Ваше производственное предприятие, лаборатория, конструкторское бюро или НИИ уже получило общее представление о возможностях аддитивных технологий и рассматривает вопрос их внедрения? В этой статье мы расскажем, какие факторы следует принять во внимание при организации центра аддитивных технологий в компании, с чего начать, какие технологии выбрать исходя из конкретных задач, как подобрать и обучить специалистов.
Прежде всего:
1. Определяем отрасли и типы предприятий, где аддитивные технологии будут незаменимы.
Самые перспективные отрасли для внедрения 3D-печати — те, где в приоритете оптимизация или создание новых типов изделий: авиационно-космическая, атомная и нефтегазовая промышленность, машиностроение, энергетика, судостроение, а также автомобилестроение, архитектура, медицина. На производствах с литьем и металлообработкой 3D-принтеры станут эффективным решением при создании литейных моделей, прототипов и оснастки.
Трехмерное сканирование и моделирование найдут применение везде, где выполняются контроль качества и обратное проектирование (раздел 4).
3D-технологии востребованы в следующих организациях:
• конструкторские и опытно-экспериментальные бюро при предприятиях, разрабатывающие новые виды продукции;
• технологические центры с опытным производством;
• научно-исследовательские институты и центры;
• университеты, напрямую работающие с производственными компаниями.

В 2018 году на территории предприятия ОДК — Московского машиностроительного предприятия им. В. В. Чернышева
началось создание высокотехнологичного Центра аддитивных технологий / Фото: rostec.ru
2. Как понять, нужны ли вообще 3D-технологии вашему предприятию?
Инновации имеет смысл применять там, где они приносят выгоду. Перед тем, как принимать решение, важно учесть:
• нет универсальной аддитивной технологии, которая бы могла с максимальной эффективностью решить все производственные задачи;
• у каждой 3D-технологии есть преимущества и недостатки;
• при выборе 3D-принтера и/или 3D-сканера нужно исходить из поставленных задач.
3D-печать на сегодня не претендует заменить традиционные методы. Аддитивное производство интегрируется в существующий производственный процесс и предлагает решения, зачастую недоступные традиционным технологиям, с целью сократить производственный цикл и, как следствие, значительно сэкономить время и издержки.
Основной момент, который следует принять во внимание: 3D-печать подходит только для опытного, экспериментального или мелкосерийного производства. Она потребуется вашему предприятию, если поставлены следующие цели:
• разработка и производство нового продукта с уникальными свойствами;
• НИОКР;
• прототипирование, тестирование, отработка технологических решений;
• оптимизация/модернизация изделий, возможная только средствами аддитивных технологий (сложная геометрия, снижение веса, тонкие стенки, внутренние каналы и т. п.).

На базе Самарского университета создан центр гибридных аддитивных технологий, где применяется технология селективного лазерного сплавления с последующей механической, электрохимической и термической обработкой / Фото: sgpress.ru
Отдельным ограничением может стать размер камеры построения 3D-принтера (это зависит и от технологии, и от производителя).
Если традиционные методы обеспечивают желаемую производительность, если не требуется разрабатывать новую продукцию, оптимизировать их конструкцию и улучшать характеристики изделий, — организовывать аддитивный центр нецелесообразно.
3. Подбираем технологию 3D-печати под определенные задачи
Выбор аддитивной технологии всецело зависит от того, что вы хотите получить на выходе. Вам потребуется учесть следующие параметры: размер изделия, точность печати, прочность и долговечность продукта, назначение (прототип, демонстрационная модель или готовое изделие).
Рассмотрим основные аддитивные технологии и используемые материалы, их основные преимущества и недостатки (таблица 1).
