

Источник: Materials 2026, 19(2), 401
Перевод с английского
Авторы
Krzysztof Zaba 1,*, Stanislav Rusz 2, Alicja Haslik-Sopata 1, Lukasz Kuczek 1, Ilona Rozycka 3, Maciej Balcerzak 1, Tomasz Trzepiecinski 4
1 — Кафедра обработки металлов и физической металлургии цветных металлов, факультет цветных металлов, AGH Краковский университет науки и технологий, Краков, Польша
2 — Факультет машиностроения, VŠB — Технический университет Остравы, Чехия
3 — Кафедра материаловедения и инженерии цветных металлов, факультет цветных металлов, AGH Краковский университет, Краков, Польша
4 — Кафедра производственных процессов и технологий, факультет машиностроения и аэронавтики, Жешувский технологический университет, Жешув, Польша
* Автор для переписки: Krzysztof Zaba
Аннотация
Метод лазерного плавления порошкового слоя (LPBF) позволяет изготавливать высокоточные компоненты из металлических порошков, что трудно достижимо традиционными методами. Компоненты, полученные методом LPBF, могут характеризоваться пористостью и неблагоприятной микроструктурой, что затрудняет их дальнейшую обработку. Поэтому выбор надлежащих методов постобработки имеет решающее значение, поскольку они снижают пористость, уменьшают остаточные напряжения и стабилизируют микроструктуру.
Целью данной работы являлось определение влияния методов постобработки на микротвердость и микроструктуру образцов из титанового сплава Ti6Al4V, изготовленных методом LPBF в различных ориентациях построения. В качестве методов постобработки рассматривались: горячее изостатическое прессование (ГИП) при различных температурах (910 °C, 1150 °C, 1250 °C), отжиг при 1020 °C и прессование в крученом угловом канале (TCAP) с каналом 90° и спиральным выходом.
Ориентация построения существенно определяла эффективность ГИП и процессов термической обработки. Более высокая микротвердость наблюдалась на поперечном сечении, перпендикулярном направлению 3D-печати, в образцах, построенных в плоскости XZ. Процесс LPBF определяет исходное состояние материала, ГИП уменьшает дефекты и гомогенизирует структуру, термическая обработка стабилизирует фазы и повышает пластичность, а TCAP позволяет дополнительно улучшить механические свойства. Такой подход не только снижает пористость, но и достигает благоприятного компромисса между твердостью и пластичностью, что непосредственно влияет на надежность компонентов в ответственных приложениях.
Ключевые слова: LPBF, ГИП, TCAP, микротвердость, механические свойства, микроструктура, Ti6Al4V
1. Введение
Титановый сплав Ti6Al4V является наиболее широко применяемым титановым материалом в инженерных приложениях, требующих высокого соотношения прочности к массе и коррозионной стойкости [1]. Его популярность обусловлена двухфазной микроструктурой alpha + beta и целенаправленным подбором легирующих элементов, стабилизирующих фазы [2]. Сплав Ti6Al4V трудно обрабатывается традиционными методами. Альтернативные методы производства позволяют получать сложные формы [3]. В этом контексте аддитивное производство (АП) становится естественным выбором, поскольку формирование компонентов послойно позволяет создавать геометрически сложные изделия [4]. Это обеспечивает изготовление как прототипов и оснастки (быстрое прототипирование), так и готовых изделий.
Среди наиболее распространенных методов АП металлов — селективное лазерное плавление (SLM) [5], прямое лазерное спекание металлов (DMLS) [6] и электронно-лучевое плавление (EBM) [7], при которых слои металлического порошка расплавляются лазерным или электронным лучом. Преимущество АП-технологий заключается в возможности производить детали сложной геометрии из труднообрабатываемых сплавов [8].
Лазерное плавление порошкового слоя (LPBF) — это процесс селективного плавления тонких слоев порошка высокомощным лазерным лучом [9]. Растущее число исследований показывает, что правильно подобранные параметры процесса LPBF и постобработки могут обеспечить механические свойства, сопоставимые или даже превосходящие свойства деформированных сплавов [10,11]. При этом очень высокие скорости нагрева/охлаждения и крутые термические градиенты при LPBF формируют микроструктуры со значительными остаточными напряжениями, существенно отличающиеся от получаемых традиционными методами.
Для LPBF преимущественно используются металлические материалы: нержавеющая сталь, титан, алюминий, кобальт-хром и сплавы на основе никеля [12]. Наиболее характерной особенностью Ti6Al4V, обработанного методом LPBF, является склонность к формированию мартенситной фазы alpha’ [13]. Образование фазы alpha’ сопровождается высокими остаточными напряжениями и анизотропией материала, обусловленной процессом LPBF [2]. Кроме того, в структуре материала заготовки могут оставаться дефекты процесса LPBF — микропоры, включения и несплавления [14]. Усталостная долговечность сплава Ti6Al4V, полученного АП, зависит от зарождения трещин на микроструктурных элементах и дефектах [15]. Более того, твердая фаза alpha’ повышает прочность материала, одновременно снижая пластичность [16]. Это создает проблему для последующей обработки компонентов, полученных LPBF. Поэтому необходима соответствующая постобработка [17].
Первым процессом постобработки, рассматриваемым в данной работе, является горячее изостатическое прессование (ГИП). Этот процесс способствует росту зерен [18], что приводит к снижению предела прочности (эффект Холла-Петча [19]). Чрезмерно высокие температуры могут привести к утолщению фазы alpha и снижению прочности материала [20].
Вторым этапом постобработки, анализируемым в данной работе, является дополнительная термическая обработка (отжиг). Отжиг — это обработка, которая уменьшает остаточные напряжения и стабилизирует микроструктуру [21]. Отжиг также позволяет растворить или перестроить иглы alpha’ и утолщить ламели alpha [22]. К распространенным видам термической обработки относятся обработка на твердый раствор и старение для формирования стабильной микроструктуры alpha + beta.
Третьим процессом постобработки, рассматриваемым в данной работе, является прессование в крученом угловом канале (TCAP) [23] — метод интенсивной пластической деформации (ИПД), который позволяет вводить очень большие пластические деформации без существенного изменения поперечных размеров заготовки [24]. TCAP приводит к сильному измельчению зерен и формированию плотной дислокационной сетки, что обеспечивает повышение прочности [25] и, при надлежащем контроле параметров, улучшение баланса прочность-пластичность [26]. В случае Ti6Al4V этот процесс может улучшить механические свойства материалов при условии тщательного подбора параметров обработки.
2. Материалы и методы
2.1. Материал
Для изготовления образцов методом LPBF использовался сферический порошок Ti6Al4V, поставляемый компанией Linde Advanced Material Technologies Inc. (Данбери, штат Коннектикут, США). Морфология металлического порошка определялась с помощью растровой электронной микроскопии (РЭМ) SU-70 (Hitachi, Токио, Япония). Анализ морфологии частиц Ti6Al4V показал, что их размеры находились в диапазоне 30-50 мкм. Химический состав порошка Truform определен производителем — компанией Praxair Surface Technologies (Спидуэй, штат Индиана, США). Титан формирует матрицу, обеспечивающую прочность и коррозионную стойкость. Алюминий упрочняет и стабилизирует фазу alpha, снижает плотность сплава, повышая коррозионную стойкость и жесткость. В свою очередь, ванадий выступает стабилизатором фазы beta, одновременно повышая пластичность материала.
2.2. Лазерное плавление порошкового слоя
Для изготовления прямоугольных образцов размером 15 x 15 x 60 мм методом LPBF использовалась установка RenAM 500S Flex (Renishaw plc, Вудчестер, Великобритания). Параметры обработки, представленные в Таблице 1, были выбраны на основе рекомендаций документации установки RenAM 500S Flex и предварительных испытаний.
Таблица 1. Технологические параметры процесса SLM.
| Параметр | Значение |
| Мощность лазера | 400 Вт |
| Скорость сканирования | 800 мм/с |
| Диаметр лазерного пятна | 0,075 мм |
| Стратегия сканирования | Полосчатая штриховка |
| Расстояние штриховки | 0,1 мм |
| Толщина слоя | 0,06 мм |
| Температура предварительного нагрева | 170 °C |
Применение технологий аддитивного производства обеспечивает точное изготовление компонентов, однако их конечные свойства существенно зависят от направления 3D-печати. Образцы печатались в плоскости XY (Рис. 1a) и плоскости XZ (Рис. 1b).
