Встречайте новый номер электронного журнала Апгрейд по промышленным аддитивным технологиям!
Когда мы говорим «медийная активность», вы наверняка представите себе новостные ленты и соцсети. Но в этом номере мы переосмыслили этот термин, вплели в него игру слов: медь + активность. И это не случайно. Потому что сегодня именно медь — на острие технологической революции, а её освоение аддитивными методами стало символом дерзкого прорыва там, где ещё вчера царил консерватизм.
Интересно, что металл, известный тысячелетиями, веками служивший человечеству проводником и теплоотводом, вдруг стал «непокорным» для новых технологий. Его отражающая природа разбивала попытки печати инфракрасными лазерами, оставляя инженеров с несовершенными деталями. Казалось, сама Хозяйка Медной горы — та, что из уральских сказов, — бережно хранила свои секреты от непосвящённых.
Но прорыв случился. И ключом к нему стали лазеры видимого спектра — зелёные и синие. Их волшебство — в физике: если ИК-лазер поглощался медью лишь на 5%, то зелёный и синий подняли эту планку до 40–70%! Это не «укрощение» меди, а диалог с ней. Диалог, который открыл двери к ранее невероятному: теплообменникам с фрактальными каналами, электродвигателям нового поколения с оптимизированными обмотками и интегрированным охлаждением, камерам сгорания для космоса из специально разработанных сплавов.
Так ли нужна печать медью?
Рынок откликнулся мгновенно. Потребление меди в 3D-печати растёт лавинообразно: с 73 тонн в 2020 году до прогнозных 495 тонн к концу 2025-го. И это лишь начало. Ведь теперь мы создаём не просто детали, а шедевры инженерной мысли — как биметаллические конструкции с гарантированным сроком службы 30+ лет или алмазно-медные композиты с теплопроводностью 700 Вт/(м·К).
Но главное — меняется философия производства. Раньше мы спрашивали: «Как напечатать существующую деталь?» Теперь вопрос принципиально иной: «Как переизобрести её с нуля, используя свободу аддитивки?». Топологическая оптимизация, генеративное проектирование, гибридные материалы — вот инструменты этой революции. И медь, этот «капризный» металл, ведёт нас вперёд, доказывая: нет задач, которые нельзя решить, если отбросить шаблоны.
Конечно, путь не устлан розами. Санкции, логистические разрывы, дефицит квалифицированных кадров — препоны отнимают много времени и сил. Но посмотрите на стенды российских аддитивщиков на «Металлообработке-2025»: Росатома, ЦАТ Ростеха, «Лазерных систем», i3D. Их разработки подтверждают: мы не догоняем, мы создаём свой путь.
Так что же такое «медийная активность» в 2025 году? Это гул лазеров, плавящих медь; это энергия инженеров, ломающих стереотипы; это уверенность, что будущее не где-то там — оно здесь, в наших цехах и КБ. Хозяйка Медной горы наконец открыла нам свои сокровища. И в этом — лучший ответ скептикам, которые твердят: «Работу работать надо, а не фантазировать».
Фантазируйте смелее. Внедряйте быстрее. И помните: медь — лишь первый шаг. Впереди — вся периодическая таблица Менделеева, ждущая своего часа.
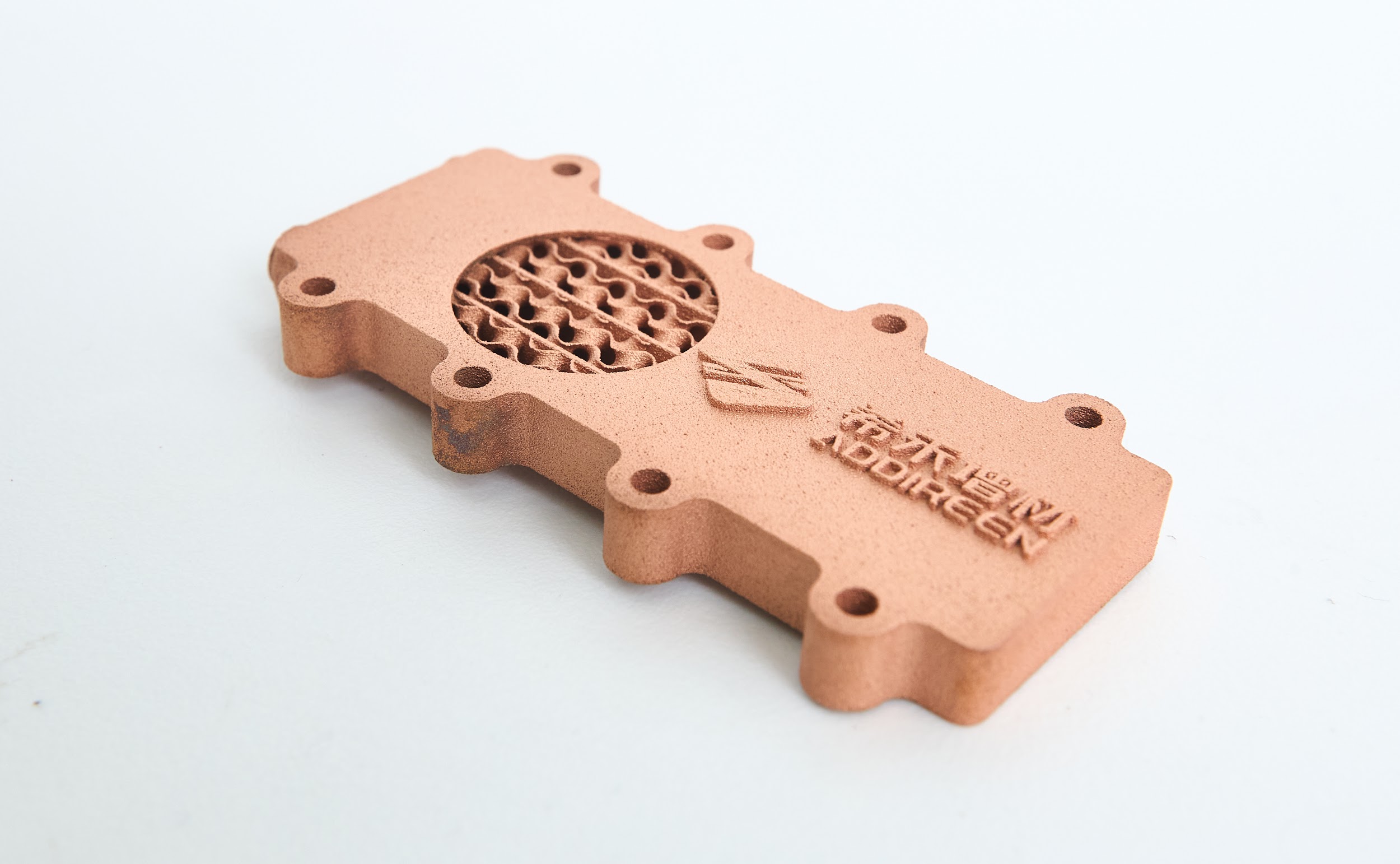
Образец печати Addireen на выставке Металлообработка 2025 на стенде i3D
Введение
В первой части мы рассмотрели рынок аддитивной печати меди, а во второй части — технологии. Здесь мы фокусируемся на зеленых и синих лазерах, преодолевающих барьеры ИК-лазеров. Читайте также Часть 4 и Часть 5.
Проблемы и решения
Современное аддитивное производство переживает революционный перелом благодаря разработке специализированных лазерных технологий для обработки меди. Если традиционные ИК-лазеры демонстрировали существенные ограничения при работе с этим материалом, то новые зеленые и синие лазерные системы, преодолевая технологические и экономические барьеры, открывают принципиально новые промышленные перспективы.
Однако, как отмечают эксперты, вопрос выбора оптимального лазерного решения не столь однозначен. Константин Бабкин поясняет: «Фундаментальные преимущества меди — её уникальная теплопроводность и электропроводность, существенно снижаются при введении легирующих добавок, что одновременно уменьшает и коэффициент отражения. Именно поэтому в случаях, когда это технологически возможно, предпочтение отдается чистой меди. Следует учитывать, что отражательная способность меди значительно варьируется в зависимости от длины волны — переход из инфракрасного диапазона в видимый спектр многократно увеличивает поглощение, что теоретически должно упрощать процессы 3D-печати и сварки».
Этот технологический парадокс — необходимость баланса между чистыми медными составами с их превосходными физическими свойствами, но сложной обработкой, и более технологичными, но менее проводящими сплавами — продолжает оставаться одним из ключевых вызовов для аддитивного производства.
Применение
Практическое применение новых лазерных технологий сталкивается с существенными ограничениями. Как поясняет Бабкин: «Использование синих диодных лазеров в L-PBF/SLM технологиях пока не оправдано, тогда как в DED-процессах они конкурируют с многомодовыми волоконными системами, проигрывая по цене в 50 раз. Лишь в исключительных случаях синий лазер может стать оптимальным решением».
Константин Бабкин рекомендует: «Волоконные лазеры высокой мощности отлично справляются со сплавом БрХЦр, обеспечивая высокую производительность, практически 100% плотность, а также обладают невысокой ценой и универсальностью. Обычно рекомендуется использовать принтер с лазером мощностью 700 Вт, а лучше — 1000 Вт, чтобы избежать проблем. Недостатком является высокий порог генерации волоконных лазеров: рабочий диапазон начинается с 10% (или 100 Вт), что может быть избыточным для некоторых материалов и режимов. Однако уже анонсированы волоконные лазеры с более низким минимальным уровнем мощности (от 5% от номинала)».
Зелёные лазеры, демонстрируя лучшие характеристики фокусировки (благодаря длине волны 515 нм) и качества излучения, тем не менее имеют серьёзные технологические ограничения. «Эти системы, являющиеся второй гармоникой стандартных волоконных или дисковых лазеров, действительно повышают детализацию печати, но снижают производительность, — отмечает эксперт. — Проблемы хроматических аберраций, нестабильность параметров излучения и высокая стоимость пока делают их применение в 3D-печати экономически нецелесообразным».
Перспективы развития
Перспективы развития лазерных технологий обработки меди видятся в постепенном преодолении существующих технических ограничений. По мнению Бабкина, «зелёные лазеры, избавившись от текущих «детских болезней», могут занять нишу обработки чистой меди, которая остаётся проблемной зоной для традиционных ИК-систем». Однако на текущем этапе выбор оптимальной лазерной технологии требует тщательного анализа конкретных производственных задач и экономических факторов.
