
SLS в 2026: от «интересной опции» до нормального производства
Ещё несколько лет назад SLS‑3D‑печать в большинстве компаний воспринималась как «что‑то очень продвинутое для больших R&D‑центров». В 2026 году картина заметно изменилась: селективное лазерное спекание заняло устойчивое место между настольным FDM и классическим литьём под давлением.


В России открылось достаточное количество ферм 3D печати, ЦАПов и различных студий с машинами по этой технологии (SLS).
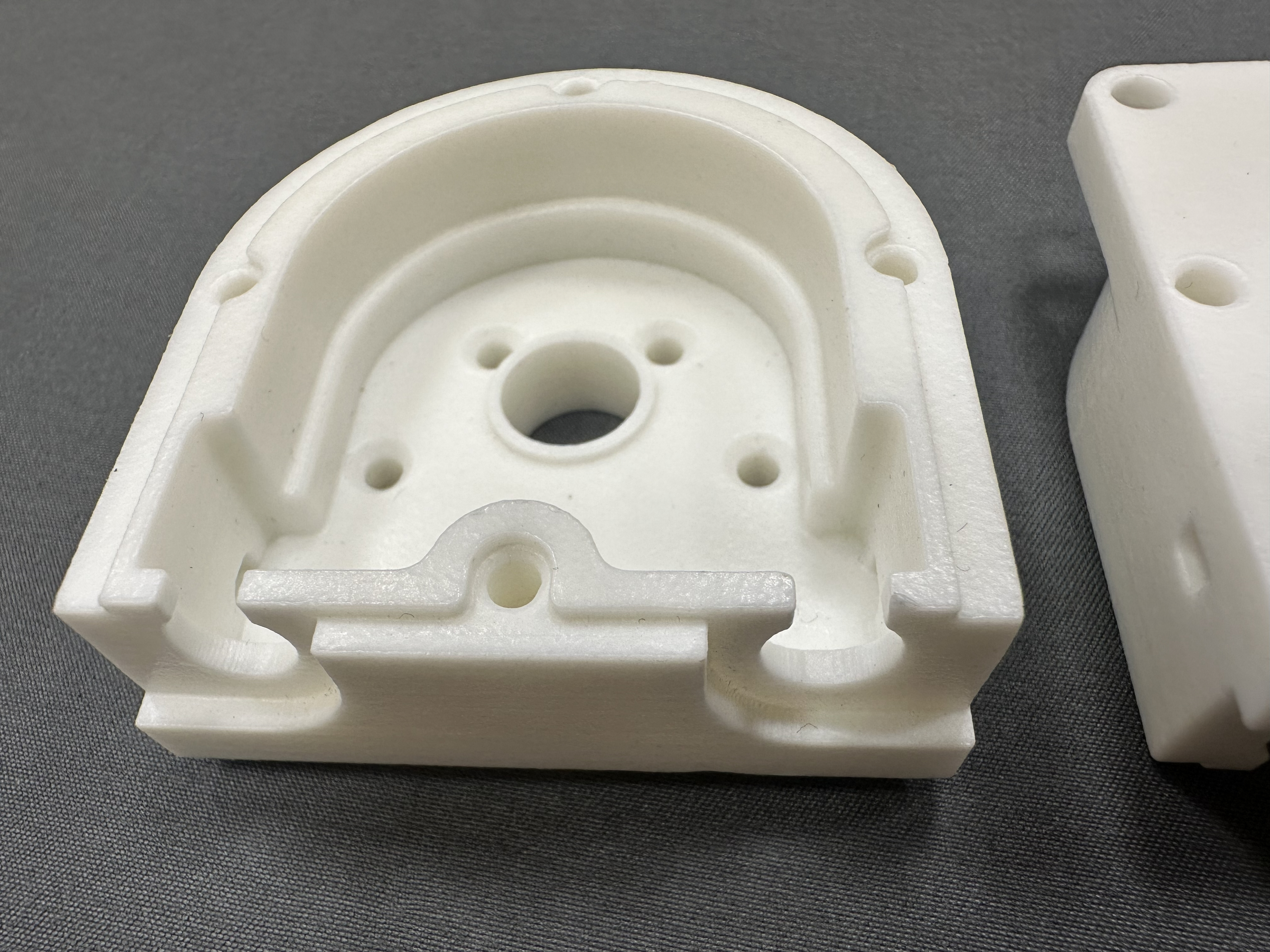
SLS даёт то, чего часто не хватает другим технологиям: прочные, изотропные детали из инженерных полиамидов без поддержек и без необходимости сразу вкладываться в пресс‑форму. Поэтому всё больше предприятий используют SLS не как «игрушку для прототипов», а как нормальный способ делать функциональные корпуса, кронштейны, оснастку и малосерийные изделий.
Пример кейса подробнее расписан тут.

Когда в 2026 году SLS — это «да», а не «почему так дорого»
Если сильно упростить, вопрос звучит так: когда стоит идти в SLS, а когда лучше терпеливо ждать пресс‑форму или обойтись FDM?
Есть несколько признаков, по которым можно быстро отфильтровать «свои» детали для SLS:
-
Сложная геометрия. Внутренние каналы, решётки, поднутрения, которые тяжело или дорого реализовать в оснастке.




-
Инженерные требования. Нужен не просто «пластик для макеток», а нормальный технический материал по прочности, износостойкости и термостойкости.
-
Малая/средняя серия. Сотни или единицы тысяч штук, когда литьё под давлением по срокам и бюджету не попадает.
-
Быстрые итерации. Конструкция ещё «живая»: изменения по ходу проекта неизбежны, а переделывать оснастку каждый раз — слишком дорого и долго.
В 2026‑м многие предприятия уже не задают вопрос «можно ли напечатать это на SLS», а смотрят именно на экономику и риски: что будет быстрее пройти путь «идея → рабочая деталь» с учётом всех переделок.

