Введение
Мировой рынок беспилотных авиационных систем (БАС) демонстрирует устойчивый рост*. В 2024 году его объем составил 49,2 млрд долларов США, а к 2030 году прогнозируется увеличение до 116,4 млрд долларов США с CAGR 15,3%. Коммерческий сегмент выделяется как наиболее динамичный, предлагая значительные возможности для российских производителей. В условиях санкционных ограничений и высокой конкуренции экспортный потенциал российских БАС требует стратегического подхода, ориентированного на нишевые решения, программное обеспечение (ПО) и услуги. Эта статья анализирует перспективные рынки и продукты, а также предлагает стратегии для успешного выхода на международные рынки. Ранее, в Сколково с 7 по 17 августа 2025 года прошел Международный форум «Беспилотные системы: технологии будущего», на котором поднимались проблемы и обсуждались решения в различных отраслях применения БАС.
Таблица 1. Объем мирового рынка БАС по назначению
| Виды БАС | средний CAGR | Объем рынка, млрд. долларов США | ||||||
| 2024 г | 2025 г | 2026 г | 2027 г | 2028 г | 2029 г | 2030 г | ||
| Коммерческие | 19,6% | 22,6 | 26,6 | 31,4 | 37,3 | 44,7 | 54,0 | 66,2 |
| Потребительские | 13,1% | 5,7 | 6,5 | 7,3 | 8,3 | 9,4 | 10,6 | 12,0 |
| Военные | 10,6% | 20,9 | 22,1 | 24,6 | 27,5 | 30,7 | 34,3 | 38,3 |
| Итого | 15,4% | 49,2 | 55,2 | 63,3 | 73,0 | 84,7 | 98,9 | 116,4 |
Динамика мирового рынка БАС
Мировой рынок БАС растет за счет технологических инноваций и расширения применения дронов в различных отраслях. Коммерческий сегмент лидирует с объемом 22,6 млрд долларов США в 2024 году и прогнозом роста до 66,2 млрд долларов США к 2030 году (CAGR 19,6%). Основные драйверы роста:
- Логистика и транспорт: рынок увеличится с 1,7 до 15,4 млрд долларов США (CAGR 44,3%) благодаря внедрению дронов в доставку «последней мили» и складскую автоматизацию.
- Сельское хозяйство: рост с 4,3 до 15,3 млрд долларов США (CAGR 23,6%) за счет агроаналитики и мониторинга посевов.
- Энергетика: рынок вырастет с 5,9 до 13,1 млрд долларов США (CAGR 14,2%) благодаря инспекциям линий электропередач и трубопроводов.
В потребительском сегменте наблюдается более сдержанный рост, чем в среднем по рынку: в 2024 году объем потребительского рынка оценивается в 5,7 млрд долл. США с прогнозом на 2030 год до 12 млрд долл. США (CAGR: 13,1%). Основная часть рынка сосредоточена в странах и регионах с высокой цифровой доступностью, такие как Китай, США, Европа и Юго‑Восточная Азия.
Таблица 2. Объем мирового рынка БАС коммерческого назначения по секторам экономики
| Сектора экономики | средний CAGR | Объем рынка, млрд. долларов США | ||||||
| 2024 г | 2025 г | 2026 г | 2027 г | 2028 г | 2029 г | 2030 г | ||
| Сельское хозяйство | 23,6% | 4,3 | 5,2 | 6,4 | 8,0 | 9,9 | 12,3 | 15,3 |
| Логистика и транспорт | 44,3% | 1,7 | 2,5 | 3,6 | 5,1 | 7,3 | 10,5 | 15,4 |
| Строительство | 12,2% | 6,6 | 7,5 | 8,3 | 9,3 | 10,4 | 11,6 | 13,0 |
| Энергетика | 14,2% | 5,9 | 6,8 | 7,7 | 8,8 | 10,1 | 11,5 | 13,1 |
| Геология и горнодобывающая промышленность | 12,5% | 1,2 | 1,4 | 1,5 | 1,7 | 1,9 | 2,2 | 2,4 |
| Другие | 15,4% | 2,9 | 3,4 | 3,9 | 4,5 | 5,2 | 6,0 | 6,9 |
Перспективные регионы для экспорта
Согласно отчету*, российским производителям следует сосредоточиться на макрорегионах с высоким потенциалом роста и минимальными политическими барьерами. В 2024 году совокупный объем рынков Ближнего Востока, Латинской Америки, Индии, Африки и Средней Азии составил 4,8 млрд долларов США, а к 2030 году прогнозируется рост до 12,7 млрд долларов США.
Ближний Восток
- Объем рынка: 1,6 млрд долларов США в 2024 году, 4,1 млрд долларов США к 2030 году (CAGR 23,1%).
- Продукты: ПО для мониторинга нефтегазовой инфраструктуры, сервисы для инспекции энергообъектов, БПЛА для работы в пустынной местности.
- Барьеры: высокие требования к локализации, конкуренция с Ираном и Турцией.
- Стратегия: кооперация с локальными энергетическими компаниями, создание совместных предприятий.
Латинская Америка
- Объем рынка: 1,2 млрд долларов США в 2024 году, 3,9 млрд долларов США к 2030 году (CAGR 15,2%).
- Продукты: решения для точного земледелия, инспекции ЛЭП в горной местности, логистические решения для «последней мили».
- Барьеры: слабая телеком-инфраструктура, долгие регуляторные процессы.
- Стратегия: сотрудничество с агрохолдингами и энергокомпаниями, внедрение SaaS-решений.
Индия
- Объем рынка: 0,9 млрд долларов США в 2024 году, 2,8 млрд долларов США к 2030 году (CAGR 21,3%).
- Продукты: ПО для управления парком БАС, сервисы по созданию цифровых карт, компоненты для локальной сборки.
- Барьеры: ограничения на импорт готовых БПЛА, требования к локализации.
