно-элементного анализа, печати, постобработки и лабораторных или in vivo испытаний, значительно различаются между группами [ 1 , 2 , 3 , 4 ]. В то же время пространство проектирования расширилось и теперь включает архитектурные морфологии и рассасывающиеся каркасы, которые должны одновременно удовлетворять ограничениям по технологичности изготовления, механическим характеристикам и остеоинтеграции [ 5 , 6 , 7 , 8 , 9 , 10 ].
Конечно-элементное моделирование, наряду с экспериментами in vitro и in vivo, стало необходимым для оценки этих конструкций. Однако оно использует различные законы материала, граничные условия и показатели результатов, что затрудняет сравнение и перенос [ 1 , 10 , 11 , 12 , 13 ]. Металлические решетки, наряду с полимерными, керамическими, композитными и градиентными архитектурами, в настоящее время производятся с помощью методов аддитивного производства (АМ), включая лазерное спекание порошкового слоя (LPBF, часто называемое SLM (селективное лазерное плавление) в цитируемых исследованиях), электронно-лучевое плавление (EBM), моделирование методом послойного наплавления (FDM), струйную печать материалов и биопечать, часто с последующим снятием напряжений, горячим изостатическим прессованием или спеканием; однако взаимосвязь между параметрами процесса, микроструктурой и характеристиками конструкции редко рассматривается надлежащим образом [ 13 , 14 , 15 , 16 , 17 ]. Эти пробелы замедляют разработку воспроизводимого процесса КТ-имплантации, который можно было бы масштабировать за пределы отдельных клинических случаев.
После обзора дефектов и фиксации в Части 1 [ 18 ], эта вторая статья посвящена процессу проектирования и валидации. Части 1 и 2 вместе образуют двухчастную серию обзоров индивидуальных решетчатых имплантатов для сегментарной реконструкции бедренной и большеберцовой костей. В Части 1 подробно описано, как сегментарные дефекты бедренной и большеберцовой костей классифицируются по размеру и морфологии, как выбираются стратегии фиксации (пластины, гвозди, внешняя фиксация, конструкции Маскеле и альтернативы мегапротезам) и как этот выбор определяет локальную механическую среду. Поэтому эти аспекты здесь лишь кратко упомянуты, и читателям рекомендуется обратиться к сопутствующему обзору Части 1 для полного обсуждения. В этой статье мы сначала суммируем рабочие процессы персонализации и визуализации для реконструкции длинных костей, включая КТ иμМы рассматриваем стратегии КТ, методы сегментации, а также определение областей дефектов и интересующих участков кости. Затем мы анализируем выбор архитектуры решетки и совместное проектирование оболочек и внутренних структур, а также концепции смешанных и градиентных материалов, прежде чем перейти к изучению материалов и методов аддитивного производства металлических и неметаллических каркасов. Наконец, мы обобщаем и анализируем методологические обзоры, полученные в результате моделирования методом конечных элементов, механических и биологических испытаний, а также исследований на животных или ранних клинических исследований, и в заключение излагаем практические проблемы и будущие направления стандартизации рабочих процессов имплантации решетчатых конструкций на основе изображений.
2. Историческая эволюция имплантации решетчатых протезов с планированием на основе КТ.
От Илизарова до АМ: эволюция методов лечения дефектов бедренной и большеберцовой костей.
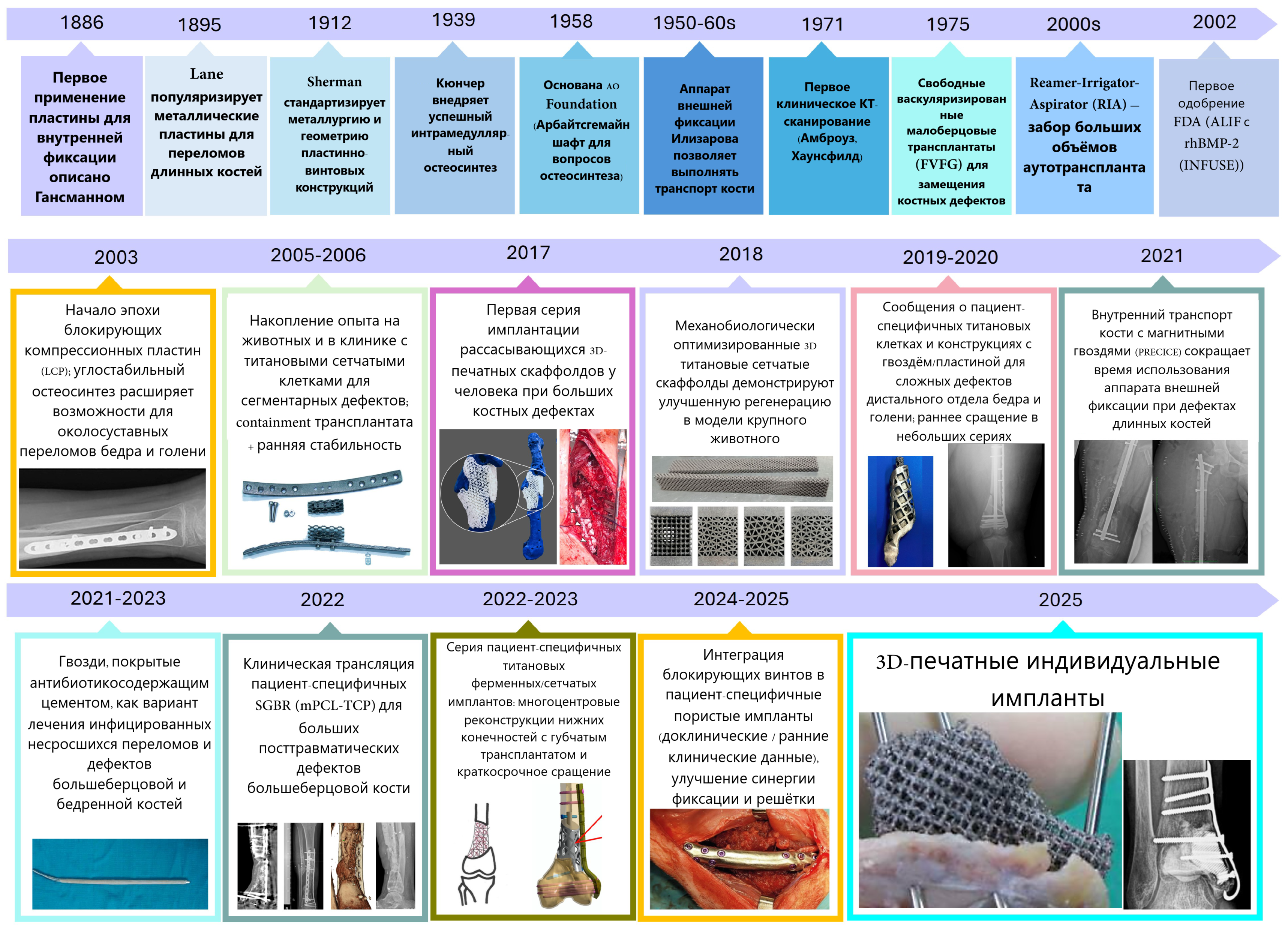
Современное лечение сегментарных дефектов длинных костей эволюционировало от ранних методов внутренней фиксации пластинами до современных индивидуальных каркасов, изготовленных методом аддитивного производства. Ранние исследования костных пластин, проведенные Хансманном, Лейном и Шерманом, привели к стандартизации внутренней фиксации благодаря движению Arbeitsgemeinschaft für Osteosynthesefragen (AO), основанному в 1958 году, которое формализовало методы, конструкцию имплантатов и обучение хирургов [ 19 , 20 , 21 ]. Внутренняя фиксация с опорой на нагрузку претерпела трансформацию в 1939 году, когда Кюнчер выполнил первую успешную интрамедуллярную (ИМ) фиксацию; ИМ-конструкции стали основным методом стабилизации диафиза бедренной/большеберцовой кости [ 22 , 23 ]. Параллельно с этим, круговые методы внешней фиксации и транспортировки кости Илизарова (1950-е–1960-е годы) позволили осуществлять биологическую реконструкцию очень больших дефектов большеберцовой/бедренной кости, стратегия, которая до сих пор подтверждается в современных исследованиях [ 24 , 25 ]. Затем поперечная визуализация изменила планирование: первое клиническое КТ-сканирование 1 октября 1971 года (Амброуз/Хаунсфилд) привело к точному определению 3D-дефекта, созданию шаблонов и, десятилетия спустя, к разработке имплантатов, специфичных для каждого пациента [ 26 , 27 ].
Достижения в области биопрепаратов и фиксации расширили возможности реконструкции: техника индуцированной мембраны (Маскеле), разработанная в середине 1980-х годов, предлагает надежный двухэтапный метод регенерации кости [ 28 , 29 , 30 ]. Концепции блокирующих пластин получили развитие в начале 2000-х годов, улучшив фиксацию остеопоротической и околосуставной кости. Система Reamer–Irrigator–Aspirator (RIA) облегчила забор больших объемов внутрикостного аутотрансплантата для сегментарных дефектов [ 31 , 32 , 33 ]. В случаях инфицирования/несращения, антибиотические цементированные гвозди стали эффективным вариантом сохранения конечности, в то время как магнитные моторизованные гвозди для транспортировки кости (например, PRECICE BTN) сократили время использования внешнего фиксатора и расширили показания к применению в онкологической реконструкции [ 34 , 35 , 36 , 37 ]. Одновременно хирурги испытывали структурные заменители, такие как цилиндрические титановые сетчатые клетки, заполненные трансплантатом (о которых сообщалось в клинической практике в 2000 году), для заполнения диафизарных зазоров [ 38 , 39 ]. Реконструкция длинных костей развивается от традиционных твердых конструкций и трансплантатов к передовым, индивидуальным для каждого пациента решетчатым архитектурам. Эти инновационные конструкции стали возможны благодаря планированию на основе КТ и современным технологиям аддитивного производства.
В настоящее время инженеры комбинируют поверхностные решетчатые оболочки и внутренние каркасы, включающие траектории винтов/гвоздей, окна для имплантатов и функционально градиентную пористость, чтобы регулировать локальную жесткость и устранять экранирование напряжений. Различные семейства решеток, включая тройно периодические минимальные поверхности (TPMS), стержневые, стохастические/вороновы, гибридные и многоморфологические архитектуры, выбираются или смешиваются для регулирования анизотропии с путями нагрузки на бедренную/большеберцовую кость при сохранении проницаемости [ 7 , 40 , 41 ]. Топологическая оптимизация и библиотеки решеток помогают формировать геометрию в рамках ограничений аддитивного производства, таких как минимальные размеры элементов и выступы [ 42 ]. Между тем, проверка на усталость и физиологически значимая нагрузка методом конечных элементов, основанная на силах в тазобедренном суставе и мышцах, постепенно интегрируются в рабочий процесс, который следует последовательности, начиная с CAD, затем анализа методом конечных элементов и 3D-печати, затем подхода к снятию напряжений и, наконец, стендовых испытаний [ 12 , 43 ]. Недавние исследования демонстрируют эти принципы на практике, оптимизируя параметры решетки и подтверждая их с помощью механических испытаний и исследований in vitro/in vivo, что поддерживает переход к градуированным имплантатам, распределяющим нагрузку, для реконструкции длинных костей [ 12 ].
За последнее десятилетие компьютерная томография и аддитивное производство превратили металлические решетки и биоразлагаемые каркасы в реальные варианты для сегментарной реконструкции бедренной и большеберцовой костей [ 44 , 45 ]. Индивидуальные пористые титановые клетки и решетчатые имплантаты, часто в сочетании с конструкциями Маскеле или пластинами/гвоздями и биоразлагаемым каркасом из mPCL-TCP, демонстрируют, как фиксация, биология и архитектурная пористость могут быть интегрированы в единую стратегию реконструкции. Клинические серии, основанные на этих концепциях, подробно рассматриваются в последующих разделах, завершая историю от жесткой фиксации и биологической транспортировки до основанных на визуализации индивидуальных решеток для регенерации дефектов бедренной и большеберцовой костей с распределением нагрузки [ 2 , 46 , 47 , 48 , 49 , 50 ]. Историческое развитие с 1886 по 2025 год суммировано на рисунке 1 .
3. Процесс персонализации и обработки изображений
В рассмотренных исследованиях конвейеры персонализации КТ-решетки можно разделить на три основных направления. Во-первых, в большинстве клинических исследований используется стандартная клиническая КТ бедренных и большеберцовых костей человека с миллиметровым шагом среза; эти наборы данных используются как для проектирования имплантатов с учетом индивидуальных особенностей пациента, так и для конечноэлементных моделей [ 1 , 3 , 7 , 11 , 14 , 62 , 63 , 64 ]. Во-вторых, в доклинических моделях на крысах и овцах используютсяμКТ для получения изображений морфологии высокого разрешения, что позволяет проводить продольное наблюдение и количественную оценку как периимплантатной, так и внутрипоровой кости [ 4 , 6 , 9 ]. Во-третьих, в ряде исследований используются эталонные или суррогатные наборы данных, такие как композитные бедренные кости или данные Visible Human, для прототипирования рабочих процессов или проверки механики, когда данные о пациенте недоступны [ 15 , 65 , 66 ]. На рисунке 2 представлен рабочий процесс от КТ до имплантации для индивидуальных решетчатых имплантатов при реконструкции бедренной и большеберцовой костей, начиная с получения и сегментации КТ/МРТ, 3D-реконструкции области интереса (ROI) и цифрового предоперационного планирования, за которым следуют индивидуальное проектирование имплантата (CAD и FEA), аддитивное производство (AM), постобработка (термическая обработка и финишная обработка поверхности) и, наконец, радиологическое и клиническое наблюдение.

Более поздние работы демонстрируют наличие специализированного отдела контроля качества, гдеμКТ используется только для проверки целостности каркаса, а не для построения самой модели пациента; например, Ли и др. использовали Scanco.μСистема КТ 100 (4,9)μразмер вокселя м, 90 кВп, 200μA, 140 мс) для оценки взаимосвязи пор и точности стержней напечатанных титановых решеток без необходимости использования геометрии CAD [ 8 ]. Другие авторы сообщали о подробных параметрах получения клинической КТ, таких как расстояние между срезами 2 мм и 1816 аксиальных срезов перед обработкой с помощью Mimics 10.01, SolidWorks 2020 и ANSYS workbench 2021 [ 17 ] и продемонстрировали сегментацию с открытым исходным кодом в InVesalius с мелкими вокселями (0,115 × 0,115 × 0,600 мм) для планирования и последующей количественной оценки у овец [ 10 ]. В сложных реконструкциях Тетсворт и др. [ 2 ] показали, что КТ спейсера Маскеле на этапе 1 в сочетании с зеркальным отображением на противоположной стороне может быть использована для восстановления контуров кости перед отправкой данных DICOM производителю для изготовления индивидуального титанового имплантата. В модели овец Чжана и др. [ 4 ],μПостобработка КТ с пороговыми значениями HU от 1000 до 3885 HU и двумя областями интереса — 2-миллиметровым периимплантатным поясом и внутрипористой областью — обеспечила стандартизированную основу для количественной оценки врастания кости. Чанг и др. [ 12 ] дополнительно продемонстрировали, как эффективные свойства решетки могут быть извлечены с помощью ANSYS Material Designer (гомогенизация представительного объемного элемента (RVE)) из модели дистального отдела бедренной кости на основе КТ, а затем использованы для выбора кубооктаэдрической решетки с столбиками 0,8 мм под углом 45°, которая нацелена на окно деформации кости приблизительно 4000.μϵна границе раздела.
Типичные клинические конвейеры обработки данных сообщают о матрицах изображений размером ~512 × 512 с толщиной среза ~1,0–1,5 мм, за которыми следует сегментация в Mimics, 3D Slicer или Amira-Avizo; экспорт в формат STL с очисткой поверхности в Meshmixer, Geomagic или Magics; и последующее создание сетки и конечно-элементный анализ в ANSYS или Abaqus [ 3 , 7 , 14 , 62 , 63 , 64 , 67 ]. В рамках этой общей схемы было описано несколько вариаций. Бласкес и др. использовали InVesalius для интерактивной обработки и организации данных DICOM овец, имеющих размеры вокселей 0,115 × 0,115 × 0,600 мм, перед созданием каркасов из гидроксиапатита (HA) методом робокастинга [ 10 ]. Васантанатан и др. проанализировали плотные метаданные КТ (расстояние между срезами 2 мм и 1816 срезов) перед рабочим процессом Mimics–SolidWorks–ANSYS [ 17 ]. Чжан и др. [ 4 ] использовали Mimics Research 20.0 для сегментации и Abaqus 6.14 для конечно-элементного анализа КТ-модели овцы для сборки бедренной кости, имплантата и пластины; в то время как Ли и др. [ 8 ] использовали NX 12.0 в качестве основной конечно-элементной среды, где клиническая КТ в основном служила точкой проверки, иμКТ использовалась для контроля качества напечатанного каркаса. В исследовании конструкции дистального отдела бедренной кости на основе КТ Чанг и др. [ 12 ] использовали Creo для CAD и ANSYS Material Designer для вычисления упругих постоянных решетки из RVE перед выполнением конечно-элементного анализа всей кости с 10-узловыми тетраэдрическими элементами при нагрузке, имитирующей походку.
Как правило, введение дефектов в эти модели также осуществляется по двум основным стратегиям. В некоторых исследованиях дефекты берутся непосредственно из КТ-снимков травм или опухолей, сохраняя точную морфологию и состояние кости хозяина [ 3 , 11 ]. В других случаях виртуальные остеотомии создают стандартизированные зазоры — обычно диафизарные дефекты размером 50–90 мм — для обеспечения контролируемого сравнения конструкций имплантатов и концепций фиксации [ 1 , 7 , 62 , 63 ]. Чанг и др. [ 12 ] определили дистальное окно бедренной кости размером 25 мм, расположенное на расстоянии 55 мм от суставной линии, для параметрического изучения слоев решетки и контакта кости, тогда как Бласкес и др. [ 10 ] смоделировали удаление 13-миллиметрового метатарзального сегмента у овец и добавили элементы соединителя и отверстия для трансплантата непосредственно в 3D-модель для размещения роболитированного ГА-каркаса. Несколько клинических и доклинических рабочих процессов восстанавливают анатомию путем зеркального отображения неповрежденной конечности перед разработкой индивидуальных инструментов или решетчатых имплантатов [ 3 , 62 ]. В случае Маскелета, Тетсворт и др. [ 2 ] использовали цементную прокладку в качестве мишени для визуализации, зеркально отобразили контралатеральную конечность для восстановления естественных контуров, а затем создали титановый каркас, который соответствует как оболочке прокладки, так и зеркально отображенной геометрии кости.
Для более полного описания механики кости используется подмножество рабочих процессов, в которых применяется сопоставление HU-модуля плотности с бедренной или большеберцовой костью, что позволяет реконструировать неоднородное упругое поле, а не присваивать единое значение жесткости всей кости [ 1 , 14 , 63 , 67 ]. Бласкес и др. [ 10 ] объединили этот подход с калибровкой минеральной плотности кости (МПК) с использованием фантомов QRM-BDC (0–0,8 г HA).см− 3) и контрольные КТ-сканирования с временными метками, что позволило им отслеживать формирование и ремоделирование костной ткани во времени на овечьей модели. Что касается имплантата, Чанг и др. [ 12 ] выполнили гомогенизацию на основе RVE в ANSYS Material Designer для получения эффективных упругих констант для решетки, которые затем были внедрены в полномасштабную конечноэлементную модель. В этой работе топология решетки и размеры столбиков были настроены таким образом, чтобы генерировать деформации на границе раздела около 4000μϵ, цель, которая все чаще используется на первом этапе проектирования решеток для определения выбора параметров, таких как диаметр столбиков и наклон [ 4 , 8 , 12 ].