Таблица 1
| Технология |
Расходные материалы |
+ |
— |
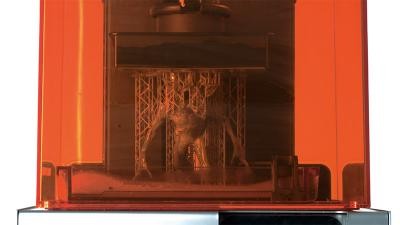
| SLA (лазерная стереолито-графия) |
Фотополимеры |
• Самая высокая прочность моделей;
• один из лучших показателей точности;
• идеальное качество поверхности изделий;
• возможность построения моделей сложной формы и структуры;
• быстродействие 3D-принтеров;
• большой объем рабочей камеры (до 2,4 м);
• выращенный из пластика прототип можно использовать как готовое изделие. |
• Крупные первоначальные
инвестиции;
• особые требования к помещению и условиям эксплуатации;
• необходимость в обучении
технического специалиста. |
| SLM (селективное лазерное плавление) |
Металл |
• Печать конечных изделий;
• высокая точность, плотность и повторяемость
изделий;
• возможность печати уникальных
сложнопрофильных объектов, в том числе
мельчайших деталей и изделий с внутренними
полостями (размер до 500 мм);
• уменьшение массы изделий;
• экономия материала (отходы составляют 0,5%);
• сокращение цикла НИОКР;
• требуется минимальная механическая обработка,
нет необходимости использовать дорогостоящую оснастку. |
• Самая дорогостоящая
аддитивная технология;
• особые требования к
помещению и условиям эксплуатации;
• сложность в интеграции
3D-решений в традиционные технологические процессы;
• необходимость в обучении
технического специалиста. |
| SLS (селективное лазерное спекание) |
Полистирол, полиамид, нейлон и др. пластики, керамика, стекло, композитные материалы, песчаные составы |
• Отличные механические характеристики напеча-
танных моделей (полиамид — один из самых прочных пластиков);
• большое разнообразие материалов;
• высокая скорость печати;
• возможность создавать изделия сложнейших форм
и фактур;
• большой размер камеры построения (до 1 м);
• печать как прототипов, так и конечных изделий
для узлов и элементов. |
• Высокая стоимость
оборудования и материалов;
• необходимость обработки
шероховатых или пористых поверхностей напечатанных на 3D-принтере изделий;
• особые требования к помещению и условиям эксплуатации. |
FDM
(метод послойного наплавления материала) |
Термопластики |
• Самая доступная технология 3D-печати;
• высокая скорость построения;
• возможность печатать крупные объекты (до 2 м). |
• Наибольшая шероховатость
поверхности (качество зависит от диаметра сопла и от расходных материалов);
• риск растекания пластика;
• повышенная чувствительность
к перепадам температур. |
MJP/MJM (много-
струйная 3D-печать) |
Воск |
• Высокая скорость печати;
• максимальная детализация и точность построения
(до 14 микрон);
• простота эксплуатации аддитивных установок;
• возможность непрерывной работы. |
• Преимущественно функцио-
нальное прототипирование;
• дорогостоящий расходный
материал;
• модели уязвимы к солнечному
свету. |
MJP/MJM (много-
струйная 3D-печать) |
Фотополимеры |
• Высокая скорость печати;
• многообразие модельных материалов с различными
свойствами;
• превосходные физико-механические свойства готовых моделей и прототипов;
• простота эксплуатации аддитивных установок. |
• Преимущественно функциональное прототипирование;
• модели уязвимы к солнечному
свету. |
Таблица 2 поможет выбрать технологию 3D-печати применительно к производственным задачам. Возможно, вам потребуется несколько аддитивных установок, работающих по разным технологиям.
Таблица 2
| Задача |
Технология |
| Функциональное прототипирование и тестирование |
SLA, SLS, MJP, FDM |
| Макетирование, изготовление демонстрационных образцов |
SLA, SLS, FDM |
| Проверка эргономики, проверка изделий на собираемость |
SLA, MJP / фотополимер |
| Изготовление конечных изделий из пластика |
SLA, SLS, FDM |
| Изготовление готовых металлических деталей агрегатов и узлов и сложных конструкций (в том числе когда стоит задача оптимизации изделия — снижение веса, объединение детали из нескольких элементов в цельнометаллическую и т.д.) |
SLM |
| Создание мастер-моделей для литья по выплавляемым моделям, форм для технологической оснастки |
SLS, MJP / воск |
| Создание мастер-моделей для литья по выжигаемым моделям |
SLA, MJP / фотополимер |
| Быстрое изготовление оснастки |
SLA, FDM |
| Проведение экспериментов |
SLA, MJP / фотополимер |
4. Вам также понадобится 3D-сканирование
3D-сканер и программное обеспечение для обработки полученных данных — необходимые инструменты для современного предприятия. 3D-сканирование может использоваться на любом этапе управления жизненным циклом продукта, позволяет сократить время и расходы на этапе разработки и ускорить выпуск продукта на рынок.

