В статье мы доступно объясним: что такое усадка, по каким причинам возникает, какие дефекты при 3D-печати вызывает и как с ними бороться. Так как тема достаточно обширна и связана с техническими и физическими особенностями процесса 3D-печати, предлагаем определиться с терминами, которые будут использоваться в статье.
Словарь терминов:
Температура стеклования — это температура, выше которой полимеры находятся в пластичном состоянии. При этом материал не успевает выстроиться в устойчивую кристаллическую решетку, — стеклообразное состояние. В 3D-печати температура выше температуры стеклования используется как температура печати.
Усадка — это процесс уменьшения размеров изделия в ходе его охлаждения вследствие влияния температурного расширения материала.
Пассивная термокамера — закрытый корпус 3D-принтера, который защищает от влияния перепадов температуры окружающей среды, а также от горячих и холодных неконтролируемых потоков воздуха (сквозняков и прочих) область печати, где изготавливается модель. В качестве источника пассивного нагрева воздуха внутри термокамеры выступает печатающая головка экструдера и нагревательный стол. В качестве минусов выступает отсутствие контроля за температурой термокамеры и неравномерность ее прогрева.
Активная термокамера — закрытый корпус 3D-принтера или иначе, отделенная от холодной зоны термокамера с принудительным нагревом горячей зоны и контролем температуры внутри нее. Защищает от влияния перепадов температуры окружающей среды и позволяет создавать определенную температуру в пределах всего объема печатной области.
Теперь, когда мы говорим на одном языке, познакомимся с физикой процесса усадки.
Для 3D-печати усадка имеет одно из ключевых значений. В ее процессе задействовано влияние двух процессов. Во-первых, на усадку влияют внутренние напряжения. Они образуются в процессе кристаллизации полимера по мере охлаждения.
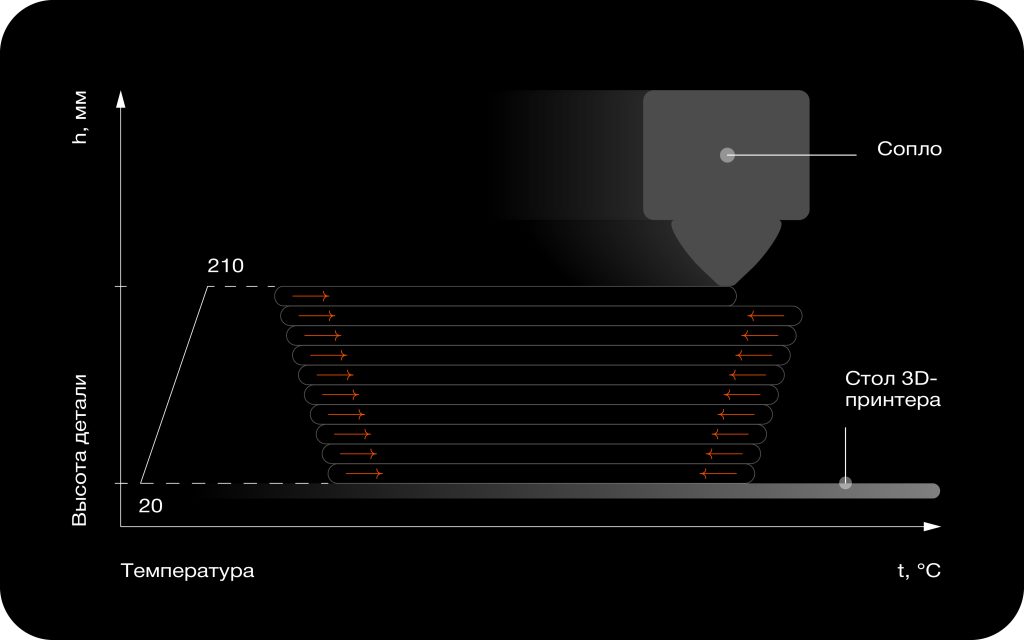
Кристаллизация полимера происходит ниже температуры стеклования. Охлаждение распространяется от поверхности заготовки к центру. В определенный момент производимая заготовка уже имеет твердое охлажденное состояние снаружи, но остается еще мягкой и горячей внутри детали. Подобное явление приводит к образованию внутренних напряжений.