После определения границ дефекта, либо на основе резецированной анатомии, либо на основе зеркальной реконструкции, разрабатываются решетчатые и PSI-геометрии, которые занимают доступный объем, соблюдая пути фиксации и биологические ограничения. Конструкции варьируются от пористых оболочек с согласованной жесткостью и градуированных трабекулярно-миметических архитектур до поверхностных решеток, включающих каналы для винтов с потайной головкой и окна для трансплантатов [ 11 , 14 , 62 , 64 , 67 ]. Побло и др. [ 68 ] сообщили о сотовых конструкциях из титановой сетки с мягкими и жесткими вариантами, оптимизированными для передачи деформации в модели сегментарного дефекта у овец, а затем перенесли аналогичные конструкции из титановой сетки в клинические случаи. Чанг и др. [ 12 ] исследовали кубооктаэдрические поверхностные решетки, диаметр и угол столбиков которых были настроены для стимулирования благоприятных паттернов деформации на границе раздела, в то время как Бласкес и др. [ 10 ] сгенерировали каркасы из гидроксиапатита методом робокастинга непосредственно из сегментированной модели овцы InVesalius. Геометрии обычно экспортируются в виде файлов STL или STEP. Затем детали, готовые к изготовлению, подготавливаются для послойных методов изготовления, таких как LPBF из Ti6Al4V, с минимальными ограничениями по размерам элементов около 0,5 мм для стенок или стержней, и часто сравниваются с прогнозами FE с использованием композитных костей или цифровой корреляции изображений перед любым этапом перемещения [ 1 , 14 , 15 ]. LPBF использовался не только для обычных решеток, но и для клинических сотовых сеток из титана как у пациентов, так и у овец [ 68 ], а также для конструкций из титановой решетки, проверенных с помощью биомеханических, in vitro и животных испытаний [ 12 ]. Другие методы производства включают прототипы из акрилонитрилбутадиенстирола (ABS), напечатанные методом FDM на основе конвейеров CT-Mimics-STL [ 69 ], печать с использованием геометрии на основе КТ с нарезкой в Cura и стендовыми испытаниями в стиле ISO [ 17 ], а также робокастинг каркасов из 45 об.% ГК для исследований в области тканевой инженерии овец [ 10 ].
Таким образом, клиническая КТ обеспечивает контекст всей кости и реалистичное планирование, но за счет более крупных вокселей; она выигрывает от контралатерального зеркального отображения и картирования свойств на основе единиц Хаунсфилда, хотя это вводит предположения о двусторонней симметрии и чувствительности калибровки [ 1 , 3 , 14 , 63 ]. В отличие от этого,μКТ обеспечивает превосходное разрешение деталей пористого масштаба и врастания костной ткани, но ограничена доклиническими масштабами и ограниченным полем зрения [ 4 , 6 , 9 ]. Только контроль качестваμКТ, даже без прямого САПР, специфичной для пациента, остается решающим фактором для проверки взаимосвязи пор и геометрии напечатанных элементов в решетчатых имплантатах [ 8 ]. Инструменты сегментации теперь явно указывают размеры вокселей и пороговые значения HU, как в рабочих процессах на основе InVesalius, разработанных Бласкесом и др. [ 10 ], а стандартизированные определения ROI (например, 1000–3885 HU, 2 мм периимплантатный пояс, внутрипористая ROI) повышают воспроизводимость показателей врастания кости [ 4 ]. Выбор решателя конечных элементов и стратегии построения сетки (NX, ANSYS или Abaqus; тетраэдрические или гексаэдрические элементы; связанные или контактные интерфейсы), а также инструментов гомогенизации, таких как ANSYS Material Designer, существенно влияют на прогнозируемую деформацию на границе кость-решетка и, следовательно, на предполагаемую оптимальную топологию [ 4 , 8 , 12 ]. Важно отметить, что клиническая применимость улучшается, когда авторы документируют параметры DICOM (например, расстояние между срезами и количество разрезов), операции сегментации, отображение плотности в единицах Хаунсфилда (HU), форматы экспорта и ограничения технологичности производства наряду с лабораторной или in vivo валидацией [ 1 , 4 , 11 , 14 , 15 , 17 , 62 , 63 ]. В таблице 1 для каждого исследования приведены сводные данные о параметрах получения изображений, инструментах сегментации и объединения изображений, форматах экспорта, этапах зеркального отображения, а также ссылки на анализ методом конечных элементов и аддитивное моделирование, что позволяет различать клиническую КТ и доклиническую.μКомпьютерная томография (КТ) и сканирование для контроля качества (КК). Благодаря объединению терминологии и выявлению неучтенных полей, этот реестр обеспечивает сопоставимость рабочих процессов персонализации и разъясняет, как данные КТ используются в проектировании решеток, механике, моделировании и производстве.
Таблица 1. КТ- иμВ включенных исследованиях использовались рабочие процессы преобразования изображений, полученных с помощью КТ, в модели.
| Год, Ref [n] | Рабочий процесс «Изображение → Модель» (КТ/μКТ; ключевые шаги) |
| 2013, [1] | КТ стандартизированного композитного бедра (4-е поколение, большое левое Sawbones); матрица/пиксель/срез не указаны; сегментация не указана; КТ-картирование HU из композитной кости. |
| 2014, [70] | Нет конвейера КТ-модели пациента; настольная μКТ имплантатов SLM Ti (пороги 77–255/85–255/96–255); расчёт пористости, размеров пор и стержней; без сегментации DICOM/зеркалирования; без КТ-CAD. |
| 2015, [65] | Без КТ (стандартизированное композитное бедро 3-го поколения); сегментация N/A; геометрия использована напрямую (без зеркалирования); канал подготовлен сверлением/рассверливанием через булевы операции; КТ-картирование HU не использовалось. |
| 2018, [68] | КТ-дизайн, матрица/пиксель/толщина среза НУ; CAD создан из 3D-КТ производителем (DePuy Synthes); зеркалирование не указано; рентген и КТ для наблюдения. |
| 2018, [67] | КТ (здоровое взрослое бедро, DICOM), сегментация в Mimics (пороговая обработка ROI, заживление дефектов, шумоподавление); экспорт в SolidWorks, HU-картирование для пористости и модуля упругости. |
| 2019, [15] | Без КТ/DICOM (CAD композитного бедра от производителя), оптическое 3D-сканирование белым светом, сборка в SolidWorks; сегментация N/A. |
| 2019, [5] | КТ (среднестатистическое бедро), 3D-реконструкция в Mimics → Geomagic Studio; булевы операции с элементарными ячейками; экспорт в CAD. |
| 2019, [69] | КТ (середина диафиза бедра), экспорт DICOM, сегментация и 3D-реконструкция в Mimics, экспорт STL. |
| 2019, [2] | Высокоточная КТ конструкции PMMA-спейсера для виртуального хирургического планирования; зеркалирование контралатеральной конечности; данные отправлены производителю для CAD/3D-печати. |
| 2020, [9] | In vivo и ex vivo μКТ (Skyscan 1176); реконструкция в CTAn и Simpleware ScanIP; количественный анализ с пороговыми значениями. |
| 2020, [3] | КТ (двусторонние бедра), создание 3D-моделей в Creo Parametric, зеркалирование интактного бедра для восстановления повреждённого. |
| 2021, [14] | КТ (здоровое бедро), 512×512, пиксель 0.6445 мм, срез 1 мм; сегментация в Mimics v17; HU–плотность–E картирование; экспорт в ANSYS и STL. |
| 2021, [6] | In vivo рентгенография и μКТ у крыс; оценка пористости и морфологии скаффолдов. |
| 2021, [64] | КТ → 3D Slicer → STL (Meshmixer); SLA-печать для валидации. |
| 2021, [4] | КТ + μКТ (Inveon); сегментация в Mimics; порог HU 1000-3885; анализ peri-implant и intraporous зон. |
| 2022, [7] | КТ/DICOM, MIMICS 18.0 (230–1883 HU), создание сегментарного дефекта в SpaceClaim. |
| 2022, [11] | КТ пациента (остеосаркома), дефект определён анатомически (без зеркалирования). |
| 2023, [62] | КТ, Mimics 21.0 + Magics 22.0; зеркалирование контралатеральной стороны; остеотомия 90 мм. |
| 2023, [8] | μКТ напечатанного скаффолда (Scanco μCT 100) для верификации геометрии (без модели пациента). |
| 2023, [17] | КТ, 1816 срезов, сегментация в Mimics 10.01, экспорт STL, нарезка в Cura. |
| 2023, [10] | КТ овечьей плюсневой кости, InVesalius; шаблонирование дефекта 13 мм. |
| 2023, [13] | Ex vivo XCT explanted имплантатов; ML-сегментация (Ilastik + U-Net). |
| 2024, [16] | КТ кроличьей большеберцовой кости, Meshmixer + Geomagic → SolidWorks. |
| 2024, [66] | 2D рентгеновские снимки → алгоритмическая 3D-реконструкция → CAD модульных блоков BoneBricks. |
| 2024, [12] | КТ-модель (ENOVO-186), CAD в Creo Parametric. |
| 2025, [63] | КТ NIH Visible Human, сегментация в Amira–Avizo, HU–E картирование в ANSYS. |
| Сокращения: NR — Не указано BMD — минеральная плотность кости (МПК) CSA — площадь поперечного сечения CTAn — CT-Analyser (программа для анализа изображений микро-КТ) NIH — Национальные институты здравоохранения США ROI — область интереса SLA — стереолитография TV — общий объём ML — машинное обучение BII — контакт кость–имплантат BIC — интерфейс кость–имплантат | |
Несмотря на многообещающие возможности персонализации на основе КТ, мы выявили критическое отсутствие согласованности в отчетности по 24 рассмотренным нами исследованиям. Для решения этой проблемы мы разработали минимальный набор критериев отчетности (MRS), основанный на трех столпах: точность визуализации (A), прозрачность модели (B) и клиническая применимость (C). Хотя некоторые алгоритмы обеспечивают высокую прозрачность при получении КТ-изображений и сопоставлении материалов на основе единиц Хаунсфилда (HU), другие пропускают важные этапы сегментации и контроля качества. Используя эту систему оценки, мы классифицировали текущие рабочие процессы на три уровня готовности, выявив, что только девять исследований предоставили достаточную документацию для полной оценки. Подробное описание системы оценки MRS, определения уровней и детальной оценки всей включенной литературы приведено в Дополнительном примечании S1 и Таблице S1 .
4. Решеточное моделирование и архитектура
Как показано в таблице 2 , решетчатые области в каркасах бедренной и большеберцовой костей обычно определяются с помощью небольшого набора геометрических переменных проектирования, а не с помощью сложных генеративных правил. В большинстве исследований используются относительно простые периодические или сотовые каркасы с цилиндрическими элементами или перекладинами и размерами элементарных ячеек в диапазоне от субмиллиметра до нескольких миллиметров, регулируя только диаметр перекладины, размер пор и общую пористость для настройки жесткости и прочности [ 1 , 8 , 12 , 14 , 15 , 63 , 67 , 69 , 70 ]. В включенном наборе данных по бедренной/большеберцовой кости решетки на основе TPMS и оболочки встречаются реже; это распределение отражает область выбора данного обзора, а не более широкую литературу по TPMS [ 5 , 6 , 9 , 11 , 16 , 62 , 64 ]. В ряде отчетов акцент делается на использовании высокопористых каркасов или сетчатых конструкций для удержания больших объемов трансплантата внутри стабильной титановой оболочки, а не для достижения тонкого градиентного профиля жесткости [ 2 , 3 , 10 , 16 , 68 ]. Диапазон решетчатых и каркасных архитектур, исследуемых в настоящее время для сегментарной реконструкции бедренной и большеберцовой костей, показан на рисунке 3 .
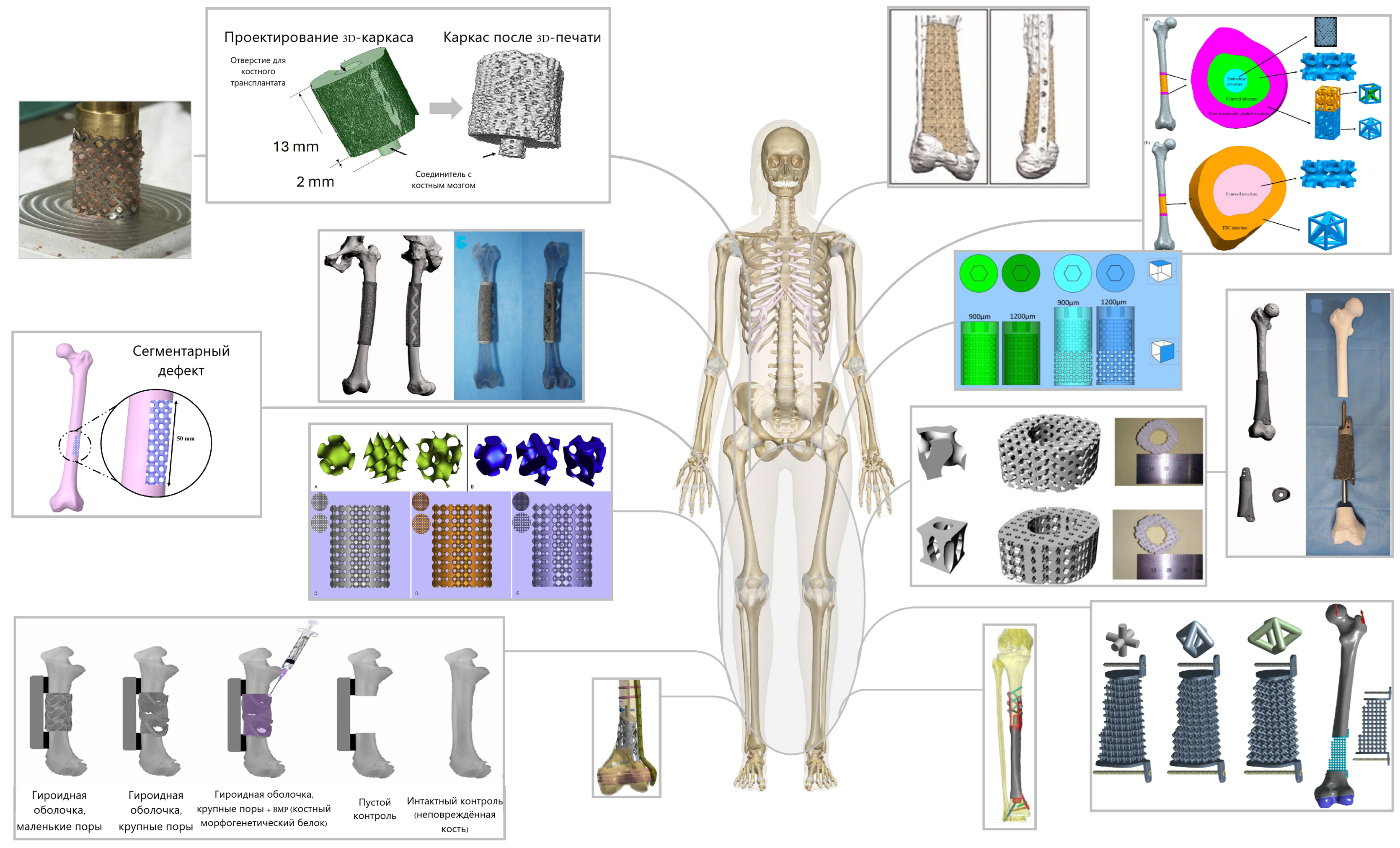
Таблица 2. Параметры решетчатой конструкции, стратегии градиентного сдвига и инструменты САПР, описанные в исследованиях бедренных и большеберцовых каркасов.
| Год, ссылка [n] | Тип решётки | Элементарная ячейка (мм; X×Y×Z) | T (мм) | Размер пор (мкм) | Отн. плотность/Пористость (%) | SA/VR (мм⁻¹) | Градиент (тип) | Драйвер градиента | Цели дизайна | CAD-программы |
| 2013, [1] | Стержневая (регулярная открытая ячеистая; цилиндрический скаффолд) | — | 0,3–0,8 | 800/1100/1500/1800 | 61–81 (эфф.); 64–93 (скафф.) | — | Отсутствует (постоянная ОП) | Параметрический перебор по правилам | Соответствие модулю упругости; снижение экранирования напряжений; минимизация зазора; σvM < 660 МПа | NR |
| 2014, [70] | Стержневая (додекаэдрическая ячейка) | 0,5 × 0,5 × 0,5 | 0,12/0,17/0,23 | 500 (номин.); ≈560–610 (μКТ) | 84/78/68 | NR | Отсутствует (три группы жёсткости) | — | Изменение жёсткости импланта для изучения передачи нагрузки | NR |
| 2018, [68] | Стержневая сотовая титановая сетка | Цилиндр Ø20 × 40 мм, центральный канал Ø10 мм | 1,2/1,6 | NR (макроканалы) | NR | NR | Отсутствует | N/A | Механобиологическая оптимизация жёсткости для снижения экранирования напряжений и стимуляции регенерации | Собственное ПО производителя (DePuy Synthes) |
| 2018, [67] | Стержневая (кубооктаэдр, гексаэдр и др.) | NR (на основе куба) | NR | NR | 5–60 | NR | Градиент относительной плотности | По правилам (PS:BT) | Соответствие модулю упругости, снижение SS, открытая структура | Mimics, SolidWorks, Creo |
| 2019, [15] | Стержневая (ортогональная сетка) | NR | NR | NR | 60–70 | NR | Отсутствует | N/A | Соответствие эффективному модулю и энергии деформации | SolidWorks 2016 |
| 2019, [5] | Сферические поры; TPMS-гироид; топологически оптимизированная | 2,4 × 2,4 × 2,4 | NR | 1110 (SP) | 70 | NR | Отсутствует | N/A | Максимизация механических свойств при 70% пористости | Mimics + Geomagic Studio |
| 2019, [69] | Сотовая (квадратные/треугольные поры) | 32 × 25,5 × 13,5 | 0,2032 | 1250 | ≈68–83 | NR | Отсутствует | N/A | Создание скаффолдов с жёсткостью кортикальной кости | CATIA + Insight |
| 2019, [2] | Пациент-специфичная ферменная титановая клетка | Анатомическая под дефект | NR | NR | Высокопористая | NR | Отсутствует | N/A | Реконструкция по Masquelet с большим объёмом трансплантата | ПО производителя |
| 2020, [9] | TPMS-гироид + гибрид с оболочкой | 0,81 | 0,18–0,23 (оболочка) | 430 | 60 / 43 | NR | Гибрид оболочка+решётка | По правилам | Подгонка под дефект крысы, улучшение прочности | ScanIP |
| 2020, [3] | Сетка + сплошная оболочка | 10×10, толщина 1,5 мм | 1,5 | NR | NR | NR | Отсутствует | По правилам | Лёгкость, снижение SS, остеоинтеграция | Creo Parametric v5.0 |
| 2021, [14] | Стержневая (кубическая) | NR | ≥0,5 | NR | Переменная | NR | Градиент плотности/толщины стенок | По КТ (HU–E) | Соответствие модулю, снижение SS | Mimics 17 |
| 2021, [6] | TPMS-гироид (листовой) | 3×3×3 и 6×6×6 | 0,30 / 0,60 | 739 / 1076 | CAD 70; μКТ 62,8–70,8 | NR | Отсутствует | — | Врастание кости, стабильность интерфейса | NR |
| 2021, [64] | TPMS (разные) + стержневые + соты | 20×20×20 | NR | NR | NR | NR | Отсутствует | — | Сравнение механических свойств | Rhino 7 |
| 2021, [4] | Пористый Ti6Al4V | NR | 0,24–0,32 | 400–600 | 60–80 | NR | Отсутствует | N/A | Одноэтапная реконструкция без трансплантата | Mimics Research 20.0 |
| 2022, [11] | Поверхностная решётка + отверстия | 5×5 / 10×10 | 2 | 5000 | N/A | NR | Отсутствует | Масштабирование под пациента | Минимизация SS, заполнение трансплантатом | Geomagic + Creo |
| 2023, [62] | Гибрид (стержневая + имитация трабекул) | NR | NR | NR | 55 / 65 / 86 | NR | Градиент морфологии и пористости | По регионам | Увеличение деформации на интерфейсе, снижение SS | Mimics 21, Magics 22 |
| 2023, [8] | Стержневая открыто-пористая (ATS-блоки) | 8×8×5,8 | 0,2–0,5 | 400–800 | 50–62 % | NR | Отсутствует (дискретные варианты) | N/A | Модульная LEGO-сборка под пациента | Fusion 360 + Magics |
| 2023, [17] | Без решётки (сплошная модель) | — | — | — | 100% | NR | Отсутствует | N/A | Создание модели бедра из CF-PEEK для тестов | Mimics + SOLIDWORKS |
| 2023, [10] | Робокастинговая стержневая биокерамика | Индивидуальная под дефект 15 мм | — | 360,8 | 59,3 / ≈40,7 | ≈5,77 | Отсутствует | N/A | Оптимизация пористости и поверхности | InVesalius |
| 2023, [13] | Стержневая кубооктаэдрическая (Ti–19Nb–14Zr) | 0,9 / 1,2 | NR | 350/450 | NR | NR | Отсутствует | N/A | Изучение врастания кости в зависимости от размера ячеек | NR |
| 2024, [16] | Гибрид (оболочка + решётка + HAp) | NR | NR | NR | 50–70 % (радиальный) | NR | Градиент плотности и материала | По правилам | Снижение SS, защита HAp | SolidWorks + Meshmixer |
| 2024, [66] | Стержневая модульная («кирпичики кости») | NR | NR | NR | Переменная | NR | Градиент пористости (модули) | Анатомически-driven | Быстрая модульная сборка | Собственный алгоритм |
| 2024, [12] | Стержневая кубооктаэдрическая | 2×2×2 | 0,6–1,0 | NR | Переменная | NR | Отсутствует | По результатам FE | Целевая деформация интерфейса ~4000 μϵ | ANSYS Workbench (Material Designer) |
| 2025, [63] | Стержневая (стоечная) | 6×6×6 | 1,5 / 2,0 / 2,5 | NR | NR | NR | Отсутствует | Перебор параметров | Снижение SS, соответствие деформации intact кости | ANSYS DesignModeler |
ATS — сборный титановый каркас; BCC — объемно-центрированная кубическая решетка; BMP-2 — костный морфогенетический белок-2; CF-PEEK — полиэфирэфиркетон, армированный углеродным волокном; E — модуль упругости (модуль Юнга); G/TO — рост/обновление костной ткани; HA/CCP — композит гидроксиапатит/пирофосфат кальция; NR — не указано; OLS — открытая решетчатая структура; PS — размер пор; SP — одинарная пористость; SS — экранирование напряжений; T — толщина; TBC — трабекулярный костный цилиндр; UC — элементарная ячейка; UP — равномерная пористость; UTS — предел прочности на растяжение.