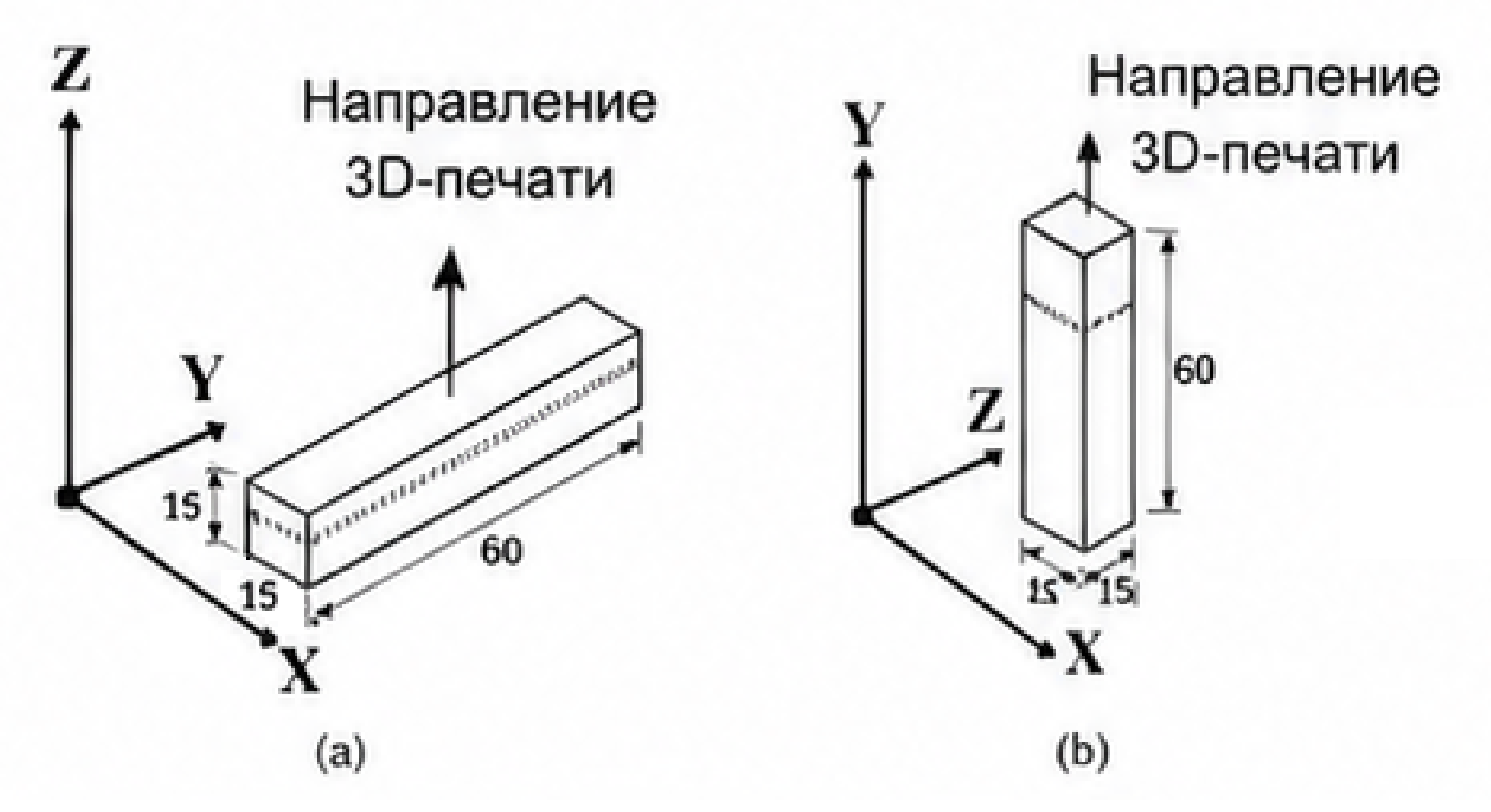
Рис. 1. Схема LPBF-построения в плоскостях: (a) XY и (b) XZ.
Свойства образцов, полученных методом LPBF, оценивались в исходном состоянии после построения, после ГИП при различных температурах, а также после ГИП в сочетании с термической обработкой или TCAP.
2.3. Горячее изостатическое прессование
ГИП проводилось при различных температурах (910 °C, 1150 °C, 1250 °C) в течение 240 мин. Для титановых сплавов стандартная температура ГИП обычно находится в диапазоне 900-950 °C при давлениях 100-200 МПа. План исследования, включающий все обозначения образцов и условия обработки, представлен в Таблице 2.
Таблица 2. План исследования.
| Ориентация 3D-печати | Обозначение образца | Без постобработки | ГИП | ТО | TCAP |
| XY | 1XY | + | |||
| XY | 2XY | + (910 °C) | + | ||
| XY | 3XY-HT | + (1150 °C) | + | ||
| XY | 3XY | + (1150 °C) | |||
| XY | 4XY-HT | + (1250 °C) | + | ||
| XY | 4XY | + (1250 °C) | |||
| XZ | 5XZ | + | |||
| XZ | 6XZ | + (910 °C) | |||
| XZ | 7XZ-HT | + (1150 °C) | + | ||
| XZ | 7XZ | + (1150 °C) | |||
| XZ | 8XZ-HT | + (1250 °C) | + | ||
| XZ | 8XZ | + (1250 °C) |
2.4. Термическая обработка
Компоненты из Ti6Al4V, полученные методом LPBF, демонстрируют значительно более высокие значения предела прочности и предела текучести по сравнению с деформированным или литым Ti6Al4V [27]. В рамках экспериментального исследования проведена термическая обработка образцов после ГИП. Целью термообработки являлась стабилизация микроструктуры и снижение остаточных напряжений, введенных в процессе LPBF. Отжиг проводился при 1020 °C (см. Рис. 2) в безвакуумных условиях и в атмосфере аргона. Для обеспечения сопоставимых условий в безвакуумной и вакуумной печах параметры процесса были согласованы. Химический состав использованного порошка Ti6Al4V приведен в Таблице 3.
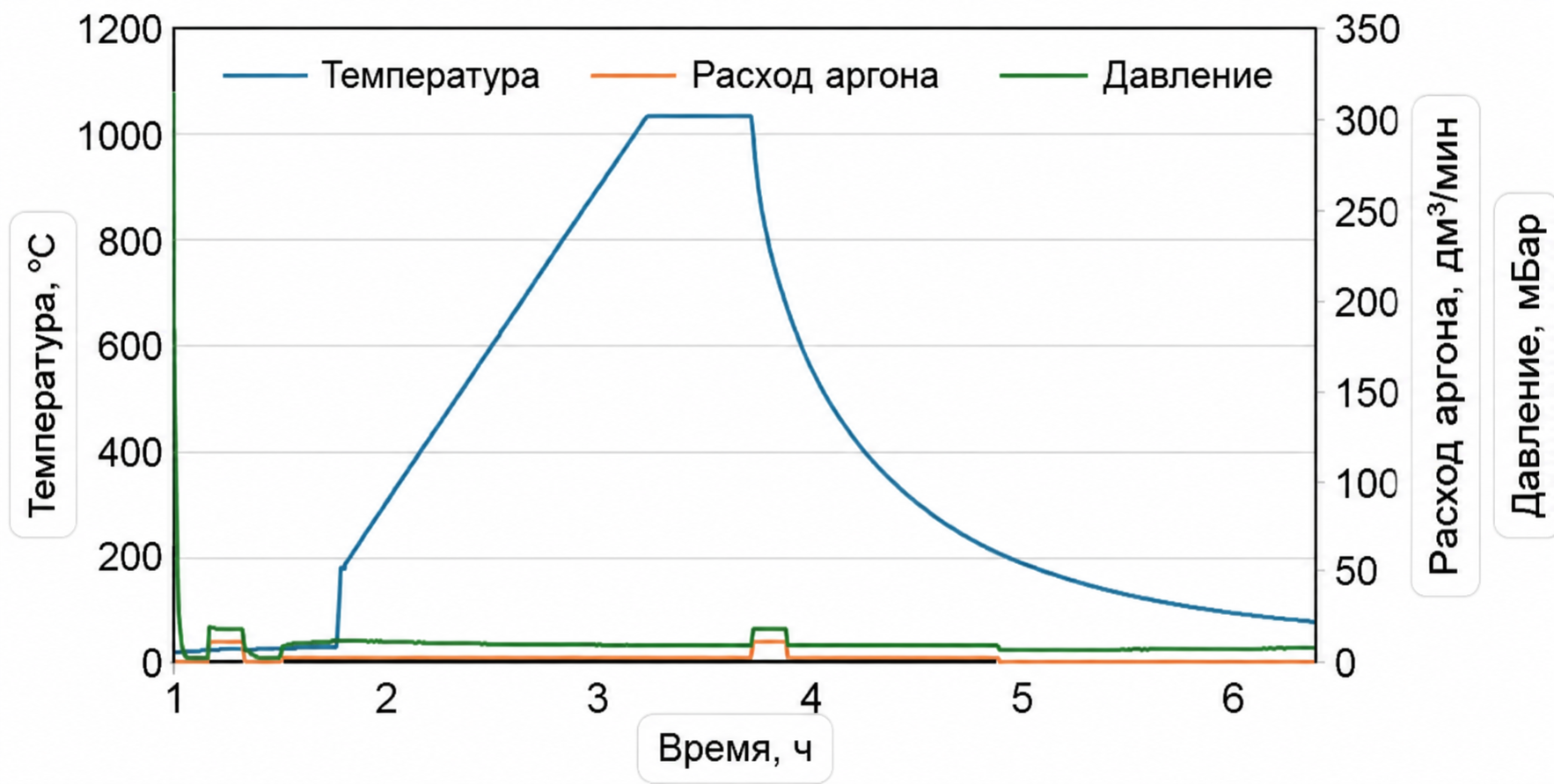
Рис. 2. Параметры термической обработки образцов Ti6Al4V, полученных LPBF.
Таблица 3. Химический состав порошка Ti6Al4V (масс.%).
| Al | V | O | C | N | H | Fe | Ti |
| 5,5-6,5 | 3,5-4,5 | <0,2 | <0,08 | <0,05 | <0,015 | <0,25 | основа |
2.5. Прессование в крученом угловом канале
Для получения ультрамелкозернистой микроструктуры, обеспечивающей баланс между прочностью и пластичностью обрабатываемого материала, был применен процесс TCAP. Процесс TCAP проводился на прессе LabTest 5.2000CT (Рис. 3a) с максимальным усилием 2000 кН. Образцы нагревались до требуемой температуры (350 °C) с помощью резистивной нагревательной камеры (Рис. 3b).
