
В пищевой промышленности, особенно в оборудовании для розлива пива и безалкогольных напитков, к наливным головкам предъявляются очень жёсткие требования:
- полное соответствие нормам пищевого контакта,
- высокая коррозионная стойкость,
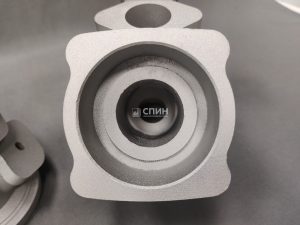
- сложная внутренняя гидравлика (каналы, переходы, уплотнительные поверхности),
- точные присоединительные размеры.
Традиционный путь — полная механическая обработка из монолитной заготовки — часто приводит к большому количеству снимаемого металла (до 70–80 %), длительным циклам обработки и высокой себестоимости при мелкосерийном производстве.
Реальный кейс пивоваренного завода
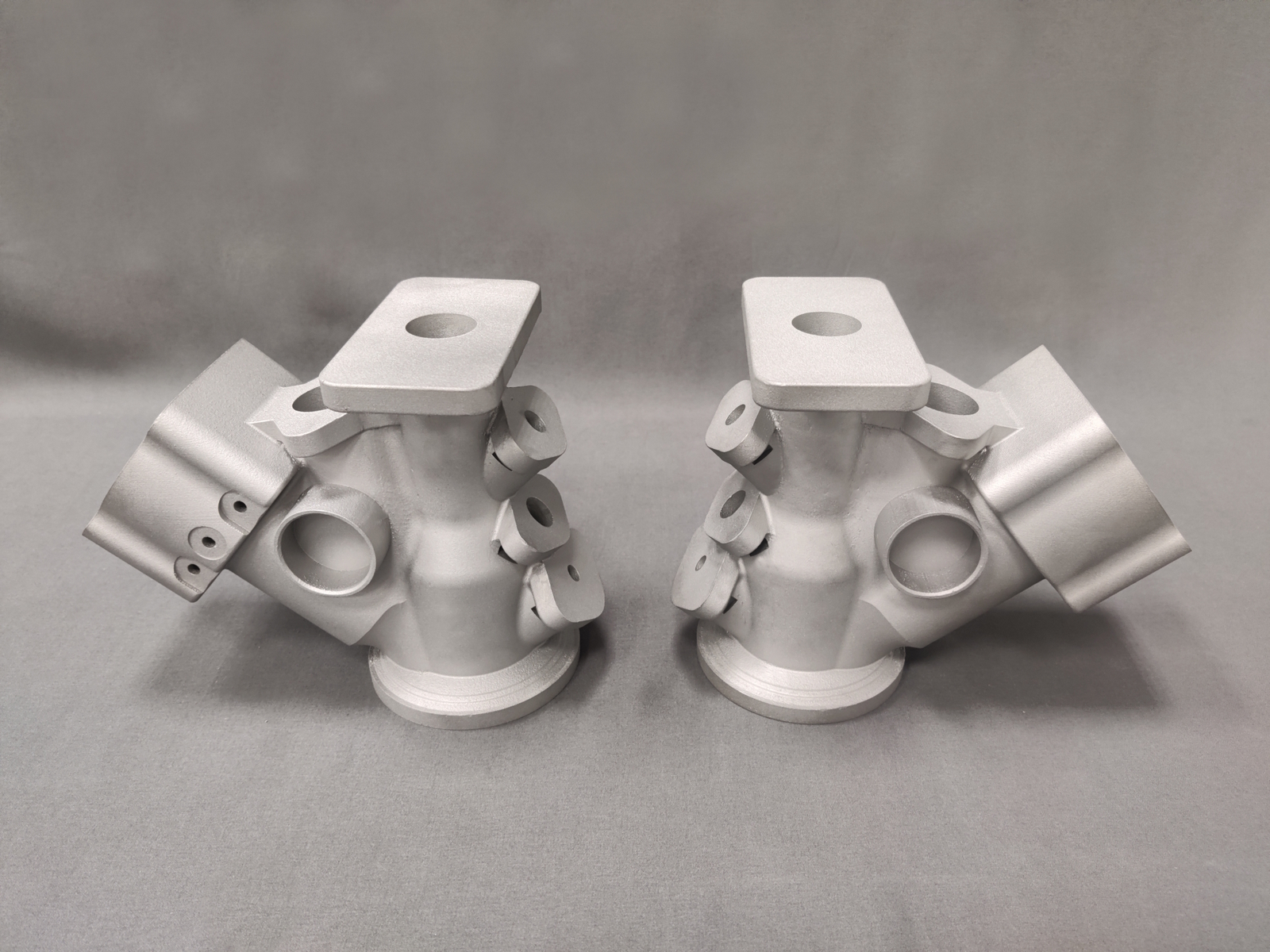
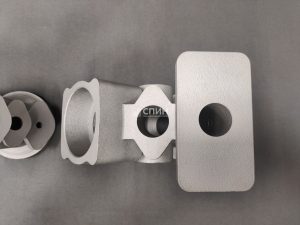
Задача: изготовить партию заготовок под чистовую фрезеровку для наливных головок розлива. Детали имеют сложную внутреннюю геометрию каналов и крепёжных элементов.
Выбранная технология — SLM (селективное лазерное плавление / Selective Laser Melting). Материал — пищевая нержавеющая сталь (AISI 316L или эквивалентная марка с сертификатом на пищевой контакт).
Основные этапы реализации
- DFAM-подготовка модели Модель оптимизировали под аддитивное производство: минимизировали объём поддержек, учли ориентацию для снижения остаточных напряжений, оставили равномерный припуск под последующую фрезеровку критических поверхностей.
- Печать на промышленном SLM-принтере Параметры слоя и стратегия сканирования подобраны для достижения плотности материала >99,5 % без крупных пор. Время печати одной партии (4 штуки) — 12 дней (с учётом 2-х деталей в камере).