В ходе этих исследований размеры пор, как правило, варьируются от нескольких сотен до примерно 1500 μm, с заданными значениями пористости или относительной плотности (ОР), составляющими примерно 40–90%, когда это сообщается [ 1 , 6 , 8 , 10 , 13 , 67 , 69 , 70 ]. Во многих случаях решетка намеренно остается однородной вдоль дефектного сегмента, а механическая настройка достигается путем переключения между небольшим количеством дискретных мягких и жестких каркасов, а не путем введения непрерывного пространственного градиента [ 1 , 4 , 12 , 13 , 63 , 68 , 69 , 70 ]. Истинные функционально градиентные реализации, где пористость, морфология или материал варьируются между зонами контакта и областями интерфейса или следуют картам жесткости на основе КТ, все еще относительно редки, поскольку они основаны на заданных радиальных или осевых профилях или на сегментации имплантата на модули с различной архитектурой [ 14 , 16 , 62 , 66 , 67 ]. Цели проектирования определяются в основном механическими критериями (соответствие или приближение к жесткости неповрежденной кости, ограничение напряжения по фон Мизесу ниже предела текучести сплава, контроль микроподвижности на границе раздела фаз), в то время как проницаемость, удельная площадь поверхности и детальные целевые показатели на уровне пор лишь изредка количественно оцениваются, например, с помощью показателей отношения площади поверхности к объему (SA/VR) или механобиологических симуляций распределения энергии деформации [ 10 , 15 ]. Соответственно, набор инструментов САПР и МКЭ является прагматичным, обычно сочетая сегментацию медицинских изображений (например, Mimics, ScanIP, InVesalius) с универсальными пакетами САПР (SolidWorks, Creo, Fusion∼360, CATIA) или средами МКЭ (Abaqus/CAE, ANSYS), а в ряде отчетов о случаях использования коммерческий генератор решеток вообще не указан [1, 2, 3, 8, 9, 10, 11, 12, 15, 16, 62, 63, 67, 68, 69]. Таблица 2 Для каждого исследования [n] собирается информация о типе используемой решетки, ключевых геометрических параметрах (размер элементарной ячейки, толщина перемычки, размер пор, относительная плотность/пористость, отношение площади поверхности к объему), а также о любых примененных градиентах и их параметрах. Также регистрируются заявленные цели проектирования и используемые среды САПР, что позволяет напрямую сравнивать, как разные группы настраивали архитектуру решетки для достижения механических и биологических целей при реконструкции дефектов длинных костей.
Поскольку жесткость представляется неоднородно (эффективный модуль, жесткость конструкции, показатели твердости) и часто при различных режимах нагружения и граничных условиях, мы избегаем выведения единого общепринятого целевого значения жесткости и вместо этого интерпретируем жесткость косвенно через механобиологические якоря деформации/микродвижения, суммированные в Части 1, Таблица 1. В этом обзоре решетчатые архитектуры сгруппированы в три семейства моделирования: стержневые/балочные решетки, определяемые явными примитивами САПР, TPMS (листовые/скелетные) решетки, определяемые неявными поверхностями, и гибридные концепции (например, твердые оболочки в сочетании с пористым заполнением или регионально смешанные морфологии). TPMS-решетки обычно генерируются с использованием формулировки уровня множества (неявной), где поверхность решетки получается как изоповерхность периодической функции f(x,y,z) = 0), а толщина применяется путем смещения изоповерхности для образования листовых или скелетных вариантов. Эта классификация используется для интерпретации того, как реализованы включенные индивидуальные рабочие процессы для составления отчетов по бедренной/большеберцовой кости и моделирования решетки [ 74 ].
Материалы и производство
Для предоставления всестороннего обзора методов аддитивного производства при печати биоматериалов была подготовлена сводная таблица ( таблица 3 ). В таблице представлены исходные материалы, производственные процессы, устройства, основные параметры процесса, этапы постобработки (если применяются), окончательная форма напечатанных на 3D-принтере деталей, сегмент кости, который они предназначены заменить, и методы характеризации, используемые для изготовленных имплантатов. Этот обзор раскрывает основные тенденции в выборе материалов, методах производства и постобработки в перечисленных исследованиях. Биомеханические и биологические данные характеризации были представлены в предыдущих разделах и поэтому здесь не приводятся. Научные работы, в основном посвященные вычислительному анализу, были исключены из этой таблицы.
Таблица 3. Технологические маршруты, параметры процесса и протоколы характеризации имплантатов и каркасных конструкций, включенных в данный обзор.
| Год, Ref [n] | Исходный материал | Метод изготовления | Оборудование/компания | Основные параметры процесса | Пост‑обработка | Финальное изделие/участок кости | Методы характеристизации |
| 2013, table3.html | Ti6Al4V | SEBM | – | – | – | Непористые образцы для растяжения и изготовленные на заказ открыто‑пористые образцы для испытаний на сжатие | – |
| 2014 | Ti6Al4V ELI grade 23, 25–45 μm | SLM | Layerwise NV (Leuven, Belgium) | Yb:YAG волоконный лазер; Ti‑подложка; LP = 42 W; LT = 30 μm; ν = 260 mm/s | EDM | Высокопористые Ti‑импланты для сегментного костного дефекта; тип элементарной ячейки: додекаэдр; размеры стоек = 120, 170, 230 μm; размер пор = 500 μm | – |
| 2018 | Ti‑сплав | Лазерное спекание | Изготовлено компанией DePuy Synthes (Warsaw, IN, USA) | – | – | Ti‑сетчатые каркасы | BSE‑SEM для исследования образования кости внутри каркаса |
| 2019 | Фотополимер VeroWhitePlus (RGD835) (жидкая смола) | Струйное нанесение материала (PolyJet) | 3D‑принтер PolyJet, Objet Eden260VS (Stratasys, Minnetonka, MN, USA) | Разрешение по слою 16 μm | – | Прямоугольные и цилиндрические каркасы с квадратным и шестигранным рисунком и пористостью 60–70% | DIC |
| 2019, intechopen | Композитный шликер PLA–β‑TCP‑HA (соотношение 2:1:1) | Экструзионная биопечать | Биопринтер (Regenovo Biotechnology Corp., Hangzhou, China) | Скорость печати 0.20 mm/min; P = 0.25 MPa; T = 25 °C; ⌀ печатающей иглы = 610 μm | – | Биокомпозитные каркасы со сферической порой, архитектурой gyroid и топологической архитектурой | SEM‑анализ для оценки внешнего вида образцов до и после деградации |
| 2019 | ABS‑полимер | FDM | 3D‑принтер Fortus360mc (Stratasys, Minnetonka, MN, USA) | Сопло T10; L<sub>Tmin</sub> = 0.127 mm; четыре варианта укладки растров; минимальная толщина слоя = 0.127 mm; ширина растров = 0.2032 mm; максимальный воздушный зазор между дорожками = 1.27 mm | Удаление опорной структуры из водорастворимого материала SR30 | Каркас для сегмента бедренной кости | Оценка пористости методом единичного куба и методом относительной плотности |
| 2019, ijmmm.ustb | Ti6Al4V | Наиболее вероятно EBM (изготовлено 4Web Medical; Frisco, TX, USA) | EBM‑установка (Arcam AB, Mölndal, Sweden) | – | – | Индивидуальные 3D‑печатные титановые кейджи | – |
| 2020, pmc.ncbi.nlm.nih | HA‑порошок, преобразованный в шликер, пригодный для 3D‑печати | Косвенное AM: струйное нанесение материала (Inkjet DoD) для восковых форм и последующей пропитки шликером | 3Z Studio (Solidscape, Multistation, Saint-Malo, France); регулируемый LT = 6, 12, 19, 25 μm) | LT = 25 μm; ориентация печати вертикальная (длина импланта вдоль оси Z принтера); равномерное увеличение начальной CAD‑модели на 14% для компенсации усадки при спекании | Сушка при RT в течение ночи; выжиг связующего при 500 °C; спекание на воздухе при 1200 °C со скоростью нагрева 4 °C/min в течение 2 h | HA‑импланты с пористостью типа gyroid, усиленные наружной оболочкой, подобной кортикальной кости | Программа ImageJ (freeware, National Institutes of Health, Bethesda, MD, USA) для анализа пористости (форма и размер микропор); SEM для анализа макротопографии поверхности; FTIR и XRD для анализа фазовой стабильности исходного HA |
| 2020, scribd | Ti‑сплав (~30 μm размер частиц) | LPBF | AM400 (Renishaw, Wotton-under-Edge, Gloucestershire, UK) | – | Поверхность напечатанного импланта обработана дробеструйно, далее применён специфический протокол очистки | Индивидуальный 3D‑печатный тitanовый имплант | – |
| 2021 | Ti6Al4V; (4–40 μm размер частиц) | DMLS | EOSINT M280 (EOS GmbH, Krailling, Germany) | Yb‑волоконный лазер; диаметр пятна = 80 μm; ν = 1200 mm/s; HD = 0.14 mm | Снятие напряжений термообработкой при 800 °C в течение 1.5 h в камере с Ar | Пористый имплант Ti6Al4V для областей большого вертела, диафиза и мыщелков | – |
| 2021, scribd | Ti6Al4V (медицинский класс) | LPBF | 3D Systems DMP ProX 320 (Rock Hill, SC, USA) | – | HIP для снижения остаточных напряжений и улучшения пластичности; EDM; микродробеструйная обработка | Решётчатая структура топологии gyroid‑sheet с пористостью 70% и средним размером пор 740 или 1100 μm | ImageJ (NIH) и плагин BoneJ для измерения размера пор и толщины стенок |
| 2021 | (1) биоразлагаемая смола на основе соевого масла; (2) биоразлагаемая УФ‑отверждаемая смола с 5% HA и 5% CPP | SLA | SLA‑3D‑принтер (Anycubic Photon, Shenzhen, China) | – | Образцы нагревались 40 h при 230 °C перед испытаниями на растяжение | Каркасы TPMS и FGLS с размером пор 100–500 μm | Метод вытеснения (погружение) для анализа пористости и плотности |
| 2021, sciencedirect | Ti6Al4V | EBM | EBM S12 система (Arcam AB, Mölndal, Sweden) | – | Обработка воздушной струёй и ультразвуковая очистка | Пористые импланты Ti6Al4V с размером пор 40–600 μm, диаметром стоек 240–320 μm и пористостью 60–80% | – |
| 2022, rcog | Ti6Al4V | LPBF | AM400 (Renishaw, Wotton-under-Edge, Gloucestershire, UK) | – | – | Имплант‑каркас для костной ткани | – |
| 2023, pmc.ncbi.nlm.nih | Чистый титан (Ti grade II, d₅₀ = 41±2 μm) | SLM | SLM 250HL (SLM Solutions GmbH, Lübeck, Germany) | LT = 30 μm; внешний контур: LP = 100 W, ν = 550 mm/s; внутренний контур: LP = 175 μW, ν = 833 μmm/s | Один набор ATS с текстурированной поверхностью, обработанной двойным кислотным травлением при повышенной температуре в течение 15 min | ATS с дизайном, вдохновлённым LEGO®‑соединением, с поверхностями: исходная SLM и текстурированная (двойное кислотное травление) | Анализ впитывания (поглощение жидкости твёрдым каркасом); шероховатость поверхности лазерным профилометром |
| 2023 | Катушка филамента 3DXTECH CF‑PEEK | FDM | 3D‑принтер Pratham~5.0 (Make3D.in, Surat, India) | Один экструдер; ⌀ сопла поддерживающего экструдера = 400 μm; температура сопла экструдера = 300 °C; температура платформы = 120 °C; LT = 100–500 μm; время печати = 12 h | – | Модель бедренной кости | – |
| 2023, hal | Клинически проверенные чернила с 45 об.% HA | Экструзия материала (DIW) | Устройство роботизированного нанесения 3-D Inks (Stillwater, Tulsa, OK, USA) | – | Сушка при 400 °C в течение 1 h; спекание при 1300 °C в течение 2 h; стерилизация при высокой концентрации формальдегида при 60 °C и относительной влажности 75–100% | Каркас для 15 mm сегмента кости с пористостью 59.30%, удельной площадью поверхности 5768.91 m⁻¹ и размером пор 60.80 μm | – |
| 2023 | Ti-19Nb-14Zr (at%), ZTM14N | LPBF | SLM 125HL (SLM Solutions GmbH, Lübeck, Germany) | Yb‑волоконный лазер; LP = 200 W; LT = 30 μm; температура платформы = 200 °C | Очистка и стерилизация | Решётчатые импланты для большеберцовой и плюсневой костей с тремя цилиндрическими дизайнами и двумя основными размерами элементарной ячейки (900 и 1200 μm) и диагональными размерами ячейки (350 и 450 μm) | He‑пикнометрия для определения объёмной плотности и относительной плотности |
| 2024 | Ti6Al4V | SLM | EOSINT M280 (EOS GmbH, Krailling, Germany) | Yb‑волоконный лазер; L<sub>Pmax</sub> = 200 W | Испытывались режимы отжига: 723–923 K и 40–240 min; оптимальный режим: 842.8 K, 77.6 min | Каркас Ti6Al4V с радиальным градиентом пористости (50–70%), заполненный HA, для критического дефекта большеберцовой кости | Наноиндентирование для определения изменений механических свойств отожжённого каркаса, включая модуль упругости и твёрдость |
| 2024 | PCL‑филамент | FDM | Коммерчески доступный 3D‑принтер | Температура шприца = 65 °C; ⌀ сопла экструзии = 250 μm; стратегия сканирования «зигзаг» | Сборка модульных блоков каркаса хирургом | Структура каркаса для дистального дефекта кости 67.60 mm и модели бедренной кости | – |
| 2024 | Ti6Al4V | LPBF | AM250 (Renishaw plc, Wotton-under-Edge, Gloucestershire, UK) | Диаметр пятна = 75 μm; LT = 30 μm; LP = 100 W; ET = 60 μs; PD = 75 μm; HD = 20 μm | Комплементарная модель бедренной кости изготовлена методом FDM‑печати полимером | OLS с пористостью 69.8% и нелаттис‑структурированный сплошной имплант; элементарная ячейка решётки: кубоктаэдр | – |
ATS — сборный титановый каркас; DIW — прямая печать чернилами; EDM — электроэрозионный станок; ET — время экспозиции;
HD — расстояние между штрихами; HIP — горячее изостатическое прессование; LT — толщина слоя; PD — расстояние между точками; RT — комнатная температура;
SEBM — селективное электронно-лучевое плавление; ν — скорость сканирования; YAG — иттрий-алюминиевый гранат.
HD — расстояние между штрихами; HIP — горячее изостатическое прессование; LT — толщина слоя; PD — расстояние между точками; RT — комнатная температура;
SEBM — селективное электронно-лучевое плавление; ν — скорость сканирования; YAG — иттрий-алюминиевый гранат.
Что касается металлических имплантатов, большинство имплантатов для длинных костей изготавливаются из порошков на основе титана методом порошкового сплавления. Ti6Al4V (часто в медицинских марках со сверхнизким содержанием интерстициального примеси (ELI)) является основным сплавом для высокопористых каркасов, сеток и сегментов решетки, изготавливаемых методами SLM/LPBF, прямого лазерного спекания металла (DMLS) или EBM, как в работах Видинга, Явари, Поблота, Тетсворта, Вонга, Раны, Келли, Чжана, Ву, Ли и Чанга [ 1 , 2 , 3 , 4 , 6 , 8 , 11 , 12 , 14 , 68 , 70 ]. В последнее время чистый титан марки ~ II и𝛽Также использовались материалы типа Ti19Nb14Zr, где требуются определенные целевые значения жесткости или модуля упругости [ 8 , 13 , 16 ]. Эти компоненты варьируются от открытых пористых испытательных образцов и стандартных цилиндров до полностью индивидуальных для пациента клеток и систем блокирующих блоков, предназначенных для сегментарной реконструкции бедренной или большеберцовой кости [ 2 , 3 , 8 , 12 , 14 , 16 ]. Типичные описания процесса акцентируют внимание на толщине слоя, мощности лазера, скорости сканирования и расстоянии между линиями сканирования, если таковые имеются, но в ряде клинически ориентированных отчетов просто указывается коммерческое оборудование и система контроля качества, а не полные наборы параметров [ 2 , 3 , 11 , 68 ].
Наряду с этими металлическими имплантатами используется широкий спектр полимерных, керамических и композитных систем, где акцент делается на регенеративные каркасы, архитектурные прототипы или физические модели бедренной кости. Фотополимерные решетки и калибровочные образцы изготавливаются методом струйной печати PolyJet или настольной SLA из VeroWhitePlus и УФ-отверждаемых смол, включая составы с наполнителем HA/CPP, предназначенные для TPMS и градуированных каркасов [ 15 , 64 ]. Экструзионная печать используется как для биокерамических, так и для полимерных архитектур: полимолочная кислота (PLA) –𝛽Композитные суспензии -TCP–HA и чернила HA используются для создания биоразлагаемых каркасов со сферической, гироидной или стержневой архитектурой [ 5 , 10 ], в то время как нити ABS, CF-PEEK и PCL встраиваются в заменители бедренной кости и модульные каркасные «кирпичи» с помощью принтеров типа FDM [ 17 , 66 , 69 ]. Непрямой путь был продемонстрирован Шарбонье и др., которые сначала напечатали жертвенные восковые формы с помощью струйной печати Drop-on-Demand (DoD), а затем пропитали их суспензией HA перед удалением связующего и спеканием [ 9 ]. Во всех этих случаях напечатанная архитектура тесно связана с ее предполагаемой ролью: передача нагрузки и фиксация для каркасов на основе титана или создание пространства и остеокондуктивность для структур, богатых HA и полимеров.
Этапы постобработки непосредственно зависят от выбранного класса материала и процесса. Для сплавов титана, полученных методом послойного наплавления порошка, основными этапами являются термообработка для снятия напряжений или отжиг, горячее изостатическое прессование (если указано) и вторичные операции, такие как электроэрозионная обработка, абразивная обработка и химическое травление для удаления подложек, снятия остаточных напряжений и регулирования шероховатости поверхности [ 3 , 4 , 6 , 8 , 12 , 14 , 16 , 45 , 70 ]. Керамические и композитные каркасы, напечатанные из суспензий или чернил, подвергаются циклам сушки, удаления связующего и высокотемпературного спекания для достижения уплотнения и фазовой стабильности [ 5 , 9 , 10 ], в то время как детали, полученные методом послойного наплавления порошка, обычно требуют только удаления подложек и, в некоторых случаях, сборки в конструкции, перекрывающие дефекты [ 17 , 66 , 69 ]. Протоколы очистки и стерилизации публикуются периодически, в основном в исследованиях in vivo или трансляционных исследованиях [ 10 , 13 ].
