
Аннотация
При изготовлении твёрдых сплавов WC–Co механические свойства получаемого изделия ухудшаются в присутствии пористых дефектов и фазы W2C, образующейся в результате разложения WC. Для получения изделий из твёрдого сплава без подобных дефектов в данном исследовании изучалось аддитивное производство методом горячей проволоки с лазерным нагревом с использованием спечённого стержневидного твёрдого сплава (WC–16 %Co). Для оценки влияния способа лазерного облучения на формируемый твёрдый сплав были реализованы два метода: метод с опережающим прутком (при котором лазер непосредственно облучает верхнюю часть прутка из твёрдого сплава) и метод с опережающим лазером (при котором лазер облучает зону между нижней частью прутка и подложкой).
При опережении прутком наблюдалось разложение WC в верхней части изделия, где лазер облучал непосредственно сплав, а также множество дефектов. Однако при опережении лазером разложение WC было подавлено, но элемент Fe из подложки проникал в формируемую структуру, вызывая снижение твёрдости. Создание промежуточного слоя из сплава на основе Ni для подавления влияния подложки позволило получить изделие из твёрдого сплава WC–Co с достаточной твёрдостью свыше 1400 HV без разложения WC и каких-либо дефектов.
Основные результаты
- Разработан новый метод аддитивного производства методом горячей проволоки с лазерным нагревом с использованием спечённых прутков из твёрдого сплава.
- Прямое лазерное облучение твёрдого сплава вызывает разложение WC.
- Промежуточный слой из сплава на основе Ni предотвращает деградацию свойств структуры твёрдого сплава.
1. Введение
Твёрдые сплавы WC–Co находят широкое применение в различных областях, включая режущий инструмент и строительный инструмент, благодаря высокой твёрдости и износостойкости. Твёрдость сплавов WC–Co зависит от размера зёрен WC и соотношения WC и Co. В общем случае твёрдость выше при меньшем размере зёрен WC и более низком содержании Co [1, 2]. Твёрдые сплавы WC–Co, как правило, изготавливаются методом порошковой металлургии. Этот метод включает прессование порошков WC и Co при высоком давлении с последующим спеканием посредством термической обработки, что позволяет получать изделия с минимальным количеством дефектов. Однако при производстве крупных изделий из твёрдого сплава выход годной продукции и коэффициент использования материала невысоки, что делает процесс дорогостоящим.
Свойства твёрдого сплава требуются лишь в ограниченных зонах, таких как режущая кромка, где необходима износостойкость, поэтому возможно существенное снижение стоимости изделий за счёт использования твёрдого сплава только в необходимых местах, либо за счёт применения многоматериального производства или аддитивного производства (АП), которое позволяет создавать изделия сложной формы. Кроме того, в то время как традиционные методы производства ограничивались максимальным размером изделия, определяемым размером печей спекания и аналогичного оборудования, появление аддитивного производства (АП) открывает возможность послойного изготовления крупных изделий из твёрдого сплава, которые ранее нельзя было произвести.
Благодаря указанным преимуществам ведутся исследования различных методов применения аддитивного производства к твёрдым сплавам, при этом основными изучаемыми методами являются плавление порошкового слоя (PBF), прямое подведение энергии (DED) и струйное нанесение связующего [3–8]. Объектами формирования часто являются изделия, целиком состоящие из твёрдого сплава, такие как режущие пластины или штамповый инструмент [5, 9]. Также исследуется многоматериальное аддитивное производство, сочетающее твёрдый сплав с другими материалами, однако примеры таких работ немногочисленны и изучены лишь ограниченные комбинации материалов [10, 11]. Аддитивное производство (АП) методом PBF — это метод, при котором лазер высокой плотности энергии облучает порошковый слой, а порошок расплавляется и соединяется с соседним слоем.
Тонкая структура также формирует различную морфологию в зависимости от плотности энергии распределённого лазерного пучка [12–18]. В исследовании Ibe и др. [19] при использовании порошка WC–25Co было обнаружено, что микроструктура формируемого изделия имеет двухслойное строение, центрированное относительно точки лазерного облучения, при этом углерод и W₂C, образующиеся при разложении WC, обнаружены в области вблизи точки облучения. В твёрдом сплаве, изготовленном методом PBF, наблюдаются поры и укрупнённые частицы WC. Предложены также методы уменьшения пор с помощью термической обработки, и было показано, что термическая обработка способна устранить часть пор и трещин [20–22].
Аддитивное производство (АП) методом DED — это метод формирования изделий путём распыления порошка на подложку с последующим совместным нагревом порошка и подложки лазером. Он также используется при наплавке. При данном методе формирования также обнаружено укрупнение WC и наличие W₂C, образующегося при разложении WC [23, 24]. Ведутся исследования по снижению этих дефектов. Yamaguchi и др. [25] удалось уменьшить вакансионные дефекты путём добавления алюминия для связывания CO, образующегося при генерации W₂C. Кроме того, Liverani и др. [26] снизили количество пористых дефектов путём переплавки поверхности сформированного изделия между каждым слоем с помощью лазера. Тем не менее, ни в одном исследовании не удалось получить полностью бездефектную структуру твёрдого сплава.
Струйное нанесение связующего — это процесс, при котором связующий агент распыляется на порошковый слой для создания трёхмерного объекта. После создания объект скрепляется только связующим, поэтому необходимо спекание. Следовательно, удаление связующего и спекание вызывают значительное изменение объёма до и после создания объекта [27]. При реальном производстве необходимо прогнозировать и учитывать это изменение объёма. В изделиях, полученных струйным нанесением связующего, также могут возникать укрупнённые частицы WC и поры, и получить идеально однородный бездефектный твёрдый сплав затруднительно [28–32].
При аддитивном производстве с использованием порошка WC разлагается под действием лазерного облучения с образованием пористых дефектов и W₂C. Сам порошок также содержит пористые дефекты и примеси (W₂C и графит), отличные от WC и Co, и эти дефекты влияют на формируемое изделие. По этой причине получение бездефектного изделия из твёрдого сплава затруднительно [20, 33]. Кроме того, относительная плотность формируемого изделия ограничена примерно 98%, и получить изделие того же высокого качества, что и твёрдый сплав, используемый на режущей кромке, при АП с использованием порошка затруднительно.
В настоящем исследовании, для создания бездефектного изделия, в качестве исходного материала использовались прутки из твёрдого сплава, изготовленные методом порошковой металлургии. Такой подход позволяет осуществлять формирование с сохранением свойств спечённого прутка из твёрдого сплава (таких как размер зёрен WC и соотношение WC:Co). Кроме того, стержневой материал обладает меньшим количеством дефектов по сравнению с порошком твёрдого сплава. Формирование изделия осуществлялось путём лазерного облучения прутков из твёрдого сплава и подложки. Расплавить твёрдый сплав только с помощью лазера для создания формы, как это делается при DED на основе проволоки, затруднительно, так как диаметр прутка велик и твёрдость высока. Для решения этой проблемы был использован метод горячей проволоки, позволяющий нагревать пруток из твёрдого сплава перед формированием.
Метод горячей проволоки применяется в сварке и заключается в нагреве подаваемого материала (как правило, проволоки) до температуры, близкой к температуре плавления, путём пропускания электрического тока. Поскольку подаваемый материал нагревается перед подачей в сварочную ванну, достигается высокоэффективная сварка с низким тепловложением [34–36]. В последние годы метод горячей проволоки также применяется в АП, и различные материалы используются для высокоэффективного формирования с уменьшенным термическим воздействием [37–41]. Метод горячей проволоки может применяться к любому материалу или форме, которые могут быть нагреты электрическим током, и даже к крупноразмерным пруткам из твёрдого сплава, используемым в данном исследовании. Кроме того, температуру можно регулировать изменением тока.
При формировании твёрдого сплава избыточное тепловложение может вызвать разложение WC, приводящее к дефектам. Это ожидается и при подаче и формировании спечённых прутков из твёрдого сплава. Поэтому в данном исследовании выяснялось влияние метода лазерного облучения на структуру формируемого изделия. Кроме того, поскольку было установлено, что сталь, используемая в качестве подложки, оказывает негативное влияние на формируемое изделие, был испытан метод с размещением промежуточного слоя между подложкой и формируемым изделием. Материал промежуточного слоя должен быть совместим с твёрдым сплавом. Co и Ni часто используются в качестве связующих для твёрдых сплавов [42]. Поэтому было исследовано использование сплава на основе Ni в качестве промежуточного слоя. Явления, происходившие при различных методах формирования, исследовались путём наблюдения микроструктуры, анализа состава и структурного анализа полученных твёрдых сплавов.
2. Материалы и методика эксперимента
2.1. Материалы и образцы
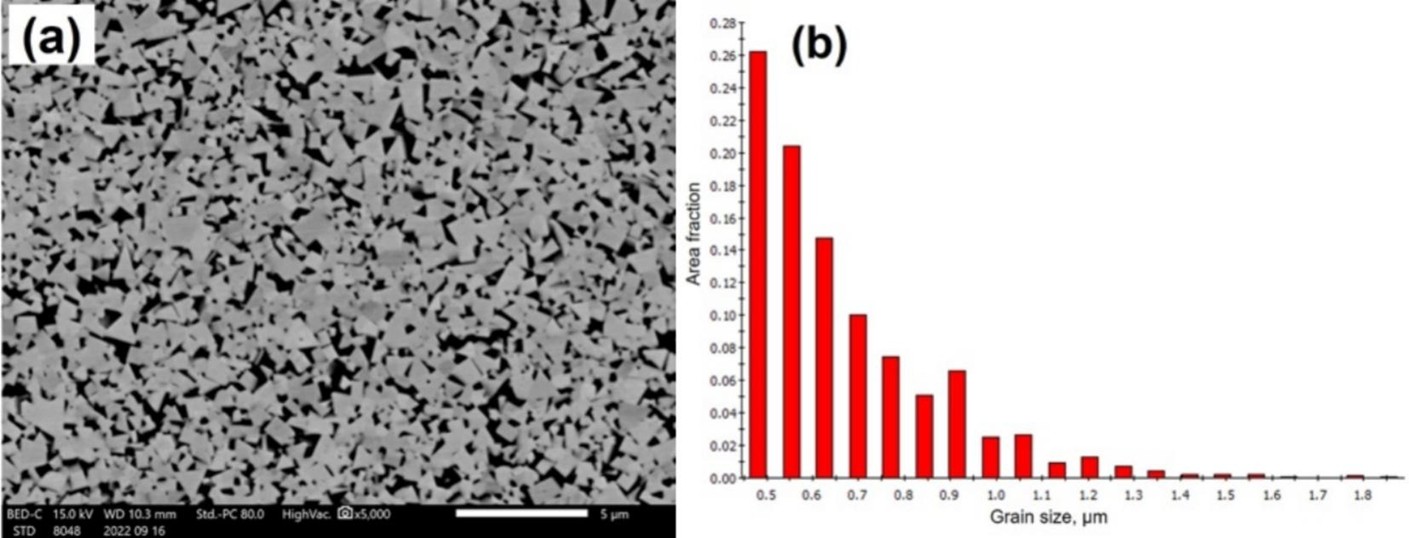
В данном исследовании в качестве основного материала (подложки) использовалась сталь S50C (JIS G 4051) толщиной 10 мм, а промежуточный слой формировался на подложке из проволоки из сплава на основе Ni (ASTM B435) диаметром 1,2 мм. Химические составы подложки и проволоки для формирования промежуточного слоя приведены в табл. 1. Для наращивания изделия использовались прутки из твёрдого сплава WC–Co диаметром φ2,7 мм состава WC–16 %Co (производства Mitsubishi Materials Hardmetal Corporation) со средним диаметром зерна 0,64 μm. На рис. 1(a) представлено изображение, полученное на сканирующем электронном микроскопе (SEM), прутков из твёрдого сплава, а на рис. 1(b) — распределение размеров зёрен.