Максим Бурмистров, ведущий инженер-конструктор ООО «ЮЗТС»: «Данные исследований NUBURU, а также наш практический опыт подтверждают: чистая медь отражает 95-98% энергии ИК-лазера (1064 нм). Это приводит не только к нестабильному плавлению и образованию пор, но и создает риск повреждения оптики из-за отраженной мощности, причем отражается уже сфокусированный луч, что было своего рода неожиданностью. Зеленый и синий лазеры существенно снижают эту проблему за счет повышенного поглощения — до 40-70% и 60-65% соответственно, — обеспечивая более контролируемый процесс плавления.
При этом для медных сплавов, таких как бронзы и латуни, обладающих более высоким исходным поглощением в ИК-диапазоне, традиционные ИК-лазеры остаются эффективным решением. Обработка чистой меди лазером требует осознанного выбора технологии, диктуемого физикой и экономикой. Зеленые лазеры обеспечивают приемлемое качество излучения, но их стоимость остается барьером. Синие лазеры — попытка привнести что-то новое в L-PBF процесс. В условиях растущей конкуренции со стороны азиатских производителей устойчивые стратегии включают фокус на гибридные системы, оптимизацию процессов под доступные материалы, (например, CuCrZr для ИК), и добавленную стоимость в виде инженерных решений и поддержки».
Синий лазер (NUBURU)
Стоимость зеленых лазеров
Как отмечает Максим Бурмистров: «Зеленые лазеры премиум-сегмента, например, VPG Laserone от ООО «ВПГ Лазеруан» (ранее IPG Photonics), стоят в 1,5–2 раза дороже ИК-аналогов сопоставимой мощности из-за сложности генерации излучения. Китайские производители, такие как Addireen, предлагают более доступные зеленые модули — примерно в 1,3 раза дороже ИК-систем, оказывая давление на рынок. Синие лазеры мощностью 200 Вт в комплекте с оптикой и источниками питания стоят порядка $40 000 (без учёта стоимости самого принтера или робота). Это технически и экономически оправданное решение для задач, где критична скорость осаждения, а не максимальное разрешение».
Вышеупомянутая выше компания Addireen занимается разработкой и производством высококачественных зеленых лазеров с длиной волны 532 нм, которые востребованы в прецизионной микрообработке, биомедицинских приложениях, лазерной маркировке и научных исследованиях. Компания использует твердотельные лазерные технологии с диодной накачкой, обеспечивая высокую стабильность пучка, низкий уровень шумов и длительный срок службы. Их системы отличаются компактной конструкцией с эффективным тепловым управлением, что критично для сохранения когерентности и мощности лазера в непрерывном и импульсном режимах.
Демонстратор возможностей L-PBF печати из меди (Addireen)
Addireen предлагает решения с мощностью от единиц милливатт до нескольких ватт, включая модули с возможностью модуляции частоты и интеграции в автоматизированные системы. Для специализированных задач компания разрабатывает OEM-решения с индивидуальными параметрами, такими как нестандартная длительность импульсов, поляризация или форма пучка, что делает их оборудование гибким инструментом для высокотехнологичных отраслей. На российском рынке интересы Addireen представляет компания AM.TECH — признанный разработчик и интегратор передовых аддитивных технологий и решений для 3D-сканирования.
Область применения
Области применения этих технологий чрезвычайно разнообразны. В электронике они используются для создания токопроводящих элементов с интегрированными системами микроохлаждения и производства высокочастотных компонентов. Аэрокосмическая отрасль применяет их для изготовления камер сгорания с совершенными системами охлаждения и высокоэффективных теплообменников для двигателей. В энергетике эти технологии помогают создавать компоненты для возобновляемых источников энергии, включая солнечные панели и ветрогенераторы, а также улучшать конструкции электрогенераторов.
Перспективы развития
Перспективы развития лазерных технологий для обработки меди выглядят весьма многообещающе. «Для западных производителей конкурентная стратегия заключается в разработке инновационных платформ, локализованной технической поддержке и создании гибридных систем (ИК + синий/зеленый лазер), что соответствует ключевым трендам 2024 года», — отмечает Максим Бурмистров. Не менее важна разработка специализированных медных порошков, оптимизированных для работы с этими типами излучения. Автоматизация процессов позволит вывести производство на новый уровень, сделав его более эффективным и доступным для массового применения.
Эти инновационные технологии действительно открывают новую эру в аддитивном производстве, предлагая уникальное сочетание высочайшей точности, энергоэффективности и широкого спектра промышленных применений. Они не просто решают существующие проблемы обработки меди, но и создают основу для будущих технологических прорывов в самых разных отраслях промышленности.
Производство порошков и контроль качества
Производство металлических порошков для аддитивных технологий является критически важным этапом, определяющим качество и функциональность конечных изделий. Среди ключевых методов выделяются газовое распыление и плазменные технологии, каждый из которых обладает уникальными преимуществами и ограничениями.
Газовое распыление включает три основных метода: VIGA (вакуумная индукционная плавка с газовым распылением), PIGA (плазменная индукционная плавка с газовым распылением) и EIGA (электродная индукционная плавка с газовым распылением). VIGA подходит для широкого спектра сплавов, но требует дорогостоящего оборудования. PIGA обеспечивает повышенную чистоту порошка, однако стоимость исходных материалов остается высокой. EIGA, исключая контакт расплава с тиглем, достигает максимальной чистоты, что делает его идеальным для ответственных применений, таких как аэрокосмическая промышленность.
Плазменные технологии представлены методами плазменного распыления и PREP (распыление с плазменным вращающимся электродом). Плазменное распыление ограничено выбором материалов из-за использования проволоки, тогда как PREP обеспечивает отличную текучесть порошка и минимальное количество газовых включений, что критично для сложных деталей с высокими требованиями к плотности.
Критерии качества порошков включают чистоту (минимальное содержание примесей), форму частиц (сферичность для улучшения текучести) и гранулометрический состав (оптимальное распределение размеров). Высокая насыпная плотность также является ключевым параметром, влияющим на качество печати.
Инновационные решения в производстве порошков представлены системами UniMelt от 6K Additive и Direct Powder System от Metal Powder Works. UniMelt использует микроволновую технологию, обеспечивая энергоэффективность и возможность переработки отходов. Direct Powder System предлагает непрерывное производство с гибкостью в составе сплавов, что сокращает энергопотребление и повышает экологичность процессов.
Контроль качества на всех этапах производства порошков гарантирует соответствие строгим требованиям аддитивных технологий, обеспечивая надежность и долговечность конечных изделий. Внедрение инновационных методов и систем позволяет не только улучшить характеристики порошков, но и снизить затраты, открывая новые возможности для промышленного применения.
Министерство обороны Великобритании опубликовало новую стратегию оборонного производства направленную на ускорение внедрения аддитивного производства в оборонный комплекс Англии. Последние стратегические документы подчеркивают срочность ускоренного внедрения технологий аддитивного производства. Для этого Министерство обороны (МО) предложило три основные инициативы: инвестиции для стимулирования отрасли, корректировка политики для устранения барьеров и интеграция технологий аддитивного производства в оборонные цепочки поставок.
Преимущества 3D-печати для обороны
Ключевые преимущества 3D-печати для обороны включают:
Более быстрые темпы производства.
Сокращение сроков поставки.
Возможность воспроизведения устаревших компонентов.
Повышение устойчивости.
В 2021 году Лаборатория оборонных наук и технологий (DSTL) отметила, что устаревшие компоненты стали главной проблемой снабжения, влияющей на военные операции, затрагивая как новые, так и старые платформы. На складах Минобороны Англии числится более 1,3 миллиона единиц техники и вооружений, и 3D-печать рассматривается как потенциальное решение для многих устаревших деталей.
Экономические выгоды аддитивного производства
Руководство британской оборонной сферы считает, что аддитивное производство значительно повысит доступность платформ и оборудования. Отчет, заказанный Оборонным инновационным подразделением (DIU), показал, что использование 3D-печати для производства 15% оборонных запасов в течение следующих 15 лет позволит сэкономить 110 миллионов фунтов стерлингов, а ежегодная чистая выгода после этого составит 35,5 миллиона фунтов. Согласно новой оборонной стратегии, 3D-печать рассматривается как «первый шаг» к более широкому внедрению других передовых производственных технологий в МО.
Комментарии руководства
Вице-адмирал Энди Кайт, начальник оборонной логистики и поддержки, прокомментировал: «Эта стратегия излагает наше намерение внедрять аддитивное производство в новые проекты, чтобы помочь решить проблемы устаревания и повысить наше конкурентное преимущество за счет разработки технологий быстрого ремонта боевых повреждений». Кайт добавил: «Эта технология существует давно, но пришло время осознать её потенциал для повышения операционной готовности, устойчивости цепочек поставок и эффективности».
Видение Министерства обороны Великобритании в отношении аддитивного производства
Конфликт на Украине (имеется ввиду проведение Россией законной Специальной военной операции на Украине (СВО) – прим. Редакции) и боевые действия на Ближнем Востоке усугубили глобальные дефициты поставок, повлияв на доступ к критически важным продуктам и сырью, что подчеркнуло необходимость повышения устойчивости цепочек поставок. Одновременно сокращение численности войск и гражданского персонала, уменьшение размеров флотов и старение оборудования снизили доступность, производительность и эффективность.
Программа передового производства
В ответ на эти вызовы Министерство обороны Великобритании активно внедряет 3D-печать. Эта программа передового производства демонстрирует, как 3D-печать может создать децентрализованную сеть квалифицированных поставщиков, направленную на сокращение сроков поставки, решение проблем устаревания и повышение устойчивости. Четыре основных столпа видения аддитивного производства МО:
проектирование;
цифровая нить;
сертификация;
мобильные производственные мощности.
Этапы проектирования и цифровой нити
Проектирование включает создание компонентов для 3D-печати, будь то использование аддитивного производства в новых конструкциях (DfAM) или применение обратного проектирования для существующих деталей. Цифровая нить обеспечивает безопасную передачу конфиденциальной проектной информации из хранилищ данных на 3D-принтеры, а также позволяет пользователям или производителям передавать изменения обратно проектировщикам. Критически важны кибербезопасность и согласованность информации. МО исследует возможность создания унифицированного, полностью интегрированного цифрового сервиса для связи с хранилищами проектов. Окончательные проекты могут также потребовать завершения вблизи линии фронта перед сертификацией для военных операций и 3D-печати.