Стратегии характеризации, перечисленные в Таблице 3 , направлены на проверку соответствия изготовленной конструкции ее проектному замыслу с точки зрения архитектуры, состава и основных свойств. Для количественной оценки морфологии пор, толщины стенок, топографии поверхности и поглощения жидкости используются такие инструменты, как сканирующая электронная микроскопия (СЭМ), сканирующая электронная микроскопия с обратным рассеянием электронов (СЭР-СЭМ), микроснимки, анализируемые в ImageJ, цифровая корреляция изображений и тесты на пропитку [ 6 , 8 , 9 , 10 , 15 , 68 ]. Рентгеновская дифракция (РД) и инфракрасная спектроскопия с преобразованием Фурье (ИК-Фурье) предоставляют информацию о фазе и химическом составе систем, содержащих ГК [ 5 , 9 ]. В то же время плотность и относительная плотность устанавливаются с помощью расчетов элементарной ячейки, методов смещения или пикнометрии He [ 13 , 64 , 69 ]. Для металлических решеток иногда используются наноиндентирование и тестирование образцов для установления связи между термической историей и постобработкой и локальной жесткостью и твердостью [ 16 ]. В совокупности эти данные показывают, как выбор материала, способ добавления присадок и протокол характеризации объединяются в полные производственные процессы, которые лежат в основе механических и биологических результатов, обсуждаемых в остальной части этой статьи.
Одним из основных практических ограничений при изготовлении пористых металлических имплантатов методом аддитивного производства, особенно для решеток LPBF с малыми элементарными ячейками, является то, что геометрия, полученная в процессе производства, часто отклоняется от модели CAD, и эти отклонения могут заметно влиять на жесткость, прочность и локальные очаги напряжений. Среди рассмотренных исследований лишь немногие явно количественно оценивают это. Шарбонье и др. [ 9 ] количественно оценили точность изготовления путем сравненияμРеконструкция КТ по модели CAD (с использованием рабочего процесса сопоставления размеров) показала, что отклонения могут составлять десятки микрон и не являются пространственно однородными; они также подчеркнули, что разрушение стойки/балки зависит от ориентации и наличия дефекта, и что разрушенные балки снижают жесткость конструкции. В рабочем процессе несущего гироидного имплантата Келли и др. [ 6 ] аналогичным образом сравнили напечатанную топологию с CAD, используяμКТ-сканирование показало, что даже при очень схожей топологии решетки с мелкими элементами демонстрируют систематические механизмы несоответствия; частично прилипшие частицы и остаточный порошок снижают эффективную пористость (обычно сообщается о снижении до ~10%), и этот эффект усиливается по мере уменьшения размера пор из-за увеличения площади поверхности для адгезии частиц, что означает, что фактическая пористость может быть ниже номинальной пористости, полученной с помощью САПР.
С точки зрения моделирования, Видинг и др. [ 75 ] прямо признали, что идеализированная CAD-модель может искажать реальную геометрию, полученную в результате производства; поэтому они адаптировали геометрию каркаса на основе микроскопических наблюдений перед анализом методом конечных элементов. Явари и др. [ 70 ] сообщили о номинальном размере пор, но определили фактические размеры микроархитектуры с помощью микро-КТ, подчеркнув, что требуется метрология размеров, а не предположение размеров CAD-модели. В отличие от этого, другие исследования имплантатов [ 4 , 8 ] часто используют микро-КТ в основном для оценки результатов (например, оценка кости/имплантата) без четкого указания показателей отклонения CAD-модели от изготовленной, оставляя пробел в том, как точность производства связана с механическими характеристиками. В целом, эти исследования подтверждают четкую рекомендацию по отчетности для биомедицинских пористых металлов: всякий раз, когда заявляются механические характеристики — особенно для решеток с малыми ячейками — авторы должны сообщать о проверке изготовленной модели (μКТ/РКТ), количественные показатели отклонения (например, изменение толщины стержня/размера пор) и преобладающие виды дефектов, поскольку эти факторы могут объяснить расхождения между идеализированными прогнозами FE и экспериментальными результатами [ 7 ].
5. Обзор методологии: имитационные, экспериментальные и клинические исследования.
5.1. Методы численного моделирования для сегментной реконструкции на основе решеток
Результаты моделирования, представленные в таблице 4 , в сочетании с анатомическим обзором, показывают ряд численных моделей, поддерживающих реконструкцию дефектов бедренной и большеберцовой костей на основе решеток. С одной стороны, существуют модели, рассматривающие каркас или элементарную ячейку как основной механический объект, часто использующие упрощенные граничные условия, такие как одноосное сжатие между жесткими пластинами, для извлечения эффективной жесткости или зависимости напряжения от деформации [ 5 , 8 , 15 ]. С другой стороны, существуют полностью собранные костно-имплантационные конструкции, в которых пластины, гвозди, винты и пористые области встраиваются в бедренные или большеберцовые кости, полученные с помощью КТ, и нагружаются в условиях одноопорного положения или трехточечного изгиба [ 1 , 4 , 11 , 12 , 63 , 65 ]. Гомогенизированные или ортотропные представления решетки являются вариантами, которые обеспечивают баланс между детализацией и эффективностью. Они предлагают более простой способ моделирования структуры, при этом отражая ее общую реакцию [ 12 , 15 ].
Таблица 4. Стратегии конечно-элементного моделирования для индивидуальных имплантатов в виде решеток и каркасов.
| Год, Ref [n] | Материальная модель | Граничные условия/нагрузки | ПО/сетка | Выходные данные/метрики | Валидация | Ключевые механические выводы |
| 2013, [1] | Линейно‑упругая | Дистальный отдел бедра зафиксирован | Abaqus 6.10/C3D8 | Эквивалентные напряжения по Мизесу | Одноосные испытания пористого Ti | Большая жёсткость: меньшее перемещение |
| Изотропная кость | Нагрузка при стойке на одной ноге | Осевая жёсткость | Комплаентные дизайны: избыточная деформация | |||
| Однородный каркас (E из испытаний) | Межфрагментарное перемещение | Компромисс между пористостью и стабильностью | ||||
| 2015, [65] | Линейно‑упругая | Альтернативная дистальная фиксация | ADINA 8.9/NR | Жёсткость конструкции | Сравнение с данными литературы | Выбор BC существенно влияет на жёсткость |
| Изотропные кость и фиксаторы | Осевая, изгиб, кручение | Напряжения в штифтах и винтах | Упрощённые BC искажают передачу нагрузки | |||
| 2018, [68] | Линейно‑упругая | Осевая компрессия (1372 N) | NR | Эквивалентные напряжения по Мизесу | Выбор каркаса на основе FE‑анализа | Мягкий каркас: более высокая деформация мозоли |
| Изотропные Ti, кость, костная мозоль | Изгибающая нагрузка (86 N) | Главная деформация | Жёсткий каркас: экранирование напряжений | |||
| Распределение деформаций в порах | ||||||
| 2018, [67] | Линейно‑упругая | Дистальный отдел бедра зафиксирован | ANSYS/Hypermesh 2 mm tetra | Распределение напряжений | Нет (только численное моделирование) | Бóльшая пористость: меньшая жёсткость |
| Изотропные кость и каркас | Осевая компрессия | Глобальное перемещение | Повышенные напряжения в каркасе | |||
| 2019, [15] | Линейно‑упругий полимер | Компрессия до 500 N | Abaqus 6.13/NR | Эффективный модуль | Испытания на сжатие | Гомогенизированная модель совпадает с детализированной решёткой |
| Ортотропная гомогенизация | Поле деформаций по всему объёму | 3D DIC | Снижение вычислительных затрат | |||
| 2019, [5] | Линейно‑упругий композит | Одноосная компрессия | ANSYS/NR | Эквивалентные напряжения по Мизесу | Испытания на сжатие | Каркасы gyroid и TO более жёсткие, чем со сферическими порами |
| Изотропное поведение | Управление по перемещению | Эффективная жёсткость | ||||
| 2020, [3] | Линейно‑упругая кость | Дистальный отдел бедра зафиксирован | ANSYS/NR | Напряжения и деформации | Нет | Приемлемые напряжения на всех стадиях заживления |
| Ti‑имплант | Стойка на одной ноге | Смещение суставной поверхности | Пиковые напряжения сразу после операции | |||
| Зависимость от стадии заживления | ||||||
| 2021, [14] | Неоднородная кость на основе HU | Дистальное закрепление | ANSYS/NR | Жёсткость конструкции | Испытания на сжатие | Дизайны с согласованной жёсткостью уменьшают рассогласование |
| Линейно‑упругая | Физиологическая нагрузка | Деформация кости | ||||
| 2021, [4] | Линейно‑упругая | Трёхточечный изгиб | Abaqus 6.4/NR | Изгибная жёсткость | Ex vivo испытания на изгиб | Достаточная жёсткость |
| Изотропная кость | Напряжения на интерфейсе | Безопасные напряжения на интерфейсе | ||||
| 2022, [7] | Линейно‑упругая | Осевая компрессия | ANSYS/Hex mesh | Связь «напряжение–пористость» | Нет | TPMS восстанавливает передачу нагрузки |
| Изотропные каркас и кость | Стойка на одной ноге | Деформация | Снижение концентраций напряжений | |||
| 2022, [11] | Линейно‑упругая | Физиологическая нагрузка на сустав | ANSYS 19.0/NR | Напряжения и деформации | In vitro тензометрия | Снижение экранирования напряжений |
| Изотропные кость и Ti | Жёсткость конструкции | Сохранение жёсткости | ||||
| 2023, [62] | Линейно‑упругая | Дистальная фиксация | NR/NR | Напряжения | Нет | Градиенты снижают пиковые напряжения |
| Каркас с градиентом жёсткости | Нагрузки повседневной активности | Микроперемещения на интерфейсе | Меньшие микроперемещения | |||
| 2023, [8] | Линейно‑упругий Ti | Распределённое давление | NX 12.0/Tetra | Напряжения | Испытания на сжатие | Большой запас до начала текучести |
| Изотропный | Фиксированная противоположная грань | Деформация | ||||
| 2023, [17] | Линейно‑упругая | Бедренная кость зафиксирована | ANSYS/5 mm mesh | Напряжения | Испытания на сжатие | CF‑PEEK даёт отклик, наиболее близкий к бедренной кости |
| Кость, PEEK, CF‑PEEK | Нагрузка приложена к головке бедренной кости | Деформация | ||||
| 2024, [16] | Линейно‑упругая | Нагрузка на плато большеберцовой кости | ANSYS/NR | Распределение напряжений | Наноиндентирование | Градиентная пористость снижает пиковые напряжения |
| Свойства по правилу смесей | Напряжения в каркасе | Испытания на сжатие | ||||
| 2024, [12] | Линейно‑упругая кость | Дистальная фиксация | ANSYS/Tetra | Деформация кости | Сравнение с тензометрическими измерениями | 0.8 mm/45° даёт оптимальный баланс |
| Ортотропная решётка | Нагрузка 2800 N | Напряжения в решётке | ||||
| 2025, [63] | Линейно‑упругая | Дистальный отдел бедра зафиксирован | ANSYS/NR | Напряжения | Нет | Pillar‑решётка снижает напряжения |
| Изотропные материалы | Стойка на одной ноге | Перемещения | Уменьшается смещение суставной поверхности |
ATS — сборный титановый каркас; DIW — прямая печать чернилами; EDM — электроэрозионный станок; ET — время экспозиции; HD — расстояние между штрихами; HIP — горячее изостатическое прессование; LT — толщина слоя; PD — расстояние между точками; RT — комнатная температура; SEBM — селективное плавление электронным пучком; ν — скорость сканирования; YAG — иттрий-алюминиевый гранат.
Методологически эти подходы наиболее четко различаются по трем компонентам: законам материала, граничным/нагрузочным условиям и стратегии валидации. В большинстве исследований используются линейные упругие, изотропные свойства для костных и металлических компонентов, иногда дополненные картированием плотности-упругости на основе КТ или регионально градиентными модулями упругости внутри каркаса для имитации градиентов жесткости [ 14 , 16 , 62 ]. Нагрузка варьируется от идеализированного осевого сжатия или трехточечного изгиба до более физиологических условий стояния на одной ноге с реакцией сустава и эквивалентными силами мышц, приложенными к тазобедренному или коленному суставу, и ограничениями, накладываемыми на дистальный отдел бедренной или большеберцовой кости [ 1 , 11 , 12 , 65 , 68 ]. Определения контакта охватывают идеально скрепленные интерфейсы, контакт «без разделения» и фрикционные формулировки, отражающие различные предположения о микроподвижности и остеоинтеграции. Валидация варьируется от чисто компьютерного моделирования параметров, калибровки по результатам испытаний одноосных каркасов до полномасштабных сравнений на уровне конструкции с использованием тензометров, цифровой корреляции изображений или моделей крупных животных [ 4 , 12 , 15 , 17 , 76 ].
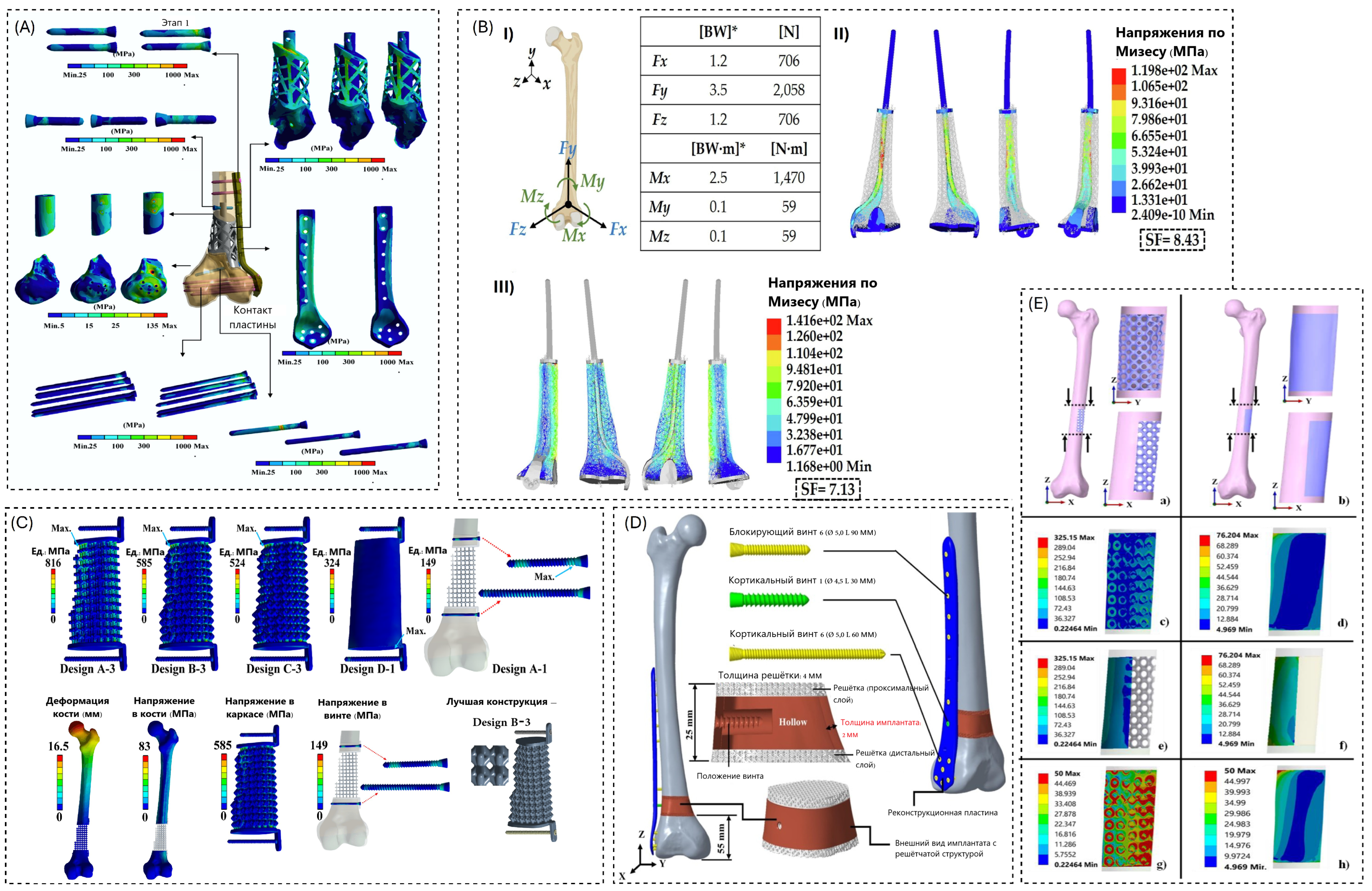
В рамках рассматриваемого в данной статье процесса проектирования и валидации эти имитационные модели выполняют различные функции. Модели на уровне каркаса или элементарной ячейки позволяют быстро исследовать пористость, архитектуру и стратегии градиента до принятия решения о создании индивидуальных геометрических форм для конкретного пациента. Конечно-элементный анализ (FEA) сегментов бедренной или большеберцовой кости на уровне конструкции помогает принимать решения о фиксации пластиной или гвоздем, целевых значениях жесткости решетки и допустимых диапазонах деформации кости, а также помогает выявлять области, подверженные риску экранирования напряжений или перегрузки оборудования [ 7 , 11 , 16 , 63 , 68 ]. Наконец, модели, явно связанные с механическими испытаниями или данными in vivo, обеспечивают первые элементы цепочки верификации, но они по-прежнему редко учитывают усталостную долговечность, зависящее от времени ремоделирование или неопределенность граничных условий и параметров материала. Поэтому в оставшейся части этого раздела используется классификация, представленная в таблице 4, для обсуждения того, как существующая практика моделирования может быть более систематически интегрирована с экспериментальной механикой и клиническим наблюдением в будущих индивидуальных рабочих процессах для конкретного пациента. Эти различия используются в последующем подразделе, посвященном моделированию, для сравнения допущений моделирования, выявления повторяющихся упрощений и обозначения пробелов, таких как ограниченное рассмотрение мышечных сил, зависящее от времени ремоделирование или количественная оценка неопределенности. Типичные алгоритмы конечно-элементного моделирования для проектирования и оценки реконструкций сегментарных дефектов бедренной и большеберцовой костей на основе решеток показаны на рисунке 4.
В рассмотренных исследованиях моделирования пригодность моделей материалов, граничных условий, обработки интерфейсов и выбора решателя в значительной степени зависит от предполагаемого решения модели, поскольку точность сильно варьируется в этих измерениях. В нескольких исследованиях используются линейно-упругие, изотропные свойства костей и имплантатов с упрощенными интерфейсами (часто скрепленными или связанными), которые являются вычислительно эффективными и хорошо подходят для анализа больших пространств проектирования и ранжирования относительных тенденций напряжений или жесткости, но не могут напрямую подтвердить утверждения, связанные с разрушением стержня, образованием трещин, усталостной деградацией или ослаблением интерфейса [ 1 , 67 ]. Другие работы повышают клиническую репрезентативность за счет включения геометрии на основе КТ, специфичной для пациента, поэтапных представлений заживления и более физиологических нагрузок, таких как реакции суставов типа опоры на одну ногу и мышечные силы [ 78 ] или сопоставление плотности с модулем упругости, полученное с помощью КТ, в сочетании с силами реакции тазобедренного сустава для изучения распределения нагрузки и экранирования напряжений [ 63 ].
Решетчатое представление дополнительно определяет варианты использования: явная геометрия на уровне стержня сохраняет локальные очаги напряжений, но становится вычислительно непомерно сложной на уровне конструкции, поэтому в ряде исследований используются гомогенизированные или ортотропные эквиваленты при моделировании целых систем фиксации кости и имплантата. Важно отметить, что Энтезари и др. [ 15 ] объединили ортотропную гомогенизацию с количественным экспериментальным сравнением (включая цифровую корреляцию изображений) и моделями фрикционного контакта, тем самым повысив достоверность, когда механика интерфейса и микроподвижность являются центральными результатами. В отличие от этого, многие модели на уровне конструкции упрощают фиксацию винтами и пластинами в условиях сцепления или отсутствия разделения, что подходит для оценки глобальной передачи нагрузки и тенденций жесткости, но, как правило, недооценивает относительное движение и риск ослабления на границах раздела [ 63 , 78 ].