Таблица 1. Химический состав основного материала и присадочной проволоки.
| Материал, масс. % | C | Si | Mn | P | S | Fe | Ni |
| Подложка S50C | 0,47–0,53 | 0,15–0,35 | 0,60–0,90 | <0,030 | <0,035 | Осн. | <0,20 |
| Проволока ASTM B435 | 0,07 | 0,42 | 0,48 | 0,005 | <0,002 | – | Осн. |
2.2. Методика эксперимента
Для использования прутка из твёрдого сплава диаметром 2,7 мм при формировании необходимо большое лазерное пятно. Поэтому в качестве источника лазерного нагрева был использован диодный лазер (модель Laserline LDF-6000). При необходимости увеличения лазерного пятна в соответствии с методом формирования использовалось прямоугольное лазерное пятно, получаемое с помощью технологии формирования луча. Для подачи тока на пруток из твёрдого сплава использовался источник питания горячей проволоки (Babcock-Hitachi модель IV1320) с импульсной формой тока при частоте 100 Hz и скважности 50 %. Ток нагрева прутка устанавливался на значение, при котором пруток размягчался даже без тепловложения от лазера, исходя из результатов предварительных экспериментов. Для предотвращения окисления формируемого изделия использовалась защита аргоном. Аргон подавался со скоростью 30 L/min через сопло, расположенное над прутком из твёрдого сплава.
Эксперименты проводились с использованием двух методов лазерного облучения для определения влияния каждого метода на структуру изделия из твёрдого сплава. Двумя методами были: метод с опережающим прутком и метод с опережающим лазером. Схемы экспериментов для каждого метода лазерного облучения представлены на рис. 2(a) и (b), а экспериментальные условия для каждого метода — в столбцах (a) и (b) табл. 2. Для метода с опережающим прутком использовалось прямоугольное лазерное пятно площадью 2,0 мм × 3,0 мм, которое было шире диаметра прутка из твёрдого сплава, для непосредственного облучения прутка лазером таким образом, чтобы подложка также получала тепловложение от лазера. Для метода с опережающим лазером использовалось лазерное пятно диаметром 2,0 мм, которое было меньше диаметра прутка из твёрдого сплава, для облучения зоны между прутком и подложкой. Кроме того, при методе с опережающим лазером за направлением формирования размещались медные ролики с водяным охлаждением для предотвращения отслаивания прутков и обеспечения охлаждающего эффекта.
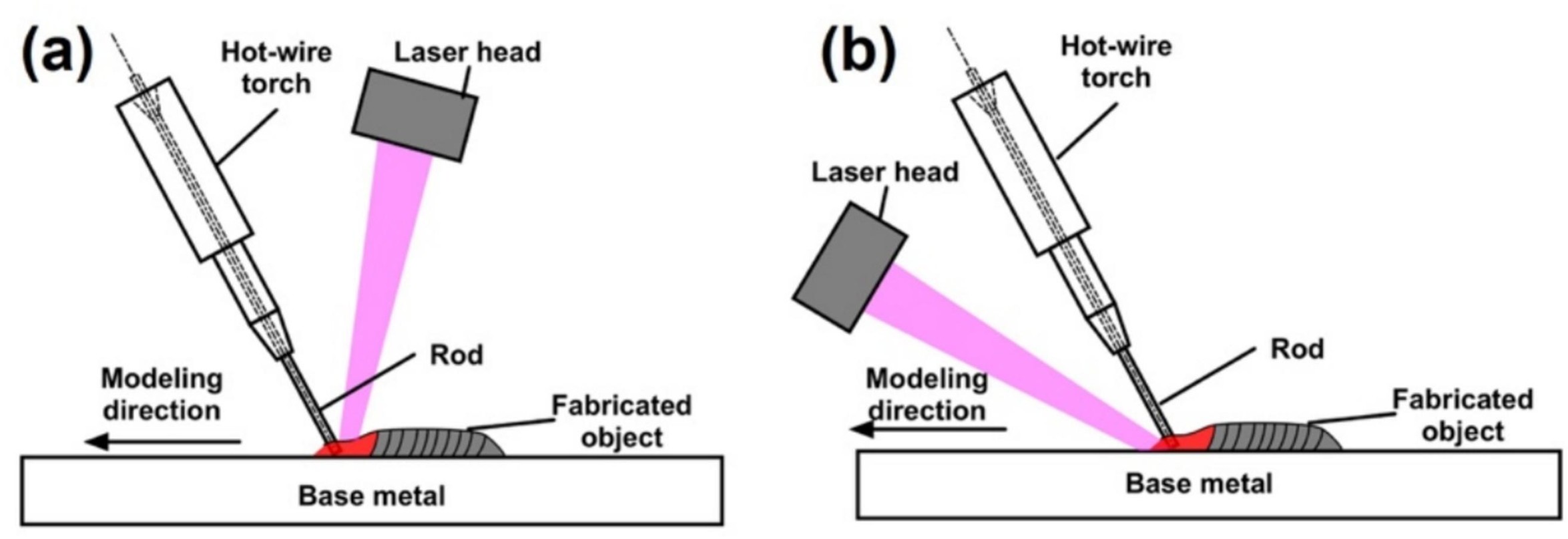
Таблица 2. Экспериментальные условия.
| Параметр | (a) | (b) | (c) |
| Тип процесса | Опережение прутком | Опережение лазером | Опережение лазером |
| Мощность лазера, kW | 3,0 | 6,0 | 2,8 |
| Форма лазерного пятна, мм | 2,3 × 3,0 | φ 2,0 | 1,6 × 6,0 |
| Скорость процесса, m/min | 0,36 | 0,36 | 0,3 |
| Угол подачи прутка, ° | 45 | 45 | 45 |
| Скорость подачи прутка, m/min | 0,30 | 0,36 | 0,39 |
На основании результатов экспериментов по изучению методов лазерного облучения твёрдый сплав формировался на подложке с предварительно нанесённым промежуточным слоем из сплава на основе Ni в конфигурации с опережающим лазером. Промежуточный слой формировался методом горячей проволоки с лазерным нагревом. Фотография поперечного сечения сформированного промежуточного слоя представлена на рис. 3. Толщина промежуточного слоя составляет приблизительно 2 мм в центре, а зона термического влияния на подложке минимальна с тонким проплавлением. Экспериментальные условия были основаны на результатах экспериментов по изучению различных методов лазерного облучения, при этом мощность лазера и ток горячей проволоки были значительно снижены. Кроме того, для предотвращения прямого облучения прутка из твёрдого сплава лазером путём расплавления промежуточного слоя использовалось лазерное пятно площадью 1,6 мм × 6,0 мм — больше диаметра прутка из твёрдого сплава — для увеличения количества расплавленного материала промежуточного слоя. В столбце (c) табл. 2 приведены экспериментальные условия при использовании промежуточного слоя из сплава на основе Ni.

Процесс формирования наблюдался с помощью высокоскоростной камеры. На объектив высокоскоростной камеры устанавливался полосовой фильтр 730 nm для снижения влияния отражения лазерного луча. Структура сформированного твёрдого сплава наблюдалась путём резки и шлифовки изделия алмазным кругом с последующей полировкой алмазной пастой 1 μm. При анализах, где важным было состояние поверхности, поверхность обрабатывалась с помощью ионного полировального устройства (cross-section polisher) для удаления изменённого слоя. Для наблюдения поперечного сечения структуры использовался SEM (JEOL модель JSM-IT500HR), а для компонентного анализа — энергодисперсионная рентгеновская спектроскопия (EDX, JEOL модель EX-74600U4L2Q). Картины дифракции обратно рассеянных электронов (EBSD, AMETEK модель ORION) использовались для сравнения размеров зёрен WC до и после формирования. Кроме того, проводился рентгенофазовый анализ (XRD, Rigaku модель SmartLab) с использованием Co-излучения и Co Kβ-фильтра для проверки наличия или отсутствия W₂C и других веществ, образующихся при разложении WC. Измерения твёрдости по Виккерсу (FUTURE-TECH модель FM-300) проводились при нагрузке 500 gf в течение 15 с.
В некоторых экспериментах измерения температуры выполнялись с помощью мультисенсорной камеры. Мультисенсорная камера имеет четыре датчика со встроенными полосовыми фильтрами различных длин волн, а внутренняя оптическая система разделяет свет от объектива на четыре ветви. Яркость на каждой длине волны преобразуется в температуру методом двух длин волн. Этот метод позволяет измерять температуру без необходимости учёта излучательной способности объекта. Для измерения температуры использовались длины волн, далёкие от длины волны лазера, чтобы избежать влияния отражения лазера. Для измерения температуры использовались длины волн 650 nm и 850 nm, обеспечивавшие наименьший шум и наиболее надёжные показания среди различных комбинаций длин волн. Данное оборудование позволяет измерять температуру до 1800 °C.
3. Результаты и обсуждение
3.1. Влияние метода лазерного облучения
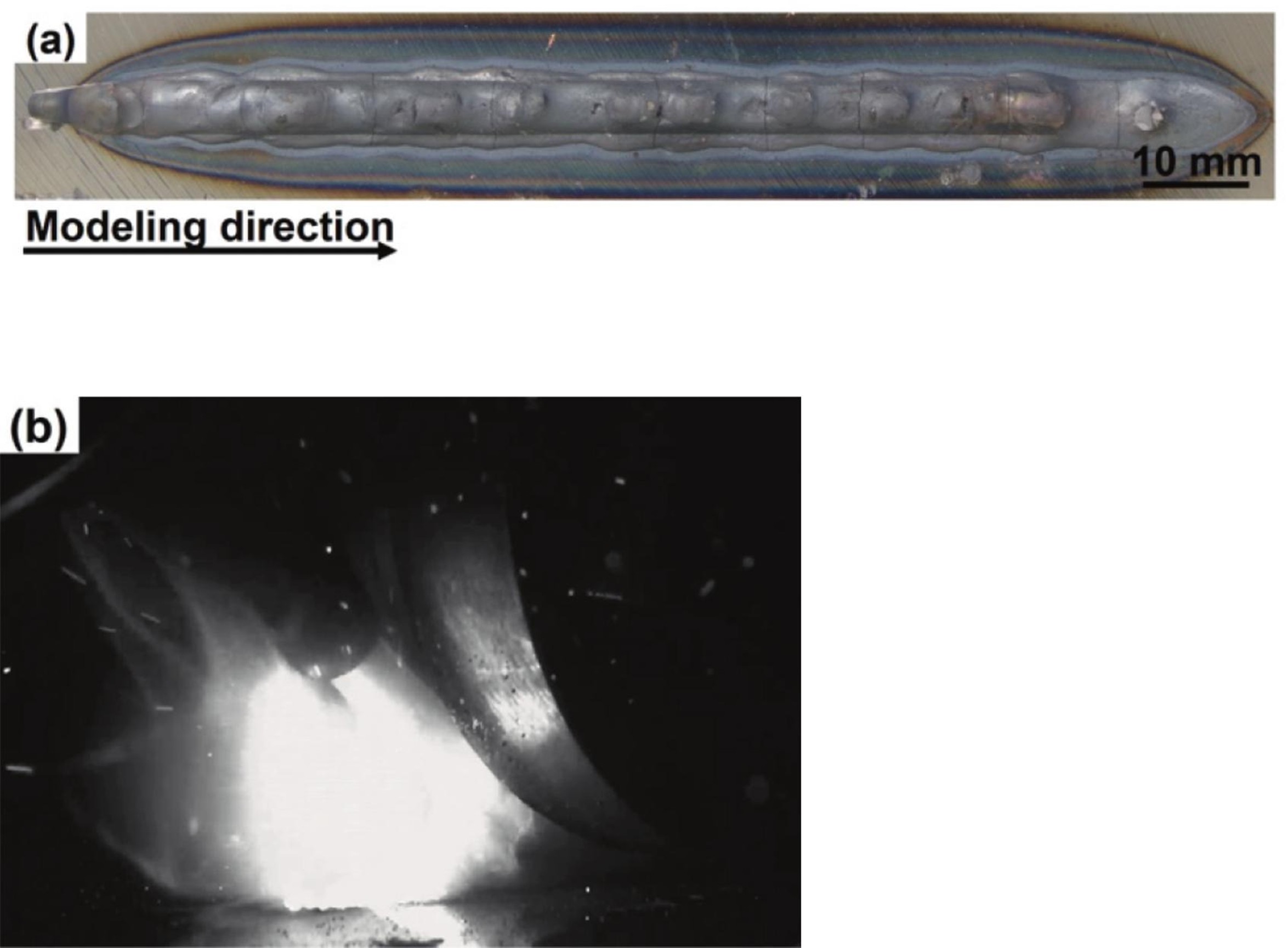
На рис. 4(a) представлено изделие из твёрдого сплава, изготовленное при условиях столбца (a) табл. 2, соответствующих методу с опережающим прутком. На изделии наблюдается множество пористых дефектов. Кроме того, в некоторых частях изделия возникли трещины. Изображение, полученное во время формирования (рис. 4(b)), показывает брызги и испарения в точке лазерного облучения.