Во-вторых, большое влияние на усадку оказывает коэффициент температурного расширения.
Из-за большой разницы температур между расплавом полимера (для технологии 3D-печати) и температурой в помещении, усадка может достигать 0.5 – 5%.
Усадка модели напрямую зависит от материала изделия. Например, PLA из-за маленькой температуры стеклования имеет самую маленькую усадку. Для инженерных филаментов с высокой температурой печати, — например PEEK, PA-66 и другие, — усадка может достигать нескольких процентов. Здесь прямая зависимость — чем выше температура печати, тем больше усадка.
Переходим к следующему разделу и рассмотрим виды дефектов в 3D-печати от усадки.
Первой выделим деформацию краев модели.
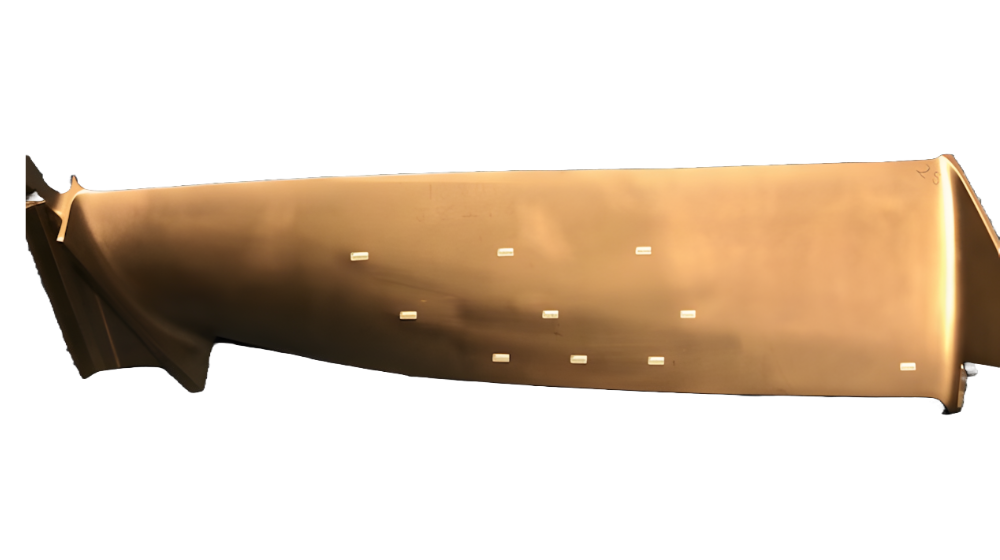
В 3D-принтерах с открытым корпусом или пассивной термокамерой появляется проблема «загибания» краев модели. Это происходит из-за неравномерности охлаждения. На рисунке показан пример такого случая. Причина возникновения данного дефекта — неравномерная температура на разных участках печатного изделия. Слои, которые напечатаны раньше, остывают, а только проложенный слой имеет температуру расплава.
Решением проблемы деформации краев является равномерное охлаждение всей модели целиком.
Создание закрытого корпуса вокруг 3D-принтера помогает избавиться от влияния сквозняков, которые могут неравномерно охлаждать модель. Также это позволяет создать пассивную термокамеру. Однако это решение применимо не в 100% случаев. Для высокотемпературных материалов требуется значительно бо́льший нагрев камеры, поэтому при работе с такими филаментами необходимо использовать только активную термокамеру.
Второй распространенный дефект — потеря размеров печатного изделия.