Граничные условия также варьируются от имитационных установок (например, трехточечный изгиб, используемый для прямого сравнения жесткости, полученной методом конечных элементов, с экспериментальными данными) до более физиологических или основанных на стандартах нагрузок, таких как сжатие по ISO 7206-4 или нагрузка на основе реакции сустава для оценки экранирования напряжений и риска остеоинтеграции [ 4 , 12 , 17 ]. Выбор решателя соответствует этим целям: ANSYS и Abaqus обычно используются для статического или нелинейного контактного анализа, в то время как циклическая нагрузка редко рассматривается как прогнозирование усталостной долговечности и вместо этого ограничивается краткими проверками стабильности, где это сообщается [ 16 ]. Наконец, практика валидации неоднородна: некоторые исследования количественно привязывают моделирование к экспериментам (например, испытания на сжатие, тензодатчики или DIC) и сообщают о тенденциях согласования [ 12 , 15 , 16 ], в то время как другие предоставляют ограниченное прямое сравнение результатов, полученных методом конечных элементов, с данными [ 67 , 78 ]. В результате, большинство результатов моделирования наиболее обоснованы для сравнительного ранжирования конструкций при заданных предположениях о нагрузке, в то время как они менее обоснованы для прогнозирования долгосрочной долговечности или отказа, если явно не учитываются нелинейность, циклическая нагрузка, эволюция межфазных границ и экспериментальная проверка.
Хотя моделирование методом конечных элементов (МКЭ) широко используется для оценки механических характеристик персонализированных имплантатов и каркасов, лежащие в их основе допущения и точность моделирования существенно различаются в разных исследованиях. Для явного сравнения и контекстуализации этих ограничений мы оценили каждое исследование, основанное на МКЭ, используя небольшой набор показателей достоверности, включая тип анализа (статический или квазистатический), моделирование интерфейса (связанный, без разделения или фрикционный), представление кости (однородное или гетерогенное на основе КТ), включение геометрических или материальных нелинейностей и наличие экспериментальной или эталонной проверки. Результаты этой оценки суммированы в дополнительной таблице S2 , которая ранжирует исследования МКЭ по трем уровням точности: исследования уровня 1 обычно основаны на линейных упругих законах материала, статической нагрузке и упрощенных или недокументированных интерфейсах, без количественной проверки. Исследования уровня 2 сообщают о ключевых улучшениях, таких как картирование материала на основе КТ, явное определение контактов или проверки сходимости сетки, но остаются ограниченными статической нагрузкой или неполной проверкой. Исследования третьего уровня сочетают клинически репрезентативные конструкции с количественной экспериментальной проверкой и, в некоторых случаях, с различными моделями костной ткани или усовершенствованной обработкой интерфейса. Такое структурированное сравнение наглядно демонстрирует, как распространенные упрощения — такие как линейная упругость, статическая нагрузка и идеализированные интерфейсы — влияют на интерпретируемость и применимость результатов конечно-элементного анализа, вместо того чтобы рассматривать все численные исследования как методологически эквивалентные.
5.2. Экспериментальный обзор: механические испытания, биология и валидация in vivo (E_mech, E_bio, V)
В таблице 5 представлен экспериментальный слой рабочего процесса, от простых испытаний образцов до моделей на животных и ранних клинических данных. На самом фундаментальном уровне серия исследований содержит данные E_mech по изолированным каркасам или суррогатным костям: пористые образцы Ti для калибровки FE [ 1 , 14 , 16 ], полимерные или композитные решетки, испытанные на сжатие до и после деградации [ 5 , 69 ], и полученные с помощью КТ заменители бедренной кости CF–PEEK или ABS, предназначенные для воспроизведения жесткости всей кости в протоколах испытаний пластинами [ 17 , 69 ]. Эти эксперименты предоставляют значения эффективных модулей, прочности и поглощения энергии, а также показывают, как параметры процесса и микроархитектура влияют на жесткость и поведение при разрушении, что затем может быть использовано в численных моделях или правилах проектирования. На рисунке 5 также представлены примеры экспериментальных установок для механических испытаний реконструкций с использованием решеток.
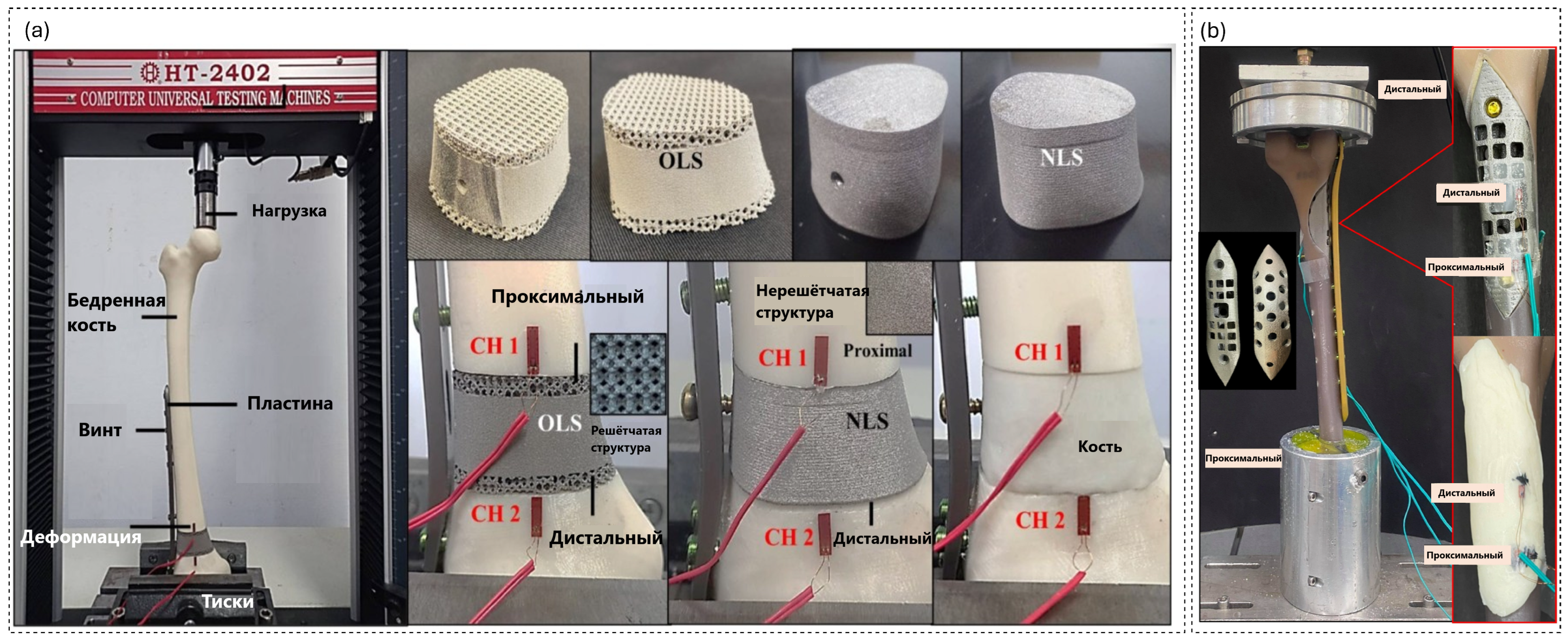
Таблица 5. Обзор экспериментальных исследований по механическим испытаниям, биологии in vitro и валидации in vivo (E_mech, E_bio, V) для архитектурных каркасов и имплантатов при сегментарной реконструкции длинных костей.
| Год, Ref [n] | Путь | Экспериментальный подход | Испытание/оценка | Выходные данные/метрики | Длительность | Ключевые результаты |
|---|---|---|---|---|---|---|
| 2013, table3.html | E_mech | – Открыто‑пористые образцы Ti6Al4V – SLM или механическая обработка | Одноосное сжатие (уровень образца‑купон) | – Эффективный модуль – Прочность – Кривая «напряжение–деформация» (вход для FE) | Одна серия испытаний | – Получены эффективные свойства для калибровки FE‑модели – Только часть дизайнов обеспечила баланс пористости и стабильности |
| 2014, | E_mech | – Сегментный дефект бедренной кости кадавера – Пустой дефект vs. пористые Ti‑импланты (3 уровня жёсткости) | – Ex vivo осевая компрессия до разрушения – Тензодатчики на пластине и импланте | – Деформация пластины (3 точки) – Деформация импланта – Показатель распределения нагрузки (ε₄) – Групповая статистика | Одно ex vivo‑испытание (n = 20; 5/группа) | – Большая вариабельность в распределении нагрузки – Отсутствие значимых различий по жёсткости между группами – Схема фиксации малочувствительна к небольшим изменениям жёсткости |
| 2019, frontiersin | E_mech | – 3D‑печатные полимерные кубы – Цилиндрический каркас в синтетической бедренной кости + пластина | – Сжатие до 500 N – 3D‑картирование деформаций методом DIC | – Эффективный модуль – Поле перемещений/деформаций по всему объёму – Энергия деформации | Одна серия испытаний | – Гомогенизированная модель воспроизвела глобальную жёсткость и поля деформаций – Практическая неразрушающая характеристизация конструкции в целом |
| 2019, intechopen | E_mech | – Каркасы PLA–β‑TCP/HA – Сферические поры vs. gyroid vs. TO – Несколько уровней пористости | Сжатие до/после деградации | – Модуль – Прочность – Изменение кривой «напряжение–деформация» во времени – Наблюдение микроструктуры | Несколько временных точек (недели) | – Gyroid и TO сохраняли более высокую жёсткость/прочность – Микроструктура снижала потерю прочности, связанную с деградацией |
| 2019, | E_mech | – Каркасы из ABS, полученные FDM – Блочные слои + сегмент бедренной кости на основе КТ – Сотовый заполнитель – 4 растровых шаблона | – Квазистатическое сжатие – До уменьшения высоты на 10% | – Пористость (2 метода) – Прочность (1.76–9.34 MPa) – Модуль (52–212 MPa) – Связи «процесс–свойства» | Одно монотонное испытание | – Достижима высокая пористость (~83%) – Растровый рисунок/воздушный зазор настраивают модуль и прочность |
| 2019, ijmmm.ustb | E_bio + C | – Индуцированные мембраны человека – Вторая стадия по Masquelet – Индивидуальные Ti‑кейджи | – Гистология (окраска по Массону трихромом) – IHC (сосудистые/остеогенные маркеры) – qRT‑PCR vs. фасция | – Морфология мембраны – IHC‑окрашивание – Экспрессия ангиогенных/остеогенных генов | Средний интервал 100 д (83–119 д), n = 5 | – Индуцированные мембраны высоко васкуляризованы – Повышенные ангиогенные/остеогенные сигналы – Подтверждает биологическую роль мембраны вокруг Ti‑кейджей |
| 2020, pmc.ncbi.nlm.nih | E_mech + V | – Биоcерамические импланты TPMS – Дефект бедренной кости крысы (3 mm) – GP vs. GPRC | – Сжатие до разрушения – In vivo + рентген/μCT + гистология | – Прочность/жёсткость при разрушении – Частота переломов – Объём/площадь кости внутри импланта – Пространственное распределение кости | До 8 недель (промежуточно 4–6 нед) | – GP: более высокая пористость, частые переломы – GPRC: улучшенная целостность – Сходный объём кости, но иное распределение |
| 2021, pmc.ncbi.nlm.nih | E_mech | – 3D‑печатные пористые Ti/Ti‑Mg – Регион‑специфические дизайны | Квазистатическое сжатие | – Модуль – Кривая «напряжение–деформация» – Сравнение с FE | Одна серия испытаний | – Экспериментальный модуль близок к FE (~10–15%) – Поддерживает подход согласования жёсткости |
| 2021, scribd | E_mech + V | – Каркас Ti6Al4V ELI с топологией gyroid‑sheet – Критический дефект бедренной кости крысы | – Ex vivo кручение – In vivo μCT + гистология | – Крутильная жёсткость – Момент до разрушения – BV/TV – Гистология интерфейса | 12 недель | – Значительное восстановление крутильной жёсткости – Выраженный рост кости внутрь каркаса – Группа с BMP‑2 показала наибольшее восстановление |
| 2021, sciencedirect | E_mech + V | – Индивидуальный пористый Ti‑имплант – Критический дефект бедренной кости у овцы | – Ex vivo трёхточечный изгиб – In vivo μCT + гистология | – Изгибная жёсткость – Нагрузка разрушения – BV/TV – Сращение на интерфейсе | До 6 месяцев | – Стабильная фиксация – Обширный рост кости внутрь импланта – Отсутствие перелома импланта; жёсткость близка к интактной конечности |
| 2022, rcog | E_mech | – Композитные аналоги бедренной кости – Индивидуальные импланты дистального отдела бедренной кости | – Квазистатическая и циклическая нагрузка – Тензодатчики – Сравнение дизайнов | – Кортікальная деформация – Жёсткость конструкции – Поведение при циклической нагрузке – Согласование с FE | Одна серия испытаний | – Картины деформаций соответствовали FE‑модели – Оптимизированная решётка улучшила физиологические деформации по сравнению со сплошными дизайнами |
| 2023, pmc.ncbi.nlm.nih | E_mech + E_bio | – Ti‑блоки ATS (NP/SP/UP) – С/без кислотного травления (ST) – Одиночные и собранные стопки – Клетки: преостеобласты/hMSCs | – Сжатие (вертикальное/боковое) – Циклическое испытание собранной конструкции (150 N, 0.05 Hz) – μCT/SEM/шероховатость/адсорбция белка – Live/dead, миграция – ARS + RT‑qPCR | – Жёсткость/прочность – Циклическая долговечность – Imbibition – Параметры поверхности – Жизнеспособность/миграция – Остеогенные маркеры (ALP, COL1, RUNX2, OCN) | In vitro до 14 д | – Достаточная прочность и долговечность – ST‑UP показал наилучший биологический ответ – Собранный ATS обеспечил непрерывную миграцию клеток |
| 2023, research.tudelft | E_mech | – CF‑PEEK‑заменитель бедренной кости (FDM) – Геометрия, полученная из КТ | – Сжатие по ISO 7206-4 – Квазистатическое испытание | – Кривая «нагрузка–перемещение» – Общее перемещение – Видимый модуль (apparent stiffness) – Сравнение с FE | Одна серия испытаний | – Результаты испытаний совпали с FE‑моделью – CF‑PEEK подходит в качестве суррогата бедренной кости для испытаний пластин |
| 2023, hal | V | – Биоcерамический каркас из HA – 15 mm метатарзальная кость овцы – Инструментированный кольцевой фиксатор | – In vivo мониторинг усилий – Анализ походки – Оценка жёсткости по КТ‑данным | – GRF – Усилия в фиксаторе/внутренние усилия – Жёсткость мозоли (Kc) – Параметры жёсткости (Kb,p/Kb,d) – TV, CSA, BMD | 70–90 д (8 конечностей) | – Быстрое восстановление распределения нагрузки – Жёсткость возрастала по мере заживления – Механический мониторинг предсказывает траекторию регенерации |
| 2023, riunet.upv | V | – Решётки Ti–19Nb–14Zr – Элементарные ячейки 900/1200 μm – 3 варианта боковых стенок – Больше- и плюсневая кости овцы | – 12 недель in vivo – Ex vivo XCT + ML‑сегментация | – Расстояние BII – Доля BIC – Глубина/объём врастания кости – Сравнение участков | 12 недель | – Конструкции с закрытыми боковыми стенками: сильная интеграция – BII < 10 μm; BIC до ~95% – Меньшие ячейки и закрытие стенок усилили врастание |
| 2024, sciencedirect | E_mech | – Пористые каркасы Ti6Al4V ELI – Радиально‑градиентные дизайны | – Наноиндентирование – Сжатие – До/после снятия остаточных напряжений | – Модуль – Твёрдость – Энергия деформации – Ответ на сжатие | Одна серия испытаний | – Снятие напряжений позволило регулировать жёсткость и энергоёмкость – Низкий модуль при достаточной прочности |
| 2024, pmc.ncbi.nlm.nih | E_mech + E_bio + V | – Импланты дистального бедра Ti: OLS vs. NLS – Биомеханика на 3D‑печатной бедренной кости + пластина – In vitro MG‑63 на дисках – In vivo импланты у свиней (сплошной vs. OLS) | – Биомеханика: 2800 N + тензодатчики – In vitro: MTT‑тест на 24/48/72 h – In vivo: КТ (2/4/8/12 нед) + μCT (9 μm) | – Деформация кости vs. дизайн – FE vs. измеренная деформация (14–17%) – Жизнеспособность клеток (OD) – Плотность/площадь периимплантной кости | – In vitro 72 h – In vivo 12 нед | – OLS обеспечил благоприятный диапазон деформаций – Хорошая совместимость с MG‑63 – Больше периимплантного образования кости по сравнению со сплошным имплантом |
ЩФ — щелочная фосфатаза; АТС — сборный титановый каркас; АРС — ализариновый красный S; BMP/TGF-бета — сигнальный путь костного морфогенетического белка/трансформирующего фактора роста бета; BV/TV — объемная доля костной ткани; COL1 — коллаген типа I; DIC — цифровая корреляция изображений; GP — β-глицерофосфат; GPRC — биокерамика с гироидными кольцами; hMSCs — человеческие мезенхимальные стволовые клетки; OCN — остеокальцин; RUNX2 — транскрипционный фактор 2, связанный с белком Runt; ST — поверхность, обработанная (протравленная кислотой); UTM — универсальная испытательная машина.
Вторая группа сочетает механические испытания с биологическими показателями или явным сравнением модели и эксперимента. В этой категории пористые титановые и керамические имплантаты имплантируются крысам, овцам или свиньям и оцениваются с использованием комбинации испытаний на кручение или изгиб ex vivo.μКТ, гистология и экспрессия генов [ 4 , 6 , 9 , 12 ]. Показано, что каркасы и скаффолды из титана на основе решеток восстанавливают значительную часть естественной жесткости, поддерживая при этом врастание кости и, в некоторых случаях, почти полное сращение костно-имплантатного интерфейса в течение периодов наблюдения от 8 до 24 недель [ 4 , 6 , 9 ]. Другие работы сосредоточены на валидации (V) в более строгом смысле: гомогенизированные или основанные на RVE модели материалов проверяются на соответствие полям DIC или данным тензометрических датчиков на конструкциях бедренная кость-имплантат [ 10 , 11 , 12 , 15 ], а измерения силы и походки in vivo используются для количественной оценки того, как биокерамические или титановые решетки распределяют нагрузку с регенерированной костью во время заживления [ 10 , 13 ]. В совокупности исследования, представленные в Таблице 5, иллюстрируют, как механическая характеристика, биологические анализы и мониторинг in vivo могут быть интегрированы в поэтапную цепочку валидации, но они также подчеркивают существующие ограничения: небольшие размеры когорт, относительно короткие периоды наблюдения и лишь несколько примеров, где E_mech, E_bio и V объединены в рамках единого, полностью документированного рабочего процесса.
5.3. Обзор трансляционных и клинических исследований (C)
Наконец, в таблице 6 представлены исследования, демонстрирующие подлинное клиническое применение, от отдельных клинических случаев до небольших серий или испытаний на осуществимость. Тетсворт и др. [ 2 ] использовали изготовленные на 3D-принтере титановые имплантаты, созданные по индивидуальному заказу пациента, в рамках протокола Маскеле для реконструкции обширных посттравматических сегментарных дефектов бедренной кости, добившись сохранения конечности и сращения во всех описанных случаях, в то время как Чжан и др. [ 4 ] применили индивидуальные пористые титановые имплантаты для костной пластики к многосантиметровым дефектам бедренной кости, таза и позвоночника, продемонстрировав обнадеживающие результаты раннего сращения и выживаемости имплантатов. Хотя это клиническое исследование остается небольшим по сравнению с количеством чисто доклинических или количественных исследований, оно имеет решающее значение для сопоставления обзора с реальными показаниями (травма, опухоль, инфекция), размерами и локализацией дефектов, стратегиями реконструкции (имплантаты, решетчатые имплантаты, модульные блоки, рассасывающиеся каркасы с васкуляризированной пересадкой тканей) и проектами, ориентированными на пациента, такими как сращение, повторная операция и осложнения. Таким образом, в клиническом подразделе исследования, отмеченные знаком C, используются для описания текущих показаний, типичных случаев успеха и неудачи, а также степени перехода передовых конструкций решетчатых имплантатов и TPMS от концептуальных прототипов к рутинному использованию при реконструкции сегментарных дефектов костной ткани. Типичный клинический алгоритм реконструкции сегментарного дефекта бедренной кости с использованием индивидуального решетчатого имплантата показан на рисунке 6 .