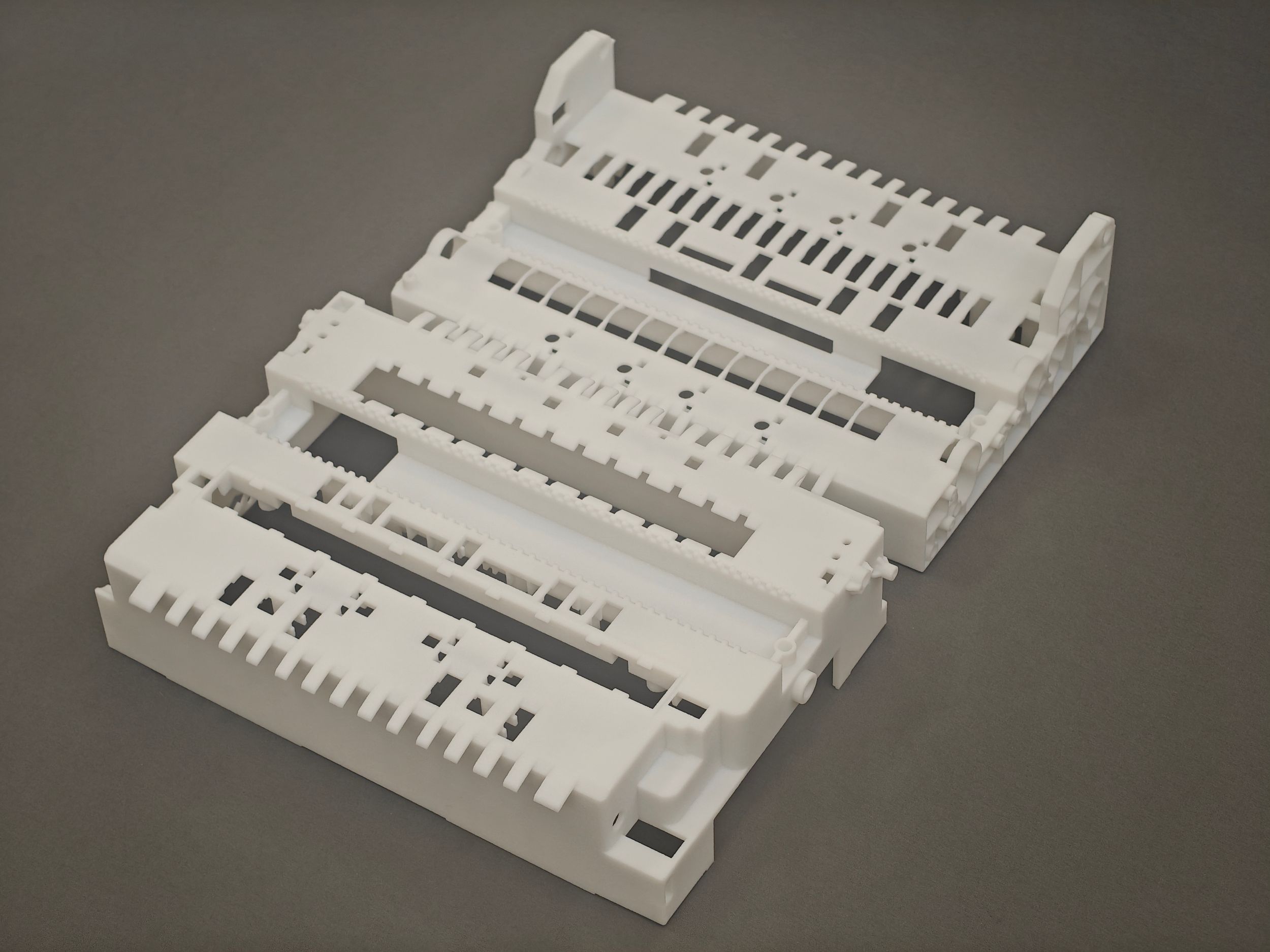
Машиностроение и приборостроение: корпуса и рабочие прототипы
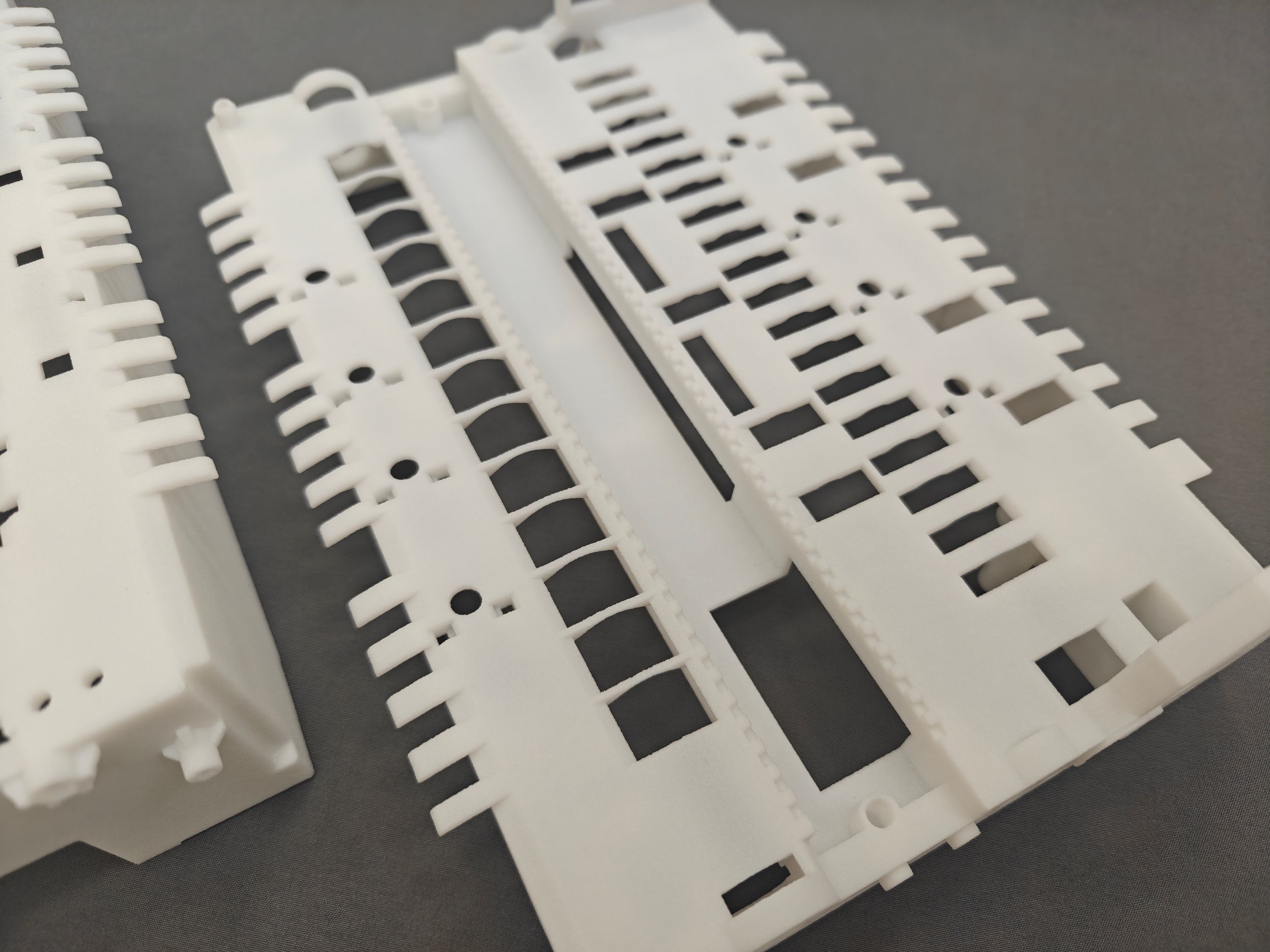
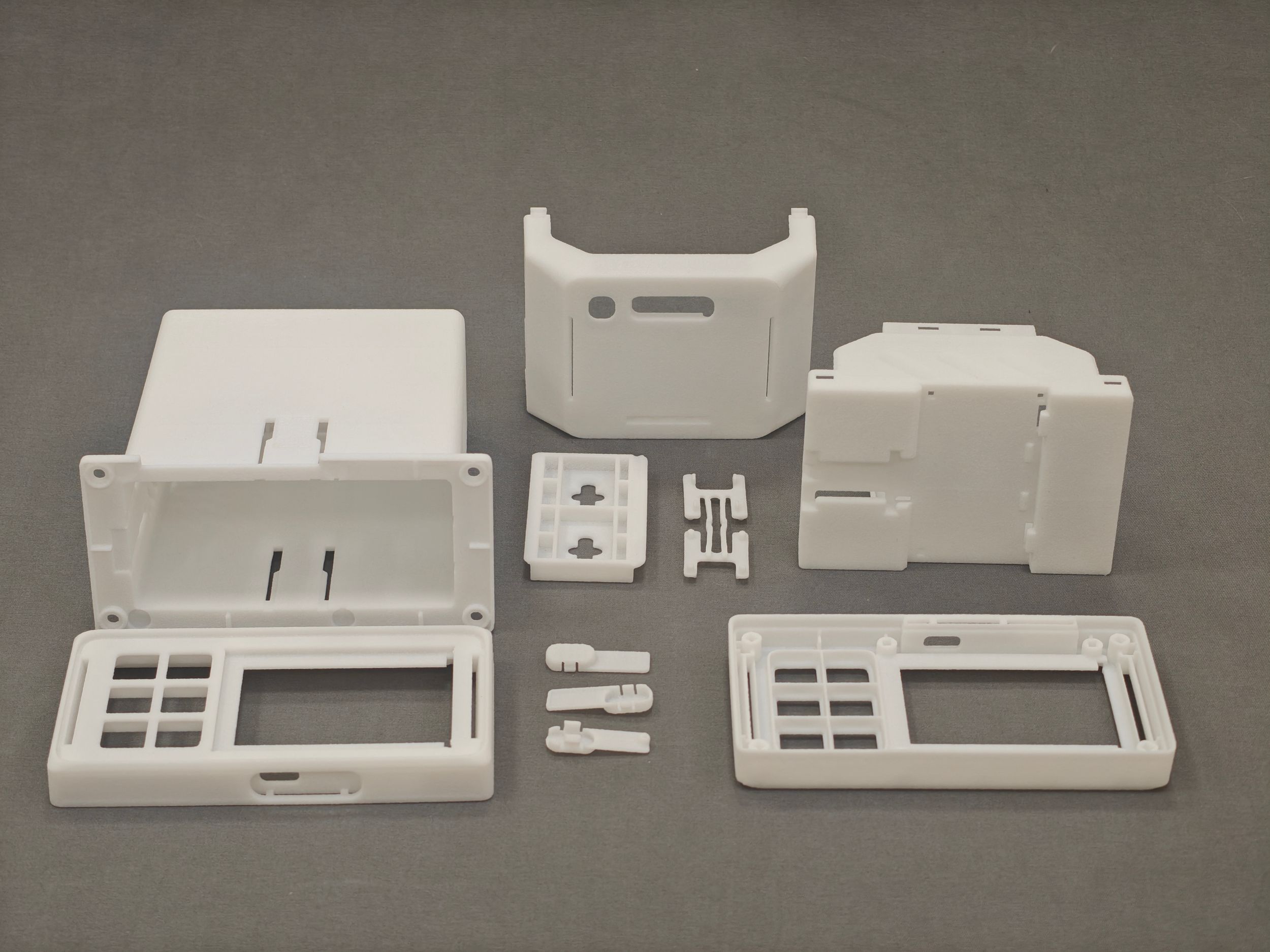
Корпуса и кожухи, которые живут в цехе, а не на полке
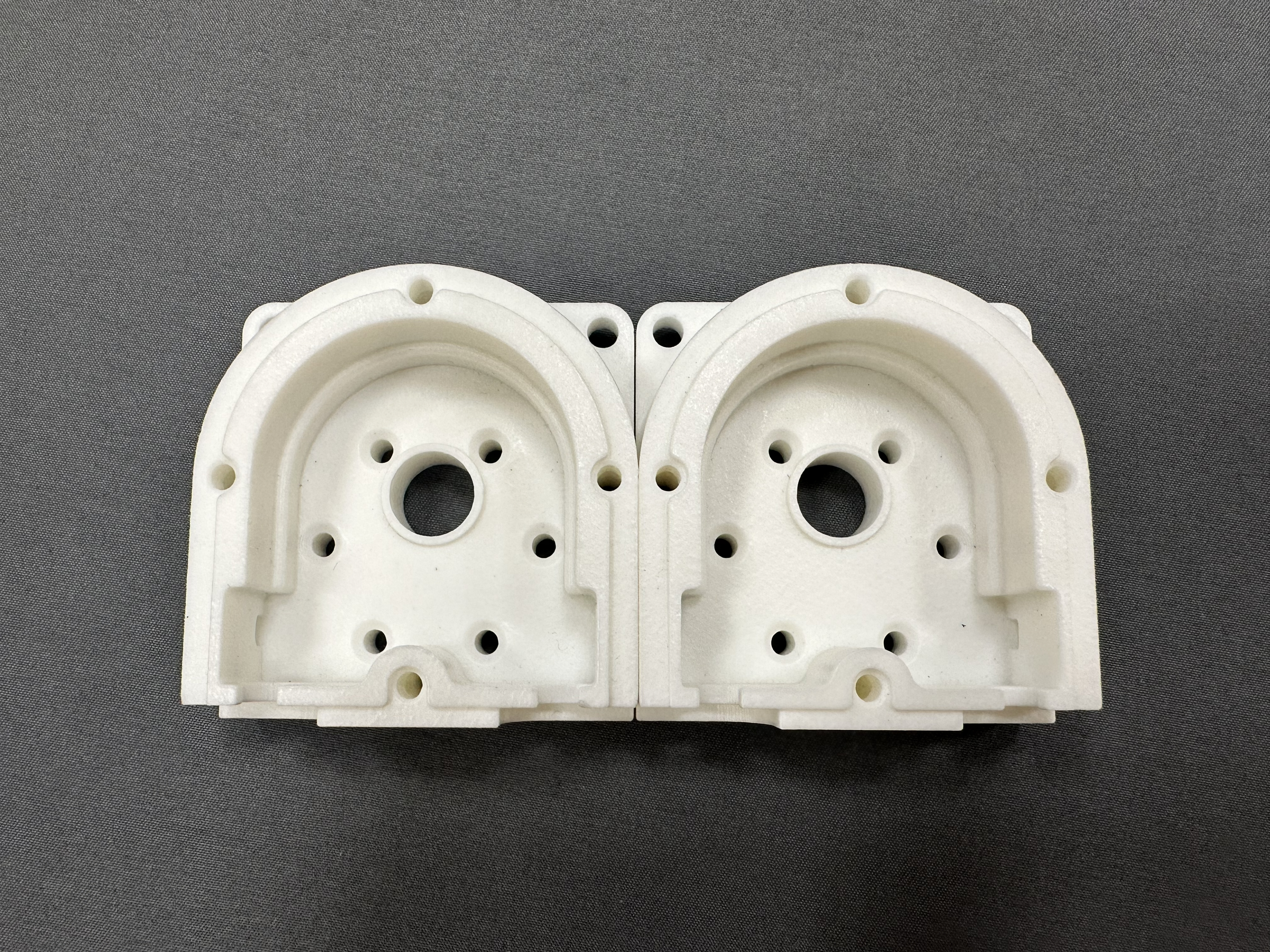
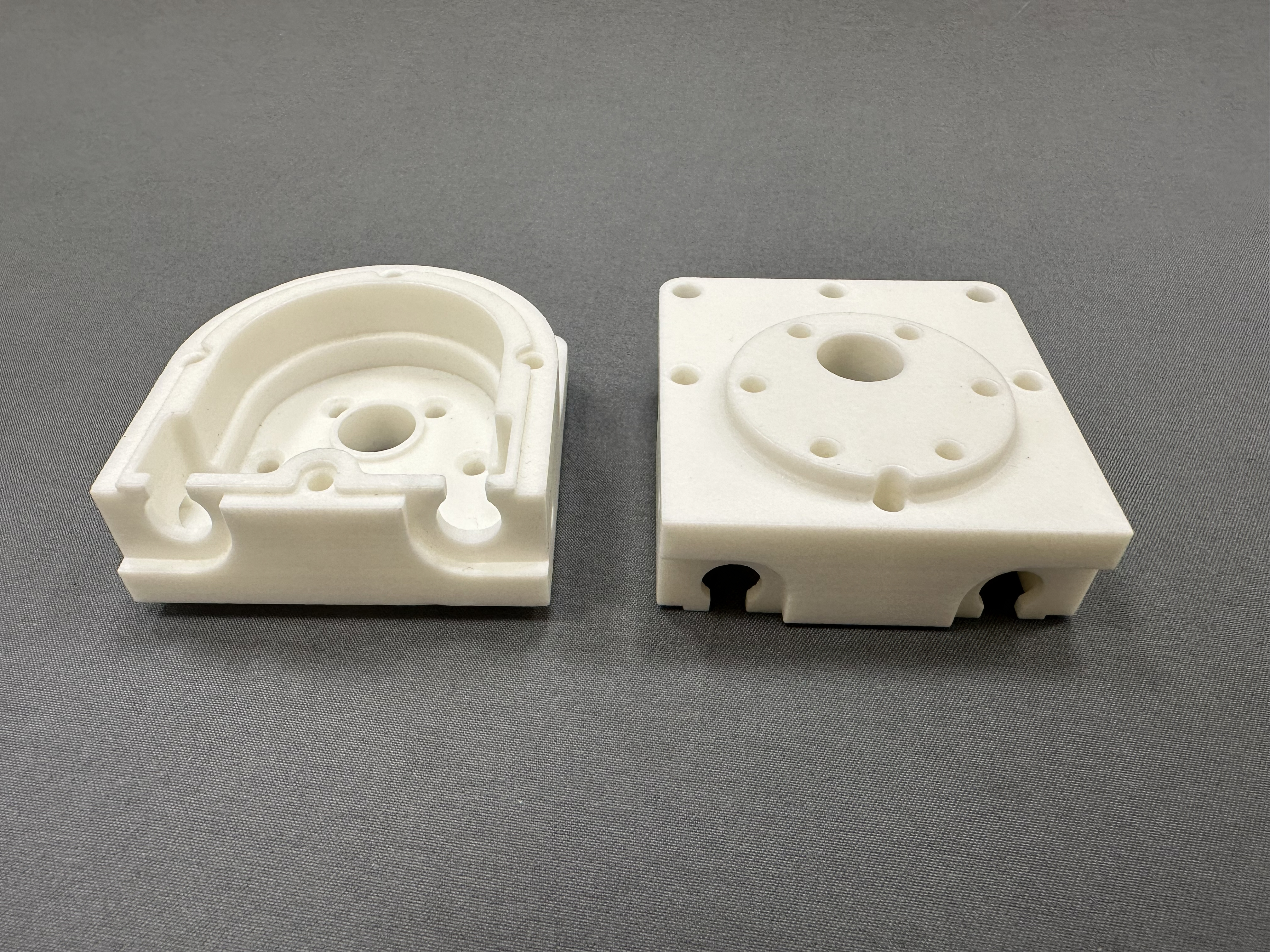
Одна из самых приземлённых и понятных областей — корпусные детали. Это не «дизайнерские концепты», а самые обычные промышленные корпуса:
- корпуса датчиков и небольших приборов;
- кожухи электроники и блоков управления;

-
интерфейсные элементы: кнопочные модули, крышки, ручки, направляющие.


В 2026 году SLS‑корпуса часто выступают как полноценные эксплуатационные детали: они стоят на реальных установках, висят в шкафах управления и ездят вместе с оборудованием, а не лежат в витрине шоурума. При этом инженер получает свободу по внутренним рёбрам жёсткости, защёлкам, посадочным — всё это печатается сразу «в теле» детали.