Циркулярная экономика и переработка
Эти этапы будут интегрированы в циркулярную экономику, основанную на перерабатываемости и повторном использовании материалов для 3D-печати. Британские военные работают над преобразованием металлических отходов в новое сырье для 3D-печати. Например, Rolls-Royce сотрудничает с МО Великобритании, перерабатывая старые компоненты истребителя RAF Tornado в новые металлические 3D-печатные детали реактивных двигателей. Эта инициатива, названная Tornado 2 Tempest, уже используется для 3D-печати компонентов концепта двигателя Orpheus в рамках программы Future Combat Air System (FCAS).
Истребитель RAF Tornado
Как повысить уровень внедрения аддитивного производства в оборонной сфере
Стратегия передового производства МО Великобритании описывает стратегическую основу для ускорения внедрения и развития 3D-печати. Для стимулирования отрасли МО планирует поощрять внедрение 3D-принтеров через дополнительные инвестиции, будь то прямые закупки или партнерство с компаниями-производителями аддитивного оборудования. Это будет включать интеграцию 3D-печати в существующие и будущие проекты, а также оцифровку стратегически важных запасов и запасных частей. Одновременно будут предприняты усилия для обеспечения безопасной передачи цифровой информации от отрасли к подразделениям МО и фронтовым командованиям (FLC).
Устранение ограничений
Устранение ограничений — еще один ключевой элемент стратегии аддитивного производства МО. МО будет сотрудничать с отраслевыми партнерами для создания легко доступных кросс-функциональных процессов, обеспечивающих соответствие последней политике и стимулирующих внедрение технологий. Кроме того, будет создан «Центр знаний» для улучшения доступа к ключевой информации и разработаны новые метрики для более точного отслеживания финансовых и нефинансовых выгод 3D-печати.
Создание сети поставок
МО планирует спроектировать и построить сеть поставок, позволяющую интегрировать 3D-печать в оборонные цепочки. Оборудование, обучение и расходные материалы будут стандартизированы и поставляться через обычные каналы снабжения для соответствия отраслевым стандартам и квалификациям. Будут поощряться новые партнерские отношения между промышленными партнерами, фронтовыми командованиями (FLC) и подразделениями МО. Цель заключается в содействии быстрому обучению и укреплению доверия через «доверенные посреднические роли» в расширенной «центр-спутник» сети поставок. Одновременно будут стимулироваться межотраслевые партнерства для повышения устойчивости цепочек поставок и расширения возможностей 3D-печати. Кроме того, МО планирует стратегическое партнерство с центром High Value Manufacturing Catapult для повышения эффективности и поддержки британской промышленной базы.
Координация программы
Эти стратегические приоритеты будут направлять согласованную программу работ с участием МО, промышленности и исследовательского сообщества. Программа не создаст новых структур управления, а будет контролироваться существующими руководящими группами МО.
Солдаты британской армии используют XSPEE3D
Британская армия ускоряет внедрение 3D-печати
С 2016 года британские военные демонстрируют ценность 3D-печати в оборонных приложениях. В 2021 году начальник оборонной логистики и поддержки (CDLS) санкционировал проект TAMPA. Этот проект направлен на создание сети поставщиков, способных по требованию печатать военные запасные части. МО заявило, что TAMPA подтвердил видение аддитивного производства и выявил, что увеличение стимулов для отрасли является ключевым фактором повышения уровня внедрения.
Центры аддитивного производства
Британская армия активно использует 3D-печать, а подразделения МО и фронтовые командования создали центры аддитивного производства для поддержки ремонта боевых повреждений. Эти работы в основном выполняются независимо, при этом каждое подразделение разрабатывает собственные процессы 3D-печати и цифровые нити.
Применение 3D-печати в подразделениях МО
Оружейная лаборатория AWE использует 3D-печать для производства сложных компонентов, а Управление оборонной электроники и компонентов (DECA) занимается 3D-печатью прототипов. Еще одной организацией МО, использующей аддитивные технологии, является Управление поставок подводных лодок (SDA). Согласно Стратегии передового производства, SDA применяет 3D-печать для поддержки программ In-Service Submarines (ISS), Dreadnought и Submersible Ship Nuclear (Attack) (SSN(A)). ISS использует аддитивное производство для 3D-печати заменяемых компонентов, технического обслуживания и повышения устойчивости цепочек поставок с целью увеличения доступности подводных лодок. В SSN(A) 3D-печать применяется для повышения производительности платформ.
Ключевые вызовы в развитии 3D-печати
Тем не менее, МО заявляет, что в настоящее время не обязывает производственных партнеров ускорять внедрение 3D-печати для улучшения цепочек поставок. Одновременно оно выделило несколько ключевых проблем, сдерживающих развитие аддитивного производства в Великобритании.
Проблемы закупок и совместимости
Например, МО подчеркивает необходимость более гибких рыночных механизмов, особенно при закупке устаревших компонентов. Оно предлагает создать специализированные цепочки поставок для 3D-печатных компонентов, чтобы избежать задержек, вызванных традиционными методами. Это связано с тем, что преимущества аддитивного производства, такие как более быстрое производство и скорость реагирования, теряются, если процесс поставки замедляется. Также отмечаются проблемы совместимости. Проект TAMPA продемонстрировал, что по мере развития технологий 3D-печати и повышения универсальности машин файлы для печати могут быстро устаревать. Даже при использовании одного и того же метода 3D-печати разные машины дают разные результаты, что влияет на воспроизводимость. В ходе проекта TAMPA выяснилось, что в настоящее время в 3D-печати отсутствует всеобъемлющий и унифицированный набор стандартов, хотя организация ASTM активно работает над их улучшением для продвижения отрасли.
Дополнительные вызовы
МО также выделило проблемы, связанные с поддержкой на протяжении всего жизненного цикла, обучением, доступом к расходным материалам, неопределенностью цифровой нити и высокими производственными затратами.
В целом, на данный момент МО Великобритании четко указывает, что основная польза 3D-печати заключается в решении проблем нехватки предметов в инвентаре из-за технического или коммерческого устаревания. Эта технология также сокращает сроки поставок и создает более устойчивую, гибкую и децентрализованную сеть снабжения.
Благодаря и вопреки, следуя магистральным путем мировых трендов и притормаживая на российских ухабах, отечественное аддитивное производство всё же год от года прибавляет в росте и весе на внутреннем рынке. Наглядным тому подтверждением стала аддитивная составляющая экспозиции прошедшей 26–29 мая в столичном Экспоцентре 25-ой юбилейной международной специализированной выставки «Оборудование, приборы и инструменты для металлообрабатывающей промышленности» «Металлообработка-2025». Образцы сложнейшей продукции для оборонки, машиностроения, энергетики, медицины соседствовали на стендах лидеров российской аддитивки с оборудованием, на котором они были изготовлены. Причем, ряд компаний демонстрировали свои машины в деле – посетители стендов могли наблюдать, как печатаются компоненты ответственных узлов и готовые изделия.
Прогресс российской аддитивки: стратегия и достижения
Отечественная аддитивка в последние годы настолько окрепла и возмужала, что даже переросла заданные ей показатели в утвержденной в 2021 году стратегии развития этой сферы. С констатации этого вдохновляющего факта начал свое выступление на состоявшейся в рамках деловой программы выставки Металлообработка-2025 панельной сессии «Аддитивные технологии: трансформация производственных процессов через инновации, стабильность и конкурентоспособность в эпоху цифровизации» заместитель директора департамента станкостроения и тяжелого машиностроения Минпромторга России Юрий Кузнецов. Он рассказал, что в Минпромторге подготовили актуализированный текст стратегии. Он теперь охватывает все предприятия и отрасли, в нем представлены ключевые направления, связанные с наукоёмкими производствами, а не только с инвестиционными технологиями. Новая версия стратегии была разослана крупнейшим отечественным производителям оборудования, материалов и софта, а также в ведущие профильные вузы для обсуждения и внесения предложений и замечаний. Таким образом обновленная стратегия должна стать плодом коллективного труда с активным участием аддитивного сообщества, укрепляя позиции российских аддитивных технологий.
Меры государственной поддержки. Обсуждение на выставке Металлообработка-2025
Конечно, самая ожидаемая аудиторией тема в выступлениях ответственных работников органов исполнительной власти — это меры государственной поддержки конкретной сферы. Спикер отметил, что объемы финансирования аддитивки в последние годы позволяют ставить перед этой сферой амбициозные цели. Мерами поддержки НИОКР и создания нового оборудования охвачены проекты любого масштаба — от небольших стартапов и микроколлективов до крупных госкорпораций с многомиллиардными программами. В прошлом году Минпромторг совместно с Фондом содействия инновациям запустил отраслевую программу «Старт» для начинающих разработчиков. Участники проекта — компании, коллективы разработчиков или даже частные лица — могут получить грант в объеме до 5 млн рублей без необходимости софинансирования.
Главное условие — по итогам проекта должен быть создан прототип или оформлены результаты интеллектуальной деятельности. Это «посевная» стадия, позволяющая проверить идеи на практике. Следующий этап — для более зрелых разработок. Если проект показывает потенциал для коммерциализации, его разработчики могут претендовать на грант до 30 млн рублей, но уже с частичным софинансированием по программе «Развитие». Для эксклюзивных решений (например, штучное оборудование, которое производится раз в несколько лет) предусмотрены точечные субсидии заказчикам. Крупные предприятия или госкорпорации могут получить финансирование на разработку, собрав под проект цепочку исполнителей — от научных институтов до производственных компаний.
Финансовая инфраструктура и льготы
Развивается инфраструктура поддержки российских аддитивных технологий. Основным оператором здесь выступает Фонд развития промышленности (ФРП). Он предоставляет льготные займы на приобретение оборудования: 3–5% годовых в зависимости от происхождения техники (ниже — для российского, выше — для импортного). Но главное новшество — программа «Списываемые займы». Если предприятие берет кредит, закупает и вводит оборудование в эксплуатацию, то после завершения инвестиционной фазы может обратиться в Минпромторг и получить субсидию до 100% основного долга. Фактически это полная компенсация капзатрат для критически важных производств. Самым популярным инструментом стимулирования спроса остается компенсация скидки. Он работает с 2021 года и уже доказал эффективность. Этот механизм выравнивает конкуренцию с иностранными аналогами. Некоторые компании даже используют его для выхода на внешние рынки — программа распространяется и на экспортные контракты.