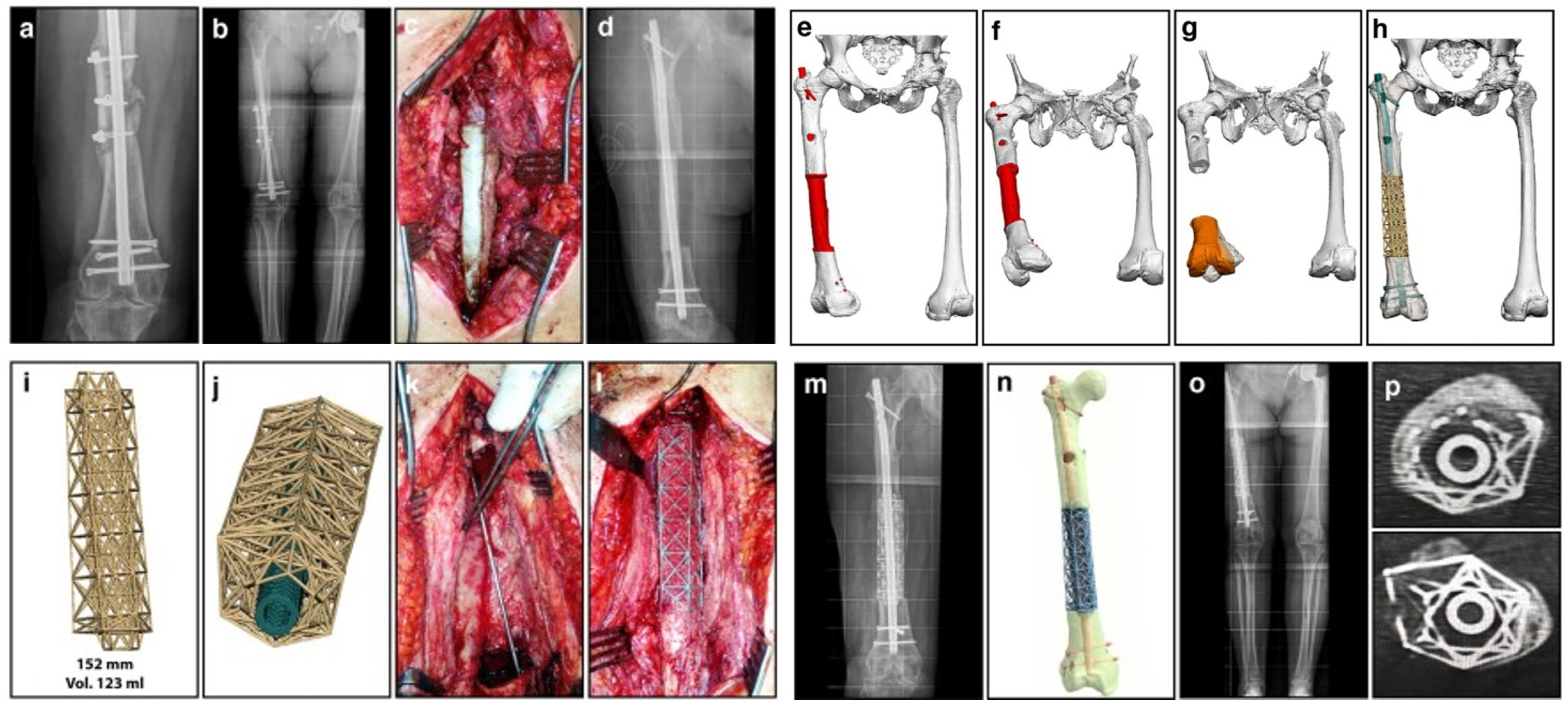
| Год, Ref [n] | Показания и локализация дефекта | Размер/тип дефекта | Имплант/реконструктивная стратегия | N | Наблюдение | Результаты и осложнения (ключевые моменты) |
|---|---|---|---|---|---|---|
| 2019, ijmmm.ustb | Посттравматическая сегментарная потеря бедренной кости; дистальный диафиз/метадиофиз бедренной кости | Сегментарные дефекты критического размера после открытых переломов Grade 3B или дебридмента инфицированных несращений; многосантиметровая потеря кости (до ≈15 cm) | Двухэтапный протокол Masquelet: первоначальный PMMA‑спейсер и индуцированная мембрана, затем индивидуальный 3D‑печатный Ti‑кейдж, заполненный костным трансплантатом и фиксированный интрамедуллярным гвоздём или латеральной блокируемой пластиной | 5 | 12–33 месяцев (среднее 22 месяца) | – Сращение достигнуто во всех случаях – Отсутствие глубокой инфекции или поломки импланта – Хорошее сохранение конечности и функции |
| 2021, sciencedirect | Большие сегментарные дефекты позвоночника, таза и бедренной кости после резекции опухоли или травмы | Многосантиметровые нагружаемые дефекты | Индивидуализированные пористые Ti‑импланты, спроектированные с учётом сращения на интерфейсе «имплант–кость» | 3 | ~12–24 месяца | – Стабильное рентгенологическое сращение – Без расшатывания или перелома – Серьёзные осложнения не отмечены |
6. Критические ограничения и существующие пробелы
Несмотря на быстрое развитие КТ-основанных методов проектирования решетчатых имплантатов для лечения сегментарных дефектов бедренной и большеберцовой костей, критический анализ литературы выявляет ряд повторяющихся ограничений, которые затрудняют интерпретацию, воспроизводимость и клиническое применение. Эти ограничения возникают на нескольких этапах рабочего процесса, включая персонализацию на основе изображений, моделирование методом конечных элементов (МКЭ), аддитивное производство (АП), стратегии валидации и клиническое внедрение. Многие из этих проблем не являются изолированными недостатками отдельных исследований, а систематически встречаются в данной области и, следовательно, требуют отдельного обобщения.
6.1. Ограничения КТ и персонализации
Персонализация на основе КТ часто представляется как определяющее преимущество имплантатов, изготовленных по индивидуальным параметрам пациента; однако ее реализация часто бывает неполной или непоследовательной в описании. Хотя многие исследования используют геометрию, полученную с помощью КТ, для определения формы дефекта и соответствия имплантата, лишь часть из них расширяет информацию КТ за пределы геометрии, чтобы учитывать неоднородность материала посредством сопоставления модуля упругости и единиц Хаунсфилда (HU). В результате большинство моделей конечных элементов рассматривают кость как однородные кортикальные и губчатые области, даже при наличии данных КТ, специфичных для пациента. Это упрощение ограничивает возможность учета локальных изменений жесткости, которые определяют распределение нагрузки, экранирование напряжений и деформацию на границе раздела.
Этапы сегментации и генерации модели являются еще одним источником неопределенности. Выбор порогового значения, сглаживание, заполнение отверстий и размытие поверхности редко описываются достаточно подробно для обеспечения воспроизводимости, а чувствительность результатов к выбору сегментации практически никогда не исследуется. Кроме того, большинство рабочих процессов предполагают статическую анатомию, игнорируя послеоперационное ремоделирование, резорбцию или изменения морфологии дефекта с течением времени. Следовательно, персонализация на основе КТ обычно ограничивается геометрическим соответствием на момент имплантации, а не представлением зависящей от времени, механически развивающейся биологической системы.
6.2. Ограничения моделирования и проверки методом конечных элементов
Моделирование методом конечных элементов широко используется для сравнения решетчатых архитектур, стратегий крепления и выбора материалов, однако точность модели существенно различается. Во многих исследованиях используются линейные упругие законы материала, статическая или квазистатическая нагрузка и упрощенные условия на границе раздела (например, контакт с соединением или без разделения), которые являются вычислительно эффективными и подходят для сравнительной оценки конструкций. Однако такие допущения по своей природе ограничивают выводы, касающиеся возникновения трещин, разрушения стержней, ослабления границы раздела или долговременной долговечности.
Практика валидации также весьма неоднородна. Хотя некоторые исследования количественно сравнивают прогнозы, полученные методом конечных элементов, с результатами механических испытаний (например, сжатие, изгиб, измерения с помощью тензодатчиков или цифровая корреляция изображений), значительная часть опирается только на качественное совпадение или вообще не предоставляет прямой валидации. Накопление усталостных повреждений, циклическая деградация и зависящие от времени режимы разрушения практически полностью отсутствуют в моделях, полученных методом конечных элементов, хотя несколько авторов признали их критическую важность для клинической практики. В результате большинство симуляций лучше всего интерпретировать как сравнительные инструменты для ранжирования конструкций в идеализированных условиях нагружения, а не как прогностические модели долгосрочной работы имплантатов.
6.3. Аддитивное производство и отклонения в процессе изготовления
Одним из существенных, но часто упускаемых из виду ограничений в рассмотренной литературе является несоответствие между проектными геометрическими параметрами решетки и фактически изготовленными структурами, полученными методом порошковой наплавки. Производственные отклонения, такие как утолщение стержней, закрытие пор, частичное слияние частиц порошка, шероховатость поверхности и внутренние дефекты, особенно выражены в решетках с малыми элементарными ячейками и могут существенно изменять жесткость, прочность и усталостную прочность.
Лишь в ограниченном числе исследований эти отклонения количественно оцениваются с использованием…μ Реконструкция на основе КТ или СЭМ и сравнение полученных результатов с исходными CAD-моделями. Проведенные анализы показывают, что локальные геометрические ошибки неравномерны и зависят от ориентации, и что даже небольшие отклонения могут уменьшить эффективную пористость или сместить концентрацию напряжений. Тем не менее, большинство исследований методом конечных элементов предполагают идеализированную CAD-геометрию, что может частично объяснить расхождения между результатами моделирования и экспериментальными данными. Без рутинной проверки фактического состояния конструкции и моделирования с учетом геометрии механические прогнозы для решетчатых имплантатов остаются оптимистичными и потенциально неконсервативными.
6.4. Ограничения клинического перевода
Помимо технических сложностей моделирования, существует ряд препятствий для клинического применения. Большинство исследований сосредоточены на сценариях с одним пациентом или одним дефектом, что ограничивает возможность обобщения результатов. Хирургические ограничения, интраоперационная изменчивость и сценарии повторных операций редко учитываются явно ни в проектировании, ни в моделировании. Риск инфекции, асептическое расшатывание и разрушение под воздействием внеосевой или случайной нагрузки признаются концептуально, но редко включаются в модели или системы тестирования.
Кроме того, нормативные и организационные ограничения, такие как передача данных между группами визуализации, проектирования, производства и клинического наблюдения, редко обсуждаются подробно. Валидация часто ограничивается лабораторными механическими испытаниями, и лишь в немногих исследованиях проводится долгосрочное наблюдение in vivo или клиническое наблюдение. В совокупности эти пробелы подчеркивают несоответствие между оптимизированными с помощью вычислительных методов конструкциями и практическими требованиями надежного и масштабируемого клинического применения.
7. Вызовы и перспективы развития
Несмотря на быстрый прогресс от аппаратов Илизарова и массивных металлических сегментов до имплантатов в виде решеток, созданных методом аддитивного производства и планируемых с помощью КТ, остается ряд фундаментальных проблем, прежде чем индивидуальные имплантаты в виде решеток (PSLI) смогут стать рутинной практикой при реконструкции бедренной и большеберцовой костей.
Клинические рабочие процессы и барьеры на пути внедрения результатов исследований в практику.
Первая серьезная проблема заключается в интеграции планирования на основе КТ и проектирования решетчатых конструкций в реальные клинические сроки. Большинство исследований в этом обзоре предполагают идеализированные условия: чистые наборы данных КТ, достаточное время на проектирование и тесное сотрудничество между инженерами и хирургами. На практике же случаи травм, онкологических резекций и повторных операций часто требуют принятия решений в течение нескольких дней, а не недель. Надежные полуавтоматические конвейеры для сегментации, классификации дефектов, проектирования имплантатов и валидации должны быть интегрированы в клинически приемлемые сроки и больничные информационные системы. Кроме того, нормативные процедуры для индивидуальных решетчатых конструкций сложны и фрагментарны, с нечеткими требованиями к документации, тестированию и долгосрочному наблюдению. Недавние клинические исследования, посвященные индивидуальным пористым имплантатам, подчеркивают вариативность рабочих процессов и процедур последующего наблюдения, указывая на необходимость перспективных регистров и стандартизированной отчетности для того, чтобы индивидуальные пористые имплантаты вышли за рамки опыта, ограниченного отдельными центрами.
КТ иμВ рабочих процессах КТ по-прежнему существуют технические и биологические ограничения. Разрешение клинической КТ ограничивает точное отображение тонких кортикальных оболочек, ориентации трабекул и остаточного качества кости по краям дефекта. Сегментация во многих исследованиях остается зависимой от оператора, при этом данные о межоператорской и внутриоператорской вариабельности ограничены. Современные алгоритмы моделирования КТ обычно фиксируют общую геометрию и местоположение дефекта, но лишь приблизительно аппроксимируют локальное качество кости, васкуляризацию и мягкие ткани. Новые исследования на крупных животных и клинические исследования начинают различать периимплантатное и внутрипоровое костеобразование с использованием серийной КТ.μКТ, однако до сих пор нет единого мнения о том, какие показатели (например, BV/TV, BIC/BII, карты региональной плотности) должны определять проектные решения. Будущие исследования должны выйти за рамки использования простых масок кортикальной и трабекулярной кости. Нам необходимо создать подробные карты, показывающие плотность, направленность, предыдущие имплантаты и области мертвой ткани. Эти карты могут помочь нам разработать персонализированные решения для жесткости решетки, методов фиксации и уровня пористости.
Конструкция решеток в реконструкции длинных костей все еще далека от стандартизации. В исследованиях изучается широкий спектр топологий элементарных ячеек, стратегий градиентного заполнения и схем заполнения, но часто сообщается лишь о нескольких переменных проектирования и показателях отклика. Недавние работы по конкретным решеткам (например, конструкции дистального отдела бедренной кости, настроенные на целевые диапазоны межфазных деформаций) и модульным или LEGO-образным каркасам демонстрируют, как архитектура, топология и сборка могут быть адаптированы к анатомическим областям и схемам резекции, но эти концепции все еще находятся на ранних, исследовательских этапах и не имеют сравнительных данных по различным участкам и типам дефектов. Существует явная необходимость в общих стандартах отчетности по параметрам решетки (тип элементарной ячейки, размер ячейки, ориентация, градиенты плотности, обработка поверхности) и описанию дефектов (местоположение, длина, процент удаленного сегмента, метод фиксации), систематическом исследовании пространства проектирования с использованием планирования экспериментов (DOE) или оптимизации на основе суррогатных моделей, а не в произвольном выборе параметров — библиотеках эталонных проектов для типичных сценариев дефектов бедренной и большеберцовой костей, которые можно адаптировать к индивидуальной анатомии, вместо того чтобы начинать с нуля для каждого случая дистального отдела бедренной кости, проксимального отдела большеберцовой кости и диафизарных сегментов. В будущих исследованиях следует объединить параметрические CAD-системы с автоматизированной проверкой ограничений (границы резекции, зона фиксации, окна нейроваскулярной безопасности), чтобы избежать проектирования, чреватого отказами, и сократить время итераций.
Большинство численных исследований по-прежнему опираются на упрощенные граничные условия, линейные модели материалов и сценарии статической нагрузки. Хотя такие модели ценны для ранжирования вариантов конструкции, они могут не учитывать сложную механику in vivo, такую как мышечные силы, контакт в суставах, многоосевая циклическая нагрузка и зависящее от времени ремоделирование кости. Также существует ограниченная систематическая проверка моделей конечных элементов на основе экспериментальных или клинических данных, особенно для полностью имплантированных конструкций при физиологических траекториях нагрузки. Некоторые недавние исследования, основанные на принципах механобиологии, используют предоперационный анализ методом конечных элементов для определения конкретных диапазонов деформаций на границе кость-имплантат, но они остаются лишь отдельными примерами, а не общеотраслевым стандартом. Ключевые направления включают многомасштабные моделирования, связывающие механику элементарной ячейки, поведение на уровне решетки и передачу нагрузки на всю конечность; включение нелинейных процессов, повреждений; а также модели усталости, подходящие для решетчатых конструкций, включая инициирование и распространение трещин в тонких элементах, количественную оценку неопределенности, обусловленной шумом изображения, изменчивостью сегментации, производственными допусками и нагрузкой, специфичной для пациента, переход от моделирования с использованием единственных приближенных значений к вероятностному анализу, а также более тесную связь моделирования с экспериментальными и клиническими данными (например, тензометрическими датчиками, анализом движения, серийной КТ) для итеративной проверки и уточнения моделей цифровых двойников сегментарных реконструкций.
Получение экспериментальных данных остается сложной задачей в трех областях: механические испытания (E mech ), биология in vitro (E bio ) и валидация in vivo (V). Механические испытания часто используют упрощенные методы или модели суррогатных дефектов с режимами нагрузки, которые лишь частично имитируют комбинированное изгибание, кручение и сжатие, наблюдаемые в бедренном и большеберцовом сегментах. Исследования клеток in vitro обычно сосредоточены на ранних маркерах адгезии, пролиферации и остеогенеза, тогда как долгосрочная минерализация, васкуляризация и иммунные реакции в структурированных решетках встречаются реже. В исследованиях in vivo по-прежнему преобладают модели мелких животных или упрощенные модели крупных животных, которые не в полной мере отражают сложность сложных сценариев сегментарных повреждений у человека.
Недавние исследования на крупных животных и ранние клинические серии показывают, что стабильное сращение на границе раздела кости и пористого титана иногда может обеспечивать долговечную функцию даже без полного костно-костного соединения через решетку, однако минимальное количество и распределение внутрипористой кости, необходимые для долгосрочной безопасности, остаются неизвестными. Поэтому будущие исследования должны отдавать приоритет стандартизированным протоколам механических испытаний, адаптированным для сегментарной реконструкции длинных костей, включая многоосевые испытания на усталость и разрушение полных конструкций (имплантат, фиксатор и костный заменитель); продольные исследования in vivo, которые сопоставляют геометрию и жесткость решетки с образованием костной мозоли, характером сращения и ремоделированием как в периимплантатной, так и во внутрирешеточной областях, с использованием КТ/μПоказатели КТ; и сравнительные исследования с существующими стандартами лечения (пластины, гвозди, кейджи, дистракционный остеогенез) для демонстрации не только осуществимости, но и явного клинического преимущества, включая сценарии с костной пластикой или биопрепаратами и без них.
Аддитивное производство создает специфические проблемы, связанные с особенностями процесса, включая дефекты построения, анизотропию, шероховатость поверхности и изменчивость между партиями или принтерами. Во многих исследованиях приводятся номинальные параметры процесса, но предоставляется ограниченная информация о мониторинге процесса. Для решетчатых имплантатов с тонкими элементами и сложной внутренней геометрией необнаруженные дефекты или локальные отклонения толщины стержня могут существенно изменить механические характеристики и усталостную долговечность. Появление новых низкомодульных титановых сплавов и поверхностно-функционализированных решеток еще больше повышает потребность в строгом, стандартизированном контроле качества.
В дальнейших исследованиях следует интегрировать мониторинг процесса с обратной связью в критерии проектирования и приемки; а также инновационные методы неразрушающего контроля, такие как…μКомпьютерная томография, ультразвуковое исследование и термография используются для проектирования решетчатых структур, обеспечивая надежность при соблюдении клинически приемлемых сроков; надежные подходы к проектированию учитывают вариативность производства, обеспечивая запас прочности даже при наличии реальных дефектов; а также четкие протоколы квалификации и повторной квалификации для принтеров, порошков и методов постобработки, используемых для изготовления решетчатых имплантатов, спланированных с помощью КТ и предназначенных для применения в длинных костях, несущих нагрузку.