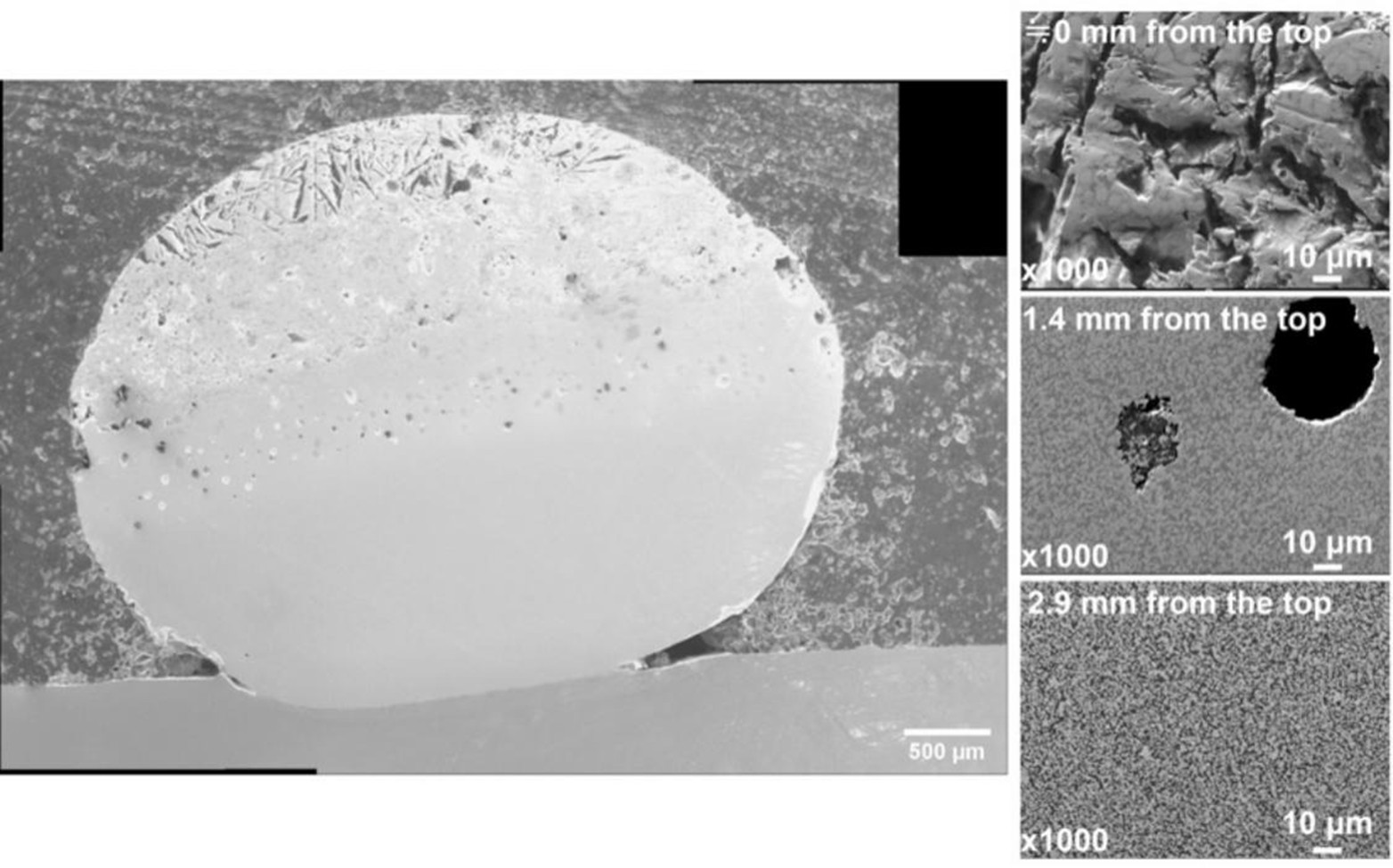
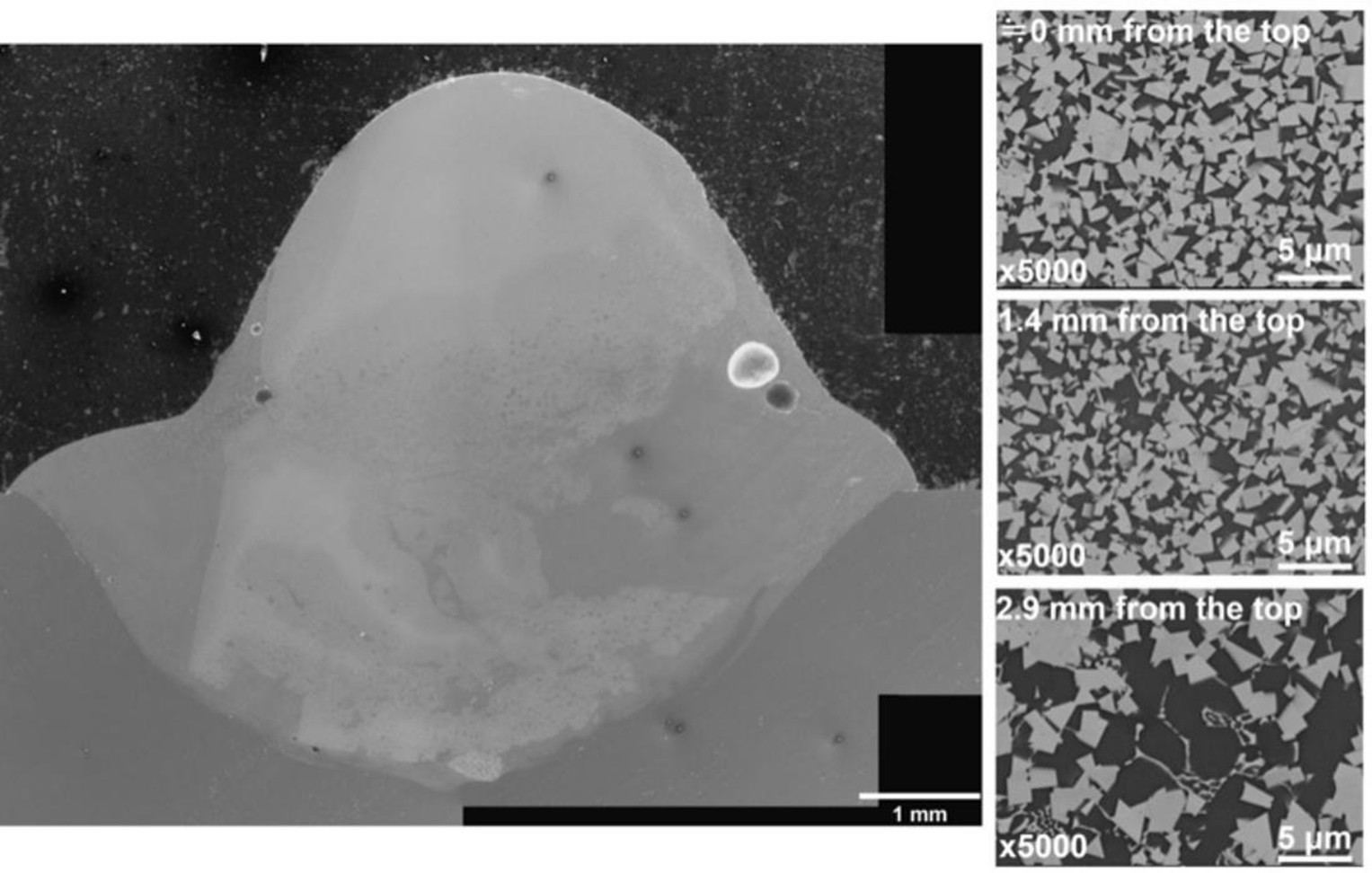
СЭМ-изображение поперечного сечения представлено на рис. 5. Многочисленные пористые дефекты возникли в верхней части наращенного слоя на глубину приблизительно 1,5 мм. Однако в нижней части наращенного слоя, не подвергавшейся тепловому воздействию лазера, мелкодисперсная структура частиц WC была сохранена без дефектов.
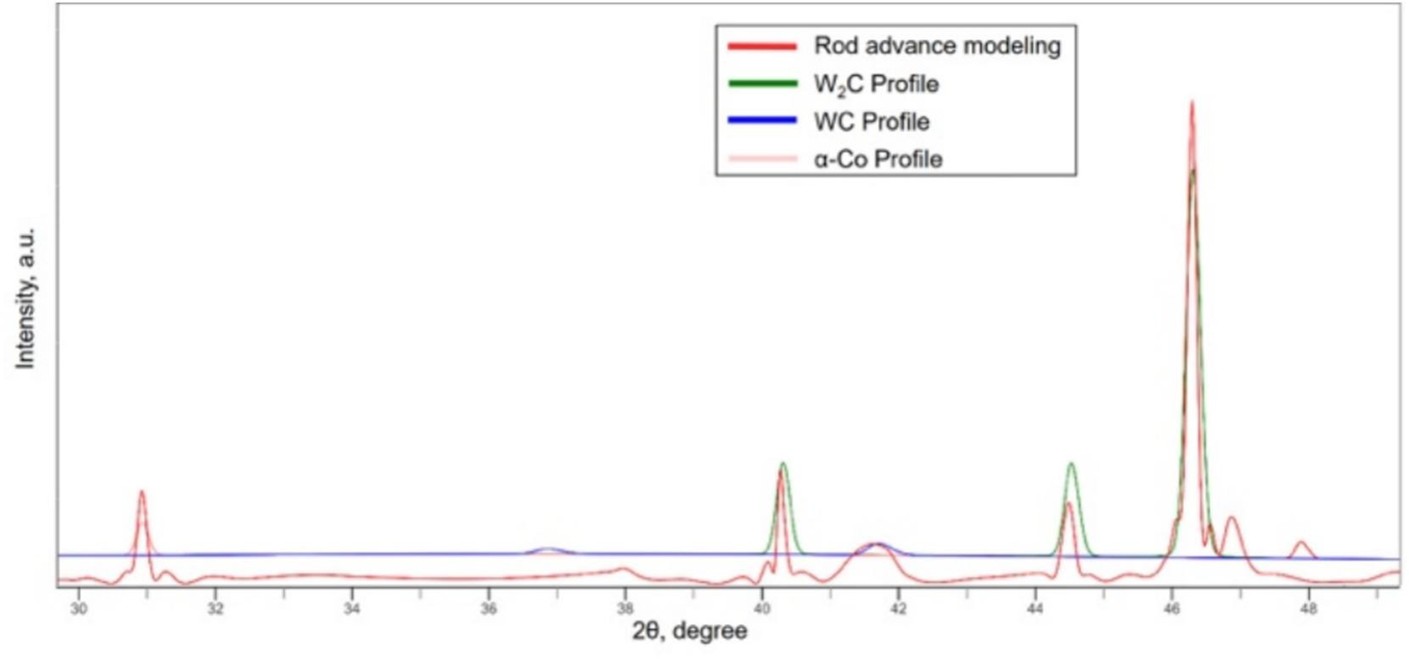
Результаты XRD для верхней части сформированного изделия представлены на рис. 6. Помимо пиков WC и Co, наблюдаются пики графита и W₂C, что подтверждает протекание разложения WC. Эти результаты указывают на то, что даже при использовании лазерного луча с большим пятном и низкой плотностью энергии разложение WC неизбежно при прямом облучении лазером прутка из твёрдого сплава.