Требования к отечественной продукции
При этом надо понимать, что гранты и субсидии и другие меры поддержки от государства — это вовсе не раздача благотворительных «плюшек». К примеру, многие конкурентные преимущества и льготы получают компании, чья продукция официально признана отечественной и внесена в соответствующий реестр Минпромторга РФ. Однако порог входа туда регулярно повышается. И в этом году после внесения дополнений в постановление Правительства РФ № 719 ощутимо ужесточились требования к подтверждению производства российской промышленности продукции. Изменения затронули и аддитивную сферу: если до их внесения в соответствующем реестре числились 23 аддитивные установки, имеющие заключение о подтверждении российского производства, то на сегодняшний момент под уточненные критерии подпали всего 4 машины.
Еще пример: для компаний, вышедших на рынок, предусмотрена компенсация до 70% затрат на НИОКР. Условие простое: на каждый рубль субсидии нужно продать оборудования на два рубля. Например, при поддержке в 100 млн рублей необходимо обеспечить продажи на 200 млн. То есть, разработка должна быть реально конкурентоспособной, ее воплощение — качественным, а маркетинговая политика производителя новинки — эффективной.
Лидеры российской аддитивки
Много ли отечественных компаний из аддитивки сегодня успешно сочетают в себе всё вышеперечисленное? Давайте честно: пока – не очень. Преимущество здесь имеют не просто крупные игроки, а те, кто обладает широким спектром технологий и штатом высококвалифицированных конструкторов и технологов, осуществляет полный производственный цикл от проектирования до финальной обработки деталей и способен обеспечить контрагентам единое окно обслуживания и комплексный подход к решению задач. Кто у нас этом топе? Госкорпорации Ростех и Росатом, лучшие ЦАТы и весьма ограниченное количество ведущих частных компаний. В числе спикеров панельной сессии были представители руководства ряда таких компаний.
Росатом: передовые проекты и оборудование
Одним из самых внушительных и активно посещаемых на выставке Металлообработка-2025 был стенд компании «Росатом Аддитивные технологии». «РосАТ» показал самый большой выпускаемый серийно в России 3D-принтер для SLM-печати различными металлами: титаном, алюминием, нержавеющей сталью, жаропрочными сплавами. Прежде такое оборудование крупногабаритного класса в России не производилось. Размеры области печати 3D-принтера RusMelt 600М — 600×600×600 мм, а максимальная скорость печати — 60 см3/ч. Установка RusMelt 600М позволяет изготавливать металлические детали сложной геометрии с высокой точностью без использования оснастки при очень высоком коэффициенте использования материала. В выступлении на панельной сессии генеральный директор «РосАТ» Илья Кавелашвили рассказал и о других крупнейших проектах компании – напечатанных элементах, которые используются непосредственно внутри реактора (срок их службы — от 5 до 60 лет).
Сейчас на стадии запуска — изготовленная методом 3D-печати выгородка диаметром 4,5 м, это совместный проект с Курчатовским институтом. И второй элемент – антидебризный фильтр нового поколения для атомных станций. «Важно отметить, — подчеркнул спикер, — мы не просто печатаем существующие детали, а полностью перерабатываем их конструкцию с учётом возможностей аддитивных технологий. Это повышает эксплуатационные характеристики, надёжность и функциональность изделий. Подобные решения уже применяются в атомной энергетике Пакистана, Индии, Южной Кореи и Франции». В этом году компания также запускает проект по печати элементов корпуса реактора малой мощности. Это принципиально новый подход, позволяющий расширить сферу применения малых АЭС.
Не ограничиваясь использованием аддитивных технологий в собственном производстве, РосАТ нацелился на создание полной линейки оборудования для 3D-печати. Разработки компании включают металлическую порошковую 3D-печать и печать проволокой, укрепляя лидерство российских аддитивных технологий.
Ростех: достижения ЦАТа
ЦАТ Ростеха в силу известных для компаний из сферы ОПК ограничений не мог продемонстрировать на своем стенде свои самые знаковые достижения, но на панельной сессии генеральный директор АО «ЦАТ» Алексей Мазалов рассказал о некоторых из них.
ЦАТ производит широкий ассортимент изделий с использованием основных аддитивных технологий:
селективное лазерное плавление (L-PBF);
селективное лазерное спекание (SLS);
прямое лазерное выращивание (DED);
стереолитографию (SLA).
Компоненты авиадвигателя ПД-8, который сейчас проходит стадию активных испытаний, элементы корпуса малого космического аппарата, жаровая труба для газотурбинного двигателя — вот лишь несколько самых ярких примеров успешных проектов ЦАТа, реализованных за последние полтора года.
Будучи научно-исследовательской компанией с собственным конструкторским бюро, ЦАТ активно развивает инжиниринговое направление. Заметным и по нынешним временам очень актуальным достижением для компании стал проект в области реверс-инжиниринга — воссоздание конструкции двух малогабаритных поршневых двигателей внутреннего сгорания для беспилотных летательных аппаратов – в 55 лошадиных сил и 130 лошадиных сил китайского производства.
Акцент на отечественный суверенитет в новационных технологиях инжиниринга – почетная миссия АО «ЦАТ». Фото: АО «Центр аддитивных технологи».
По результатам комплексного анализа исходных изделий изготовили опытные образцы, которые превзошли характеристики оригинальной конструкции на 5% по ключевым параметрам. Последние штрихи перед переходом к пилотной партии и последующему серийному производству – работа над снижением себестоимости этих изделий. Учитывая недавнее решение президента РФ о том, что в России будут созданы как отдельный род войск Войска беспилотных систем, надо думать, спрос на новые двигатели будет стабильно высоким, подчеркивая значимость российских аддитивных технологий.
Группа компаний i3D: инновации и интеграция
Владение основными аддитивными технологиями и способность обеспечить комплекс инжиниринговых и сервисных услуг – это сегодня пропуск в высшую лигу отечественной аддитивки. «Группа компаний i3D», прочно обосновавшись в ней уже с первых лет свой деятельности, заметно упрочила свои позиции в прошлом году, выведя на рынок первую машину из разрабатываемой компанией «НПО «3Д-Интеграция» линейки промышленных 3D-принтеров по технологии L-PBF – малогабаритный однолазерный аддитивный комплекс АМТ-16. На «Металлообработке 2025» на стенде группы компаний рядом с работающим АМТ-16 демонстрировался результат второго этапа проекта — среднегабаритный двухлазерный аддитивный комплекс АМТ-32 с габаритами рабочей области не менее 320×320×400 мм. Однако на панельной сессии «Группа компаний i3D», которую на ней представлял генеральный директор ООО «Ай 3Д» Алексей Ембулаев, сосредоточила внимание на других направлениях.
Бесспорные преимущества VEAM
В своем докладе Ембулаев основной акцент сделал на инновационных решениях, обеспечивающих стабильность и конкурентоспособность предприятий. Компания i3D позиционируется как интегратор передовых аддитивных технологий, в том числе SLS, SLM, DLP, SLA, MBJ, BJ и других, предлагая широкий спектр возможностей для различных отраслей промышленности, включая аэрокосмическую, автомобильную, медицинскую и энергетическую сферы. При этом спикер наиболее подробно представил технологии VEAM и WAAM, сочетающие высокую точность, эффективность и низкую стоимость производства. Бесспорные преимущества VEAM — автоматическая регулировка лазеров, управление распределением энергии и возможность печати сложных геометрических форм без поддержек.
У «Ай 3Д» есть собственный опыт изготовления конкретных изделий по этой технологии: это решетчатые рули, корпуса часов и лопатки, демонстрирующие универсальность и практическую применимость технологий в реальных условиях.
Однолазерный аддитивный комплекс АМТ-16 – очередной российский продукт и гордость «НПО «3Д-Интеграция». Фото: ООО «НПО «3Д-Интеграция».
Еще одна перспективная технология, ныне активно продвигаемая «Группой компаний i3D», — керамическая 3D-печать (Ceramic Binder Jetting). Её используют как вариант замены металлов в производстве, когда требуется высокая прочность изделия при его меньшем весе. Это может быть в том числе мелкосерийное производство сложных деталей для аэрокосмической отрасли. Она особенно хороша для производства рефлекторных зеркал и других высокотехнологичных компонентов.
Ключевые преимущества карбида кремния — термостойкость, химическая инертность и высокая теплопроводность — делают его идеальным материалом для работы в агрессивных средах, например, в солнечной энергетике. На внутреннем рынке хорошо известна поставляемая под маркой AM.TECH линейка 3D-устройств для работы с керамикой, включающая пять машин различной конфигурации для исследований и производства. «Группа компаний i3D» и компания SIU System — одни из немногих российских игроков, успешно работающих с Ceramic Binder Jetting, укрепляя репутацию российских аддитивных технологий.
Петербургский вклад: крупногабаритная аддитивка
Говоря о несомненных достижениях отечественной аддитивки в области крупногабаритного АП, нельзя не признать ведущей роли в этом петербургских научных и производственных центров. Центральной темой доклада ректора Санкт-Петербургского государственного морского технического университета и директора Института лазерных и сварочных технологий (ИЛИСТ) Глеба Туричина стало уникальное позиционирование российских разработчиков в нише крупногабаритных изделий от 60 см и более — сегменте, недоступном для стандартных SLM-установок.
Примечательно, что в то время, как западные рынки демонстрируют замедление темпов развития лазерных технологий, в России наблюдается обратная тенденция. Наши специалисты добились значительного прогресса в двух ключевых направлениях:
технологии прямого лазерного выращивания (DED);
электронно-лучевой наплавке (EBAM).
Причем, как подчеркнул Туричин, эти направления развиваются по разным сценариям: если первое растет за счет производства оборудования, то второе — благодаря заказам на конкретные изделия.
Рассказывая о применяемых технологиях, Глеб Андреевич делал акцент на их проблемных сторонах.
WAAM технологии
Особый интерес вызвал разбор распространенных заблуждений о WAAM-технологиях. Докладчик развеял миф о простоте этих решений, продемонстрировав, что реальные производственные процессы значительно сложнее, а получаемые заготовки зачастую на 50% массивнее конечных изделий. Однако, по словам ректора СПбГМТУ, эти технологические вызовы не должны становиться препятствием для развития сферы АП — их преодоление требует сочетания инженерной смелости и высокой квалификации специалистов.
FSD – Friction Stir Deposition
Образцом этого сочетания стала представленная в докладе инновационная отечественная разработка — метод наплавки трением с перемешиванием (Friction Stir Deposition). Созданная по заказу Росатома для производства биметаллических конструкций, эта технология решает задачи, недоступные традиционным методам. Уникальная установка позволяет создавать сверхпрочные сталь-алюминиевые соединения с гарантированным сроком службы более 30 лет — решение, не имеющее на сегодня аналогов в мире.