Разметчик модельного цеха Тихвинского вагоностроительного завода Даниил Жидков создает трехмерную модель отливки при помощи 3D-сканера Creaform HandySCAN 3D.
Этот портативный 3D-сканер позволяет создать модель детали, когда под рукой нет размеров и чертежей, что значительно облегчает работу конструкторов / Фото: tvsz.ru
С помощью 3D-сканера и специализированного ПО вы сможете гораздо эффективнее решать следующие задачи:
• контроль геометрии изделий и оснастки, входной и выходной контроль;
• реверс-инжиниринг для модернизации, ремонта, восстановления деталей;
• получение CAD-модели.
Устройства 3D-сканирования обеспечивают точность в диапазоне 20–50 микрон на метр. Если такие параметры точности вас не устраивают, продолжайте использовать координатно-измерительные машины. Однако в плане скорости измерений, портативности и стоимости трехмерные сканеры оставляют КИМ далеко позади.
5. Планируем бюджет
Цены на аддитивные установки колеблются в диапазоне от полутора тысяч евро (FDM) до нескольких миллионов евро (SLM), на 3D-сканеры — от 20 до 130 тысяч евро.
Окончательная стоимость принтера зависит от выбранной конфигурации оборудования и многих других факторов, поэтому на начальном этапе организации аддитивного центра цифры назвать затруднительно.
Кроме того, нужно принять во внимание сопутствующие расходы (материалы для 3D-печати, дополнительное оборудование, потребление электроэнергии и пр.).
6. Проверяем, как работают 3D-технологии, прежде чем приобретать оборудование
Хотите предварительно проверить решение ваших задач?
В центрах быстрого прототипирования вы можете заказать тестовые услуги 3D-печати фотополимерами, металлом, воском и гипсом, а также 3D-сканирования и 3D-моделирования.

Рыбинское предприятие «ОДК-Сатурн», входящее в Объединенную двигателестроительную корпорацию, активно применяет аддитивные
технологии в процессе производства газотурбинных двигателей / Фото: rostec.ru
7. Дополнительное оборудование
В зависимости от типа аддитивной установки может потребоваться дополнительное оборудование. Например, для SLA-принтеров понадобится УФ-камера, где готовое изделие доотверждается. Самое сложное оборудование — металлические 3D-принтеры, для которых необходимы:
1. муфельная печь для снятия остаточного напряжения металла;
2. дреммель, ленточная пила или электроэрозионный станок для удаления поддержек;
3. дробеструйная или пескоструйная камера для постобработки изделия и улучшения качества поверхности.
8. Особые требования к эксплуатации 3D-принтеров
К помещениям и условиям эксплуатации могут предъявляться особые требования, к примеру, подвод нужного количества электроэнергии и кондиционирование. Самые строгие требования касаются установок 3D-печати металлами — необходимо соблюдать технику безопасности (обеспечивать герметичность при эксплуатации машины, работать в защитной спецодежде) в связи с опасностью металлических порошков, которые спекаются в среде инертного газа.
Приведем пример стандартных требований к металлическому 3D-принтеру:
• напряжение 3 фазы 380 В, рабочий режим потребления 7 кВт, в пике до 12 кВт;
• подвод инертного газа к машине (3–5 баллонов);
• система кондиционирования в помещении (от 18 до 23°C), оптимально — в режиме осушения воздуха;
• компрессор либо линия с подводом сжатого воздуха 4 атмосферы;
• техническая вода для промывки фильтров и изделий.
9. Готовим специалистов центра аддитивных технологий
Сотрудники аддитивной лаборатории — это конструктор и оператор 3D-принтера, их число зависит от состава оборудования и объема работ. Если для профессиональных установок 3D-печати достаточно одного оператора, то для промышленных (SLA, SLS, SLM) потребуется минимум двое обученных специалистов, поскольку стоимость простоя такого оборудования очень высока.
Оптимально, если оператор и конструктор будут разными людьми. Конструктор проектирует изделия для аддитивного производства в специализированном ПО и понимает, как применить соответствующие методы, а оператор — скорее технолог, он воплощает видение конструктора в готовое изделие. При этом оператор 3D-принтера должен быть творческой личностью, специалистом с высшим техническим образованием, который любит учиться и увлечен инновациями. Высокого качества печати можно добиться, грамотно подобрав настройки принтера. Это может быть достаточно сложной задачей: в SLM-машинах, например, 170 открытых параметров, которые можно менять в процессе построения.