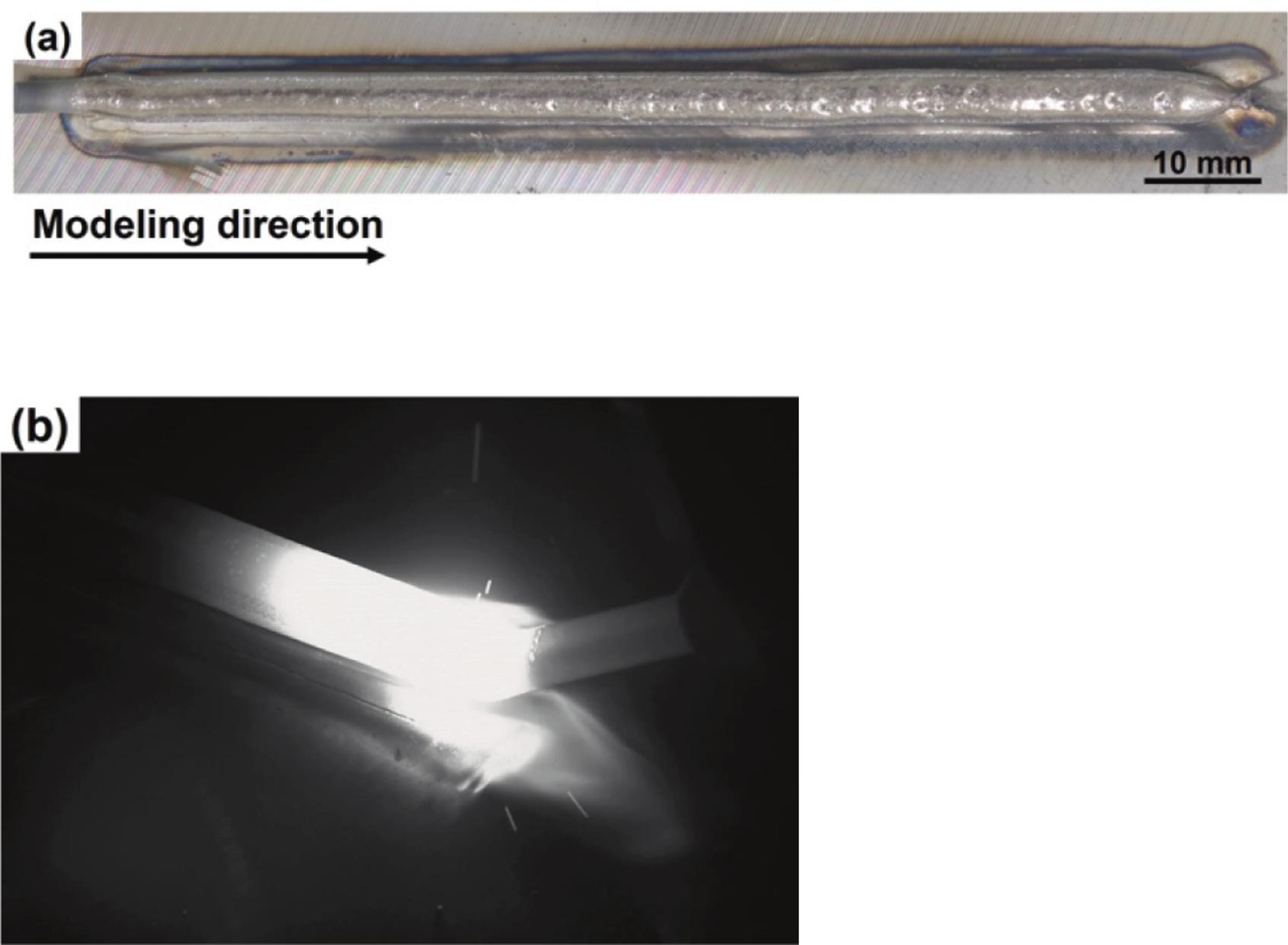
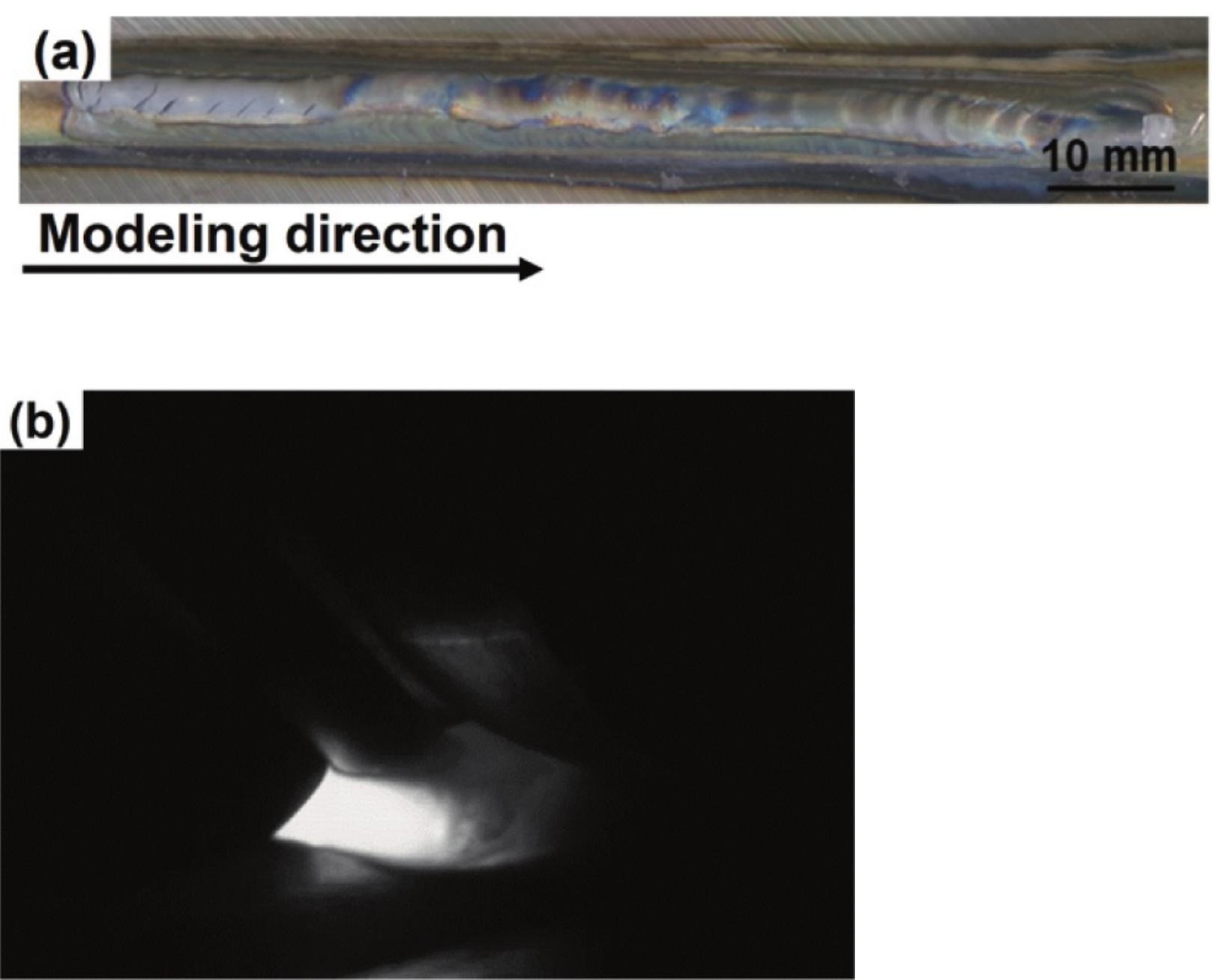
На рис. 7(a) представлено изделие из твёрдого сплава, сформированное при условиях столбца (b) табл. 2, соответствующих методу с опережающим лазером. На поверхности видны многочисленные трещины, а форма изделия нестабильна. Изображение процесса формирования (рис. 7(b)) показывает больше брызг и испарений по сравнению с методом с опережающим прутком.
СЭМ-изображение поперечного сечения представлено на рис. 8. Несмотря на то, что при формировании наблюдалось обильное выделение испарений, на поперечном сечении значительных дефектов не обнаружено. Хотя в наращенной области наблюдается некоторое количество пористых дефектов, графит, образующийся при разложении WC, не обнаружен. Средний размер зёрен WC составляет 1,0 μm, и в верхней части наращенного слоя наблюдается некоторый рост зёрен WC, измеренный методом EBSD.
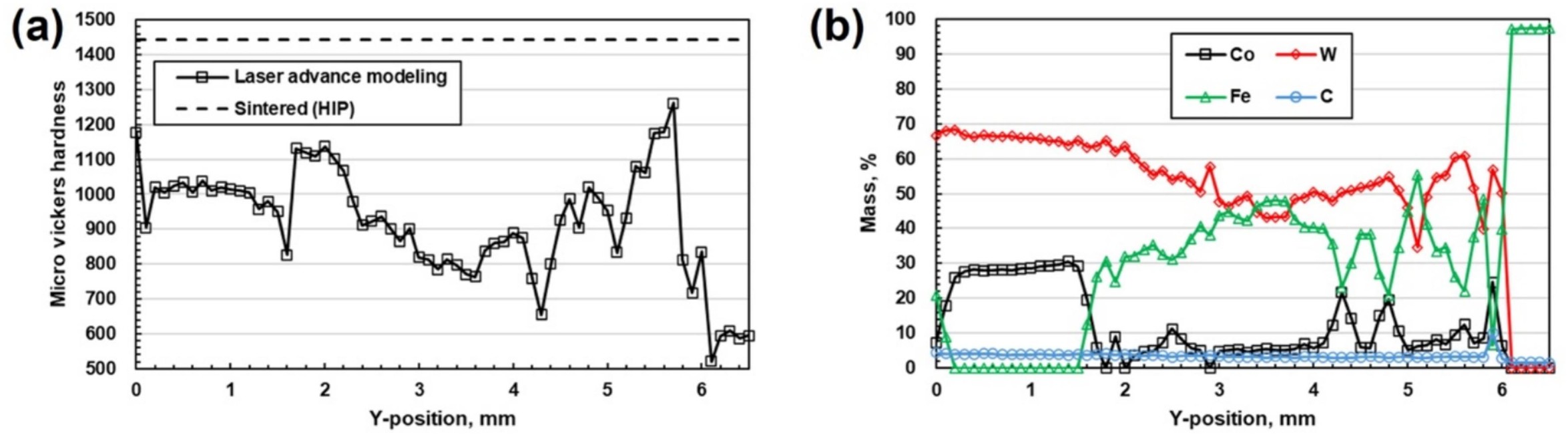
На рис. 9(a) представлена измеренная твёрдость по Виккерсу в вертикальном направлении сформированного изделия из твёрдого сплава. Даже в верхней части изделия, где при наблюдении поперечного сечения на SEM была сохранена относительно мелкодисперсная структура, твёрдость снижается до 1000 HV. Общая твёрдость составляет приблизительно 1000 HV при очень большом разбросе. Результаты EDX в той же области представлены на рис. 9(b). На глубине 1,5 мм сформированного прутка обнаружены только W и Co, и состав соответствует обычному твёрдому сплаву. Однако по сравнению с составом до формирования доля Co увеличилась с 16 % до приблизительно 30 %, что, по-видимому, привело к снижению твёрдости. На глубинах более 1,5 мм обнаружено большое количество Fe, и избыточное плавление подложки, вероятно, также повлияло на структуру твёрдого сплава.