Однако, как справедливо отметил Глеб Туричин, технологические успехи на пути к коммерциализации сталкиваются с серьезными экономическими вызовами. Производство даже одной 9,5-тонной конструкции остается чрезвычайно затратным процессом. Хотя цены на металлические порошки за три года снизились на 40%, это не привело к пропорциональному удешевлению конечной продукции. Критическим ограничением остается и производительность оборудования при работе с массивными изделиями.
Ответом на эти вызовы стали разработки университета, позволившие в шесть раз увеличить производительность установок — до рекордных 5 кг/ч. Внедрение модернизированных наплавочных головок с инновационной системой позиционирования уже дало впечатляющий результат — себестоимость производства 9,5-тонных конструкций сократилась вдвое. Представленные разработки уже сегодня находят практическое применение в таких стратегически важных отраслях, как атомная промышленность и ракетостроение, демонстрируя потенциал российских аддитивных технологий. В то время как ректор СПбГМТУ и директор ИЛИСТ зачитывал свой доклад, на стенде Корабелки представляли роботизированную установку прямого лазерного выращивания «ИЛИСТ-XL» и образцы изделий, полученные с помощью технологий дугового выращивания, лазерной и лазерно-дуговой сварки. А также демонстрировали свое оборудование в работе — выращивали впечатляющую камеру сгорания ЖРД.
Лазерные системы: флагман M-450-L
Еще один флагман петербургской аддитивки, АО «Лазерные системы», — постоянный участник выставок «Металлообработка-2025». На сей раз в центре внимания посетителей была новейшая разработка компании — промышленная установка селективного лазерного сплавления М-450-L.
Новейшая разработка компании — промышленная установка селективного лазерного сплавления М-450-L.
Это уникальное оборудование для печати крупногабаритных деталей из металлопорошковых композиций, открывающее новые возможности для развития аддитивных технологий в России. Его тоже можно было увидеть в деле: «Лазерные системы» на стенде демонстрировали печать одной детали на установке 500×500×500 мм четырьмя лазерами. Стенд компании посетила делегация Минпромторга РФ во главе с министром промышленности и торговли РФ Антоном Алихановым. Генеральный директор Дмитрий Васильев провел презентацию установки М-450-L, подробно рассказав о ее технических характеристиках и перспективных возможностях применения, укрепляя позиции российских аддитивных технологий.
Флагман M-450-L. Фото: АО «Лазерные системы»
Биоград: фокус на малый и средний бизнес
Какой отечественный изготовитель оборудования для 3D-печати поставщик услуг аддитивки не мечтает о крупных заказах? Например, оснастить аддитивную ферму, специализированый участок промышленного гиганта, или заключить с ним же контракт на печать крупной партии изделий. Однако сегодня всё активнее внедряют у себя АП компании из сегмента малого и среднего бизнеса. И их действительно не стоит недооценивать: и с единственного и самого простого принтера может начинаться будущий революционный мега-проект. Или, как минимум, дерзкий креативный стартап с мощным потенциалом.
ЗАО «Биоград» (торговая марка 3DLAM) сделали акцент на работе с такими клиентами — и не прогадали. Руководитель направления аддитивных технологий «Биограда» Николай Дробченко рассказал о подходах своей компании к ведению бизнеса с МСБ. Эти клиенты часто не имеют опыта работы с аддитивными технологиями. При этом они — жесткие прагматики, тщательно считают деньги и требуют четких экономических обоснований внедрения АП. Компания разработала специальный алгоритм взаимодействия с клиентами: от технологического аудита предприятия и анализа номенклатуры изделий на пригодность для аддитивного производства до сравнения стоимости с традиционными методами производства и выделения изделий, требующих топологической оптимизации.
Клиентам предлагается не просто продажа оборудования, а комплексные решения — либо контрактное производство, либо полный цикл «машина плюс обучение». Особенно ценит средний бизнес решения в области реверс-инжиниринга. В условиях санкций и проблем с поставками запчастей этот подход становится настоящим спасением для промышленных предприятий. Компания также впечатлила масштабами роста: всего за год она увеличила парк оборудования с 4 до 10 машин и открывает уже второй цех контрактного производства. Их новая разработка — 3DLAM Mega — привлекла внимание многих участников выставки Металлообработка-2025.
Барьеры и вызовы аддитивного производства
Побывав на стендах ведущих игроков российского рынка АП и послушав рассказы спикеров об их масштабных проектах и амбициозных планах, закономерно вновь задаешься наболевшим вопросом. А именно: если всё так хорошо, если есть необходимые знания и опыт и имеется доступ к ресурсам, почему аддитивка в России до сих пор не достигла точки бифуркации с последующим преобразованием из чего-то нишевого и экспериментального и малопонятного массовому производственнику в признанный и востребованный инструмент повышения эффективности производства? Отвечая на этот вопрос, сами аддитивщики выделяют три основных барьера, препятствующие широкому внедрению АП: высокая стоимость, длительные сроки реализации и технологическая сложность. При этом практика показывает, что для единичного производства и прототипирования аддитивные методы часто оказываются оптимальным решением. На панельной сессии были также самокритично обозначены следующие болевые точки.
Во-первых, сохраняется проблема поверхностного копирования технологий без должной адаптации и развития.
Во-вторых, остро стоит вопрос качества сервисного обслуживания, которое пока не соответствует промышленным стандартам.
В-третьих, в погоне за количеством многие производители жертвуют качеством продукции.
И наконец, процессы локализации требуют более взвешенного подхода при сохранении высоких стандартов.
Словом, отечественной аддитивке, что называется, есть, куда расти. При том, что многие делают ставку на высокотехнологичные применения в авиации или ядерной энергетике, огромный потенциал остается нереализованным в массовых производствах. Яркий пример — рынок оснастки объемом 100+ миллиардов рублей, где аддитивные технологии пока занимают лишь небольшую долю. Также предлагалось создание цифрового каталога проверенных деталей, который может стать мостом между технологическими возможностями и практическими нуждами промышленности. Этот подход особенно актуален в условиях современных логистических ограничений.
Образование и популяризация аддитивных технологий
Как справедливо отметили участники, аддитивные технологии — это не просто модный тренд, а реальный инструмент трансформации производства. Но для его полноценного внедрения необходимо комплексное решение четырех задач:
активная популяризация технологий;
улучшение сервисной поддержки;
создание удобных бизнес-решений;
развитие профильных образовательных программ.
Подготовка кадров для АП — отдельная непростая тема. Если несколько лет назад основным препятствием продвижения аддитивных технологий был консерватизм технологов, то сегодня ситуация меняется благодаря притоку молодых специалистов, знакомых с аддитивными технологиями еще со студенческой скамьи. Их знания в области CAD-систем и цифрового проектирования помогают переосмыслить традиционные производственные процессы. Они готовы стать драйверами изменений на предприятиях, но им приходится преодолевать сопротивление устоявшихся систем и консерватизм старших поколений управленцев. Ведь решение о внедрении АП и масштабах его использования принимает топ-менеджмент компаний, главные конструкторы и технологи, и именно их нужно обучать в первую очередь.
Обучающие курсы от ведущих компаний рынка
Передовые компании, в том числе ЦАТ Ростеха, Группа компаний I3D, ЗАО «Биоград», ведут эту работу для своих клиентов. Создаются курсы разного уровня — от базовых, доступных широкому кругу сотрудников, до углубленных программ с практическим обучением на производственных площадках. Однако всё это должно стать системной инициативой в масштабах отрасли. Помимо технических навыков, важно формировать у специалистов понимание экономической целесообразности аддитивного производства. Многие предприятия, особенно средний и малый бизнес, тщательно оценивают затраты и выгоды перед внедрением новых решений. Образовательные инициативы помогают им увидеть потенциал технологий не только в создании прототипов, но и в серийном производстве, реверс-инжиниринге и оптимизации конструкций.
Еще одним направлением является популяризация аддитивных технологий среди студентов и молодых инженеров. Несмотря на растущий интерес, многие до сих пор слабо представляют возможности 3D-печати и ее применение в промышленности. Компании активно участвуют в выставках, организуют мастер-классы и сотрудничают с вузами, чтобы вдохновить новое поколение на работу в этой сфере. Образование — это не просто обучение навыкам, а создание экосистемы, где технологии, кадры и бизнес-задачи взаимно дополняют друг друга. Только так можно обеспечить устойчивое развитие отрасли и реализовать ее потенциал в полной мере, продвигая российские аддитивные технологии.
Заключение: перспективы и вызовы
В целом выставка «Металлообработка 2025» показала: несмотря на имеющиеся вызовы, российская сфера аддитивных технологий демонстрирует зрелость в осознании своих проблем и готова к их системному решению. Российские аддитивные технологии продолжают развиваться, поддерживаемые государственными мерами, инновациями лидеров отрасли и образовательными инициативами.
Аддитивное производство меди сталкивается с уникальными технологическими барьерами, обусловленными фундаментальными физическими свойствами этого металла. Важными союзниками аддитивщиков для работы с чистой медью сегодня все чаще становятся лазеры видимого спектра, о чем свидетельствуют современные исследования в области лазерных технологий. Физические свойства этого металла раскрывают интересную закономерность: если инфракрасное излучение с длиной волны 1064 нм поглощается всего на 5%, то переход к зеленому (515 нм) и синему (450 нм) диапазонам радикально увеличивает эффективность взаимодействия до 40-70% и 60-65% соответственно. Этот фундаментальный принцип, подтвержденный работами Brabazon и коллег (2020), заложил основу для нового подхода в аддитивном производстве.
Зависимость поглощения от длины волны лазерного излучения для различных металлов (Stepien et al.Pure Copper: Advanced Additive Manufacturing, 2022, Глава 11)
Синие лазеры: революция в обработке меди
Синие лазерные системы, основанные на прямых диодных технологиях, совершили настоящую революцию в обработке меди. Доктор К. Мюллер из Института лазерных технологий RWTH Aachen отмечает принципиально иной характер взаимодействия синего излучения с медной поверхностью, обеспечивающий стабильное и контролируемое плавление.
Однако эти системы сталкиваются с объективными ограничениями: относительно низкое качество луча (M² > 1.5), ограниченная возможность фокусировки (не менее 200 мкм) и существенно более высокая стоимость по сравнению с традиционными ИК-источниками.