Малая механика: шестерни, кронштейны, защёлки
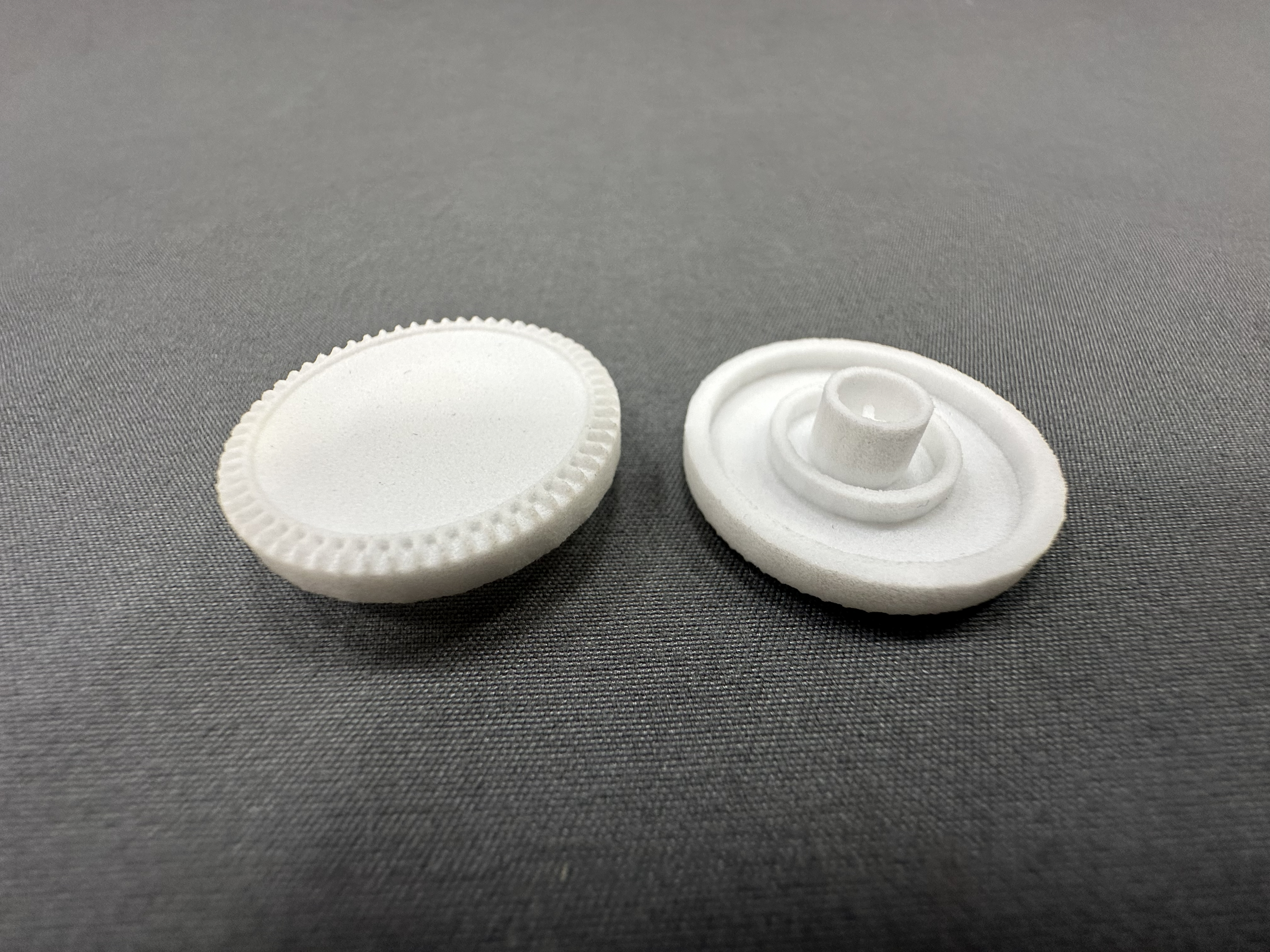
Вторая типичная группа — детали, которые формально относятся к механике, но не работают на предельных нагрузках:
- небольшие зубчатые колёса и шестерни;
- ролики, направляющие, обоймы;
- кронштейны, петли, защёлки, фиксаторы.

Такие детали из нейлоновых SLS‑материалов спокойно выдерживают циклическую работу, умеренные нагрузки и износ в приборах, оснастке, вспомогательных механизмах. Для конструктора это возможность быстро реализовать «мелкую механику» без фрезеровки и без специальной оснастки под литьё.
Авто, транспорт, спорт: когда детали живут в реальных условиях
Подкапотное пространство и салон
В транспортной технике SLS работает там, где детали реально видят температуру, вибрации и химию (масла, жидкости):
- воздуховоды и патрубки систем охлаждения и вентиляции;
- крепления под жгуты, датчики, небольшие блоки;
- салонные кронштейны и интерфейсные элементы.
В 2026 году такие детали часто используют на стадиях прототипов и малых серий, когда нужно быстро «обтянуть» новую компоновку или проверить несколько вариантов конструкции на машине, а не в CAD.
Мотоспорт и спортивный инвентарь
Отдельный пласт — нишевые вещи:
- элементы силовой защиты и крепления в мотоспорте;
- индивидуальные крепления и аксессуары для спортивной техники;
- спортивный инвентарь, который подстраивают под конкретного человека.
Здесь SLS ценят за возможность печатать прочные, лёгкие, а главное — персонализированные детали без попыток «насиловать» форму под стандартную оснастку.
Оснастка и цеховые приспособления: где SLS чувствует себя «как дома»
Кондукторы, шаблоны, прихваты
- сборочные, сварочные, сверлильные кондукторы;
- шаблоны и позиционеры для сложных сборок;
- мягкие вкладыши и прихваты для деликатных деталей (покрашенных, полированных, тонкостенных).
Здесь SLS выигрывает у FDM за счёт предсказуемой геометрии и нормальной изотропии свойств, а у литья — за счёт сроков и гибкости: оснастку часто приходится донастраивать «по живым деталям».
Логистическая и упаковочная оснастка
Плюс немало «невидимой» работы — всё, что связано с логистикой:
- кассеты и вкладыши в тару;
- направляющие и разделители для деталей;
- посадочные элементы под ручные операции и роботов.
Такие вещи редко попадают на фотографии в презентациях, но именно они часто первыми окупают установку SLS: без длинной согласовательной цепочки, по живым деталям и под конкретный поток.
Конечные изделия и кастомизация: когда SLS — не временное решение, а финальный продукт
В 2026 году уже никого не удивляет ситуация, когда SLS‑деталь — конечная, а не «временная». Это:
- малотиражные B2B‑компоненты, которые не смысла «лить» традиционно;
- кастомные узлы, под конкретного заказчика или единичную машину;
- в некоторых случаях — индивидуальные ортезы, накладки, элементы эргономики.





Экономика здесь простая: если каждая деталь чуть‑чуть разная, или объёмы растут не до десятков тысяч, SLS часто оказывается быстрее и честнее, чем попытки «дотянуть» проект до литья любой ценой. Да и в сравнении SLA цена изготовления почти такая же, но без удаления поддержек и доп обработки, а значит для клиента изготовление выйдет быстрее.