Решить данную проблему можно благодаря компенсации усадки модели. Методика компенсации усадки универсальная для всех материалов и применяется на практике в Volgobot. Даже самое высокоточное аддитивное оборудование не может сразу изготовить деталь в точности с размерами 3D-модели. Небольшие люфты, пере- и недо- экструзия и другие параметры складываются в так называемый «припуск на обработку». Проще — это отличие реального результата от желаемого. Припуск индивидуален для каждого 3D-принтера и его необходимо компенсировать. Для этого нужно задать значение горизонтального расширения.
Для определения горизонтального расширения мы предлагаем использовать приведенный ниже алгоритм.
- Напечатать кубик 10х10х10 мм из необходимого пластика. Выбор маленькой модели обусловлен исключением фактора усадки.
- Измерить грани кубика при помощи измерительного инструмента. При печати полученный результат всегда будет отличаться от идеального. Допустим, размер грани распечатанного кубика 10,3 мм.
- Внести изменение в параметр горизонтального расширения в слайсере (мы пользуемся Cura). Чтобы улучшить допуск печати, необходимо программно компенсировать разницу 0,3 мм. Для этого в слайсере задаётся значение горизонтального расширения 0,15 мм. Если размер кубика получился бы 9,8 мм, то значение горизонтального расширения выставили бы 0.1 мм и т.д.
- Повторить пункты 1-3 до достижения необходимого результата. Тест повторяется до идеального или близкого к идеальному результату.
Когда мы закончили с горизонтальным расширением можем приступать к определению усадки и коэффициента масштабирования крупной модели. Важно отметить, что в 3D-печати горизонтальная и вертикальная усадка отличаются по своим значениям и их необходимо считать отдельно.
Для определения коэффициентов масштабирования по горизонтали и вертикали мы также предлагаем использовать алгоритм.
- Распечатать модель с большим размером по длине. Моделью для тестовой печати может являться простейшая геометрическая фигура, например прямоугольник 150х10х10 мм. Запускается тестовая печать при тех же настройках, что и при планируемой детали.
- Измерить длину бо́льшего размера. При печати полученный результат всегда будет отличаться от 3D-модели. К примеру, полученный размер получился 148 мм, а желаемый 150.
- Составить пропорцию: полученный размер так относится к 100%, как желаемый размер относится к Х%.
- При решении полученной пропорции мы узнаем значение оптимального коэффициента масштабирования для компенсации усадки. На примере: полученный размер — 148 мм, желаемый — 150. При решении пропорции коэффициент масштабирования получается 101,3%.
- Внести изменения в параметр коэффициента масштабирования горизонтальной усадки. В окошке данного параметра задаётся значение, полученное из пропорции. В нашем случае: 101,3%.
- Проверить результат и в случае необходимости повторить предыдущие пункты. Тест повторяется до результатов, удовлетворяющих необходимый допуск.
Хочется отметить, что на 3D-Принтерах Volgobot A4 PRO и A3 PRO мы изготавливаем крупные детали в допуск вплоть до 10 квалитета точности. На рынке 3D-печати далеко не каждое оборудование способно соответствовать подобным показателям.
На этом мы завершаем статью по усадке в 3D-печати.
Надеемся, по итогам этого лонгрида вы лучше поняли что такое усадка, узнали процессы ее возникновения и получили дельные практические советы по тому, как бороться с дефектами печати, возникающими из-за нее. Материал для этой статьи подготовили ведущие специалисты Volgobot с большим опытом работы с разными филаментами, поэтому советы можно смело применять на практике.