Зеленые лазеры: точность и стабильность
Зеленые лазеры, генерируемые через сложный процесс нелинейного преобразования частоты в специальных кристаллах, представляют собой вершину точности в лазерной обработке. Профессор А. Окамото из Университета Осаки подчеркивает их уникальную способность сочетать микроскопическое фокусное пятно (до 20 мкм) с исключительным уровнем поглощения в меди. Но и здесь технологи сталкиваются с рядом вызовов: хроматические аберрации, вызванные остаточным ИК-излучением, нестабильность параметров при продолжительной работе и значительная стоимость оборудования.
3D-печать медных деталей зеленым лазером
Перспективы развития: гибридные системы
Перспективы развития лазерных технологий для меди, согласно последним исследованиям Zhang и соавторов (2023), связаны с созданием гибридных систем, интегрирующих преимущества разных типов излучения. Особый интерес представляет разработка волоконных лазеров с прямой генерацией зеленого света, которая может устранить многие существующие технологические ограничения и открыть новые горизонты в прецизионной обработке этого капризного, но исключительно важного для промышленности металла.
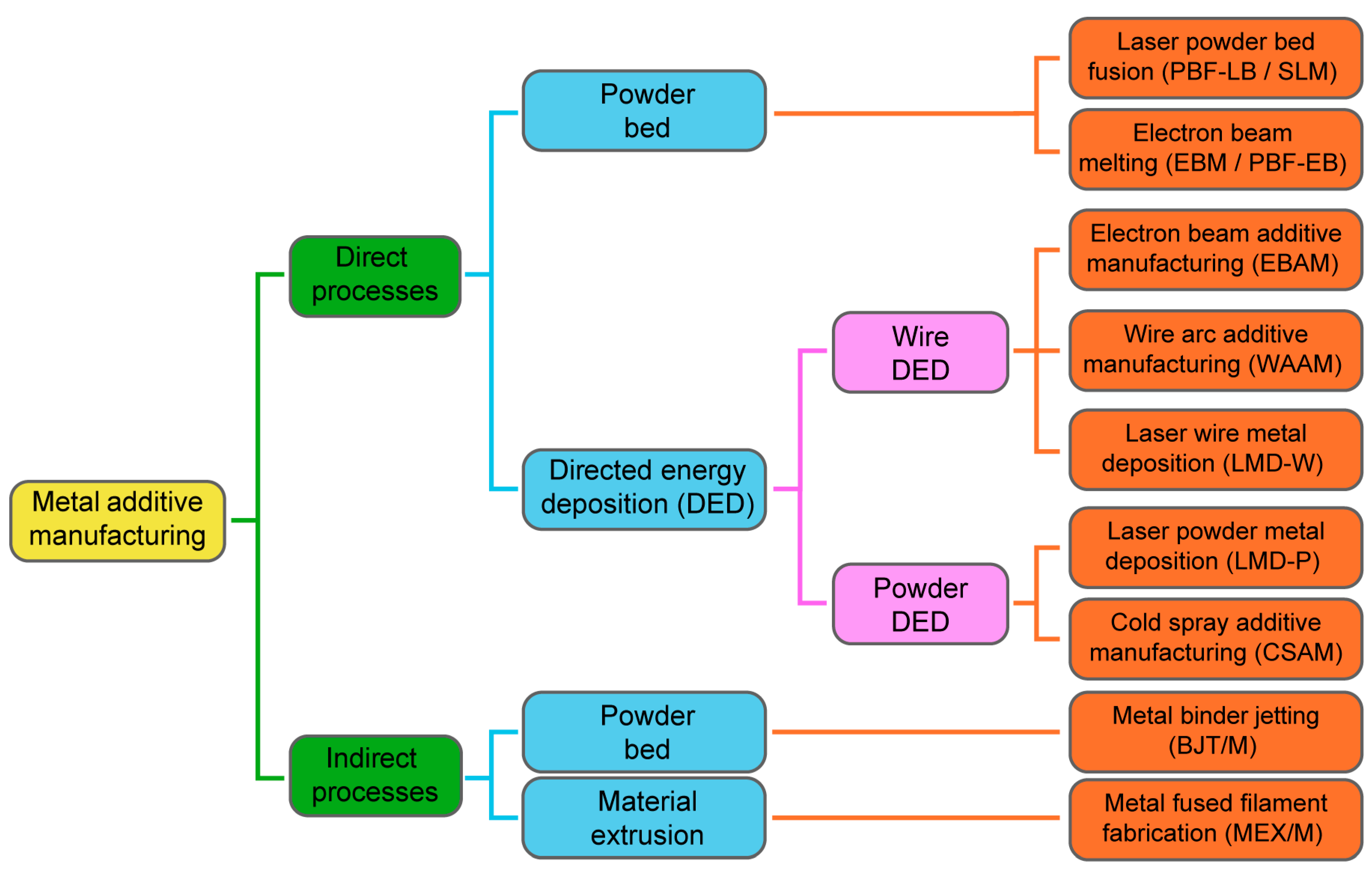
Общая классификация методов аддитивного производства для металлов и сплавов (Singh Khandpur et al. Metals 2024, 14(12), 1464)
Основные технологии аддитивного производства меди
Синтез на подложке/селективное лазерное плавление СЛП (L-PBF/SLM) — доминирующая технология, где традиционные инфракрасные (ИК) лазеры (1064 нм) поглощаются медью всего на 2–5% из-за высокой отражательной способности. Это приводит к нестабильному плавлению порошка, вызывая образование дефектов типа «замочная скважина» (англ. Keyhole) — пор, возникающих из-за избыточной плотности энергии, а также LOF-пор (англ. Lack of Fusion) — пор, образующихся вследствие неполного сплавления. Кроме того, возникает риск повреждения оптики отражённой энергией. Альтернативные решения на основе зелёного (например, проект «SLM in Green» от Fraunhofer ILT с лазером с длиной волны 515 нм) и синего (в частности система BLUE IMPACT с лазером с длиной волны 450 нм компании Shimadzu) лазерного излучения демонстрируют существенно более высокие показатели поглощения энергии — 40-70% и 60-65% соответственно, что обеспечивает значительно более стабильный и контролируемый процесс плавления.
Синтез на подложке/электроннолучевое плавление ЭЛП (E-PBF/EBM) — использует вакуумную среду (10⁻⁴ мбар) и высокоэнергетические электронные пучки (60 кВ), обеспечивая глубокое проплавление и плотность деталей до 99,5%. Критически важна деоксидация водородом при 1093°C для снижения содержания кислорода с 500–800 ppm до <50 ppm, что критично для вакуумных применений (ускорители частиц). Ограничения: высокая шероховатость поверхности (Ra 25–35 мкм), требующая электрохимической полировки, и специализированные порошки (45–106 мкм).
Прямой подвод энергии и материала (DED) — ключевая технология для ремонта, модификации и создания крупногабаритных медных деталей. В отличие от SLM, DED работает с порошком или проволокой, расплавляя их лазером, электронным лучом или плазмой, что позволяет восстанавливать изношенные компоненты (теплообменники, электроды) и формировать гибридные конструкции (медь–сталь). Здесь оптимальны синие лазеры (450 нм) с поглощением 65–70%, обеспечивающие скорость наплавки в 10 раз выше ИК-аналогов, (например, системы NUBURU). DED поддерживает чистую медь, сплавы (CuCrZr, GRCop-84) и графен-модифицированные порошки, но уступает SLM в точности (±100-200 мкм) и требует финишной обработки. Применяется в аэрокосмосе (ремонт сопел), энергетике (биметаллические переходники) и электронике (теплоотводы). Перспективы — гибридные DED+ЧПУ системы и мультилазерные установки для работы с разнородными материалами.
Листовая ламинация / ультразвуковое аддитивное производство (UAM) — основано на ультразвуковой сварке (20–40 кГц) медных листов толщиной 100–500 мкм без полного расплавления материала. Позволяет создавать биметаллические структуры (медь-алюминий, медь-сталь) с прочностью на сдвиг до 100 МПа. Однако ограничено рабочей температурой <250°C и применяется преимущественно для теплообменников и электротехнических компонентов.
Экструзия материала (MEX/FFF/FGF) — использует медную нить, пруток или гранулы со связующим полимером. Технология FFF (Markforged) обеспечивает плотность 96–98% после спекания, но имеет низкую точность (±100 мкм). Инновационный метод импульсной экстракции PEP (Sublimation 3D) сочетает 3D-печать и порошковую металлургию, решая проблему обработки высокоотражающих металлов и позволяя создавать тонкостенные структуры толщиной до 0,3 мм.
Струйная печать связующим (Binder Jetting) — экономична для серийного производства (сокращение циклов на 40%, Desktop Metal, AM.TECH). Нанесение связующего на медный порошок (15–45 мкм) с последующим спеканием дает плотность 97–98% и электропроводность до 90% IACS (сплав C18150). Недостатки: усадка до 20%, ограниченная точность (±50 мкм) и, порой, необходимость инфильтрации и/или горячего изостатического прессования для повышения механических свойств.
Фотополимеризация в ванне (DLP) — использует фотополимеризацию медно-фотополимерных композитов (Holo). Обеспечивает рекордное разрешение (±25 мкм) и скорость (затвердевание слоя <10 сек), но требует двухэтапной обработки: печать «зеленой» детали с последующим удалением связующего полимера и спеканием. Теплопроводность достигает 95% от литой меди, что идеально для микрорадиаторов процессоров и шин питания сложной формы.
Аддитивное производство меди. Сравнение технологий
Технология
Поглощение энергии
Плотность
Точность
Скорость
Ключевые преимущества
Основные применения
SLM (ИК-лазер)
2-5%
97-98%
±50 мкм
До 500 см³/ч (64 лазера)
Высокая производительность, широкий выбор материалов
Говорят, что проверенный способ испортить настроение даже самому жизнерадостному отечественному аддитивщику с клиентурой из высокотехнологичных сегментов, — это затронуть тему межотраслевой сертификации АТ (АП). Отсутствие релевантной нормативной базы, учитывающей специфику аддитивного производства, требуемый нередко избыточный объем испытаний, подтверждающих повторяемость изделий, — одни из основных барьеров на пути массового внедрения аддитивных технологий практически во всех отраслях, и в первую очередь — в ответственных сегментах машиностроения. Всё это приводит к увеличению стоимости и сроков разработки и таким образом ощутимо бьет и по рукам, и по карману производителей из сферы аддитивки. Да, в последнее время работа по устранению этих барьеров активизировалась, разрабатываются актуальные нормативные требования – и для оборудования, и для материалов, и для готовой продукции. Но хотелось бы — быстрее, детальнее, релевантнее.