Градиент концентрации Co оказывает существенное влияние на твёрдость сформированного прутка. Поскольку изменение концентрации Co очень велико, маловероятно, что оно вызвано диффузией, и, скорее всего, обусловлено массопереносом Co. Исследования массопереноса Co в твёрдых сплавах ведутся с 1980-х годов, и Lisovsky [43, 44] назвал это явление миграцией жидкой фазы (LPM), которая отличается от простых капиллярных и диффузионных явлений. Движущей силой этого массопереноса является давление миграции жидкой фазы pm, обусловленное уменьшением полной межфазной энергии системы вследствие разницы между межфазными энергиями на границах твёрдое–твёрдое (WC–WC) и твёрдое–жидкое (WC–Co). Изменение свободной энергии Гельмгольца системы выражено Lisovsky как:
(1)
где γsl — поверхностное натяжение между твёрдой и жидкой фазами, γss — поверхностное натяжение между твёрдыми фазами, а ΔAss — изменение площади контакта между твёрдыми фазами. Используя размер частиц d и объёмную долю жидкости u для преобразования вышеприведённого уравнения, можно рассчитать давление LPM Pm как:
(2)
где K — коэффициент, зависящий от формы частиц, а g — коэффициент, учитывающий изменение формы частиц при переносе жидкости. Результаты расчётов показывают, что массоперенос Co обусловлен различиями в количестве жидкости и размере частиц WC [45].
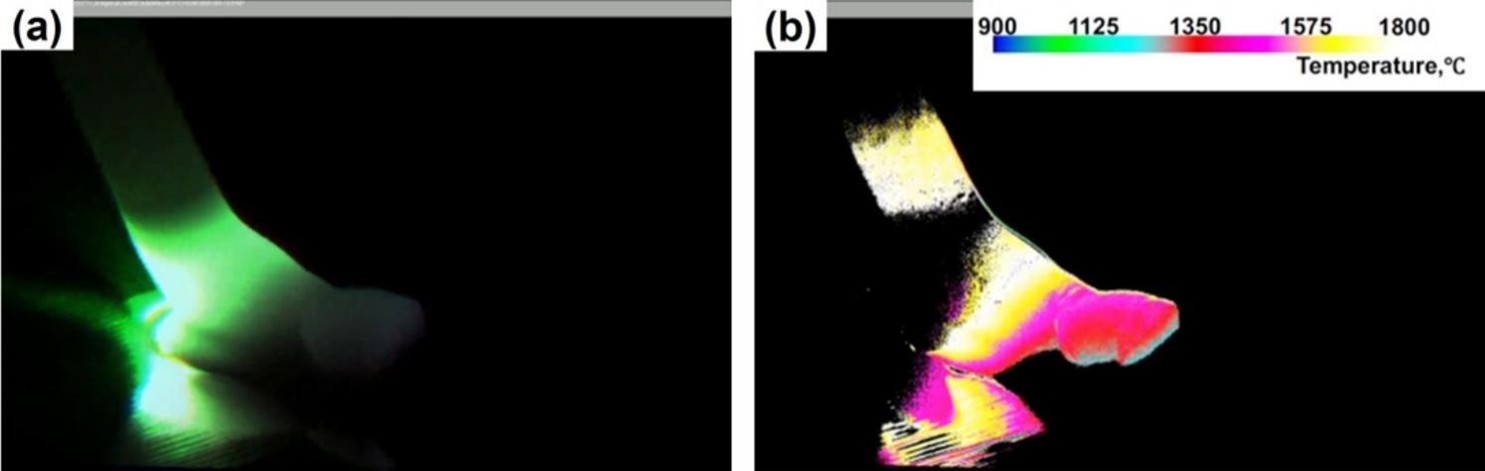
Массоперенос Co, наблюдавшийся в данном исследовании, по-видимому, вызван именно LPM. Поскольку различий в размере зёрен WC не было, массоперенос Co, вероятно, обусловлен различиями в доле жидкой фазы и поверхностном натяжении Co. На рис. 10(a) и (b) представлены четырёхволновое составное изображение и температурное изображение, полученные мультисенсорной камерой при формировании методом с опережающим лазером. Температура стационарной части модели находилась вне диапазона измерений, поэтому не была зафиксирована, но качественное распределение температуры считается примерно аналогичным. Результаты измерений выявляют большой температурный перепад между верхом и низом формируемого изделия и показывают, что нижняя часть изделия имеет более низкую температуру.
В данном исследовании мы считаем, что LPM обусловлена различием в поверхностном натяжении, вызванным этим температурным перепадом. Нижняя часть изделия, которая быстрее остывала за счёт теплопроводности к подложке, имела более низкую температуру, и существовала разница в доле жидкой фазы и поверхностном натяжении Co. В результате произошёл массоперенос Co, и, вероятно, сформировался значительный градиент концентрации. Мы полагаем, что можно было бы уменьшить градиент концентрации путём увеличения скорости охлаждения при формировании, однако генерация такого градиента концентрации неизбежна. Необходимо принимать меры, такие как использование прутка из твёрдого сплава с пониженной долей Co в расчёте на небольшое снижение твёрдости.
Приведённые выше экспериментальные результаты показывают, что при методе с опережающим прутком лазер непосредственно облучает пруток из твёрдого сплава, и вследствие разложения WC возникает множество дефектов. Однако при методе с опережающим лазером разложение WC не наблюдалось, но твёрдость снижалась при увеличении концентрации Co, а компонент Fe проникал в изделие из твёрдого сплава по мере плавления подложки, вызывая дополнительное снижение твёрдости. Поэтому для получения изделия из твёрдого сплава с более высокой твёрдостью и без дефектов необходимо подавлять проникновение компонентов подложки при одновременном снижении мощности лазера в процессе с опережающим прутком.
3.2. Использование промежуточного слоя из сплава на основе Ni
Эксперименты по изучению двух методов лазерного облучения показали, что при методе с опережающим лазером важно максимально подавить тепловложение от лазера и предотвратить проникновение материала подложки в твёрдый сплав. На рис. 11(a) представлено сформированное изделие. Хотя в начале наращивания имеется трещина, в конце наращивания трещин нет, что свидетельствует об изменении явлений в процессе формирования. Изображения, полученные высокоскоростной камерой в ходе процесса, представлены на рис. 11(b). Расплавленный промежуточный слой образует галтель с прутком из твёрдого сплава, так что лазерный луч не облучает пруток непосредственно. Брызг и испарений от зоны лазерного облучения не наблюдалось, и формирование было стабильным.
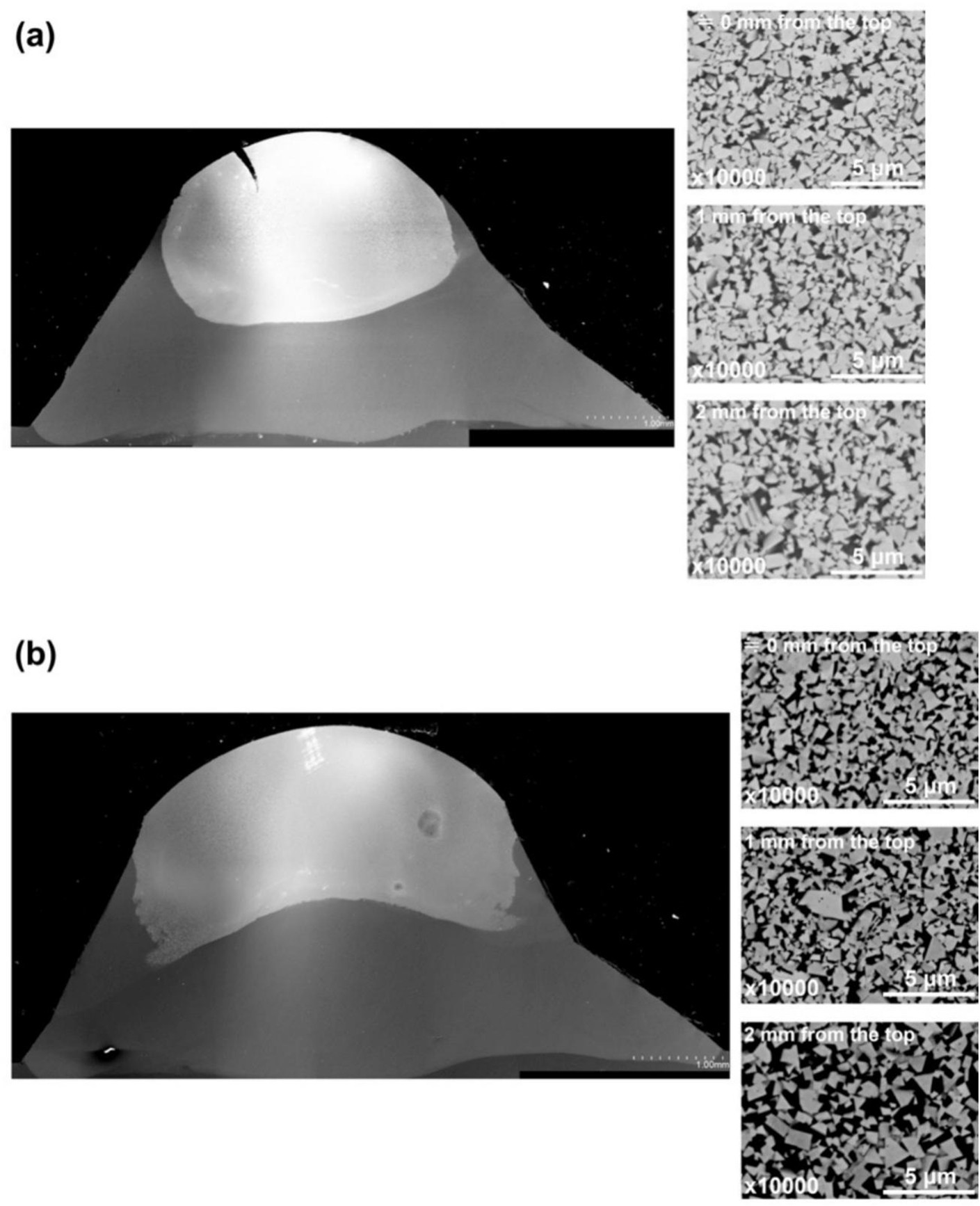
Наблюдались различия в явлениях формирования в начале и в конце процесса, поэтому наблюдения проводились как в начале, так и в конце. СЭМ-изображения поперечных сечений в каждой позиции представлены на рис. 12(a) и (b). В поперечном сечении в начале видна крупная трещина, однако других дефектов в части из твёрдого сплава не наблюдается. Поперечное сечение в начале подобно круглому сечению прутка из твёрдого сплава, тогда как сечение в конце полностью изменилось. В обоих сечениях структура твёрдого сплава сохраняет форму очень мелких частиц WC даже на расстоянии 2 мм от вершины сформированной части.