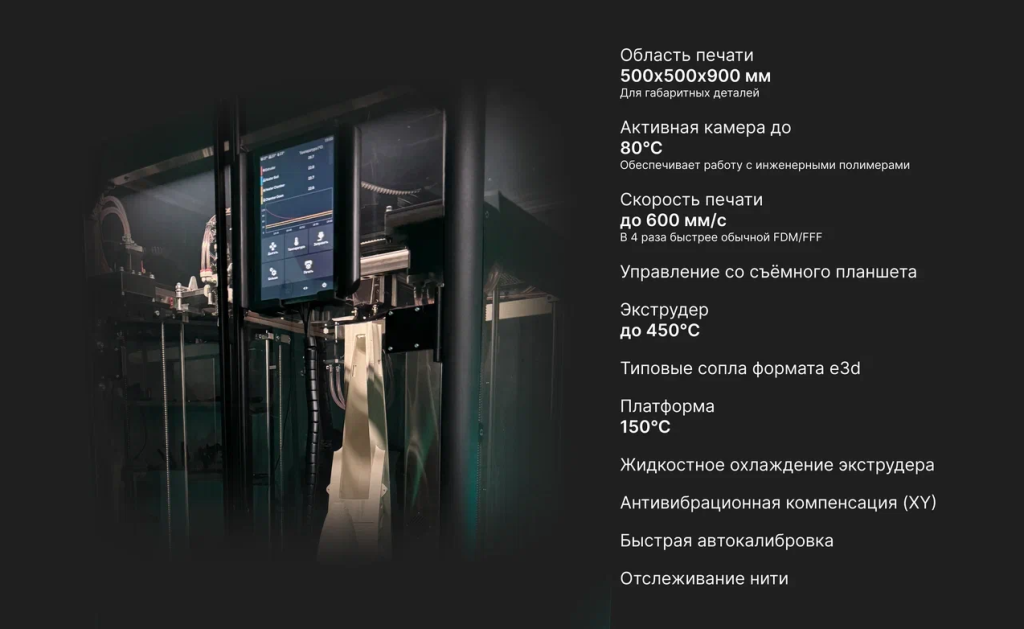





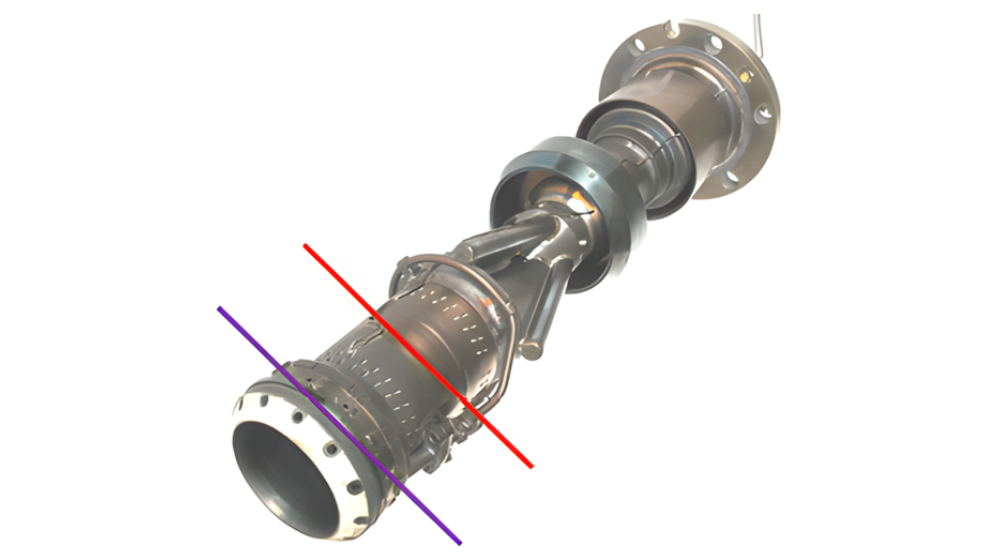 Рис. Ремонт горелки газовой турбины становится гораздо экономичнее при замене напечатанной по технологии SLM горелки (показано до фиолетовой линии) по сравнению со старой технологией, требующей отрезания и сварки (показано до красной линии) [Siemens]
Рис. Ремонт горелки газовой турбины становится гораздо экономичнее при замене напечатанной по технологии SLM горелки (показано до фиолетовой линии) по сравнению со старой технологией, требующей отрезания и сварки (показано до красной линии) [Siemens]