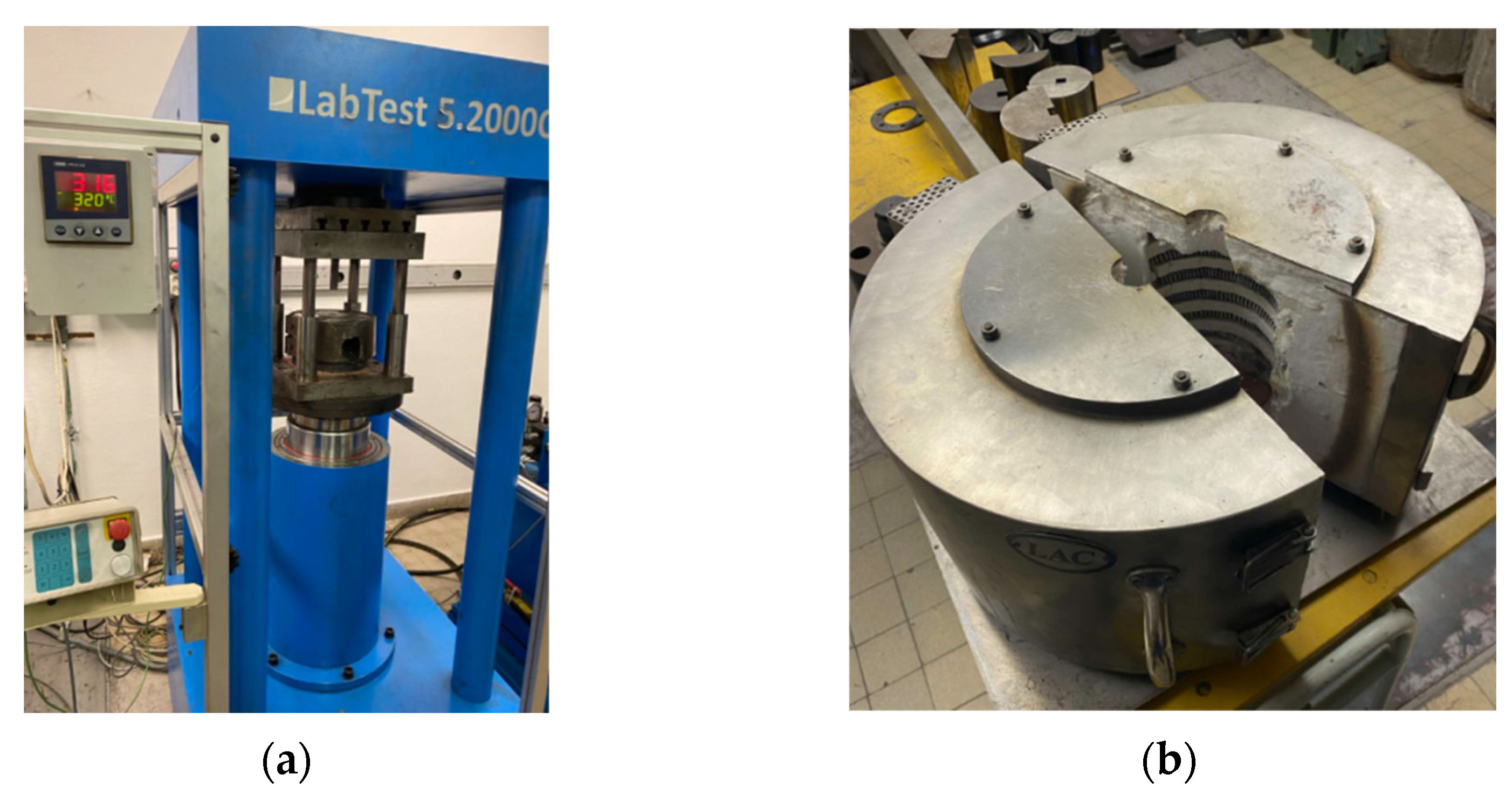
Рис. 3. (a) Пресс LabTest 5.2000CT и (b) камера нагрева образцов.
С точки зрения обеспечения равномерного распределения деформации наиболее эффективным решением канала TCAP является комбинация углового канала 90° со спиральным выходом (Рис. 4) [28]. Базовая геометрия канала определяется углами Phi = 90° (внутренний угол канала) и Psi = 9,5° (внешний угол канала) канала ECAP, а также радиусами скругления R1 = 0,2 мм и R2 = 2,5 мм. Угол наклона спирального канала составлял gamma = 10° (Рис. 5).
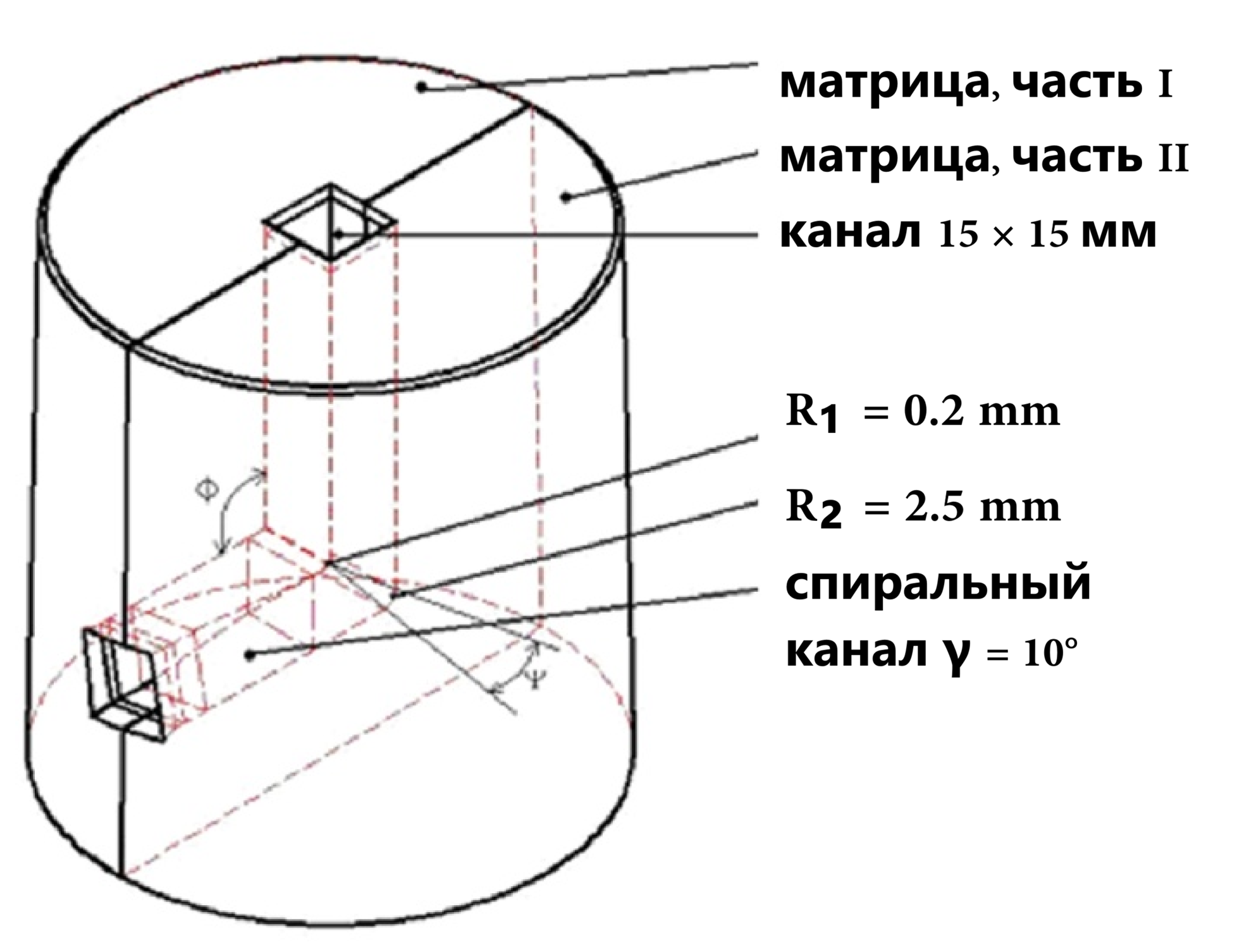
Рис. 4. Схема инструмента TCAP.
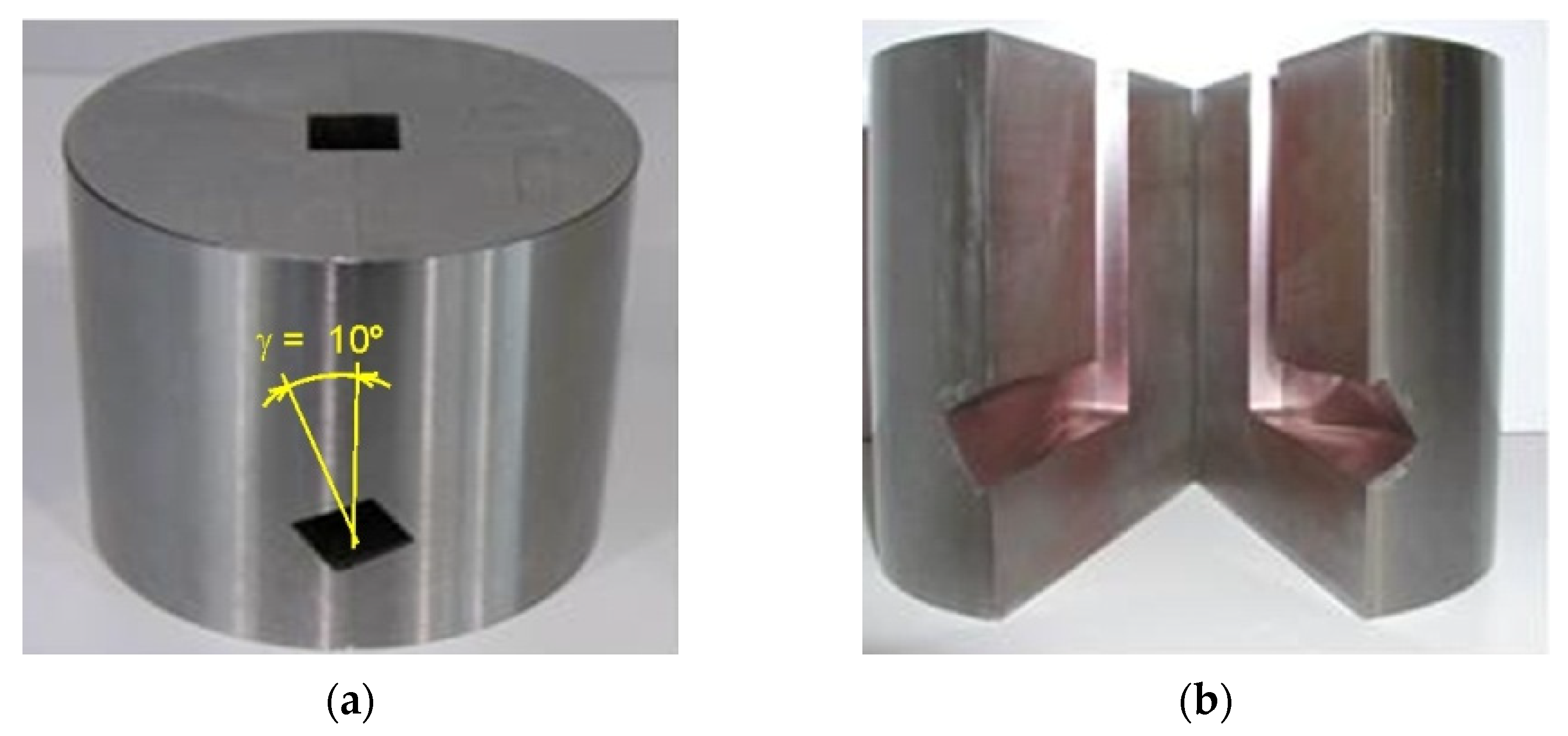
Рис. 5. (a) Вид сбоку матрицы TCAP и (b) поперечное сечение матрицы TCAP со спиральным каналом.