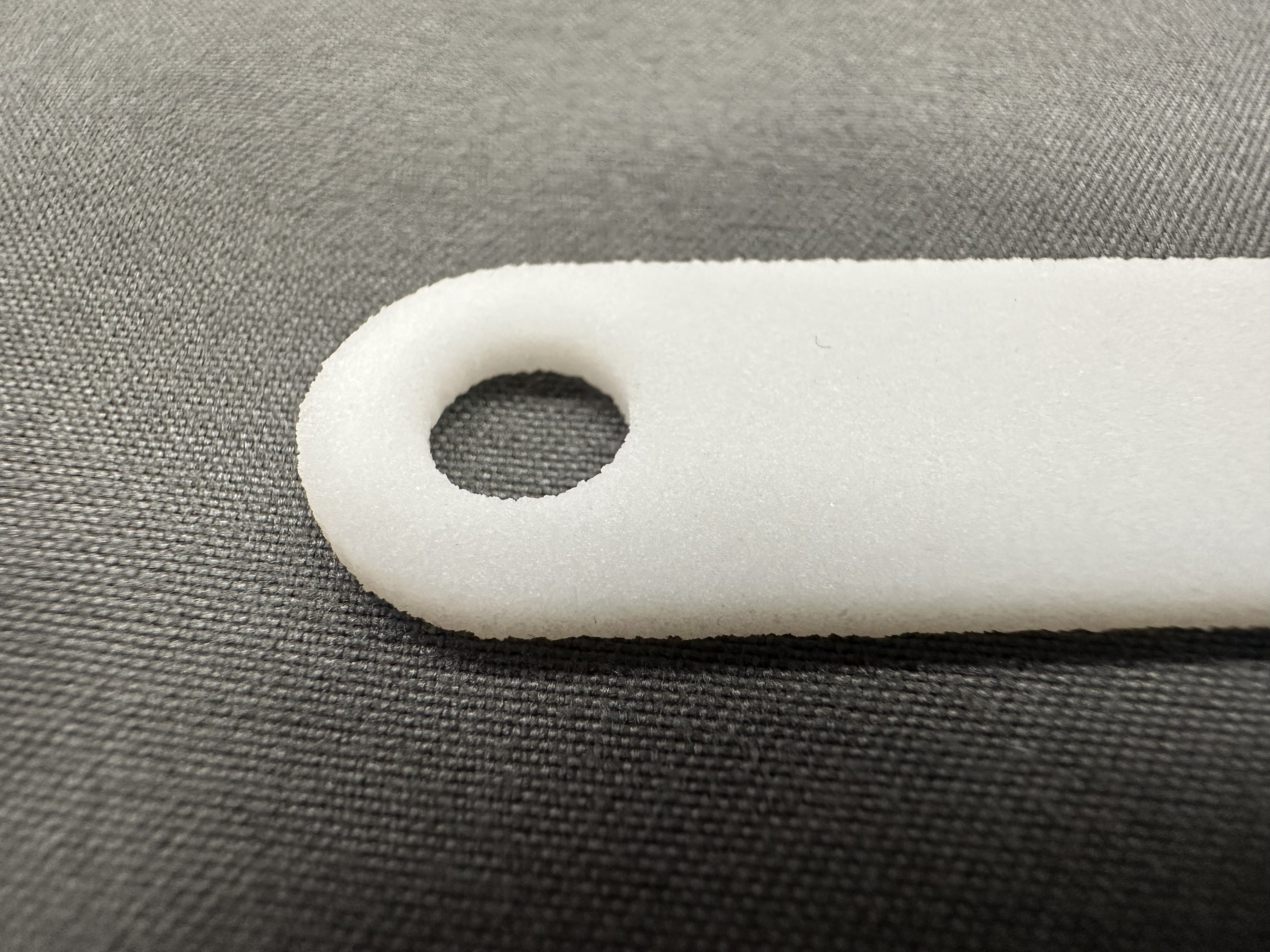
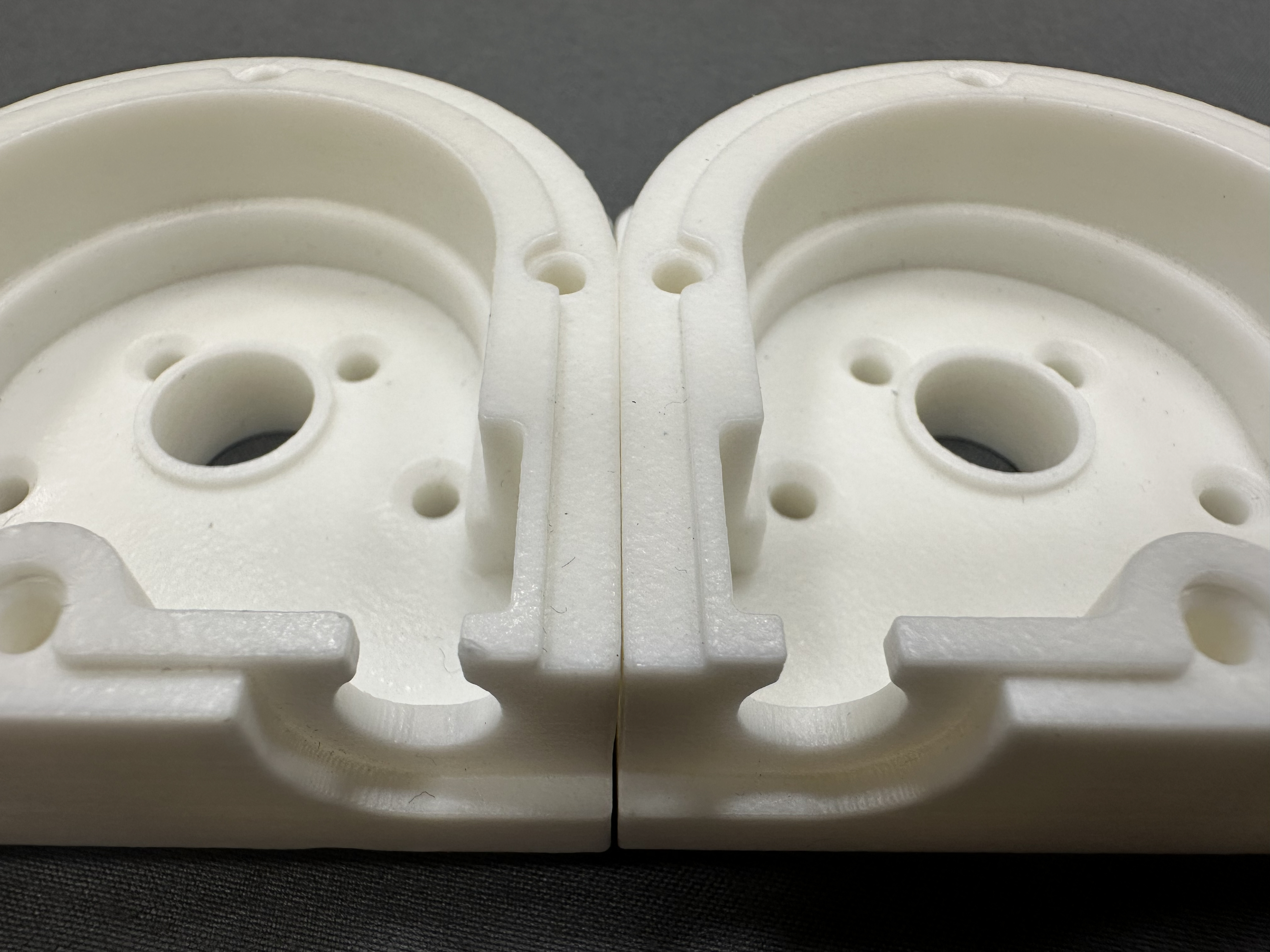
Не стоит забывать, что детали, напечатанные по технологии SLS, впитывают влагу из‑за пористой структуры поверхности. Если вам необходима гладкая и, главное, не впитывающая влагу поверхность, необходимо провести химическое травление. Вот так выглядят детали после обработки.