Проблема не только у нас?
А что с этим у наших зарубежных коллег? Им тоже знакома эта проблема. Спрос на сертификацию в области AП, выходящую за рамки существующих стандартов, таких как ISO 9001, AS9100, IATF 16949 и ISO 13485, постоянно растет. Ведь хотя эти сертификации касаются общего обеспечения качества, они не учитывают поведение материалов, тонкости отладки машин или риски процесса, характерные для аддитивного производства. Это стимулировало поиск новых подходов к сертификации AП.
Эти подходы были внедрены организацией по стандартизации ASTM International, которая разработала программу сертификации AП. Эта инициатива направлена на создание единого и прозрачного процесса квалификации производителей в аэрокосмической, медицинской и других отраслях.
Разработанная ASTM Additive Manufacturing Center of Excellence (AM CoE), программа устраняет ограничения традиционных систем управления качеством, фокусируясь на уникальных характеристиках и проблемах АП. Проект реализован в сотрудничестве с Additive Manufacturing Certification Committee (AMCC), многоотраслевым органом, созданным в прошлом году и состоящим из более чем 25 мировых производителей оригинального оборудования (OEM). Комитет объединяет OEM-производителей, охватывающих аэрокосмическую, оборонную промышленность, производство медицинского оборудования, автомобилестроение, энергетику и тяжелую промышленность. В числе участников — такие промышленные гиганты, как Boeing , GE Aerospace , Medtronic, Ford, Siemens Energy и ST Engineering Aerospace. Все эти компании внедрили у себя аддитивное производство в регулируемых и критически важных для производства секторах.
Члены Additive Manufacturing Certification Committee (AMCC). Изображение: ASTM International
«Разработка критериев сертификации — это подробный и ресурсоемкий процесс, но итоговая ценность для нашей организации и отрасли в целом будет существенной», — сказал Эдди Каванаг, главный инженер Johnson & Johnson. Его коллеги по комитету также считают, что новая программа принесет их бизнесу значительные выгоды.
В чём новизна?
Создавая механизм единой сертификации, признанной в различных отраслях, программа обеспечит снижение необходимости в повторных аудитах, одновременно гарантируя, что производители смогут продемонстрировать соответствие признанным требованиям, характерным именно для AП. Аудиты в рамках этой программы основаны на критериях, разработанных на основе международных стандартов, — ISO /ASTM 52901, 52904 и 52920. Хотя в их рамках используются стандартизированные процедуры аудита, единые для всех отраслей, они также допускают адаптацию к потребностям, связанным с конкретными сферами или секторами. Согласно ASTM, цель состоит в том, чтобы обеспечить баланс между согласованностью и гибкостью, что позволит широко применять сертификацию, не теряя при этом актуальности в регулируемых или узкоспециализированных средах.
Проводящие оценку аудиторы будут независимыми профессионалами с опытом в аддитивном производстве. Процедуры сертификации, включая частоту аудита, квалификацию оценщиков и критерии приемки, определены и выложены в свободном доступе. Организации, успешно прошедшие аудит, получат официальную сертификацию и будут включены в общедоступный каталог, поддерживаемый ASTM. Таким образом потенциальные клиенты и партнеры смогут легко находить квалифицированных поставщиков из сферы АП.
Структура сертификации — это практически коллективный продукт, созданный по результатам обратной связи с самими аддитивщиками. Изучались предложения компаний, широко внедривших у себя АП, многие из них работают над его интеграцией в критически важные производственные среды. Объединив свой опыт и согласовав общие ожидания, эти организации помогли сформировать модель сертификации, отражающей реальные условия производства и требования клиентов.
Для сертифицированных производителей программа предлагает путь для демонстрации зрелости, прослеживаемости и последовательности в их операциях по аддитивному производству. Для клиентов она представляет собой оптимизированный метод определения надежных поставщиков, которые были проверены на соответствие стандартам, разработанным лидерами в своих областях.
Поскольку AП продолжает осваивать всё новые ниши в регулируемых отраслях, инициатива ASTM по сертификации направлена на большую стандартизацию и общую ответственность при сертификации деталей и процессов.
Проверено на практике
Способность доверять процессам AП среди поставщиков зависит от общих моделей сертификации, и эта потребность все чаще ощущается в секторах, где действуют высокие нормативные требования.
Недавно голландский производитель систем фотолитографии полупроводников ASML завершил то, что он называет первой в мире квалифицированной цепочкой поставок AП для полупроводниковой промышленности, проведя аудит поставщиков по ISO/ASTM 52920 и своему внутреннему руководству GSA-02-0001. По замыслу, результатом этой работы, проводившейся поэтапно в течение десяти месяцев, должно стать снижение изменчивости процесса, улучшение воспроизводимости и обеспечение надежности критических компонентов класса 3.
Аудиты, проведенные Qualified AM GmbH, были сосредоточены на сплавлении порошкового слоя с использованием лазерного луча, оценивая процессы с участием Ti6Al4V и нержавеющей стали 316L. Инициатива преследовала цель устранить несоответствия, возникающие из-за различий в системах АП, параметрах и вводимых оператором данных. Результаты сопоставили с несколькими стандартами ISO/ASTM, в итоге установив эталон для стандартизированных практик АП в высокорисковых полупроводниковых сферах применения.
В 2023 году ASTRO America совместно с GE, Honeywell и Pratt & Whitney запустила инициативу по упрощению процедуры квалификации мелких поставщиков 3D-печати для аэрокосмических цепочек поставок. Проект реализуется через America Makes при поддержке Министерства обороны США и направлен на разработку единого шаблона квалификации для металлической аддитивной печати. Это позволит решить проблему избыточности и разрозненности стандартов, применяемых разными OEM-производителями.
Проект, стандартизируя требования к квалификации установки и эксплуатации (IQ и OQ), также способствует снижению стоимости и сложности входа для малого и среднего бизнеса. В случае успеха он может ускорить внедрение AП в аэрокосмических проектах, одновременно улучшая согласованность и доступность во всей экосистеме оборонного производства.
Развитие стандартизации аддитивных технологий в России: достижения и перспективы
А теперь вернемся к отечественным реалиям. Россия активно формирует нормативную базу для АП, хотя процесс сопровождается системными вызовами. К началу 2025 года принято свыше 40 ГОСТов, разработанных при ведущей роли ключевых организаций: Росатом (через ООО «РусАТ» и АО «Наука и инновации»), НИЦ «Курчатовский институт» – ВИАМ, а также АО «Композит» (специализирующегося на ракетно-космическом секторе). Эти стандарты охватывают три ключевых направления:
Терминологию и базовые принципы, включая ГОСТ Р 57558-2025 — прямой аналог международного ISO/ASTM 52900, обеспечивающий гармонизацию с глобальными нормами;
Отраслевые спецификации, такие как ГОСТ Р 71759-2024 для титановых изделий в космической технике и ГОСТ Р 59131-2020 для алюминиевых сплавов в судостроении;
Контроль качества с акцентом на методы испытаний материалов (ГОСТ Р 57556-2017), неразрушающий контроль (ГОСТ Р 58598-2019) и квалификацию оборудования (ГОСТ Р 59184-2020).
Проблемы развития
Однако развитие сдерживается рядом проблем. Часть стандартов представляет собой слабые переводы зарубежных аналогов (например, ГОСТ Р 57589−2017) или избыточно адаптирована под узкие нужды заказчиков, таких как Роскосмос. Кроме того, сохраняется дефицит комплексных решений для сквозной сертификации процессов АП, аналогичных системе ASTM AMCC, что затрудняет межотраслевую интеграцию.
Вместе с тем нельзя не признать, что есть значимые подвижки. Активное внедрение международных норм подтверждается полным соответствием ГОСТ Р 57558-2025 стандарту ISO/ASTM 52900:2021. Программа национальной стандартизации на 2025 год, включающая разработку более 5000 документов, предусматривает утверждение новых ГОСТов для биопечати и композитных материалов до конца года. Усилия координируются через Совет по стандартизации при Росстандарте, который фокусируется на технологическом лидерстве и цифровой трансформации в рамках национальных целей развития.
К 2030 году планируется расширить работу Технического комитета ТК 016, отвечающего за электротехнику и смежные области, где заложено более 100 проектов по актуализации стандартов, включая интеллектуальные производственные технологии. Важным шагом стало введение ГОСТ Р 1.20-2025, унифицирующего разработку общероссийских классификаторов и повышающего совместимость государственных информационных систем.
Сравнение с инициативами ASTM: движемся к конвергенции
В отличие от межотраслевой гармонизации ASTM, сокращающей издержки производителей через единую сертификацию, Россия пока фокусируется на отраслевых ГОСТах. Однако движение к конвергенции с ISO/ASTM нарастает, особенно в терминологии и методах контроля. Критическая задача для РФ — преодолеть фрагментарность стандартов и создать сквозную систему оценки качества АП. Успех будет зависеть от скоординированных действий промышленности, регуляторов и научных институтов, а также ускорения интеграции этических принципов управления, таких как прозрачность и профилактика нарушений вместо «гиперконтроля».
Название «Хозяйка медной горы» — не просто красивая метафора, а глубокий символ, связывающий прошлое, настоящее и будущее одного из древнейших спутников человечества — меди. Оно отсылает нас к мудрым уральским сказам Павла Бажова, где могущественная дух-покровительница недр бережно хранит свои сокровища — малахит и медь — открывая их лишь тем, кто уважает камень и металл, обладает смелостью и мастерством. Аддитивное производство меди приобретает новые формы, даря нам возможность создавать сложные и уникальные изделия.
Мы выбрали это название потому, что медь — гораздо больше, чем просто один из ресурсов. Это почти одушевленная стихия со своим непростым «характером» и «капризами». Веками ее уникальные свойства — непревзойденная электропроводность и теплопроводность — определяли ее применение. Однако в эпоху аддитивных технологий медь долго оставалась «непокорной». Традиционные методы, такие как использование ИК-лазеров, разбивались о ее отражающую природу, словно сама Хозяйка Медной горы скрывала свои истинные возможности от непосвященных. Казалось, вековые преимущества металла стали его проклятием в мире 3D-печати, оставляя инженеров с несовершенными деталями.