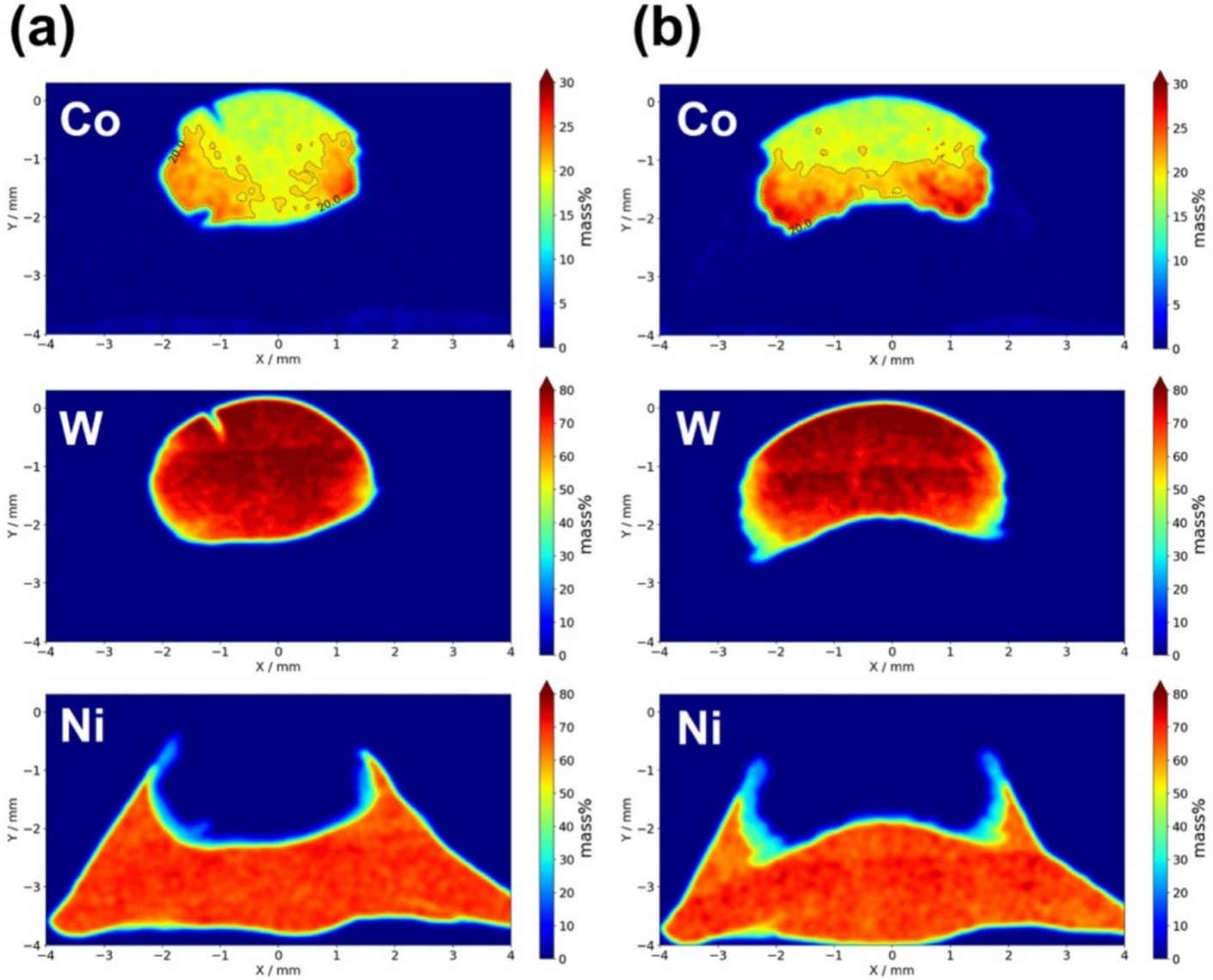
На рис. 13(a) и (b) представлены результаты EDX по компонентам Co, W и Ni в начале и в конце формирования. Co сконцентрирован в нижней части сформированного изделия как в начале, так и в конце. Ni, содержащийся в промежуточном слое, почти полностью отделён от W в нижней части твёрдого сплава. Эти результаты подтверждают, что промежуточный слой из сплава на основе Ni успешно подавил реакции с компонентами подложки и не оказал существенного влияния на структуру твёрдого сплава.
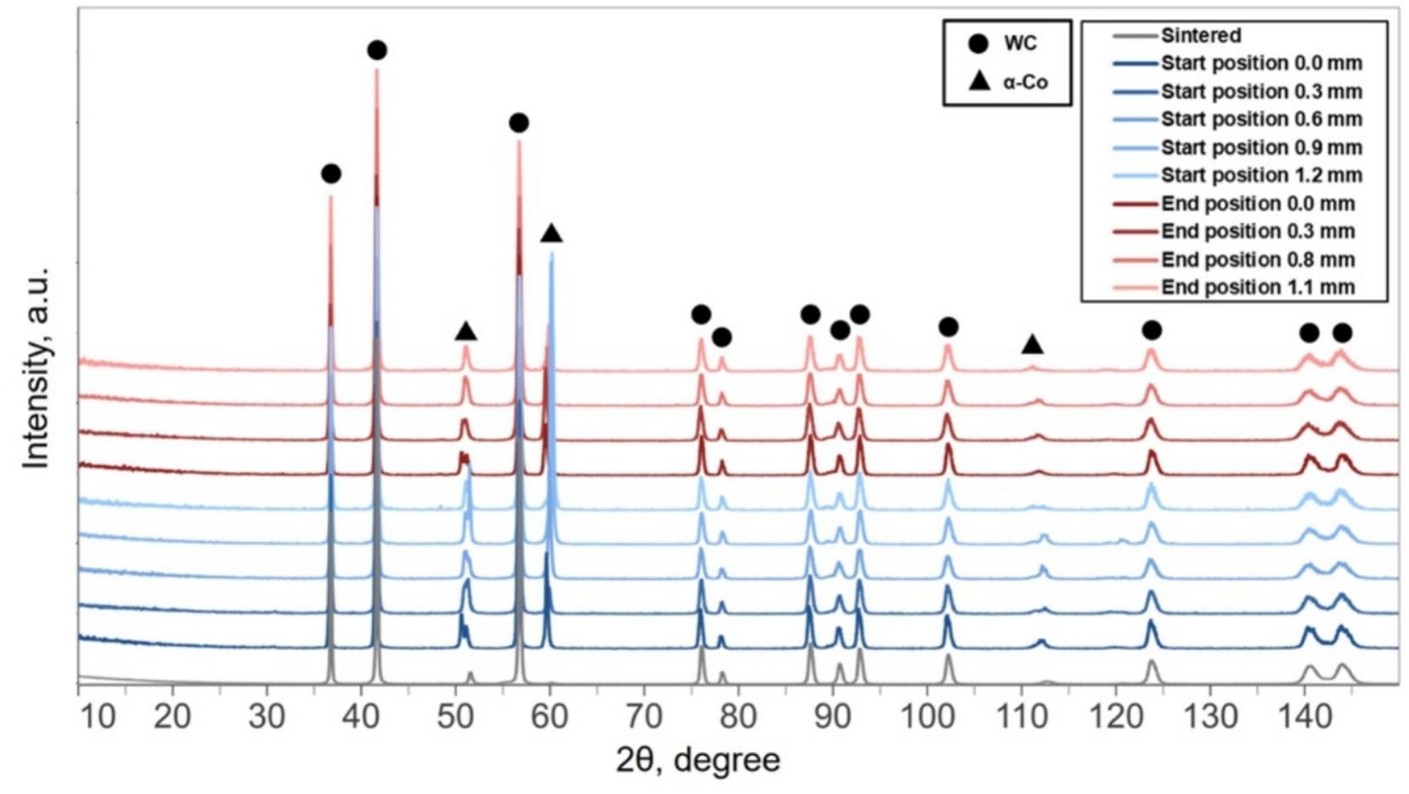
Результаты XRD, представленные на рис. 14, не показывают пиков, отличных от пиков WC и Co, ни в одной из позиций. Это также подтверждает, что в соответствии с результатами SEM и EDX не произошло образования фаз, связанных с разложением WC, таких как W₂C.
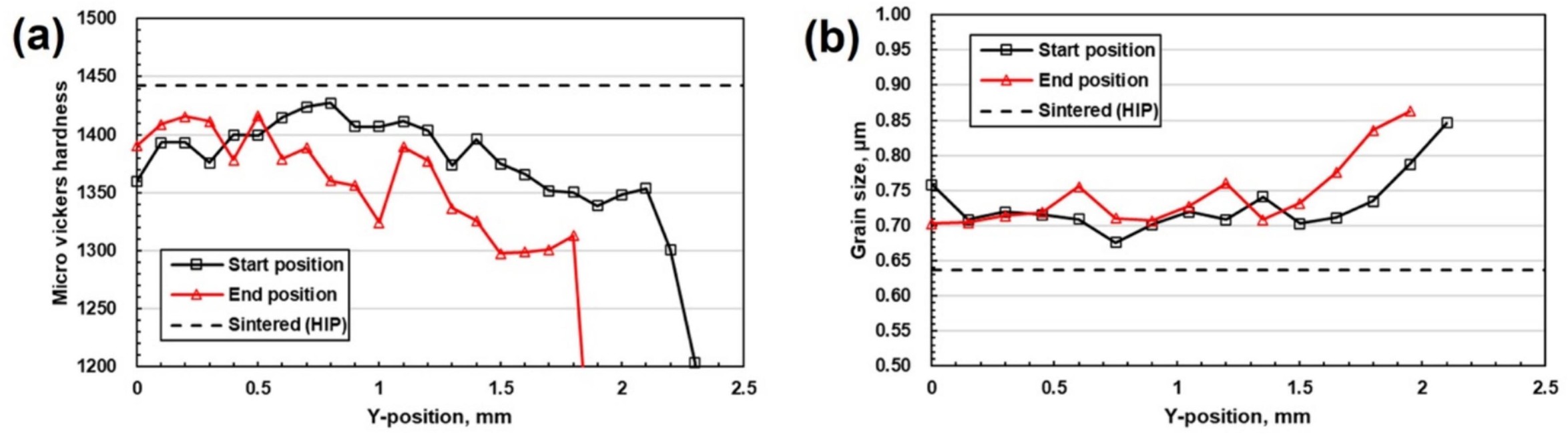
На рис. 15(a) представлена измеренная твёрдость по Виккерсу сформированного изделия в вертикальном направлении. Хотя наблюдается незначительное снижение твёрдости по сравнению со спечённым состоянием, изделие по-прежнему сохраняет очень высокую твёрдость — приблизительно 1400 HV. Твёрдость снижается в направлении глубины сформированного изделия, но остаётся высокой на глубину порядка 2 мм. Это снижение твёрдости, по-видимому, обусловлено уменьшением среднего свободного пробега WC, связанным с увеличением концентрации Co. Однако градиент концентрации Co меньше, чем у изделия, сформированного непосредственно на подложке без промежуточного слоя из сплава на основе Ni при методе с опережающим лазером, и снижение твёрдости сформированного изделия может быть подавлено. На рис. 15(b) представлен размер зёрен WC в вертикальном направлении сформированного изделия, измеренный методом EBSD. Наблюдается рост относительно начального размера зерна при спекании, но даже на глубине 2 мм в изделии размер составляет порядка 0,85 μm, что свидетельствует о сохранении микроструктуры частиц WC. Эта тенденция одинакова в начале и в конце формирования.