Хотя усталость/циклическая нагрузка и зависящее от времени ремоделирование неоднократно подчеркивались как ключевые потребности трансляционной медицины, их включение в рассмотренную базу данных остается ограниченным и не может быть количественно оценено. В включенных исследованиях только в одном исследовании сообщалось об экспериментальном протоколе циклической нагрузки, реализованном в виде поэтапного теста на уровне конструкции (девять этапов, 20 000 циклов на этап при 2 Гц; всего 180 000 циклов; нагрузка увеличивалась с 0,5–1,0 × BW до 0,5–5,0 × BW) [ 11 ]. Мы не обнаружили характеристик усталости до разрушения (например, кривых S–N, определений биения, отчетов о коэффициенте R или ≥10 6 циклов), и мы не нашли моделирования усталости методом конечных элементов или моделирования накопления повреждений, используемого для сегментарной реконструкции длинных костей, в включенном наборе (например, [ 1 , 63 ]). В пяти исследованиях сообщалось о результатах продольного ремоделирования или последующего наблюдения (≥2 временных точек), как правило, в виде краткосрочного доклинического мониторинга (недели) с использованием рентгенографии.μКТ или более длительное клиническое наблюдение (месяцы). В нескольких статьях усталость прямо признается проблемой или ограничением, несмотря на то, что тестирование на усталость не проводилось [ 62 , 63 ]. В целом, это количественное резюме указывает на то, что циклическая/усталостная валидация в значительной степени отсутствует, в то время как ремоделирование чаще оценивается как результат, но редко сочетается с циклическим механическим тестированием или моделированием ремоделирования методом конечных элементов с учетом времени.
Повторные нагрузки приводят к возникновению режимов разрушения, которые часто упускаются при статических или квазистатических оценках, и эти последствия имеют значение для долговременной функциональности конструкции. В решетчатых имплантатах напряжение и деформация, как правило, концентрируются в местах геометрических разрывов — соединениях стержней, переходах кривизны и выемках на поверхности, — включая шероховатость, вызванную производственными дефектами, и дефекты, возникшие в процессе изготовления, что делает эти области наиболее вероятными местами зарождения трещин и прогрессирующего разрушения стержней при циклической нагрузке. Важно отметить, что жесткость может начать снижаться еще до появления явного макроскопического разрушения, и по мере разрушения или локальной деформации стержней решетка постепенно становится менее жесткой, смещая передачу нагрузки от предполагаемой пористой области к фиксирующим элементам и окружающей кортикальной кости. Это перераспределение может уменьшить предполагаемое распределение нагрузки, увеличить экранирование напряжений, перегрузить винты и пластины и изменить межфрагментарное движение таким образом, что это подрывает механическую среду, необходимую для образования мостиков. В то же время многие исследования методом конечных элементов предполагают идеально склеенные или неразделенные интерфейсы, что может скрывать клинически значимые процессы разрушения; В действительности, небольшие проскальзывания, трение и микроподвижность на границе кость-имплантат могут сохраняться при неполной остеоинтеграции, увеличивать контактные зазоры с течением времени, уменьшать эффективную площадь контакта и еще больше усиливать микроподвижность, постепенно приводя к ослаблению границы раздела, а не проявляясь как единое внезапное событие. В совокупности эти механизмы объясняют, почему статические, идеально сцепленные модели могут переоценивать долговременную стабильность, даже если они показывают «безопасные» уровни напряжения при одном варианте нагрузки, и они мотивируют к описанию определений границы раздела и, где это возможно, к добавлению протоколов циклической нагрузки и зависящих от времени показателей, таких как сохранение жесткости (или снижение жесткости) и микроподвижность границы раздела/периимплантатная адаптация, вместо того, чтобы рассматривать механические характеристики как неизменяющиеся во времени.
В литературе часто встречаются скудные, разнообразные и трудно поддающиеся повторному использованию данные. Это ограничивает разработку инструментов прогнозирования или искусственного интеллекта, которые могли бы помочь клиницистам в выборе стратегий имплантации, специфичных для конкретного дефекта (пластина и решетка, гвоздь и решетка, автономный кейдж и т. д.). Существует значительная возможность создания общих баз данных, связывающих изображения, параметры конструкции, результаты моделирования, экспериментальные данные и клиническое наблюдение за сегментарной реконструкцией бедренной и большеберцовой костей. Недавние работы по проектированию с учетом механобиологии и пористым имплантатам без трансплантата демонстрируют потенциальную ценность таких интегрированных наборов данных, но в настоящее время они ограничены отдельными центрами или исследованиями. В будущем модели, основанные на данных, могли бы предлагать варианты конструкции решетки и стратегии фиксации на основе нового КТ-сканирования и классификации дефекта; оценивать риск механического отказа, несращения или расшатывания имплантата при различных вариантах конструкции и протоколах реабилитации; и направлять персонализированный обмен между жесткостью, пористостью и биологическим потенциалом, а не полагаться исключительно на экспертную интуицию.
В конечном итоге, переход от экспериментальных прототипов к рутинному клиническому применению будет зависеть от демонстрации надежности, воспроизводимости и экономической эффективности. Преодоление этого разрыва требует скоординированных усилий различных дисциплин: хирургов, рентгенологов, инженеров, материаловедов, регулирующих органов и партнеров из промышленности. Крайне важны будут перспективные клинические регистры для имплантатов, спланированных с помощью КТ, стандартизированные показатели результатов (частота сращения, время до начала опоры на ногу, риск ревизии, результаты, сообщаемые пациентами) и анализ соотношения затрат и выгод. Долгосрочное наблюдение за пористыми реконструкциями без использования трансплантатов, включая случаи с опухолью или инфекцией, особенно важно для уточнения показаний, противопоказаний и необходимости применения дополнительных методов лечения, таких как противоинфекционные или противоопухолевые покрытия.
В заключение, КТ-планируемые реконструкции сегментарных дефектов бедренной и большеберцовой костей на основе решетчатой структуры обладают явными концептуальными преимуществами по сравнению с историческими подходами, однако необходимо преодолеть ключевые препятствия в интеграции рабочих процессов, стандартизации проектирования, проверке моделирования, экспериментальных данных, качестве изготовления и инфраструктуре данных. Решение этих проблем определит следующий этап эволюции от конструкций эпохи Илизарова к зрелым, клинически надежным, индивидуальным имплантатам на основе решетчатой структуры.
8. Выводы и перспективы
В данной статье, являющейся второй частью двухсерийного обзора, рассматриваются имплантаты с индивидуальной решетчатой структурой (PSLI) от первоначального проектирования до практического применения. Основываясь на представленном в первой части сопоставлении дефектов и способов фиксации, данный обзор реорганизует литературу в соответствии с рабочим процессом, начиная с КТ или μ Получение и сегментация КТ-изображений, включая выбор решетки и материала, численное моделирование, механические испытания, валидацию in vivo и раннее клиническое применение. В данной статье, связывая анатомическое расположение, морфологию дефекта, рабочий процесс визуализации, концепцию имплантата и уровень доказательности методологии (S, E_mech, E_bio, V, C), демонстрируется, как решения, принимаемые на каждом этапе процесса от КТ до имплантации, влияют на механические характеристики, биологический ответ и клиническую осуществимость.
Выявляется несколько устойчивых закономерностей. Визуализация и сегментация остаются отправной точкой для всех концепций PSLI, однако протоколы получения, реконструкции, пороговой обработки и картирования материалов на основе единиц Хаунсфилда (HU) сильно различаются и часто недостаточно подробно описываются. Аналогичная изменчивость наблюдается при переходе от сегментированной анатомии к CAD-моделям и FE-моделированию, где выбор, связанный с определением областей, кортикально-трабекулярной обработкой, предположениями о границах раздела и условиями нагрузки, существенно влияет на сообщаемые результаты. В то же время, пространство проектирования решетчатых и смешанных материалов обширно — от полностью пористых клеток и функционально градиентных структур до концепций регенерации с использованием композитов и каркасов — в то время как лишь ограниченное подмножество было исследовано в реалистичных сценариях нагрузки и заживления. В целом, в литературе по-прежнему преобладают численные исследования и квазистатические механические испытания, в то время как данные об усталостном поведении, долгосрочные данные на крупных животных и согласованные клинические наблюдения сравнительно ограничены.
Важно отметить, что рассмотренные исследования показывают, что PSLIs вышли за рамки чисто экспериментальных концепций. Использование титановых имплантатов, спланированных с помощью КТ и применяемых в протоколах Маскеле, топологически оптимизированные и основанные на TPMS реконструкции дистального отдела бедренной кости, модульные каркасные системы и биоразлагаемые биокерамические имплантаты продемонстрировали, что архитектурная пористость может сочетаться с пластинами, гвоздями или внешней фиксацией для восстановления выравнивания и обеспечения прогрессивной нагрузки при сложных дефектах бедренной и большеберцовой костей. Когда визуализация, проектирование, производство и валидация интегрированы в рабочий процесс, эти конструкции могут обеспечить стабильную фиксацию и способствовать раннему заживлению, даже в случаях инфекции, резекции опухоли или больших сегментарных зазоров.
В совокупности результаты, представленные во второй части, позволяют предположить, что будущий прогресс будет зависеть не столько от предложения новых топологий решеток, сколько от создания надежных, отслеживаемых рабочих процессов от данных DICOM до имплантированных конструкций. Это включает в себя четкое описание протоколов визуализации и сегментации, воспроизводимые стратегии выбора семейств решеток и градиентов для конкретных типов дефектов, проверенные численные модели, связывающие поведение элементарной ячейки с механикой всей конечности, стандартизированные механические и биологические испытания, адаптированные к сегментарным дефектам, и контроль процесса аддитивного производства, который связывает данные мониторинга с критериями приемлемости для тонкостенных областей решетки. Когда эти элементы интегрированы в совместимые среды планирования и поддерживаются перспективными регистрами, фиксирующими сращение, функцию, осложнения и повторные операции, PSLI можно оценивать наряду с устоявшимися стратегиями реконструкции, такими как костная трансплантация, васкуляризированные трансплантаты и мегапротезы.
Вместе с первой частью эта статья представляет две взаимодополняющие точки зрения: одна сосредоточена на характере дефектов и стратегиях фиксации, а другая — на разработке и валидации индивидуальных решетчатых имплантатов. Интеграция этих точек зрения намечает четкий путь к преобразованию разрозненных, специфичных для конкретного центра применений в воспроизводимые подходы к лечению. Благодаря стабильному качеству изображения, продуманной конструкции решетки, надежному производству и систематическому долгосрочному наблюдению в клинически приемлемые сроки, индивидуальные решетчатые имплантаты имеют потенциал превратиться из решений для отдельных случаев в стандартный вариант для сложных сегментарных реконструкций бедренной и большеберцовой костей.
Дополнительные материалы
Следующие дополнительные материалы можно загрузить по адресу https://www.mdpi.com/article/10.3390/biomimetics11020145/s1 : Таблица S1: Оценка эффективности конвейеров персонализации на основе КТ; Таблица S2: Отчеты о достоверности результатов конечно-элементного и численного моделирования; Таблица S3: Синтез ключевых проблем/ограничений и перспективных направлений для PSLI в реконструкции бедренной и большеберцовой костей; Таблица S4. Конкретные методологические варианты решения проблем, связанных с усталостью и зависимыми от времени показателями эффективности.
Вклад авторов
Разработка концепции: MR, ASM и IH; методология: MR, ASM, MN, TM и IH; исследование: MR, ASM, MN и TM; обработка данных: MR, ASM и MN; подготовка первоначального варианта статьи: MR; рецензирование и редактирование: MR, ASM, TM и IH; визуализация: MR, ASM и TM; научное руководство: IH; администрирование проекта: MR; привлечение ресурсов и финансирования: IH. Все авторы ознакомились с опубликованной версией рукописи и согласились с ней.
Сокращения
В данном рукописном тексте используются следующие сокращения:
| АБС | Акрилонитрилбутадиенстирол |
| АЛЬП | Щелочная фосфатаза |
| ЯВЛЯЮСЬ | Аддитивное производство |
| АО | Рабочая группа по вопросам остеосинтеза |
| АРС | Ализариновый красный S |
| АТС | Сборный титановый каркас |
| до н.э. | Граничные условия |
| БИК | Контакт кости и имплантата |
| БИИ | Расстояние между костью и имплантатом |
| BMD | Плотность костной ткани |
| БМП-2 | Костный морфогенетический белок 2 |
| BSE-SEM | Сканирующая электронная микроскопия в режиме обратнорассеянных электронов |
| БВ/ТВ | Объем костной ткани/общий объем |
| С | Клинические данные (клиническое исследование) |
| САПР | Компьютерное проектирование |
| CAE | Компьютерное проектирование |
| CF-PEEK | Поли(эфир-эфир-кетон), армированный углеродным волокном |
| КОЛ1 | коллаген типа I |
| CPP | Фаза/порошок фосфата кальция |
| КТ | Компьютерная томография |
| ДЕКСА | Двухэнергетическая рентгеновская абсорбциометрия |
| ДИК | Цифровая корреляция изображений |
| DICOM | Цифровая визуализация и связь в медицине |
| ДИВ | Прямое письмо чернилами |
| ДМЛС | Прямое лазерное спекание металла |
| Министерство обороны | Drop-on-Demand |
| DOE | Планирование экспериментов |
| E_bio | биологические эксперименты in vitro |
| E_mech | Механические эксперименты in vitro |
| ЭБМ | Плавление электронным пучком |
| EDM | Электроэрозионная обработка |
| ЭТ | Время контакта |
| ФДМ | Моделирование методом послойного наплавления |
| ФЭ | Конечный элемент |
| МКЭ | Метод/модель конечных элементов |
| ФГМ | Функционально-градиентный материал |
| ФГЛ | Функционально-градиентная решетка |
| FP | Параметр признака |
| ИК-спектроскопия | Фурье-преобразовательная инфракрасная спектроскопия |
| GPRC | G-белковый рецептор |
| ГРФ | Сила реакции опоры |
| HA | Гидроксиапатит |
| HD | Расстояние между люками |
| БЕДРО | Горячее изостатическое прессование |
| ХУ | подразделение Хаунсфилд |
| ИГХ | Иммуногистохимия |
| ИЛ-6 | Интерлейкин-6 |
| Я | Внутрикостный |
| LPBF | Лазерное спекание порошкового слоя |
| ЛТ | Толщина слоя |
| ML | Машинное обучение |
| mPCL–TCP | Полиэтилен медицинского классаϵ-капролактон)–трикальцийфосфат |
| МРТ | Магнитно-резонансная томография |
| Национальные институты здравоохранения США | Национальные институты здравоохранения |
| НЛС | Нерешеточная структура |
| НП | Непористый (блок ATS) |
| OCN | Остеокальцин |
| ОЛС | Оптимальная решетчатая структура |
| ПАКС | Система архивирования и передачи изображений |
| PCA | Анатомический протез с пористым покрытием (коленный протез) |
| ПКЛ | Поли(ϵ-капролактон) |
| ПИК | Поли(эфир-эфир-кетон) |
| НОАК | Полимолочная кислота |
| ПММА | Поли(метилметакрилат) |
| ПолиДжет | Процесс струйной печати фотополимерными материалами (PolyJet) |
| PSLIs | Имплантаты с решетчатой структурой, изготовленные с учетом индивидуальных особенностей пациента. |
| РАНКЛ | Активатор рецептора NF-𝜅B-лиганд |
| РИА | Развертка-Ороситель-Аспиратор |
| ROI | Область интересов |
| РТ | Комнатная температура |
| RT-qPCR | Количественная полимеразная цепная реакция с обратной транскрипцией |
| RUNX2 | Транскрипционный фактор 2, связанный с белком Runt |
| РВЕ | Представительный объемный элемент |
| С | Моделирование (численное/метод конечных элементов) |
| СА/ВР | отношение площади поверхности к объему |
| SGBR | Регенерация костной ткани с использованием каркаса |
| SLA | Стереолитография |
| СЛМ | Селективное лазерное плавление |
| СП | Полупористый (блок ATS) |
| СЕБМ | Селективное плавление электронным пучком |
| TCP | Трикальцийфосфат |
| ТГФ-𝛽1 | Трансформирующий фактор роста бета 1 |
| ТХА | Тотальное эндопротезирование тазобедренного сустава |
| Ti6Al4V | Титановый сплав с 6% Al и 4% V |
| Ti6Al4V ELI | Сверхнизкое содержание примесей в сплаве Ti6Al4V |
| TPMS | Тройно-периодическая минимальная поверхность |
| ТКА | Тотальное эндопротезирование коленного сустава |
| ТВ | Общий объем |
| Контроль качества | Гарантия качества |
| UTM | Универсальная испытательная машина |
| В | эксперименты на животных in vivo |
| VEGFA | Фактор роста эндотелия сосудов А |
| XCT | рентгеновская компьютерная томография |
| Рентгенодифракционный анализ | Рентгеновская дифракция |
| ЯГ | Иттрий-алюминиевый гранат |
| ZTM14N | Титановый сплав Ti–19Nb–14Zr |
| μКТ | Микрокомпьютерная томография |
Список литературы
- Wieding, J.; Souffrant, R.; Mittelmeier, W.; Bader, R. Finite element analysis on the biomechanical stability of open porous titanium scaffolds for large segmental bone defects under physiological load conditions. Med. Eng. Phys. 2013, 35, 422–432. [Google Scholar] [CrossRef]
- Tetsworth, K.; Woloszyk, A.; Glatt, V. 3D printed titanium cages combined with the Masquelet technique for the reconstruction of segmental femoral defects: Preliminary clinical results and molecular analysis of the biological activity of human-induced membranes. OTA Int. 2019, 2, e016. [Google Scholar] [CrossRef] [PubMed]
- Wong, K.W.; Wu, C.D.; Chien, C.S.; Lee, C.W.; Yang, T.H.; Lin, C.L. Patient-specific 3-dimensional printing titanium implant biomechanical evaluation for complex distal femoral open fracture reconstruction with segmental large bone defect: A nonlinear finite element analysis. Appl. Sci. 2020, 10, 4098. [Google Scholar] [CrossRef]
- Zhang, T.; Wei, Q.; Zhou, H.; Jing, Z.; Liu, X.; Zheng, Y.; Cai, H.; Wei, F.; Jiang, L.; Yu, M.; et al. Three-dimensional-printed individualized porous implants: A new “implant-bone” interface fusion concept for large bone defect treatment. Bioact. Mater. 2021, 6, 3659–3670. [Google Scholar] [CrossRef]
- Jin, H.; Zhuo, Y.; Sun, Y.; Fu, H.; Han, Z. Microstructure design and degradation performance in vitro of three-dimensional printed bioscaffold for bone tissue engineering. Adv. Mech. Eng. 2019, 11, 1687814019883784. [Google Scholar] [CrossRef]
- Kelly, C.N.; Lin, A.S.; Leguineche, K.E.; Shekhar, S.; Walsh, W.R.; Guldberg, R.E.; Gall, K. Functional repair of critically sized femoral defects treated with bioinspired titanium gyroid-sheet scaffolds. J. Mech. Behav. Biomed. Mater. 2021, 116, 104380. [Google Scholar] [CrossRef]
- Verma, R.; Kumar, J.; Singh, N.K.; Rai, S.K.; Saxena, K.K.; Xu, J. Design and analysis of biomedical scaffolds using TPMS-based porous structures inspired from additive manufacturing. Coatings 2022, 12, 839. [Google Scholar] [CrossRef]
- Lee, S.S.; Du, X.; Smit, T.; Bissacco, E.G.; Seiler, D.; de Wild, M.; Ferguson, S.J. 3D-printed LEGO®-inspired titanium scaffolds for patient-specific regenerative medicine. Biomater. Adv. 2023, 154, 213617. [Google Scholar] [CrossRef]
- Charbonnier, B.; Manassero, M.; Bourguignon, M.; Decambron, A.; El-Hafci, H.; Morin, C.; Leon, D.; Bensidoum, M.; Corsia, S.; Petite, H.; et al. Custom-made macroporous bioceramic implants based on triply-periodic minimal surfaces for bone defects in load-bearing sites. Acta Biomater. 2020, 109, 254–266. [Google Scholar] [CrossRef] [PubMed]
- Blázquez-Carmona, P.; Mora-Macías, J.; Martínez-Vázquez, F.J.; Morgaz, J.; Domínguez, J.; Reina-Romo, E. Mechanics predicts effective critical-size bone regeneration using 3d-printed bioceramic scaffolds. Tissue Eng. Regen. Med. 2023, 20, 893–904. [Google Scholar] [CrossRef]
- Wu, P.K.; Lee, C.W.; Sun, W.H.; Lin, C.L. Biomechanical analysis and design method for patient-specific reconstructive implants for large bone defects of the distal lateral femur. Biosensors 2021, 12, 4. [Google Scholar] [CrossRef]
- Chang, C.M.; Wong, P.C.; Ou, S.L.; Ko, C.E.; Wang, Y.T. Optimizing implant lattice design for large distal femur defects: Stimulating interface bone growth to enhance osseointegration. Int. J. Bioprint. 2024, 10, 2590. [Google Scholar] [CrossRef]
- Obaton, A.F.; Fain, J.; Meinel, D.; Tsamos, A.; Léonard, F.; Lécuelle, B.; Djemaï, M. In vivo bone progression in and around lattice implants additively manufactured with a new titanium alloy. Appl. Sci. 2023, 13, 7282. [Google Scholar] [CrossRef]
- Rana, M.; Chaudhuri, A.; Biswas, J.K.; Karim, S.I.; Datta, P.; Karmakar, S.K.; Roychowdhury, A. Design of patient specific bone stiffness mimicking scaffold. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2021, 235, 1453–1462. [Google Scholar] [CrossRef] [PubMed]
- Entezari, A.; Zhang, Z.; Sue, A.; Sun, G.; Huo, X.; Chang, C.C.; Zhou, S.; Swain, M.V.; Li, Q. Nondestructive characterization of bone tissue scaffolds for clinical scenarios. J. Mech. Behav. Biomed. Mater. 2019, 89, 150–161. [Google Scholar] [CrossRef]
- Lee, M.C.; Pan, C.T.; Chen, W.F.; Lin, M.C.; Shiue, Y.L. Design, manufacture, and characterization of a critical-sized gradient porosity dual-material tibial defect scaffold. Bioengineering 2024, 11, 308. [Google Scholar] [CrossRef] [PubMed]
- Vasanthanathan, A.; Kennedy, S.M. Bio-printing of femur model: A bone substitute for biomedical research. Mater. Technol. 2023, 57, 283–289. [Google Scholar] [CrossRef]
- Rezapourian, M.; Sadat Mirhakimi, A.; Nematollahi, M.; Minasyan, T.; Hussainova, I. Patient-Specific Lattice Implants for Segmental Femoral and Tibial Reconstruction (Part 1): Defect Patterns, Fixation Strategies and Reconstruction Options—A Review. Biomimetics 2026, 2, 2313–7673. [Google Scholar] [CrossRef]
- Uhthoff, H.K.; Poitras, P.; Backman, D.S. Internal plate fixation of fractures: Short history and recent developments. J. Orthop. Sci. 2006, 11, 118–126. [Google Scholar] [CrossRef] [PubMed]
- Hernigou, P.; Pariat, J. History of internal fixation (part 1): Early developments with wires and plates before World War II. Int. Orthop. 2017, 41, 1273–1283. [Google Scholar] [CrossRef]
- Matter, P. History of the AO and its global effect on operative fracture treatment. Clin. Orthop. Relat. Res. 1998, 347, 11–18. [Google Scholar] [CrossRef]
- Vécsei, V.; Hajdu, S.; Negrin, L.L. Intramedullary nailing in fracture treatment: History, science and Küntscher’s revolutionary influence in Vienna, Austria. Injury 2011, 42, S1–S5. [Google Scholar] [CrossRef]
- Buhl, C. 80 years of intramedullary nailing: New facts and information about a milestone in osteosynthesis. Der Unfallchirurg 2019, 122, 127–133. [Google Scholar] [CrossRef]
- Aktuglu, K.; Erol, K.; Vahabi, A. Ilizarov bone transport and treatment of critical-sized tibial bone defects: A narrative review. J. Orthop. Traumatol. 2019, 20, 22. [Google Scholar] [CrossRef]
- Chaddha, M.; Gulati, D.; Singh, A.P.; Singh, A.P.; Maini, L. Management of massive posttraumatic bone defects in the lower limb with the Ilizarov technique. Acta Orthop. Belg. 2010, 76, 811. [Google Scholar]
- Schulz, R.A.; Stein, J.A.; Pelc, N.J. How CT happened: The early development of medical computed tomography. J. Med. Imaging 2021, 8, 052110. [Google Scholar] [CrossRef]
- GNHounsfield.org. Firsts. 2021. Available online: https://gnhounsfield.org/Firsts.html (accessed on 3 November 2025).