Матрица TCAP была изготовлена из инструментальной стали HOTVAR (Bohler-Uddeholm, Вена, Австрия). Предел прочности стали HOTVAR составляет не менее 2100 МПа, а твердость — не менее 54 HRC.
Образец 2XY был подвергнут ГИП при 910 °C (Таблица 2), а образец 5XZ в исходном состоянии после построения был нагрет до 350 °C. В процессе обработки регистрировалось усилие формообразования. Для минимизации влияния трения на неоднородность обработанного методом TCAP материала на поверхность заготовки наносилась смазка Thermocure.
2.6. Исследование микроструктуры
Микроструктурные наблюдения образцов, полученных методом LPBF, проводились с помощью стереомикроскопа Stemi 508 и оптического микроскопа Axio Imager M2m (Carl Zeiss AG, Оберкохен, Германия), оснащенного цифровой камерой, а также растрового электронного микроскопа SU-70 (Hitachi, Токио, Япония).
Металлографические образцы шлифовались абразивной бумагой с зернистостью от 250 до 4000 мкм. Затем образцы механически полировались с использованием алмазной суспензии (3 мкм и 1 мкм) и подвергались электрополировке. Химическое травление проводилось реактивом Кролла (2 части HF, 6 частей HNO3 и 82 части H2O).
2.7. Измерение микротвердости
Измерение микротвердости образцов после LPBF и постобработки проводилось методом Виккерса (HV0,5) в соответствии со стандартом ISO 6507-1 [29]. Измерения выполнялись на твердомере Tukon 2500 (Wilson, Нью-Йорк, США) при нагрузке 0,5 кгс и времени выдержки 15 с. Измерения микротвердости проводились на поперечных сечениях образцов, построенных в плоскостях XY (Рис. 6a) и XZ (Рис. 6b).
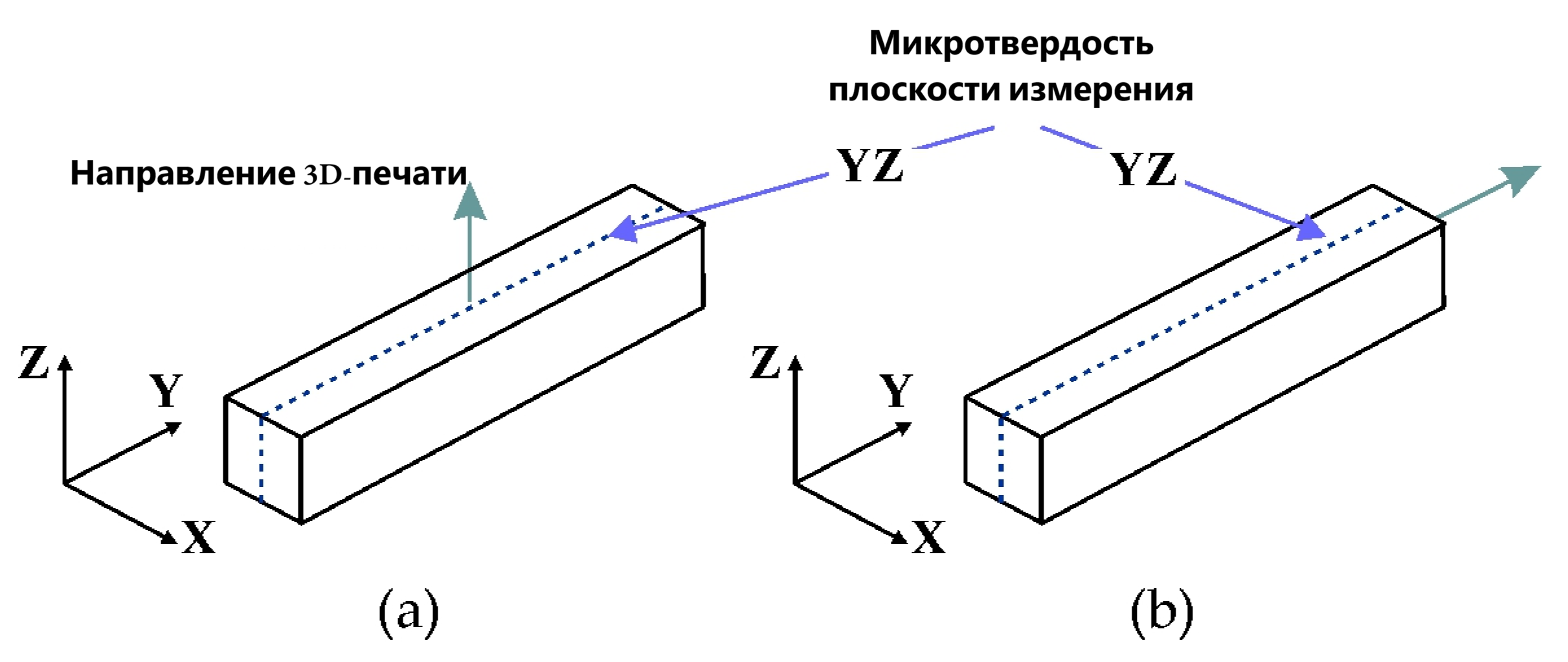
Рис. 6. Плоскости измерения микротвердости для образцов, построенных в плоскостях (a) XY и (b) XZ.
2.8. Компьютерная томография
Образцы, полученные LPBF, были подвергнуты неразрушающему контролю с помощью рентгеновской компьютерной томографии (КТ) для оценки внутренней пористости и обнаружения структурных дефектов. Использовалась КТ-система Nikon XT H 225 ST (Nikon Metrology, Тринг, Великобритания) с микрофокусным рентгеновским источником 225 кВ (Рис. 7a). Процесс инспекции проводился в специализированной томографической камере, в которой каждый образец устанавливался на вращающемся столике между рентгеновским источником и плоскопанельным детектором (Рис. 7b). В ходе каждого исследования получали приблизительно 2000 проекций, разрешение измерений составляло около 20 мкм/воксель.
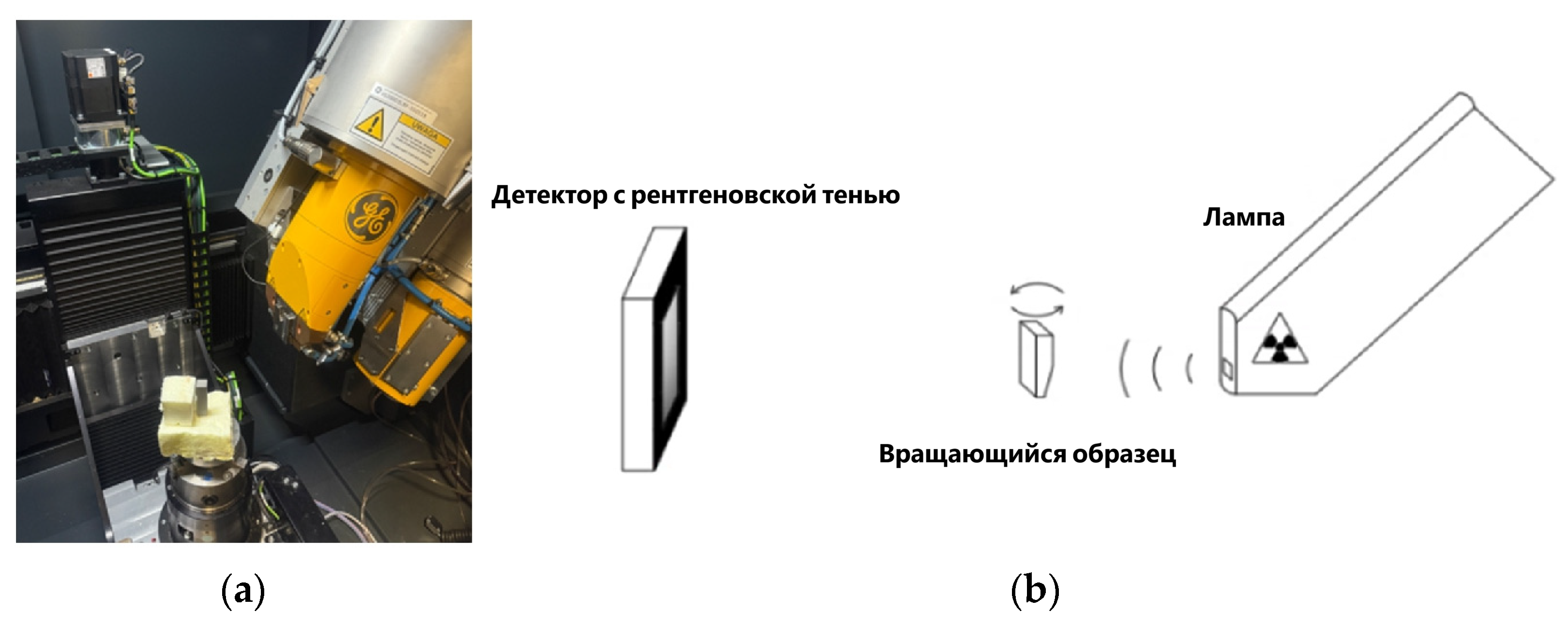
Рис. 7. (a) Камера КТ-сканера и (b) схема процедуры рентгеновской КТ-визуализации.