- Постобработка 3D-печати металлом
- удаление несвязанного порошка,
- снятие поддержек,
- термообработка для снятия остаточных напряжений и стабилизации структуры,
- пескоструйная / дробеструйная обработка поверхности,
- при необходимости — HIP (горячее изостатическое прессование) для максимальной плотности. Общее время постобработки — 8 дней.


Итоговый срок от утверждённой 3D-модели до передачи заготовок на фрезеровку — около 20 рабочих дней.
Полученный результат
Заготовки переданы заказчику с припуском под чистовую обработку. После фрезеровки на станках с ЧПУ получены готовые наливные головки, полностью соответствующие чертежам и требованиям пищевой отрасли (шероховатость Ra < 0,8 мкм на функциональных поверхностях, отсутствие пор на каналах).








Почему именно гибрид SLM + мехобработка оказался эффективным
- Снижение отходов материала — удаляется только припуск, а не 70–80 % заготовки, как при классической фрезеровке из прутка/плиты.
- Сокращение времени — особенно заметно при сложной внутренней геометрии, где традиционная обработка требует многоосевых станков и длительной программы.
- Гибкость — изменения в конструкции (например, оптимизация каналов под новый тип уплотнений) вносятся быстро и без переделки оснастки.
- Контроль качества — SLM позволяет получить плотный материал с минимальными внутренними дефектами после правильной постобработки.
- Экономика — при тиражах до 50–100 шт. гибридный подход часто оказывается дешевле полного фрезерования или литья по выплавляемым моделям.
Когда такой подход наиболее оправдан
- Мелкосерийное и среднесерийное производство (от 1 до 200 шт.).
- Детали с конформными каналами охлаждения / проточными каналами.
- Замена литья по выплавляемым моделям или полной мехобработки при необходимости быстрого запуска.
- Производство оснастки и функциональных компонентов пищевой, химической, фармацевтической отраслей.
Технология SLM в комбинации с механической доработкой продолжает активно внедряться в машиностроение и пищевое оборудование. Она особенно ценна там, где требуется баланс между скоростью, стоимостью и сложностью геометрии.
Если у вас есть похожие задачи — сложные детали из нержавеющей стали, титана или жаропрочных сплавов с жёсткими допусками — гибридные подходы на базе аддитивных технологий часто становятся оптимальным решением.
Основано на реальном кейсе. Подробности и технические детали можно изучить по ссылке.
Другие кейсы по 3д печати металлом можно посмотреть тут.