Например, в нашем учебном центре вы можете пройти обучение работе на промышленных 3D-принтерах за 3–4 дня. Также доступны программы обучения по 3D-сканированию и основным программным продуктам для обработки данных сканирования (Geomagic Control X/Design X/Wrap) и подготовки моделей к печати (Materialise Magics). Есть и расширенные комплексные программы длительностью до 12 дней.
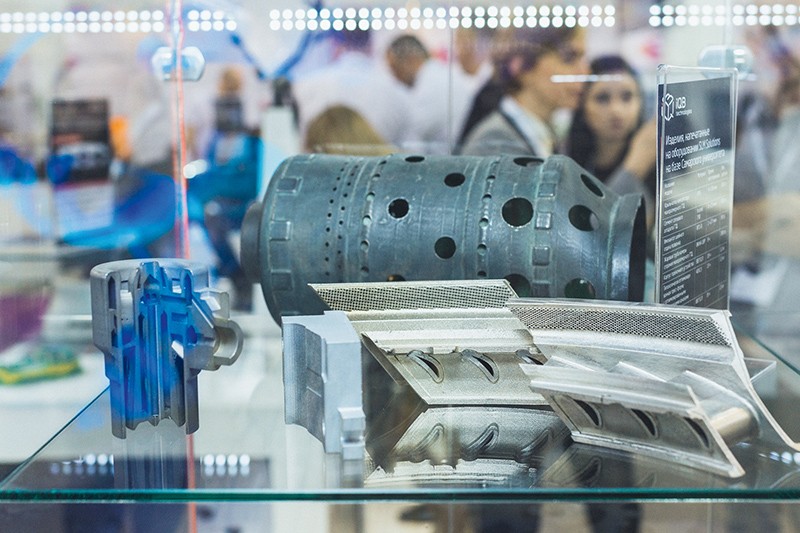
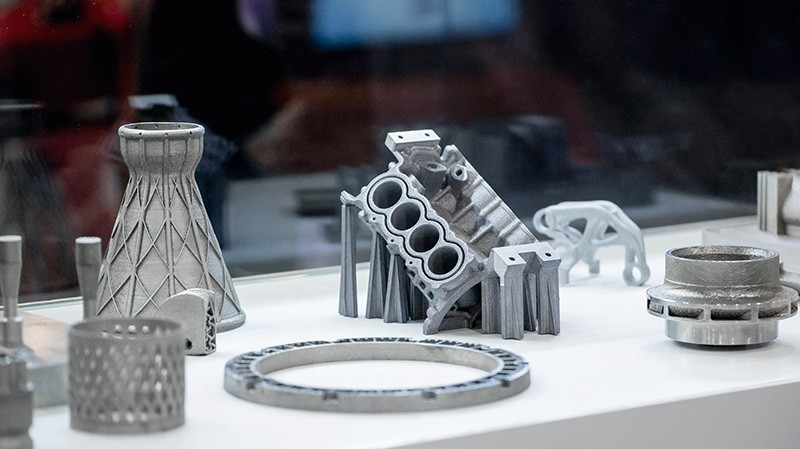
Металлические изделия, напечатанные на аддитивных установках SLM Solutions (стенд iQB Technologies на выставке «Металлообработка-2019») / Фото: iQB Technologies
Заключение
Мы выяснили, что 3D-печать подходит только для опытного, экспериментального или мелкосерийного производства преимущественно в высокотехнологичных отраслях. Аддитивные технологии позволят оптимизировать производственный процесс при разработке новых видов продукции или усовершенствовании текущего ассортимента, создании прототипов и оснастки. 3D-сканирование дает возможность сократить время и расходы на этапе разработки при выполнении задач контроля качества и реверс-инжиниринга.
Материалы об актуальных 3D-решениях читайте в блоге iqb.ru ■
<img alt="" height="67" src="https://additiv-tech.ru/sites/default/files/resize/Images/Public/logo_iqb_technologies-200×67.jpg" width="200" />
Автор Семен Попадюк, главный редактор блога iQB Technologies, blog.iqb.ru
Источник журнал «Аддитивные технологии» № 3-2019












































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}