Реконструкция 3D-модели выполнялась с использованием алгоритмов коррекции, таких как AGC (автоматическая геометрическая коррекция) и коррекция ужесточения пучка. Обработка и анализ томографических данных проводились с помощью программного обеспечения VG Studio MAX 3.4 (Volume Graphics GmbH, Гейдельберг, Германия).
3. Результаты и обсуждение
3.1. Анализ микроструктуры
Анализ морфологии частиц Ti6Al4V показал, что их размеры находились в диапазоне 30-50 мкм. Химический состав порошка Ti6Al4V приведен в Таблице 3.
Микроструктура исследованных образцов Ti6Al4V была изучена с учетом различных ориентаций построения и процессов постобработки. Во всех образцах в исходном состоянии после построения наблюдались игольчатые мартенситные иглы alpha’ (Рис. 8, 9, 10 и 11), расположенные линейно вдоль траекторий лазерного сканирования и соответствующие зонам сплавления последовательных слоев. Мартенситные иглы расположены в характерном паттерне, связанном с направлением лазерного сканирования.
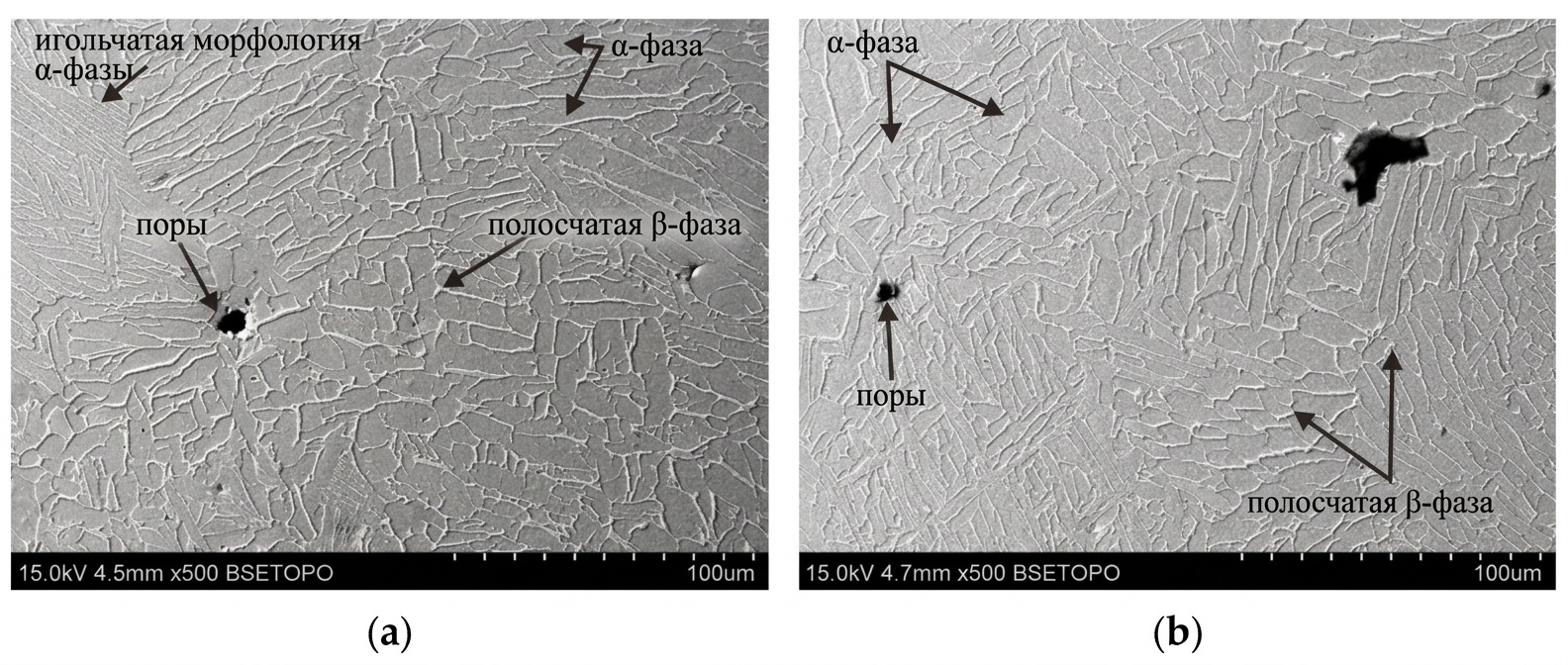
Рис. 8. РЭМ-микрофотография образца 1XY (исходное состояние после построения): (a) продольное сечение и (b) поперечное сечение относительно направления построения.
В образце в исходном состоянии после построения (1XY) наблюдались многочисленные микропоры (Рис. 8), являющиеся результатом недостаточного расплавления или наличия газа, захваченного в частицах порошка. После ГИП при 910 °C и при более высоких температурах (1150 °C и 1250 °C) было достигнуто значительное снижение пористости (Рис. 10 и 11). Однако даже при давлении 200 МПа и температуре ГИП 1250 °C полностью устранить их невозможно, что показано на РЭМ-изображениях (Рис. 11).
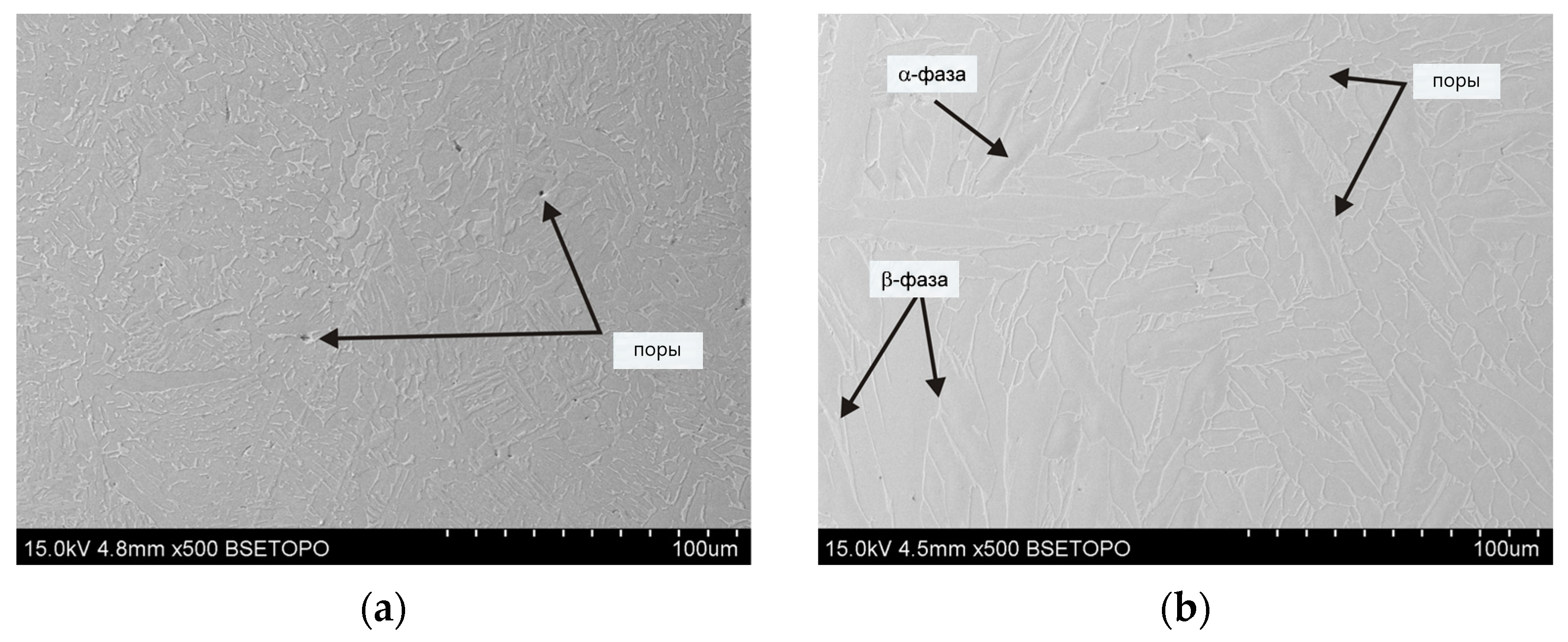
Рис. 9. РЭМ-микрофотография образца 2XY после ГИП (910 °C) и TCAP: (a) продольное сечение и (b) поперечное сечение относительно направления построения.