- Стратегия: технологическое партнерство с IT-компаниями, поставка компонентов, обучение специалистов.
Африка
- Объем рынка: 0,6 млрд долларов США в 2024 году, 1,4 млрд долларов США к 2030 году (CAGR 15,9%).
- Продукты: решения «под ключ» для горнодобывающей промышленности, обучающие программы.
- Барьеры: слабая логистика, нехватка специалистов, конкуренция с Китаем.
- Стратегия: кооперация с российскими компаниями, реализующими инфраструктурные проекты, дистанционная поддержка.
Средняя Азия
- Объем рынка: 0,2 млрд долларов США в 2024 году, 0,5 млрд долларов США к 2030 году (CAGR 17,6%).
- Продукты: решения для мониторинга сельхозугодий и энергообъектов.
- Барьеры: малый объем рынка, ограниченный бюджет.
- Стратегия: интеграция в программы ЕАЭС, поставки в рамках инфраструктурных инициатив.
Приоритетные продукты и услуги
Для успешного экспорта российские компании могут сосредоточиться на нишевых решениях, программном обеспечении и услугах, которые обеспечивают высокую добавленную стоимость.
Аппаратная часть
- Нишевые БПЛА для работы в экстремальных условиях (пустыни, горы, холодный климат).
- Компоненты для модификаций (датчики, пейлоуды, системы передачи данных).
Программное обеспечение
- Платформы для агроаналитики (NDVI-картографирование, прогноз урожайности).
- Системы автономной навигации и обработки данных для 3D-моделирования.
- Кастомные решения для мониторинга инфраструктуры.
Услуги
- Инжиниринг миссий (аэрофотосъемка, мониторинг полей и инфраструктуры).
- Обучение операторов и техническая поддержка.
- Разработка цифровых двойников объектов.
Стратегии преодоления барьеров
Для успешного выхода на международные рынки российским компаниям необходимо учитывать институциональные и конкурентные барьеры:
-
Локализация производства: создание совместных предприятий и поставка компонентов для сборки в целевых регионах.
-
Технологическое партнерство: сотрудничество с локальными IT- и энергетическими компаниями для интеграции решений.
-
Сервисная модель: внедрение SaaS-решений и услуг дистанционной поддержки для минимизации логистических ограничений.
-
Обучение и сертификация: разработка программ для подготовки специалистов, особенно в регионах с дефицитом квалифицированных кадров.
Российский рынок БАС: потенциал для экспорта
В 2024 году объем российского рынка БАС достиг 335,9 млрд рублей, из которых 35,9 млрд рублей приходится на гражданский сегмент.
Экспортная выручка отрасли составила около 600 миллионов рублей. При этом экспортом занимаются менее 10% российских компаний. Это указывает на значительный потенциал для расширения внешнеэкономической деятельности.
Уровень локализации гражданского БПЛА в 2024 году составил 41,5%, при целевом значении 70,3% к 2030 году. Средняя доля отечественных комплектующих около 30%, основной внешний поставщик – Китай.
При поддержке нацпроектов и запуске экспериментальных режимов, отрасль может расти в среднем до 150% в год вплоть до 2028 года и достигнуть порядка 280 млрд. рублей в 2030 году.
Заключение
Российские производители БАС имеют значительные возможности для экспорта, особенно в коммерческом сегменте, ориентированном на ПО и услуги. Перспективные регионы — Ближний Восток, Латинская Америка, Индия, Африка и Средняя Азия — демонстрируют высокий темп роста спроса. Для успешного выхода на эти рынки необходимы нишевые решения, стратегическое партнерство и акцент на сервисные модели. Развитие экспорта укрепит позиции российских компаний на глобальном рынке и поддержит рост отечественной индустрии БАС.
*Текст подготовлен на основе анализа мирового рынка беспилотных авиационных систем за август 2025 года, подготовленного специалистами Федерального центра БАС.
Примечание
Поставки “Гераней” и “Гербер” в Венесуэлу в текущую редакцию анализа не вошли.





































































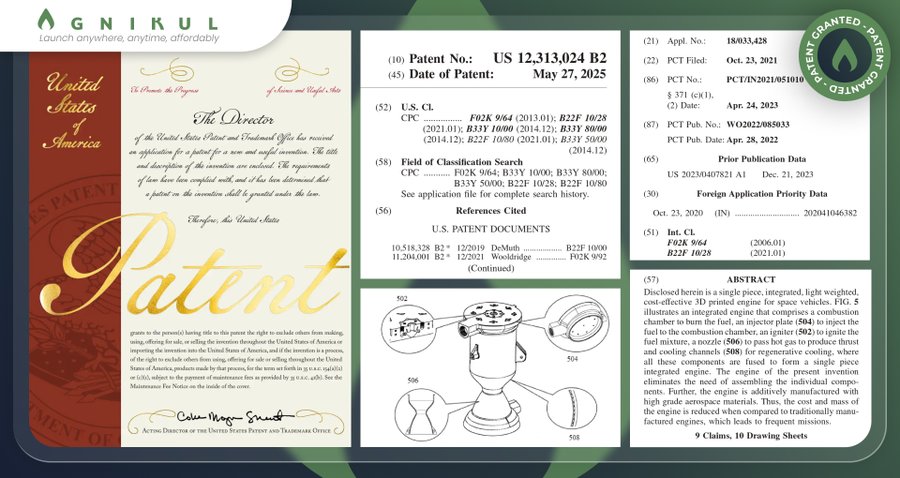 Индийская компания Agnikul Cosmos создала уникальный ракетный двигатель
Индийская компания Agnikul Cosmos создала уникальный ракетный двигатель