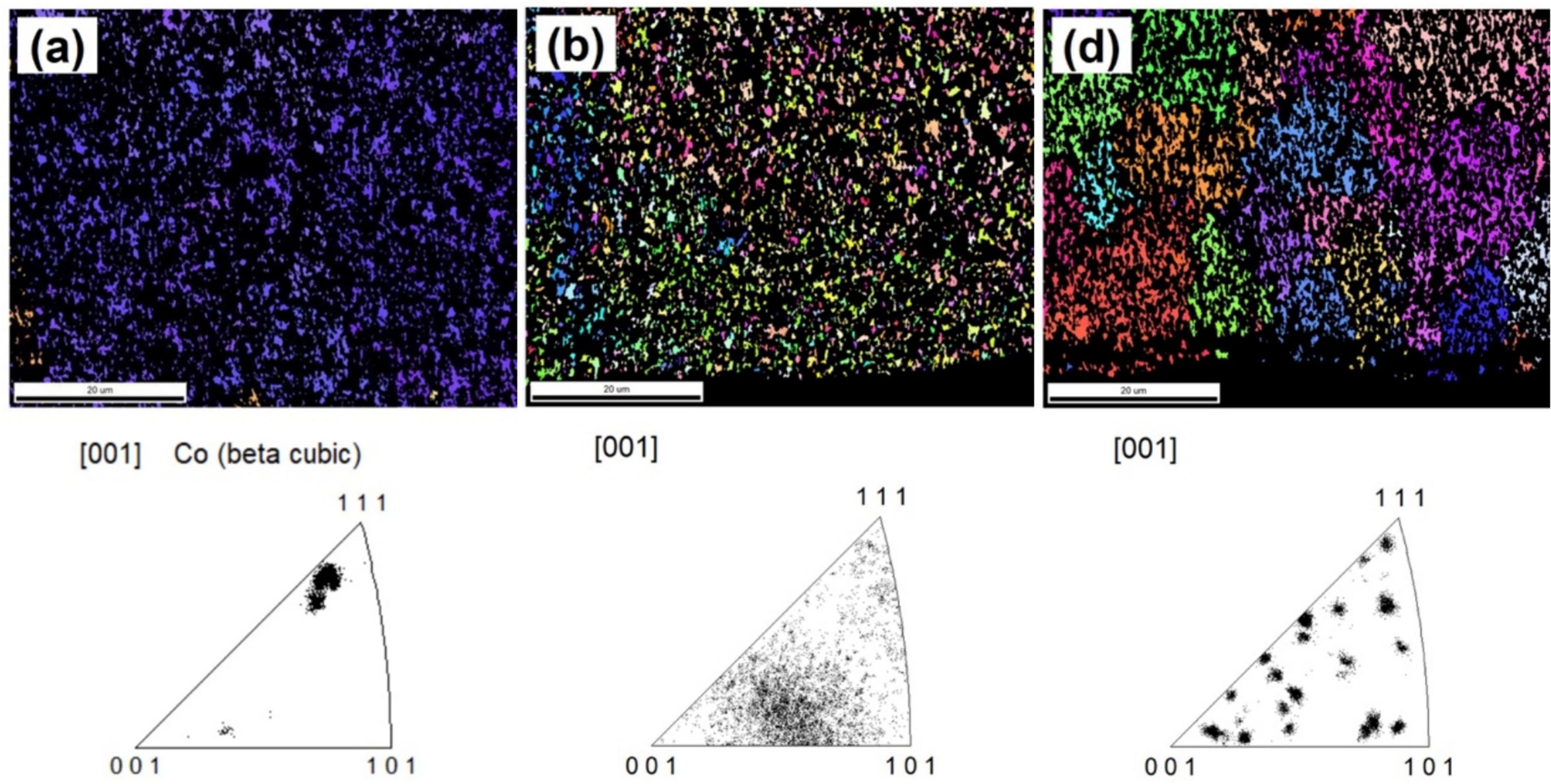
Различия в форме сформированного изделия наблюдались в начале и в конце процесса. Поскольку различий в размере частиц WC между началом и концом процесса не было, анализ EBSD проводился по фазе Co. На рис. 16(a), (b) и (c) представлены карты обратной полюсной фигуры (IPF) и распределения кристаллографической ориентации для прутка из твёрдого сплава, начала формирования и конца формирования. В твёрдом сплаве после спекания размер зёрен фазы Co велик. В масштабе, использованном для анализа, весь экран анализа представляет собой одно зерно, но в позиции начала формирования ориентация распределена вокруг определённого кристаллографического направления. Напротив, в конце формирования отчётливо видны множественные кристаллы. Из этого следует, что фаза Co не была полностью расплавлена в начале формирования и что кристаллическая структура в определённой степени унаследовала исходную ориентацию после формирования. Однако фаза Co была полностью расплавлена в конце формирования, и новая кристаллическая структура сформировалась в результате плавления и затвердевания.
Приведённые выше результаты показывают, что, вставив промежуточный слой из сплава на основе Ni и выполняя формирование методом с опережающим лазером, можно подавить разложение WC, которого невозможно избежать при традиционных методах, и успешно изготовить изделие из твёрдого сплава с твёрдостью, практически эквивалентной твёрдости спечённых материалов. Однако, поскольку дефекты наблюдались в начале формирования, очевидно, что важно выполнять наращивание при температуре прутка, превышающей температуру полного плавления фазы Co, но ниже температуры, при которой происходит рост зёрен или разложение WC.
Причиной различия явлений в начале и конце формирования, по-видимому, является повышение температуры в конце процесса из-за аккумуляции тепла в промежуточном слое и подложке при низкой скорости формирования. Возникновение дефектов можно подавить путём мониторинга температуры на конце прутка и соответствующего управления током горячей проволоки и мощностью лазера. Такая оптимизация процесса позволяет осуществлять формирование без изменения размера зёрен WC или соотношения WC:Co спечённого прутка из твёрдого сплава. Кроме того, варьируя свойства прутка из твёрдого сплава, используемого для формирования, можно свободно контролировать характеристики изделия.
4. Выводы
В данном исследовании методом горячей проволоки с лазерным нагревом было проведено аддитивное производство твёрдого сплава WC–16 %Co для изучения влияния метода лазерного облучения на механические свойства и микроструктуру получаемого твёрдого сплава WC–Co. С учётом результатов этих экспериментов твёрдый сплав затем формировался на промежуточном слое из сплава на основе Ni с целью получения бездефектного изделия из твёрдого сплава. Основные результаты и выводы данного исследования заключаются в следующем.
- При формировании методом с опережающим прутком (когда лазер облучает верхнюю часть наращиваемого слоя) в верхней части изделия из твёрдого сплава происходит разложение WC, приводящее к образованию многочисленных дефектов.
- При формировании методом с опережающим лазером (когда лазер облучает зону между подложкой и прутком из твёрдого сплава) расплавленная подложка предотвращает прямое лазерное облучение твёрдого сплава, что позволяет подавить разложение и укрупнение WC. Однако Fe из подложки проникает в твёрдый сплав, вызывая снижение твёрдости изготовленного изделия.
- При методе с опережающим лазером с промежуточным слоем из сплава на основе Ni промежуточный слой предотвращает проникновение компонентов подложки в твёрдый сплав. Кроме того, рентгенофазовый анализ (XRD) показал, что фазы, отличные от WC и Co, отсутствуют, что свидетельствует о получении бездефектного изделия из твёрдого сплава. Измеренная твёрдость верхней части изделия составила 1400 HV, что эквивалентно твёрдости спечённого материала.
- При методе с опережающим лазером с промежуточным слоем из сплава на основе Ni наблюдались различия в формировании и внешнем виде изделия в начале и конце процесса. Анализ EBSD показал, что в начале формирования кристаллы были ориентированы вокруг определённого направления. Однако, поскольку в конце формирования отчётливо наблюдались множественные кристаллы, фаза Co не была полностью расплавлена в начале процесса, и структура в определённой степени унаследовала исходную кристаллическую ориентацию. Напротив, в конце формирования фаза Co была полностью расплавлена, и новая кристаллическая структура сформировалась в результате плавления и затвердевания.
- Поскольку наблюдались изменения явлений формирования в начале и в конце процесса, важно проводить формирование при температуре выше температуры плавления Co, но ниже температуры, при которой происходит рост зёрен или разложение WC.
- Вертикальный градиент концентрации Co возникает в сформированном изделии при всех методах формирования. Предполагается, что это вызвано различием в доле жидкой фазы и поверхностном натяжении Co вследствие температурного градиента при охлаждении в процессе формирования, обусловливающего LPM.
Вклад авторов
Keita Marumoto: написание оригинального черновика, валидация, руководство, методология, исследование, формальный анализ, обработка данных, концептуализация. Takashi Abe: руководство, исследование, обработка данных. Keigo Nagamori: исследование, обработка данных. Hiroshi Ichikawa: руководство, ресурсы, привлечение финансирования. Akio Nishiyama: руководство, концептуализация. Motomichi Yamamoto: написание — рецензирование и редактирование, руководство, методология, привлечение финансирования, концептуализация.
Список литературы
[1] J. García, V. Collado Ciprés, A. Blomqvist, B. Kaplan, Cemented carbide microstructures: a review, Int. J. Refract. Met. Hard Mater. 80 (2019) 40–68, https://doi.org/10.1016/j.ijrmhm.2018.12.004.
[2] J. Gurland, P. Bardzil, Relation of strength, composition, and grain size of sintered WC-Co alloys, JOM 7 (1955) 311–315, https://doi.org/10.1007/BF03377497.
[3] A. Aramian, N. Razavi, Z. Sadeghian, F. Berto, A review of additive manufacturing of cermets, Addit. Manuf. 33 (2020) 101130, https://doi.org/10.1016/j.addma.2020.101130.
[4] M. Padmakumar, Additive manufacturing of tungsten carbide Hardmetal parts by selective laser melting (SLM), selective laser sintering (SLS) and binder jet 3D printing (BJ3DP) techniques, Lasers Manuf. Mater. Process. 7 (2020) 338–371, https://doi.org/10.1007/s40516-020-00124-0.
[5] C. Chen, B. Huang, Z. Liu, Y. Li, D. Zou, T. Liu, Y. Chang, L. Chen, Additive manufacturing of WC-Co cemented carbides: process, microstructure, and mechanical properties, Addit. Manuf. 63 (2023) 103410, https://doi.org/10.1016/j.addma.2023.103410.
[6] Y. Yang, C. Zhang, D. Wang, L. Nie, D. Wellmann, Y. Tian, Additive manufacturing of WC-Co hardmetals: a review, Int. J. Adv. Manuf. Technol. 108 (2020) 1653–1673, https://doi.org/10.1007/s00170-020-05389-5.
[7] Z. Zhao, X. Ni, Z. Hu, W. Yang, X. Deng, S. Wu, Y. Li, G. Nie, H. Wu, J. Liu, Y. Huang, A short review of advancements in additive manufacturing of cemented carbides, Crystals 15 (2025) 146, https://doi.org/10.3390/cryst15020146.
[8] A.M. Vilardell, N. Cinca, E. Tarrés, M. Kobashi, Iron aluminides as an alternative binder for cemented carbides: a review and perspective towards additive manufacturing, Mater. Today Commun. 31 (2022) 103335, https://doi.org/10.1016/j.mtcomm.2022.103335.