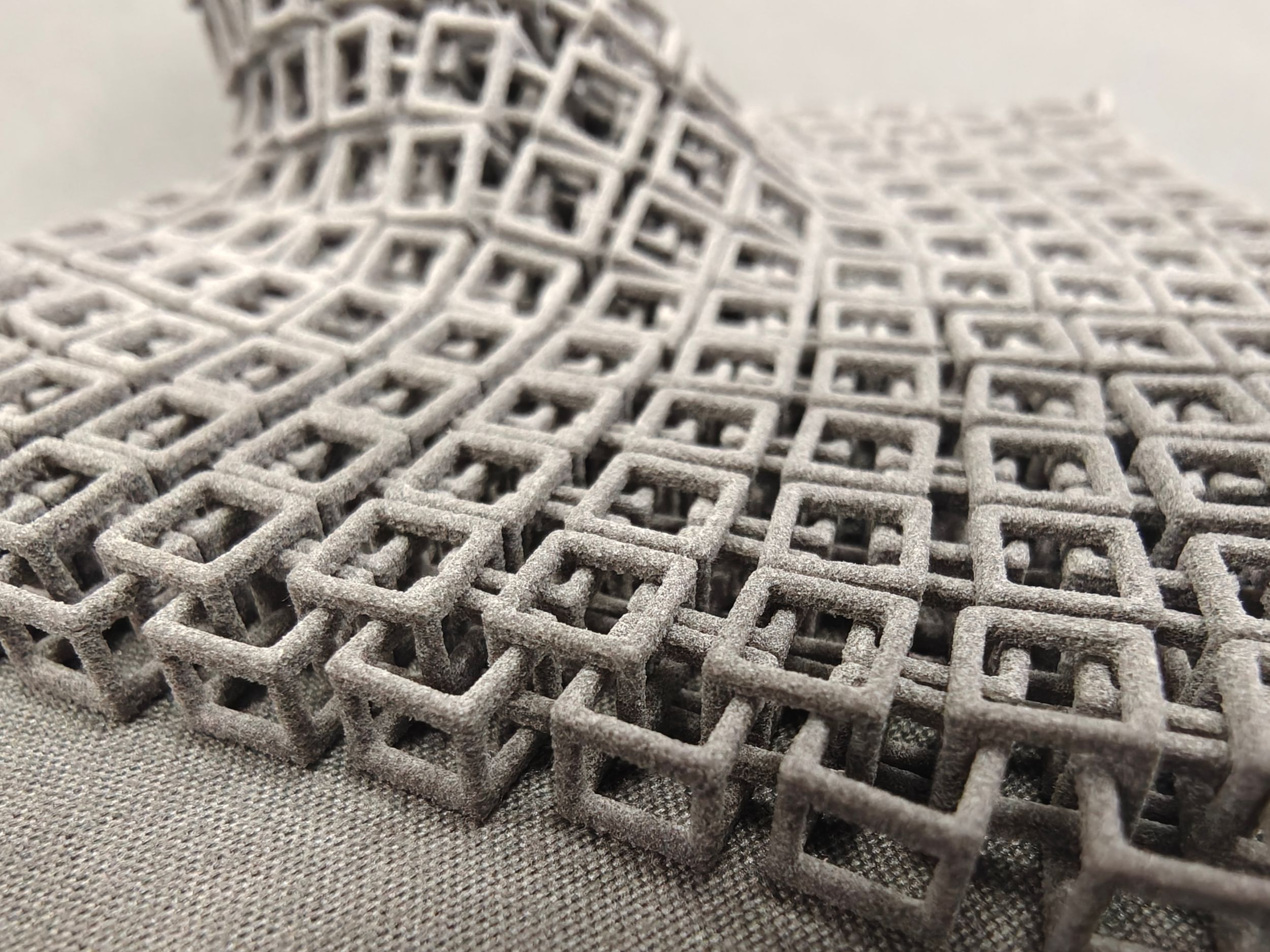
Решётчатые и демпфирующие структуры: то, что SLS умеет особенно хорошо
- энерго‑поглощающие вставки и демпферы;
- лёгкие решётчатые сердечники панелей и корпусов;
- элементы защиты и комфорта (вкладыши в шлемы, опорные элементы, прокладки).
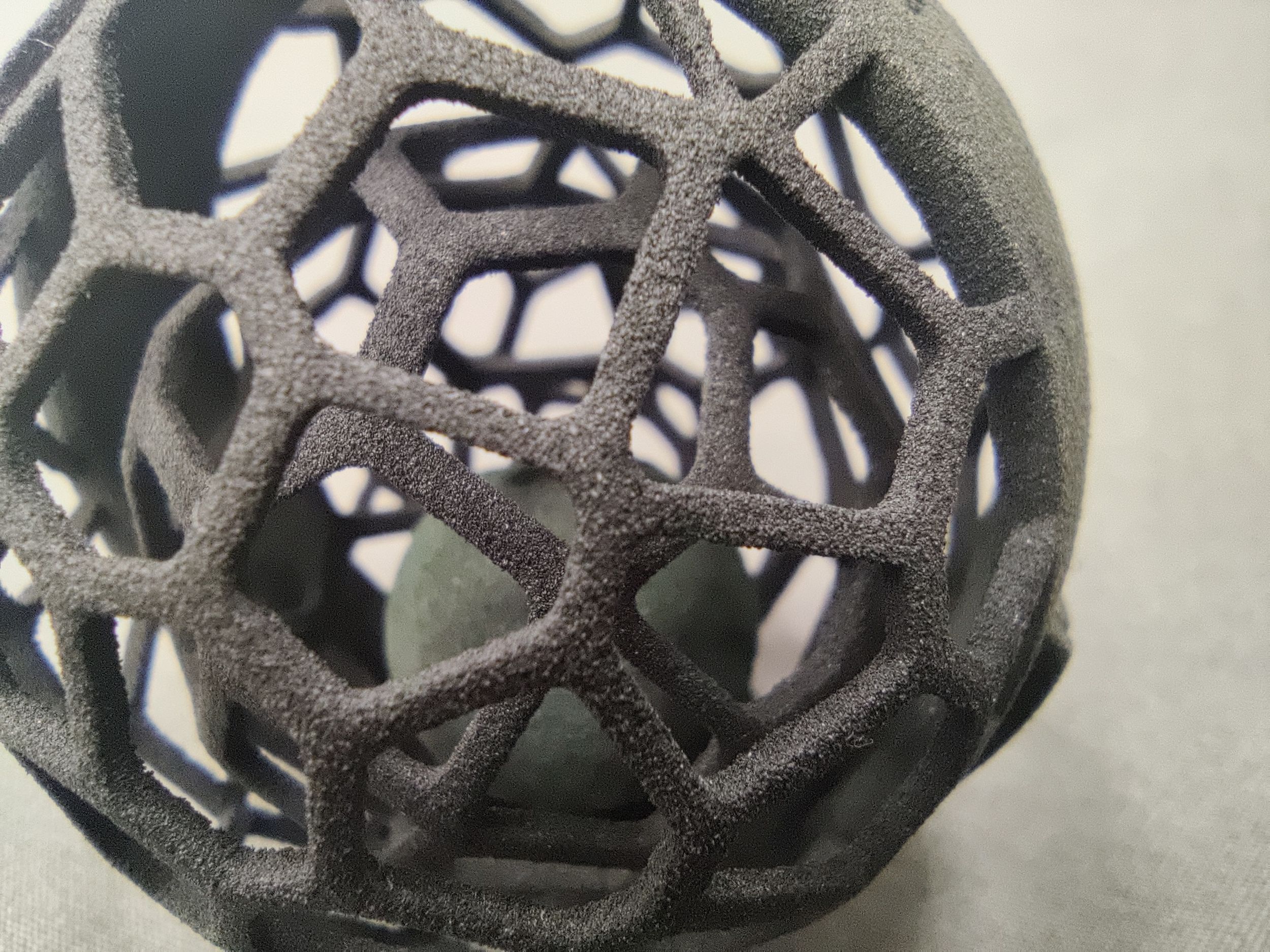
SLS спокойно печатает сложные 3D‑решётки, в том числе TPMS‑структуры, без поддержек и с контролем плотности по объёму, что открывает простор для DfAM‑подходов.