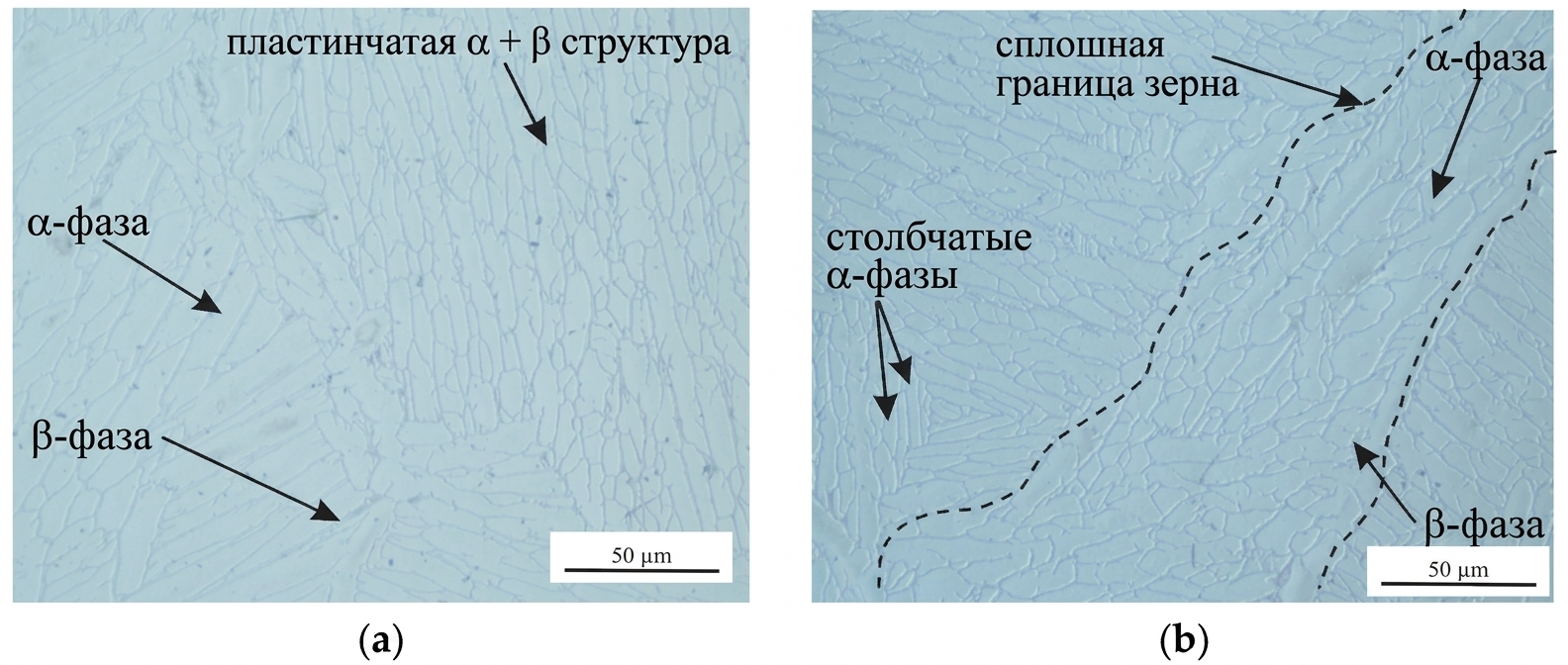
Рис. 10. Оптическая микроструктура образца 3XY-HT: (a) продольное сечение и (b) поперечное сечение относительно направления построения.
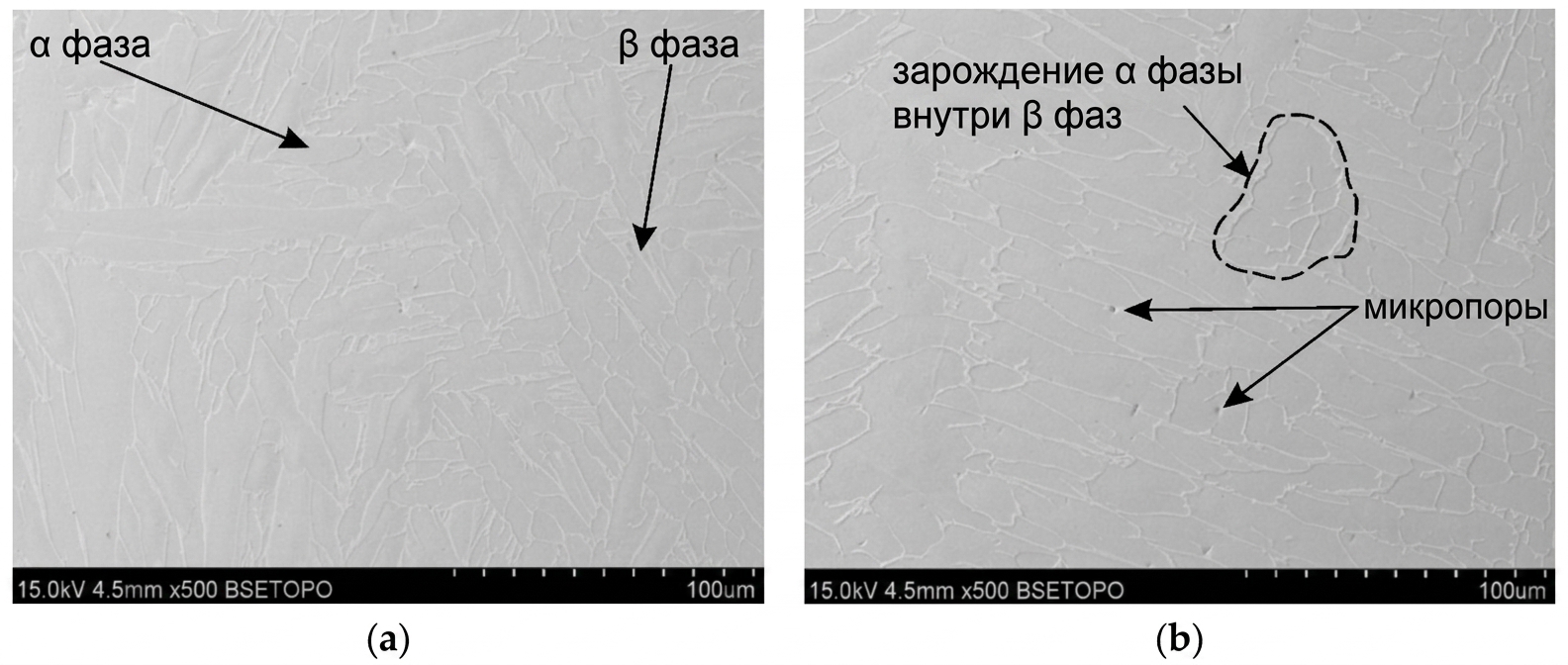
Рис. 11. РЭМ-микрофотографии образца 4XY-HT: (a) продольное сечение и (b) поперечное сечение относительно направления построения.
Образцы, построенные в плоскости XZ (Рис. 12, 13 и 14), демонстрируют иной микроструктурный паттерн по сравнению с образцами, построенными в плоскости XY. Построение в ориентации XZ приводит к формированию столбчатых первичных бета-зерен, ориентированных вдоль направления построения, что характерно для термических градиентов при LPBF [30,31].
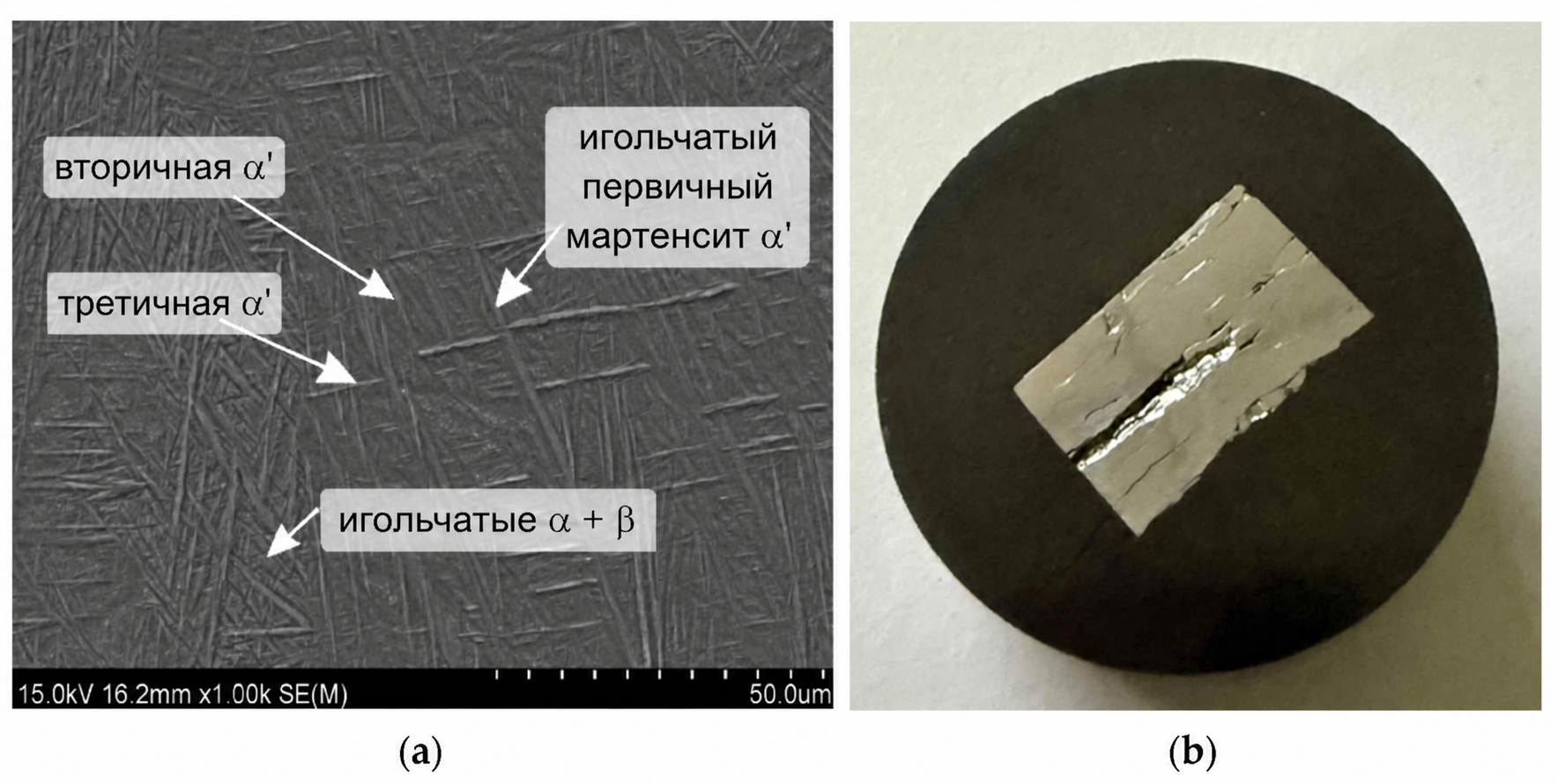
Рис. 12. (a) РЭМ-микрофотография поперечного сечения образца 5XZ, построенного в плоскости XZ (исходное состояние после построения), и (b) вид поперечного сечения образца 5XZ.