- Alford, A.I.; Nicolaou, D.; Hake, M.; McBride-Gagyi, S. Masquelet’s induced membrane technique: Review of current concepts and future directions. J. Orthop. Res. 2021, 39, 707–718. [Google Scholar] [CrossRef]
- Masquelet, A.C. The induced membrane technique. Orthop. Traumatol. Surg. Res. 2020, 106, 785–787. [Google Scholar] [CrossRef] [PubMed]
- Han, W.; Shen, J.; Wu, H.; Yu, S.; Fu, J.; Xie, Z. Induced membrane technique: Advances in the management of bone defects. Int. J. Surg. 2017, 42, 110–116. [Google Scholar] [CrossRef] [PubMed]
- Kubiak, E.N.; Fulkerson, E.; Strauss, E.; Egol, K.A. The evolution of locked plates. J. Bone Jt. Surg. 2006, 88, 189–200. [Google Scholar]
- Cronier, P.; Pietu, G.; Dujardin, C.; Bigorre, N.; Ducellier, F.; Gerard, R. The concept of locking plates. Orthop. Traumatol. Surg. Res. 2010, 96, S17–S36. [Google Scholar] [CrossRef]
- Haidukewych, G.J. Innovations in locking plate technology. JAAOS-J. Am. Acad. Orthop. Surg. 2004, 12, 205–212. [Google Scholar] [CrossRef]
- Garabano, G.; Del Sel, H.; Rodriguez, J.A.; Perez Alamino, L.; Pesciallo, C.A. The effectiveness of antibiotic cement-coated nails in post-traumatic femoral and tibial osteomyelitis–comparative analysis of custom-made versus commercially available nails. J. Bone Jt. Infect. 2021, 6, 457–466. [Google Scholar] [CrossRef]
- Ghaseminejad-Raeini, A.; Azarboo, A.; Pirahesh, K.; Sharafi, A.; Hoveidaei, A.H.; Nwankwo, B.O.; Annasamudram, A.; Conway, J.D. Antibiotic-coated intramedullary nailing managing long bone infected non-unions: A meta-analysis of comparative studies. Antibiotics 2024, 13, 69. [Google Scholar] [CrossRef] [PubMed]
- Summers, S.; Krkovic, M. Bone transport with magnetic intramedullary nails in long bone defects. Eur. J. Orthop. Surg. Traumatol. 2021, 31, 1243–1252. [Google Scholar] [CrossRef] [PubMed]
- Smolle, M.A.; Zötsch, S.; Andreou, D.; Valentini, M.; Leithner, A.; Lanz, P. Bone transport nails for reconstruction of lower limb diaphyseal defects in patients with bone sarcomas: A case series. Wien. Klin. Wochenschr. 2025, 137, 654–660. [Google Scholar] [CrossRef]
- Cobos, J.A.; Lindsey, R.W.; Gugala, Z. The cylindrical titanium mesh cage for treatment of a long bone segmental defect: Description of a new technique and report of two cases. J. Orthop. Trauma 2000, 14, 54–59. [Google Scholar] [CrossRef]
- Dvorak, M.F.; Kwon, B.K.; Fisher, C.G.; Eiserloh, H.L., III; Boyd, M.; Wing, P.C. Effectiveness of titanium mesh cylindrical cages in anterior column reconstruction after thoracic and lumbar vertebral body resection. Spine 2003, 28, 902–908. [Google Scholar] [CrossRef]
- Toosi, S.; Javid-Naderi, M.J.; Tamayol, A.; Ebrahimzadeh, M.H.; Yaghoubian, S.; Mousavi Shaegh, S.A. Additively manufactured porous scaffolds by design for treatment of bone defects. Front. Bioeng. Biotechnol. 2024, 11, 1252636. [Google Scholar] [CrossRef]
- Deering, J.; Dowling, K.I.; DiCecco, L.A.; McLean, G.D.; Yu, B.; Grandfield, K. Selective Voronoi tessellation as a method to design anisotropic and biomimetic implants. J. Mech. Behav. Biomed. Mater. 2021, 116, 104361. [Google Scholar] [CrossRef] [PubMed]
- sadat Mirhakimi, A.; Dubey, D.; Elbestawi, M.A. Laser powder bed fusion of bio-inspired metamaterials for energy absorption applications: A review. J. Mater. Res. Technol. 2024, 31, 2126–2155. [Google Scholar] [CrossRef]
- Müller, P.; Synek, A.; Stauß, T.; Steinnagel, C.; Ehlers, T.; Gembarski, P.C.; Pahr, D.; Lachmayer, R. Development of a density-based topology optimization of homogenized lattice structures for individualized hip endoprostheses and validation using micro-FE. Sci. Rep. 2024, 14, 5719. [Google Scholar] [CrossRef] [PubMed]
- Davoodi, E.; Montazerian, H.; Mirhakimi, A.S.; Zhianmanesh, M.; Ibhadode, O.; Shahabad, S.I.; Esmaeilizadeh, R.; Sarikhani, E.; Toorandaz, S.; Sarabi, S.A.; et al. Additively manufactured metallic biomaterials. Bioact. Mater. 2022, 15, 214–249. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Mirhakimi, A.S.; Montazerian, H. Structural defects and mechanical properties of additively manufactured parts. In Quality Analysis of Additively Manufactured Metals; Elsevier: Amsterdam, The Netherlands, 2023; pp. 119–172. [Google Scholar]
- Schick, V.D.; Zampogna, B.; Marrara, G.; Siracusano, L.; Larizza, L.; Calaciura, S.; Sanzarello, I.; Marinozzi, A.; Leonetti, D. Custom-Made 3D-Printed Titanium Implants for Managing Segmental Distal Tibial Bone Defects: A Systematic Literature Review. J. Clin. Med. 2025, 14, 1796. [Google Scholar] [CrossRef]
- Castrisos, G.; Matheus, I.G.; Sparks, D.; Lowe, M.; Ward, N.; Sehu, M.; Wille, M.L.; Phua, Y.; Savi, F.M.; Hutmacher, D.; et al. Regenerative matching axial vascularisation of absorbable 3D-printed scaffold for large bone defects: A first in human series. J. Plast. Reconstr. Aesthetic Surg. 2022, 75, 2108–2118. [Google Scholar] [CrossRef]
- Sparks, D.S.; Savi, F.M.; Dlaska, C.E.; Saifzadeh, S.; Brierly, G.; Ren, E.; Cipitria, A.; Reichert, J.C.; Wille, M.L.; Schuetz, M.A.; et al. Convergence of scaffold-guided bone regeneration principles and microvascular tissue transfer surgery. Sci. Adv. 2023, 9, eadd6071. [Google Scholar] [CrossRef]
- Sparks, D.S.; Wiper, J.; Lloyd, T.; Wille, M.L.; Sehu, M.; Savi, F.M.; Ward, N.; Hutmacher, D.W.; Wagels, M. Protocol for the BONE-RECON trial: A single-arm feasibility trial for critical sized lower limb BONE defect RECONstruction using the mPCL-TCP scaffold system with autologous vascularised corticoperiosteal tissue transfer. BMJ Open 2023, 13, e056440. [Google Scholar] [CrossRef]
- McAnena, A.P.; McClennen, T.; Zheng, H. Patient-specific 3-dimensional-printed orthopedic implants and surgical devices are potential alternatives to conventional technology but require additional characterization. Clin. Orthop. Surg. 2024, 17, 1. [Google Scholar] [CrossRef]
- Yon, C.J.; Choi, B.C.; Lee, J.M.; Lee, S.W. Personalized 3D-Printed Prostheses for Bone Defect Reconstruction After Tumor Resection in the Foot and Ankle. J. Funct. Biomater. 2025, 16, 62. [Google Scholar] [CrossRef]
- Campanacci, L.; Cevolani, L.; Focaccia, M.; Di Gennaro, G.L.; Dozza, B.; Staals, E.; Zuccheri, F.; Bianchi, G.; Donati, D.M.; Manfrini, M. Lengthening patients previously treated for massive lower limb reconstruction for bone tumors with the PRECICE 2 Nail. Children 2023, 10, 1772. [Google Scholar] [CrossRef] [PubMed]
- Rosslenbroich, S.B.; Oh, C.W.; Kern, T.; Mukhopadhaya, J.; Raschke, M.J.; Kneser, U.; Krettek, C. Current management of diaphyseal long bone defects—a multidisciplinary and international perspective. J. Clin. Med. 2023, 12, 6283. [Google Scholar] [CrossRef]
- Solanki, T.; Maurya, M.K.; Singh, P.K. Results of antibiotic-impregnated cement/polymer-coated intramedullary nails in the management of infected nonunion and open fractures of long bones. Cureus 2023, 15. [Google Scholar] [CrossRef]
- Anaspure, O.S.; Patel, S.; Baumann, A.N.; Anastasio, A.T.; Pean, C.; DeBaun, M.R. Nail–Plate Constructs for Treating Distal Femur Fractures: A Systematic Review of Biomechanical Studies. Surgeries 2024, 5, 799–816. [Google Scholar] [CrossRef]
- Alkentar, R.; Máté, F.; Mankovits, T. Investigation of the performance of Ti6Al4V lattice structures designed for biomedical implants using the finite element method. Materials 2022, 15, 6335. [Google Scholar] [CrossRef] [PubMed]
- Di Caprio, F.; Franchitti, S.; Borrelli, R.; Bellini, C.; Di Cocco, V.; Sorrentino, L. Ti-6Al-4V octet-truss lattice structures under bending load conditions: Numerical and experimental results. Metals 2022, 12, 410. [Google Scholar] [CrossRef]
- Crovace, A.M.; Lacitignola, L.; Forleo, D.M.; Staffieri, F.; Francioso, E.; Di Meo, A.; Becerra, J.; Crovace, A.; Santos-Ruiz, L. 3D biomimetic porous titanium (Ti6Al4V ELI) scaffolds for large bone critical defect reconstruction: An experimental study in sheep. Animals 2020, 10, 1389. [Google Scholar] [CrossRef]
- Laubach, M.; Suresh, S.; Herath, B.; Wille, M.L.; Delbrück, H.; Alabdulrahman, H.; Hutmacher, D.W.; Hildebrand, F. Clinical translation of a patient-specific scaffold-guided bone regeneration concept in four cases with large long bone defects. J. Orthop. Transl. 2022, 34, 73–84. [Google Scholar] [CrossRef] [PubMed]
- Kang, K.W.; Yang, S.; Kim, S.Y.; Choi, J.; Kang, B.J. Integration of locking screw fixation into 3D-printed patient-specific porous titanium implants enhances osseointegration: An in vivo study in a rabbit bone defect model. J. Vet. Sci. 2025, 26, e62. [Google Scholar] [CrossRef] [PubMed]
- Christodoulou, M.; Hadjipolydorou, N.; Christofi, E.; Orfanos, I. Bone transport using an intramedullary magnetic nail in a femur with chronic osteomyelitis after a car bomb attack in Somalia: A case report. J. Orthop. Rep. 2025, 4, 100376. [Google Scholar] [CrossRef]
- Liu, L.; Liu, C.; Deng, C.; Wang, X.; Liu, X.; Luo, M.; Wang, S.; Liu, J. Design and performance analysis of 3D-printed stiffness gradient femoral scaffold. J. Orthop. Surg. Res. 2023, 18, 120. [Google Scholar] [CrossRef]
- Lu, H.T.; Hsu, C.C.; Jian, Q.Q.; Chen, W.T. Biomechanical Study of Different Scaffold Designs for Reconstructing a Traumatic Distal Femur Defect Using Patient-Specific Computational Modeling. Comput. Model. Eng. Sci. 2025, 142, 1883–1898. [Google Scholar] [CrossRef]
- Shams, M.; Mansurov, Z.; Daulbayev, C.; Bakbolat, B. Effect of Lattice Structure and Composite Precursor on Mechanical Properties of 3D-Printed Bone Scaffolds. Eurasian Chem.-Technol. J. 2021, 23, 257–266. [Google Scholar] [CrossRef]
- Bayoglu, R.; Okyar, A.F. Implementation of boundary conditions in modeling the femur is critical for the evaluation of distal intramedullary nailing. Med. Eng. Phys. 2015, 37, 1053–1060. [Google Scholar] [CrossRef]
- Acar, A.A.; Daskalakis, E.; Bartolo, P.; Weightman, A.; Cooper, G.; Blunn, G.; Koc, B. Customized scaffolds for large bone defects using 3D-printed modular blocks from 2D-medical images. Bio-Des. Manuf. 2024, 7, 74–87. [Google Scholar] [CrossRef]
- Karuppudaiyan, S.; Singh, D.K.J.; Santosh, V.M. Finite element analysis of scaffold for large defect in femur bone. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 402, p. 012096. [Google Scholar]
- Pobloth, A.M.; Checa, S.; Razi, H.; Petersen, A.; Weaver, J.C.; Schmidt-Bleek, K.; Windolf, M.; Tatai, A.Á.; Roth, C.P.; Schaser, K.D.; et al. Mechanobiologically optimized 3D titanium-mesh scaffolds enhance bone regeneration in critical segmental defects in sheep. Sci. Transl. Med. 2018, 10, eaam8828. [Google Scholar] [CrossRef] [PubMed]
- Karuppudaiyan, S.; Singh, D.K.J. Design of scaffold with controlled internal architecture using fused deposition modeling (FDM). Int. J. Eng. Adv. Technol. 2019, 9, 2764–2768. [Google Scholar] [CrossRef]
- Yavari, S.A.; van der Stok, J.; Ahmadi, S.; Wauthlé, R.; Schrooten, J.; Weinans, H.; Zadpoor, A.A. Mechanical analysis of a rodent segmental bone defect model: The effects of internal fixation and implant stiffness on load transfer. J. Biomech. 2014, 47, 2700–2708. [Google Scholar] [CrossRef]
- Lindsey, R.W.; Gugala, Z.; Milne, E.; Sun, M.; Gannon, F.H.; Latta, L.L. The efficacy of cylindrical titanium mesh cage for the reconstruction of a critical-size canine segmental femoral diaphyseal defect. J. Orthop. Res. 2006, 24, 1438–1453. [Google Scholar] [CrossRef]
- Park, J.W.; Kang, H.G.; Kim, J.H.; Kim, H.S. New 3-dimensional implant application as an alternative to allograft in limb salvage surgery: A technical note on 10 cases. Acta Orthop. 2020, 91, 489–496. [Google Scholar] [CrossRef]
- Guder, W.K.; Hardes, J.; Nottrott, M.; Podleska, L.E.; Streitbürger, A. Highly cancellous titanium alloy (TiAl6V4) surfaces on three-dimensionally printed, custom-made intercalary tibia prostheses: Promising short-to intermediate-term results. J. Pers. Med. 2021, 11, 351. [Google Scholar] [CrossRef]
- Li, J.; Wang, L.; He, X.; Liang, J.; Dong, C. Additively manufactured metallic TPMS lattice structures: Design strategies, fabrication, multifunctional properties, and applications. NPJ Adv. Manuf. 2025, 2, 45. [Google Scholar] [CrossRef]
- Wei, J.; Gross, D.; Lane, N.E.; Lu, N.; Wang, M.; Zeng, C.; Yang, T.; Lei, G.; Choi, H.K.; Zhang, Y. Risk factor heterogeneity for medial and lateral compartment knee osteoarthritis: Analysis of two prospective cohorts. Osteoarthr. Cartil. 2019, 27, 603–610. [Google Scholar] [CrossRef]
- Li, L.; Shi, J.; Zhang, K.; Yang, L.; Yu, F.; Zhu, L.; Liang, H.; Wang, X.; Jiang, Q. Early osteointegration evaluation of porous Ti6Al4V scaffolds designed based on triply periodic minimal surface models. J. Orthop. Transl. 2019, 19, 94–105. [Google Scholar] [CrossRef]
- Benady, A.; Meyer, S.J.; Golden, E.; Dadia, S.; Levy, G.K. Patient-specific Ti-6Al-4V lattice implants for critical-sized load-bearing bone defects reconstruction. Mater. Des. 2023, 226, 111605. [Google Scholar] [CrossRef]
- Wong, K.W.; Wu, C.D.; Chien, C.S.; Lee, C.W.; Yang, T.H. Patient-Specific 3D-Printed Titanium Implant for Complex Distal Femoral Open Fracture Reconstruction with Segmental Large Defect. Appl. Sci. 2020, 10, 4098. [Google Scholar] [CrossRef]
- Tetsworth, K.; Block, S.; Glatt, V. Putting 3D modelling and 3D printing into practice: Virtual surgery and preoperative planning to reconstruct complex post-traumatic skeletal deformities and defects. Sicot-J 2017, 3, 16. [Google Scholar] [CrossRef] [PubMed]