[9] M. Xing, H. Wang, Z. Zhao, H. Lu, C. Liu, L. Lin, M. Wang, X. Song, Additive manufacturing of cemented carbides inserts with high mechanical performance, Mater. Sci. Eng. A 861 (2022) 144350, https://doi.org/10.1016/j.msea.2022.144350.
[10] B. Guimarães, A. Guedes, C.M. Fernandes, D. Figueiredo, F. Bartolomeu, G. Miranda, F.S. Silva, WC-Co/316L stainless steel joining by laser powder bed fusion for multi-material cutting tools manufacturing, Int. J. Refract. Met. Hard Mater. 112 (2023) 106140, https://doi.org/10.1016/j.ijrmhm.2023.106140.
[11] B. Guimarães, C.M. Fernandes, D. Figueiredo, O. Carvalho, G. Miranda, F.S. Silva, Multi-material laser powder bed fusion of embedded thermocouples in WC-Co cutting tools, J. Manuf. Process. 118 (2024) 163–172, https://doi.org/10.1016/j.jmapro.2024.03.025.
[12] A. Suzuki, Y. Shiba, H. Ibe, N. Takata, M. Kobashi, Machine-learning assisted optimization of process parameters for controlling the microstructure in a laser powder bed fused WC/Co cemented carbide, Addit. Manuf. 59 (2022) 103089, https://doi.org/10.1016/j.addma.2022.103089.
[13] T. Schwanekamp, G. Marginean, M. Reuber, A. Ostendorf, Impact of cobalt content and grain growth inhibitors in laser-based powder bed fusion of WC-Co, Int. J. Refract. Met. Hard Mater. 105 (2022) 105814, https://doi.org/10.1016/j.ijrmhm.2022.105814.
[14] E. Uhlmann, A. Bergmann, W. Gridin, Investigation on additive manufacturing of tungsten carbide-cobalt by selective laser melting, Procedia CIRP 35 (2015) 8–15, https://doi.org/10.1016/j.procir.2015.08.060.
[15] J. Liu, J. Chen, Y. Lu, X. Deng, S. Wu, Z. Lu, WC grain growth behavior during selective laser melting of WC–Co cemented carbides, Acta Metall. Sin. (Engl. Lett.) 36 (2023) 949–961, https://doi.org/10.1007/s40195-023-01519-6.
[16] P. Govender, D.C. Blaine, N. Sacks, Evaluation of L-PBF build integrity for WC-CO cemented carbides through critical parameter selection, Int. J. Refract. Met. Hard Mater. 132 (2025) 107259, https://doi.org/10.1016/j.ijrmhm.2025.107259.
[17] J. Ai, M. Xing, H. Wang, Z. Zhao, H. Lu, X. Liu, X. Song, Tuning Co distribution in powder feedstock for laser powder bed fusion of crack-free WC-Co cemented carbides, Compos. Part B Eng. 297 (2025) 112312, https://doi.org/10.1016/j.compositesb.2025.112312.
[18] L. Engelhardt, T. Schwanekamp, M. Reuber, Laser-based powder bed fusion of WC–Ni for additive manufacturing of wear-resistant tool components, Prog. Addit. Manuf. 10 (2025) 4001–4010, https://doi.org/10.1007/s40964-025-01125-1.
[19] H. Ibe, Y. Kato, J. Yamada, M. Kato, A. Suzuki, N. Takata, M. Kobashi, Formation process of microstructure in laser powder bed fusion with WC cemented carbide powder, J. Jpn. Soc. Powder Powder Metall. 67 (2020) 313–319, https://doi.org/10.2497/jjspm.67.313.
[20] H. Ibe, Y. Kato, J. Yamada, M. Kato, A. Suzuki, N. Takata, M. Kobashi, Controlling WC/Co two-phase microstructure of cemented carbides additive-manufactured by laser powder bed fusion: effect of powder composition and post heat-treatment, Mater. Des. 210 (2021) 110034, https://doi.org/10.1016/j.matdes.2021.110034.
[21] S. Fries, A. Vogelpoth, A. Kaletsch, C. Broeckmann, Influence of post heat treatment on microstructure and fracture strength of cemented carbides manufactured using laser-based additive manufacturing, Int. J. Refract. Met. Hard Mater. 111 (2023) 106085, https://doi.org/10.1016/j.ijrmhm.2022.106085.
[22] C. Chen, R. Zhou, Z. Liu, Y. Li, D. Zou, Y. Chang, X. Cheng, Improving mechanical properties of extrusion additive manufacturing WC−9Co cemented carbide via green warm isostatic pressing, Trans. Nonferrous Metals Soc. China 35 (2025) 902–920, https://doi.org/10.1016/S1003-6326(24)66722-1.
[23] K.-W. Kim, G.-S. Ham, S.-H. Park, J.-W. Cho, K.-A. Lee, Direct energy deposition of ultrastrong WC-12Co cemented carbide: fabrication, microstructure and compressive properties, Int. J. Refract. Met. Hard Mater. 99 (2021) 105591, https://doi.org/10.1016/j.ijrmhm.2021.105591.
[24] K.-W. Kim, A.B. Kale, Y.-H. Cho, S.-H. Park, K.-A. Lee, Microstructural and wear properties of WC-12Co cemented carbide fabricated by direct energy deposition, Wear 518–519 (2023) 204653, https://doi.org/10.1016/j.wear.2023.204653.
[25] T. Yamaguchi, K. Tanaka, H. Hagino, Porosity reduction in WC-12Co laser cladding by aluminum addition, Int. J. Refract. Met. Hard Mater. 110 (2023) 106020, https://doi.org/10.1016/j.ijrmhm.2022.106020.
[26] E. Liverani, A. Ascari, A. Fortunato, Multilayered WC–Co coatings by direct energy deposition-based cladding: effect of laser remelting on interface defects, Surf. Coat. Technol. 464 (2023) 129556, https://doi.org/10.1016/j.surfcoat.2023.129556.
[27] R.K. Enneti, K.C. Prough, Wear properties of sintered WC-12%Co processed via binder jet 3D printing (BJ3DP), Int. J. Refract. Met. Hard Mater. 78 (2019) 228–232, https://doi.org/10.1016/j.ijrmhm.2018.10.003.
[28] A. Mostafaei, P.R. De Vecchis, K.A. Kimes, D. Elhassid, M. Chmielus, Effect of binder saturation and drying time on microstructure and resulting properties of sinter-HIP binder-jet 3D-printed WC-Co composites, Addit. Manuf. 46 (2021) 102128, https://doi.org/10.1016/j.addma.2021.102128.
[29] W. Lengauer, I. Duretek, M. Fürst, V. Schwarz, J. Gonzalez-Gutierrez, S. Schuschnigg, C. Kukla, M. Kitzmantel, E. Neubauer, C. Lieberwirth, V. Morrison, Fabrication and properties of extrusion-based 3D-printed hardmetal and cermet components, Int. J. Refract. Met. Hard Mater. 82 (2019) 141–149, https://doi.org/10.1016/j.ijrmhm.2019.04.011.
[30] R.K. Enneti, K.C. Prough, T.A. Wolfe, A. Klein, N. Studley, J.L. Trasorras, Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology, Int. J. Refract. Met. Hard Mater. 71 (2018) 28–35, https://doi.org/10.1016/j.ijrmhm.2017.10.023.
[31] C. Berger, J. Pötschke, U. Scheithauer, A. Michaelis, Influence of various binder jet printers on the additive manufacturing of Hardmetals, Crystals 14 (2024) 947, https://doi.org/10.3390/cryst14110947.
[32] W. Wang, W. Liu, G. Cao, X. Cui, Y. Lu, J. Cheng, Additive manufacturing of cemented carbide by material extrusion, J. Alloys Compd. 1026 (2025) 180311, https://doi.org/10.1016/j.jallcom.2025.180311.
[33] M. Mariani, I. Goncharov, D. Mariani, G.P. De Gaudenzi, A. Popovich, N. Lecis, M. Vedani, Mechanical and microstructural characterization of WC-Co consolidated by binder jetting additive manufacturing, Int. J. Refract. Met. Hard Mater. 100 (2021) 105639, https://doi.org/10.1016/j.ijrmhm.2021.105639.
[34] K. Hori, H. Watanabe, T. Myoga, K. Kusano, Development of hot wire TIG welding methods using pulsed current to heat filler wire – research on pulse heated hot wire TIG welding processes, Weld. Int. 18 (2004) 456–468, https://doi.org/10.1533/wint.2004.3281.
[35] W. Liu, J. Ma, S. Liu, R. Kovacevic, Experimental and numerical investigation of laser hot wire welding, Int. J. Adv. Manuf. Technol. 78 (2015) 1485–1499, https://doi.org/10.1007/s00170-014-6756-9.
[36] N. Suwannatee, M. Yamamoto, S. Shinohara, Optimization of hot-wire fraction for enhance quality in GMAW, Weld. World. 68 (2024) 1017–1032, https://doi.org/10.1007/s40194-023-01623-2.
[37] G. Su, Y. Shi, G. Li, G. Zhang, Y. Xu, Highly-efficient additive manufacturing of Inconel 625 thin wall using hot-wire laser metal deposition: process optimization, microstructure, and mechanical properties, Opt. Laser Technol. 175 (2024) 110763, https://doi.org/10.1016/j.optlastec.2024.110763.
[38] Z. Li, C. Liu, T. Xu, L. Ji, D. Wang, J. Lu, S. Ma, H. Fan, Reducing arc heat input and obtaining equiaxed grains by hot-wire method during arc additive manufacturing titanium alloy, Mater. Sci. Eng. A 742 (2019) 287–294, https://doi.org/10.1016/j.msea.2018.11.022.
[39] K. Marumoto, T. Horai, D. Morita, C. Oda, T. Fujii, T. Yuzawa, R. Koba, M. Yamamoto, Development of hot-wire laser additive manufacturing for dissimilar materials of stainless steel/Aluminum alloys, JMMP 8 (2024) 93, https://doi.org/10.3390/jmmp8030093.
[40] S. Zhu, Y. Nakahara, M. Yamamoto, K. Shinozaki, H. Aono, R. Ejima, Additive manufacturing phenomena of various wires using a hot-wire and diode laser, Weld. World. 66 (2022) 1315–1327, https://doi.org/10.1007/s40194-022-01273-w.
[41] G. Su, Y. Shi, G. Li, G. Zhang, Y. Xu, Improving the deposition efficiency and mechanical properties of additive manufactured Inconel 625 through hot wire laser metal deposition, J. Mater. Process. Technol. 322 (2023) 118175, https://doi.org/10.1016/j.jmatprotec.2023.118175.
[42] C.M. Fernandes, A.M.R. Senos, Cemented carbide phase diagrams: a review, Int. J. Refract. Met. Hard Mater. 29 (2011) 405–418, https://doi.org/10.1016/j.ijrmhm.2011.02.004.
[43] A.F. Lisovsky, The migration of metal melts in sintered composite materials, Int. J. Heat Mass Transf. 33 (1990) 1599–1603, https://doi.org/10.1016/0017-9310(90)90016-N.
[44] A.F. Lisovsky, Formation of mesostructure in WC-Co cemented carbides: a review, Sci. Sinter. 43 (2011) 161–173, https://doi.org/10.2298/SOS1102161L.
[45] P. Fan, Z.Z. Fang, J. Guo, A review of liquid phase migration and methods for fabrication of functionally graded cemented tungsten carbide, Int. J. Refract. Met. Hard Mater. 36 (2013) 2–9, https://doi.org/10.1016/j.ijrmhm.2012.02.006.