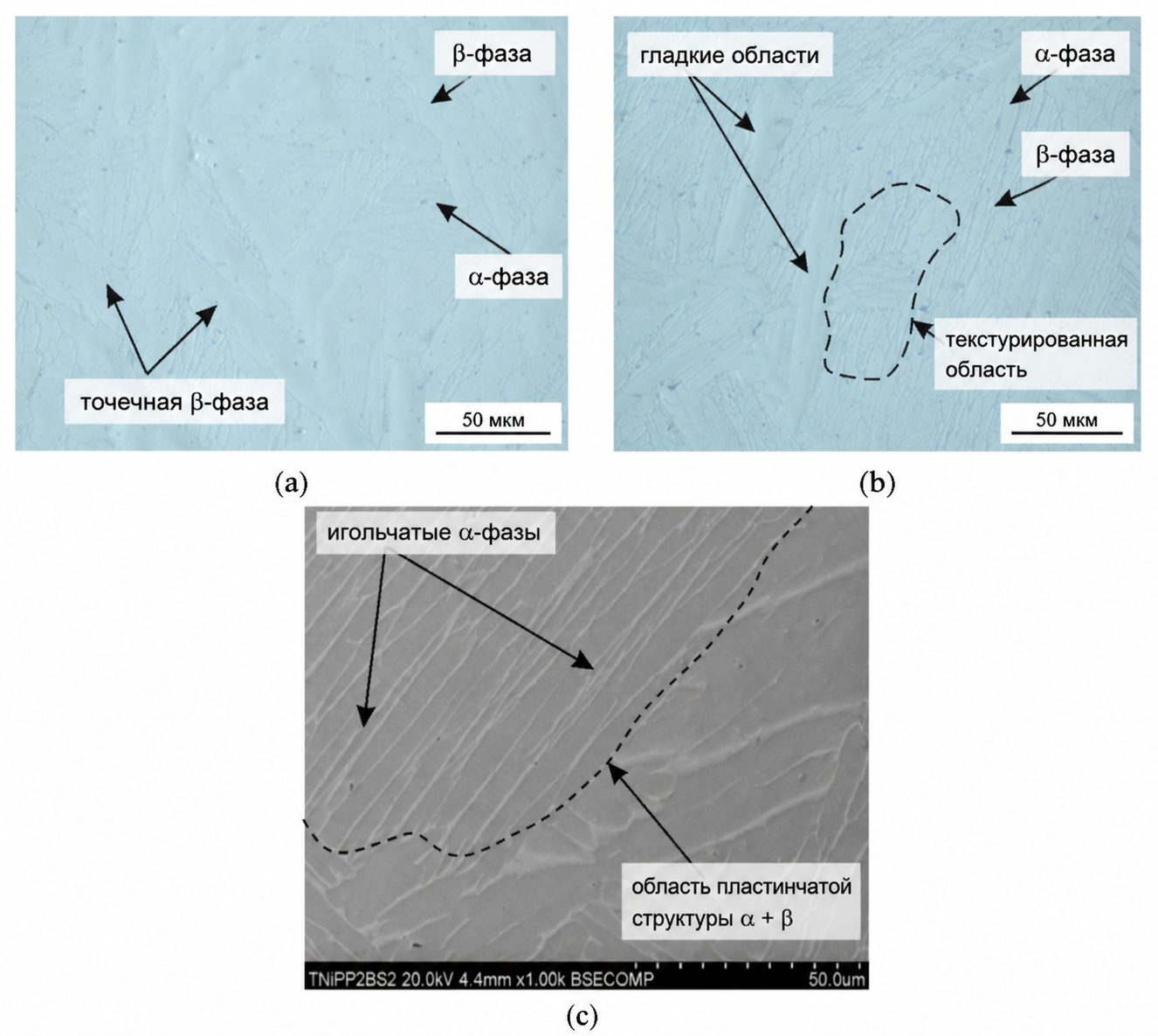
Рис. 13. Оптическая микроструктура образца 7XZ-HT в (a) продольном сечении и (b) поперечном сечении относительно направления построения и (c) РЭМ-микрофотография.
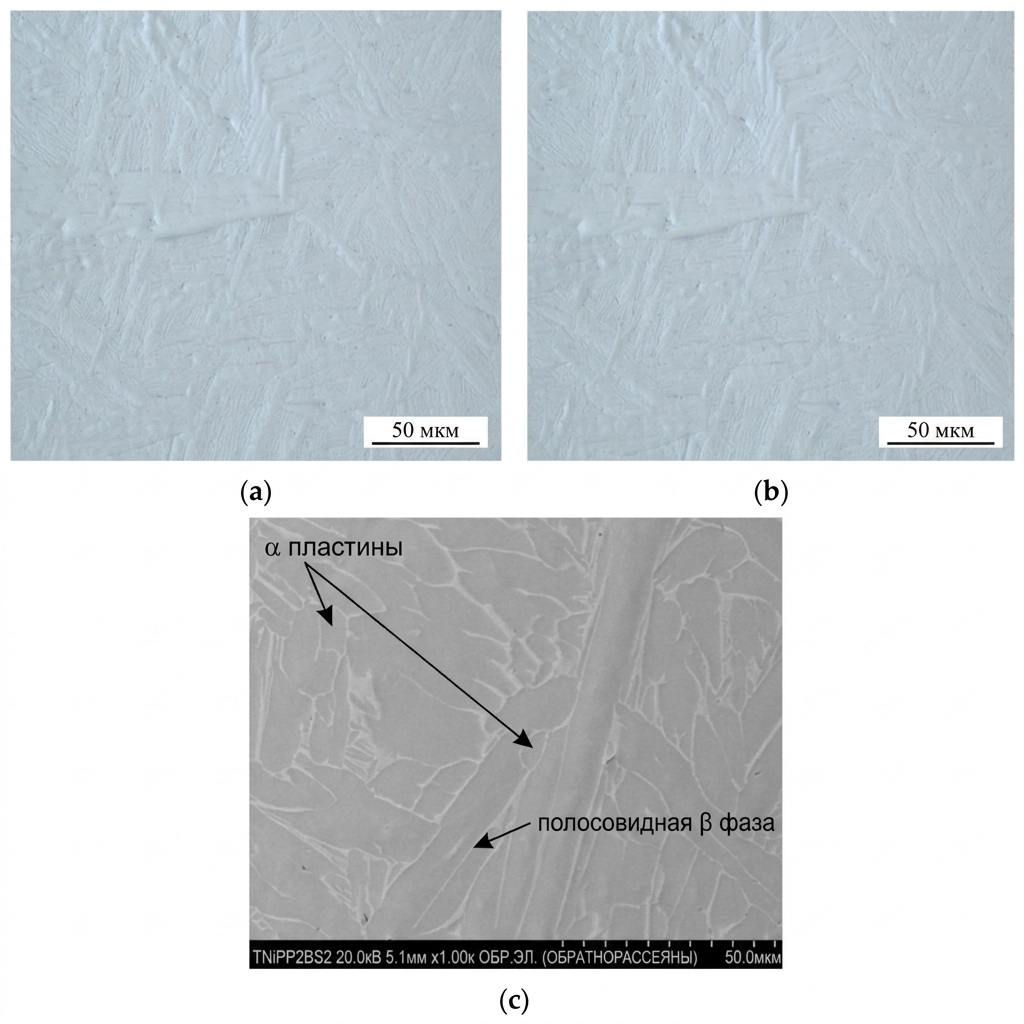
Рис. 14. Оптическая микроструктура образца 8XZ-HT в (a) продольном сечении и (b) поперечном сечении относительно направления построения и (c) РЭМ-микрофотография.
Наблюдение трещин в образцах, подвергнутых процессу TCAP, является особенно значимым. Как образец 2XY (Рис. 15a), так и образец 5XZ (Рис. 12b и 15b) получили обширные повреждения после этого процесса, что не позволило провести полный микроструктурный анализ. В образце, обработанном ГИП, наблюдалось сильное растрескивание по всему материалу (Рис. 15a). Для проверки того, являлся ли процесс ГИП причиной растрескивания, образец, построенный в плоскости XZ (5XZ) в исходном состоянии, также был подвергнут TCAP, и растрескивание также наблюдалось (Рис. 15b). Многочисленные трещины свидетельствуют о высоких напряжениях, возникающих при интенсивной пластической деформации.

Рис. 15. Вид образцов после процесса TCAP: (a) образец 2XY и (b) образец 5XZ.
Температура фазового перехода alpha + beta <-> beta в титановом сплаве Ti-6Al-4V составляет приблизительно 950-1000 °C [32]. Точное значение температуры перехода зависит от химического состава материала. Liu и др. [33] определили температуру бета-транзуса исходного Ti6Al4V как 975 +/- 5 °C. Процесс ГИП, проведенный при 910 °C, осуществлялся ниже температуры бета-транзуса, то есть исходная микроструктура alpha + beta была сохранена. В случае обработки TCAP образца 2XY (подвергнутого ГИП при 910 °C перед TCAP) (Рис. 9) наблюдалось значительное измельчение зерен, что характерно для процессов ИПД.
В образце 4XY-HT наблюдалась микроструктура видманштеттовского типа с более крупными пластинчатыми зернами alpha + beta (Рис. 11). Аналогичное явление наблюдалось для образцов, построенных в плоскости XZ. Микроструктура образца 5XZ (исходное состояние) состояла из столбчатых первичных бета-зерен с мартенситом alpha’ (Рис. 12a), что является следствием высокой скорости охлаждения [27]. В термически обработанных образцах выше бета-транзуса игольчатый мартенсит alpha’ более не наблюдается.
Образцы 7XZ-HT и 8XZ-HT, подвергнутые ГИП и термической обработке (Рис. 13 и 14), характеризовались более однородной структурой и более мелкими зернами по сравнению с образцами в исходном состоянии. В этих образцах в некоторых областях обнаружена тонкая пластинчатая структура alpha + beta с характерным переплетенным рисунком в некоторых зонах микрофотографии 5XZ в исходном состоянии (Рис. 12a), что можно интерпретировать как зарождение фазы alpha внутри фазы beta [34]. Эффект измельчения зерен улучшает однородность микроструктуры, что выражается в более равномерных механических свойствах [35].
3.2. Анализ пористости
На основании полученных томографических снимков наблюдались отчетливые структурные различия между образцами, построенными в ориентациях XY и XZ. Образцы, построенные в плоскости XY (Рис. 16), характеризовались более однородным и связным распределением слоев, что свидетельствует о стабильном процессе с последовательным нанесением порошка. Образцы, построенные в плоскости XZ (Рис. 17), показали более выраженные межслоевые границы, обусловленные наблюдением поперечного сечения относительно направления построения, что характерно для процесса LPBF в ориентации XZ.