SLS‑решётка с градиентной плотностью: пример энерго‑поглощающей структуры для демпфирующих элементов.
Материалы SLS в 2026 году: нейлоны, композиты и российские разработки
Базовые полиамидные материалы
Состав линейки материалов для SLS в 2026‑м достаточно типичен для зрелой технологии:
-
PA12 — основной «рабочий» материал: корпуса, механика, оснастка. Хороший баланс жёсткости, ударной вязкости и стабильности размеров.
-
PA11 — более гибкий и ударопрочный, востребован для защёлок, шарниров, демпфирующих элементов, иногда на био‑основе.
-
Стеклонаполненные/минерально‑наполненные PA12 — для жёсткой и износостойкой оснастки, корпусов с повышенной жёсткостью.
-
Специализированные композиции: ESD‑, FR‑, TPU‑, PP‑ и высокотемпературные материалы для электроники, подкапотного пространства и задач, где важны либо проводимость, либо огнестойкость, либо гибкость.

По сути, SLS‑материалы в 2026 году закрывают большую часть задач, где раньше говорили просто «инженерный пластик» — только теперь с учётом геометрической свободы.
Российские порошки для SLS: композиции ВИАМ
Отдельно стоит сказать про российские материалы. В ФГУП «ВИАМ» разработана термопластичная порошковая полимерная композиция марки ВТП‑9 на основе полиамида, предназначенная для переработки методом селективного лазерного спекания. Исследования и публикации института показывают, что композиция на основе ПА‑12Л обеспечивает требуемый диапазон размеров частиц, температур фазовых переходов и стабильность структуры для формирования монолитных сложнопрофильных деталей SLS.
Для российского рынка это важный сигнал: в 2026 году речь идёт не только об использовании импортных порошков, но и о наличии отечественных разработок полимерных порошковых композиций, которые можно применять в аддитивном производстве.

Оборудование: на чём всё это печатают в 2026 году
Как в общих чертах работает SLS‑принтер
Современный SLS‑принтер включает несколько ключевых узлов:
- бункеры для подачи и возврата порошка;
- рабочую камеру с подогревом до температур чуть ниже плавления;
- платформу построения и механизм нанесения слоя (рекоутер);
- лазерную систему и оптику для выбора области спекания.
Подробный процесс производства деталей по технологии SLS расписан в нашем справочнике, но вот для наглядности схема:

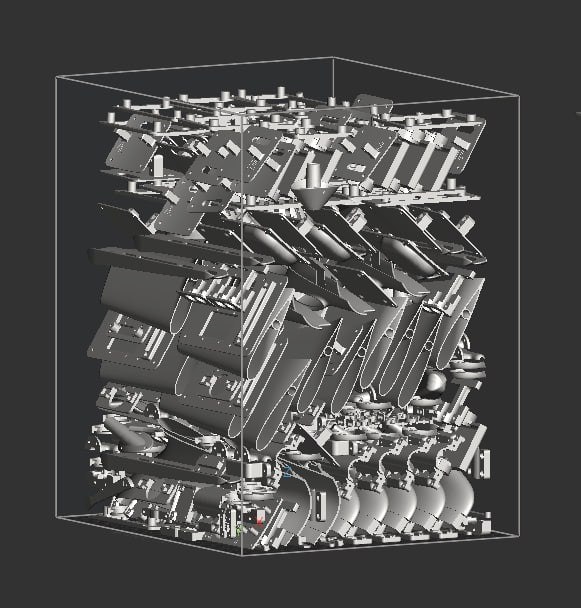
Процесс прост по идее, но требовательный к реализации: каждый слой порошка наносится, выравнивается, лазер «рисует» сечение детали, платформа опускается — и всё повторяется снова. Весь неиспользованный порошок вокруг детали при этом служит естественной поддержкой, что и даёт ту самую свободу геометрии без лесов.
SLS‑системы: что доступно сегодня
В 2026 году на рынке уже есть несколько отечественных игроков, которые либо производят SLS‑системы, либо поставляют под своими брендами промышленные установки:
- Решения, поставляемые I3D — в том числе SLS‑установки TPM3D, адаптированные под промышленное использование в России и интегрируемые в действующие производственные цепочки.
-
ONSINT — линейка российских SLS‑принтеров (например, SM200, SM300) с областями печати до 330×330×450 мм и ориентацией на полиамидные порошки и другие термопласты.
-
Другие отечественные интеграторы, выстраивающие SLS‑комплексы под задачи машиностроения, приборостроения и сервисного производства.
В связке с разработками ВИАМ по полимерным порошковым композициям это даёт возможность проектировать цепочку «материал — оборудование — изделие» без критической зависимости от одной‑двух зарубежных компаний.
Ограничения SLS и частые ошибки выбора
При всей привлекательности SLS важно помнить о реалистичных ограничениях:
- Массовое литьё никто не отменял. Для простых деталей с очень большими сериями литьё под давлением всё равно будет дешевле.
- Поверхность. SLS даёт матовую, слегка шероховатую поверхность. Если нужен «глянец витринного уровня», придётся добавлять постобработку.

- Габариты и стенки. Есть минимальные толщины, допуски по зазорам и ограничения по размеру детали, которые нельзя игнорировать при проектировании.
- Не металл. SLS‑полиамиды не заменяют металл там, где критична высокая жёсткость и прочность; они дополняют его как более лёгкий и гибкий по геометрии вариант.
Чаще всего проблемы возникают, когда от SLS ждут либо «как литьё, только без формы», либо «как металл, только из пластика». В 2026 году у большинства зрелых пользователей уже есть понимание: это отдельный инструмент со своей зоной оптимального применения.
Когда в 2026 году SLS‑полимеры — действительно хороший выбор
Если упростить всё до чек‑листа, в пользу SLS говорят:
- нужна функциональная деталь из инженерного пластика, а не просто макет;
- геометрия сложная, с внутренними каналами, решётками, поднутрениями;
- серия — от единиц до сотен/тысяч штук, оснастка под литьё не отбивается;
- важны сроки вывода на рынок и возможность часто обновлять конструкцию;
- есть интерес (или требование) использовать отечественные материалы и локально доступное оборудование.
В этой зоне в 2026 году SLS‑3D‑печать — это уже не эксперимент и не «игрушка из будущего», а вполне прагматичный выбор, который можно обсуждать на техническом совете вместе с литьём, механической обработкой и другими технологиями.
Полное руководство по выбору материалов для SLS 3D-печати в 2026 году мы публиковали ранее. Рекомендуем к прочтению.