О чем статья
Эта статья — рассказ о том, как ученые и инженеры нашли «волшебный ключ» к ее сокровищнице: лазеры видимого спектра — зеленые и синие. Они стали прорывом, позволившим не «укротить», а вступить в диалог с могущественной Хозяйкой, понять и принять ее природу. Благодаря им медь раскрыла прежде недоступный потенциал. Сегодня мы создаем невероятно сложные конструкции, о которых раньше лишь мечтали: от микроскопических теплоотводов с идеальной геометрией до моноблочных камер сгорания для космоса, работающих в экстремальных условиях.
Но суть названия глубже. Это не история покорения, а история сотрудничества. Успех пришел через глубокое уважение к материалу, понимание его физики и разработку технологий, которые работают с медью, а не против нее. Известный издревле металл, верный спутник цивилизации, обретает новую жизнь в самых передовых сферах и продуктах, как наземных, так и космических, становясь символом технологического возрождения.
Сегодня аддитивное производство меди переживает настоящий бум. Высокотехнологичные отрасли радикально переосмысливают проектирование и производство. Там, где раньше требовались десятки деталей, теперь печатают единые оптимизированные конструкции. Там, где инженерная мысль упиралась в жесткие ограничения, открывается простор для инноваций.
В этом увлекательном путешествии по миру современных медных технологий вы узнаете:
Как инженеры нашли способ «договориться» с капризной природой металла;
Какие революционные возможности открывает 3D-печать меди в различных отраслях;
Почему именно сейчас происходит переломный момент для аддитивного производства;
Какие невероятные перспективы ждут эту технологию в ближайшем будущем.
Это история не только о лазерах и принтерах, но и о людях, которые, преодолевая казавшиеся непреодолимыми барьеры, создают будущее уже сегодня.
Медь в аддитивном производстве: рынок, сферы применения и технологический прорыв
Рынок производства. Аддитивное производство меди
Рынок аддитивного производства меди переживает экспоненциальный рост. Согласно исследованиям AMPOWER, потребление медного и бронзового материала в 3D-печати составило 73 тонны в 2020 году, а к концу 2025 года прогнозируется скачок до 495 тонн — почти семикратное увеличение за пятилетний период. Этот взрывной рост обусловлен уникальными преимуществами аддитивных технологий при работе с медью, включая возможность создания сложных геометрических форм, недостижимых традиционными методами, сокращение материальных отходов и ускорение цикла прототипирования.
Сферы применения. Аддитивное производство меди
Ключевые секторы внедрения медной 3D-печати сфокусированы на трех стратегических направлениях:
В электродвигателях аддитивные технологии позволяют изготавливать оптимизированные обмотки со встроенными системами охлаждения, повышающие эффективность энергопередачи.
Теплопроводящие элементы, такие как микрорадиаторы и теплообменники с фрактальной геометрией каналов, демонстрируют на 25-40% лучшую теплопередачу благодаря свободе проектирования для аддитивного производства.
Аэрокосмическая отрасль использует 3D-печатные медные компоненты, (особенно сплавы GRCop), в камерах сгорания ракетных двигателей и системах терморегулирования, где критичны сочетание теплопроводности и жаропрочности.
Примеры различных элементов медных радиаторов, в том числе разработанных с помощью топологической (фрактальной) оптимизации, и изготовленных по технологии L-PBF (Constantin et al., 2020, Addit. Manuf., 35, 101268)
Традиционные сферы применения меди продолжают оставаться основой её промышленного значения. В электротехнике медь сохраняет статус незаменимого материала для производства проводов, печатных плат, трансформаторов и электродвигателей благодаря своей рекордной электропроводности (58-59 МСм/м). В теплообменных системах её используют при изготовлении радиаторов, трубопроводов HVAC (от англ. Heating, Ventilation and Air Conditioning — это специализированные трубные системы, используемые в системах отопления, вентиляции и кондиционирования воздуха) и микромодулей охлаждения, где решающее значение имеет исключительная теплопроводность (401 Вт/(м·К)). В машиностроении медные сплавы находят применение в подшипниках, направляющих и износостойких элементах транспортных систем, тогда как энергетическая отрасль использует их в силовых кабелях и фотоэлектрических установках. Эти традиционные направления применения, усиленные возможностями аддитивных технологий, создают мощный синергетический эффект, открывающий новый этап промышленной революции.
Материалы для аддитивного производства меди
Материалы для аддитивного производства меди разделяются на два ключевых типа. Чистая медь (99,9% Cu) обладает рекордной электропроводностью (58–59 МСм/м), однако её обработка традиционными методами затруднена из-за крайне высокой отражательной способности в инфракрасном диапазоне.
Как подчеркивает эксперт Константин Бабкин из Института лазерных и сварочных технологий СПбГМТ, для сравнения электропроводности материалов используют международный стандарт IACS (от англ. International Annealed Copper Standard), где 100% соответствует проводимости отожжённой меди. Например, специализированный сплав БрХЦр (CuCrZr), содержащий 99% меди, 1% хрома и циркония, демонстрирует проводимость не менее 86% IACS. Его теплопроводность составляет ~330 Вт/(м·К) против 401 Вт/(м·К) у чистой меди, термостойкость достигает 400°C, а предел прочности — 450 МПа, при этом сохраняя технологичность обработки.
Сплав БрХЦр
Сплав БрХЦр широко применяется в теплообменниках и электротехнических компонентах, тогда как чистая медь остаётся незаменимой для сверхнагруженных элементов: обмоток с высокой плотностью тока и критических узлов теплоотвода. Хотя свойства сплава несколько уступают чистой меди (электропроводность ниже на 14 процентных пунктов по IACS), его преимущества — возможность повторного использования порошка, совместимость со стандартным оборудованием и высокая производительность. Ключевой момент — обязательная термическая обработка готовых изделий.
Для экстремальных условий, особенно в аэрокосмической отрасли, сплавы GRCop-42/84 (Cu-Cr-Nb), разработанные NASA, демонстрируют исключительные свойства: теплопроводность 300–320 Вт/(м·К), рабочую температуру до 800°C и предел прочности 550 МПа.
Этот баланс между функциональностью и технологичностью определяет выбор материалов для конкретных задач аддитивного производства.
Узнать подробнее про технологии аддитивного производства меди можно тут.
1. Беспилотные летательные аппараты и комплексы
2. Робототехнические комплексы
3. Биотехнологии
4. Вооружение и средства РХБ защиты
5. Вооружение и техника Военно-морского Флота
6. Вооружение и техника Воздушно-десантных войск
7. Вооружение и техника Воздушно-космических сил
8. Вооружение и техника Ракетных войск стратегического назначения
9. Вооружение и техника Сухопутных войск
10. Двигателестроение в оборонно-промышленном комплексе
11. Информационные, телекоммуникационные и навигационные технологии, геоинформационные системы
12. Тренажеры, симуляторы, технические средства обучения и обеспечения боевой подготовки в ВС. Полигонное оборудование
13. Материалы и комплектующие в оборонной промышленности
14. Станкостроение, машиностроение и приборостроение в интересах оборонно-промышленного комплекса
15. Медицинское обеспечение Вооруженных Сил
16. Модернизация и ремонт вооружения, военной и специальной техники
17. Нелетальное оружие
18. Обеспечение безопасности военных объектов и военной службы
19. Оборудование и технологии утилизации вооружения, военной техники и боеприпасов
20. Оптика. Оптико-электронное оборудование и системы. Лазерные технологии
21. Ракетно-космические комплексы. Аэрокосмические технологии. Космические исследования в интересах Вооруженных Сил
22. Спасательное оборудование для работы в условиях чрезвычайных ситуаций и катастроф, техника и средства пожаротушения
23. Спортивные сооружения, экипировка, инвентарь
24. Вооружение и техника инженерных войск
25. Средства индивидуальной и коллективной защиты
26. Средства массовой информации
27. Средства обеспечения деятельности военной полиции
28. Средства систем связи и автоматизированные системы управления войсками
29. Стрелковое оружие и средства ближнего боя
30. Строительство, капитальный ремонт, техническое содержание и эксплуатация материально-технической базы
31. Техника и оборудование Железнодорожных войск
32. Вооружение и техника радиоэлектронной борьбы
33. Материальное обеспечение войск
34. Электроника. Радиоэлектронные технологии
35. Энергетика. Интеллектуальная энергетика, водородная энергетика, микроисточники питания, аккумуляторные, технологии электрогенераторов
36. Ядерно-оружейный комплекс
37. Система военного образования
Конвергентум 2025 — это главный форум аддитивного производства в России, который пройдет 2–3 сентября 2025 года в Москве при поддержке Минпромторга и Правительства Москвы.
Мероприятие объединит бизнес, государство и технологических лидеров для демонстрации инновационных решений, обсуждения кейсов внедрения 3D-печати в промышленность и поиска новых партнерств.
Участников ждут живые демонстрации, нетворкинг, закрытые секции и интерактивные форматы, направленные на ускорение технологического прорыва в отрасли.
Это единственное в России специализированное мероприятие, организованное аддитивными компаниями, фокусирующееся на практической интеграции аддитивных технологий в промышленное производство.
На форуме технологические лидеры, инженеры и отраслевые эксперты совместно решают задачи внедрения 3D-печати в реальные технологические процессы, а также синергию с другими передовыми технологиями и формируют новые стандарты для авиакосмоса, машиностроения, энергетики и ОПК через выставку оборудования, рабочие сессии и кейсы промышленного применения.
Для кого Конвергентум?
Для представителей промышленности, науки и образования мы предлагаем погрузиться в мир передовых технологий, изучить перспективные решения и вдохновиться успешными примерами применения аддитивных технологий в различных отраслях;
Для инвесторов форум позволит оценить перспективные направления развития аддитивных технологий, найти выгодные инвестиционные возможности и укрепить позиции вашей компании на динамично развивающемся рынке;
Для представителей государственной власти это возможность внести прямой вклад в разв`итие российской индустрии аддитивных технологий, участвуя в формировании эффективной государственной политики и поддерживая инновационные проекты, способствующие технологическому суверенитету страны.
Команда industry3d.ru от всей души поздравляет вас с Днём России!
12 июня — символ национального единства, силы и стремления к развитию. Мы ценим, что вместе с вами вносим вклад в прогресс отечественной промышленности, поддерживаем передовые технологии и помогаем реализовывать масштабные проекты.
Желаем вам уверенности в завтрашнем дне, стабильности, ярких идей и успешных решений! Пусть ваши планы воплощаются с высокой точностью, а каждый новый день приносит вдохновение и достижения!