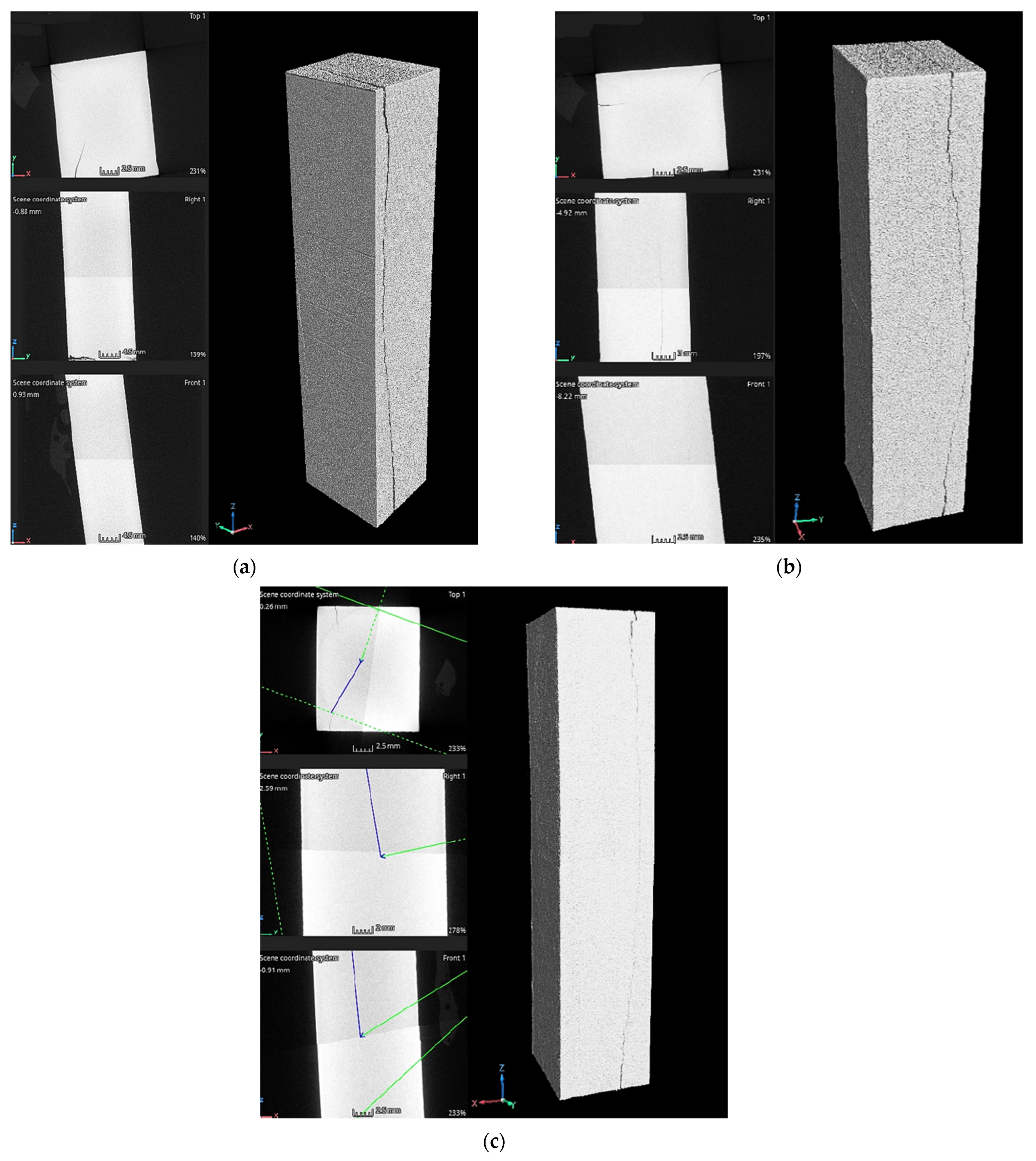
Рис. 16. КТ-снимки образцов, полученных LPBF, после горячего изостатического прессования: (a) 2XY, (b) 3XY и (c) 4XY.
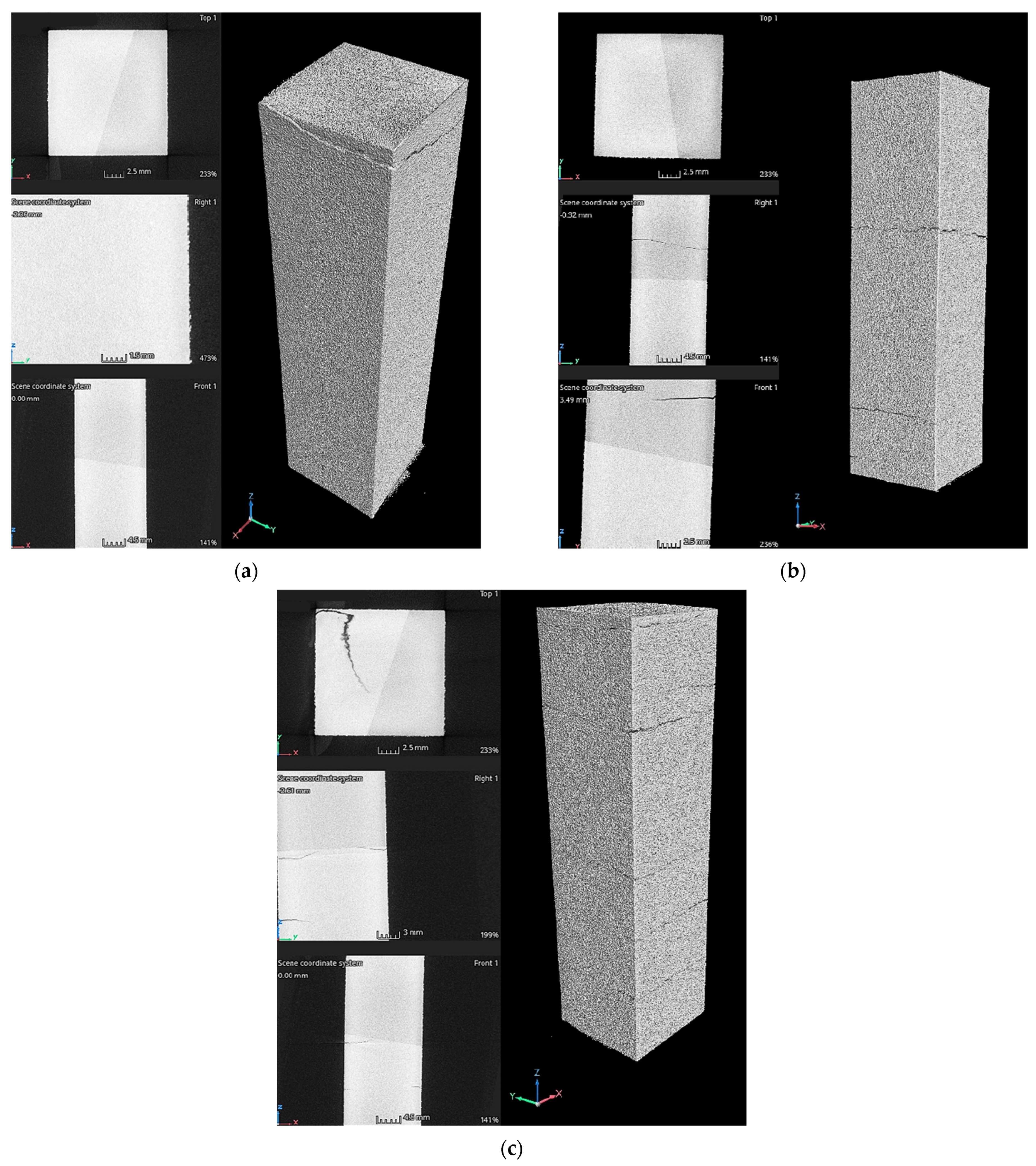
Рис. 17. КТ-снимки образцов, полученных LPBF, после горячего изостатического прессования: (a) 6XZ, (b) 7XZ и (c) 8XZ.
Анализ томографических изображений выявил наличие микротрещин, распространение которых соответствовало конкретной ориентации построения. В образцах, построенных в плоскости XY, распространение трещин наблюдалось в продольном направлении, параллельно осажденным слоям (Рис. 16), тогда как в образцах, построенных в ориентации XZ, распространение трещин происходило в поперечном направлении, перпендикулярно осажденным слоям (Рис. 17). Такое поведение согласуется с механизмами, описанными в литературе [36,37], которые указывают на то, что трещины имеют тенденцию распространяться по специфическим путям, часто совпадающим с растровыми линиями лазерного сканирования.
3.3. Химический состав
Точечный энергодисперсионный анализ (EDS), выполненный на выбранных образцах (Рис. 18), позволил оценить однородность распределения легирующих элементов. Во всех случаях титан являлся доминирующим элементом. В образце 1XY (Рис. 18a) содержание ванадия варьировалось от 0,85 до 11,35 масс.%, что указывает на наличие локальной микросегрегации ванадия, связанной с неравновесными условиями затвердевания, характерными для процесса LPBF.
В образце 2XY (Рис. 18b), подвергнутом ГИП и TCAP, содержание ванадия находилось в диапазоне 2,96-13,26 масс.%, что свидетельствует о том, что процесс TCAP способствовал дополнительному перераспределению легирующих элементов. В образце 4XY-HT (Рис. 18c) после ГИП при 1250 °C и термической обработки распределение ванадия выглядело более однородным.
В образце 5XZ (Рис. 18d) содержание ванадия было очень стабильным и находилось в диапазоне 3,63-3,78 масс.%. В образцах 7XZ-HT (Рис. 18e) и 8XZ-HT (Рис. 18f), подвергнутых ГИП и термической обработке, наблюдались четкие различия в концентрации ванадия в фазах alpha и beta, при этом ванадий преимущественно обогащал фазу beta [38].
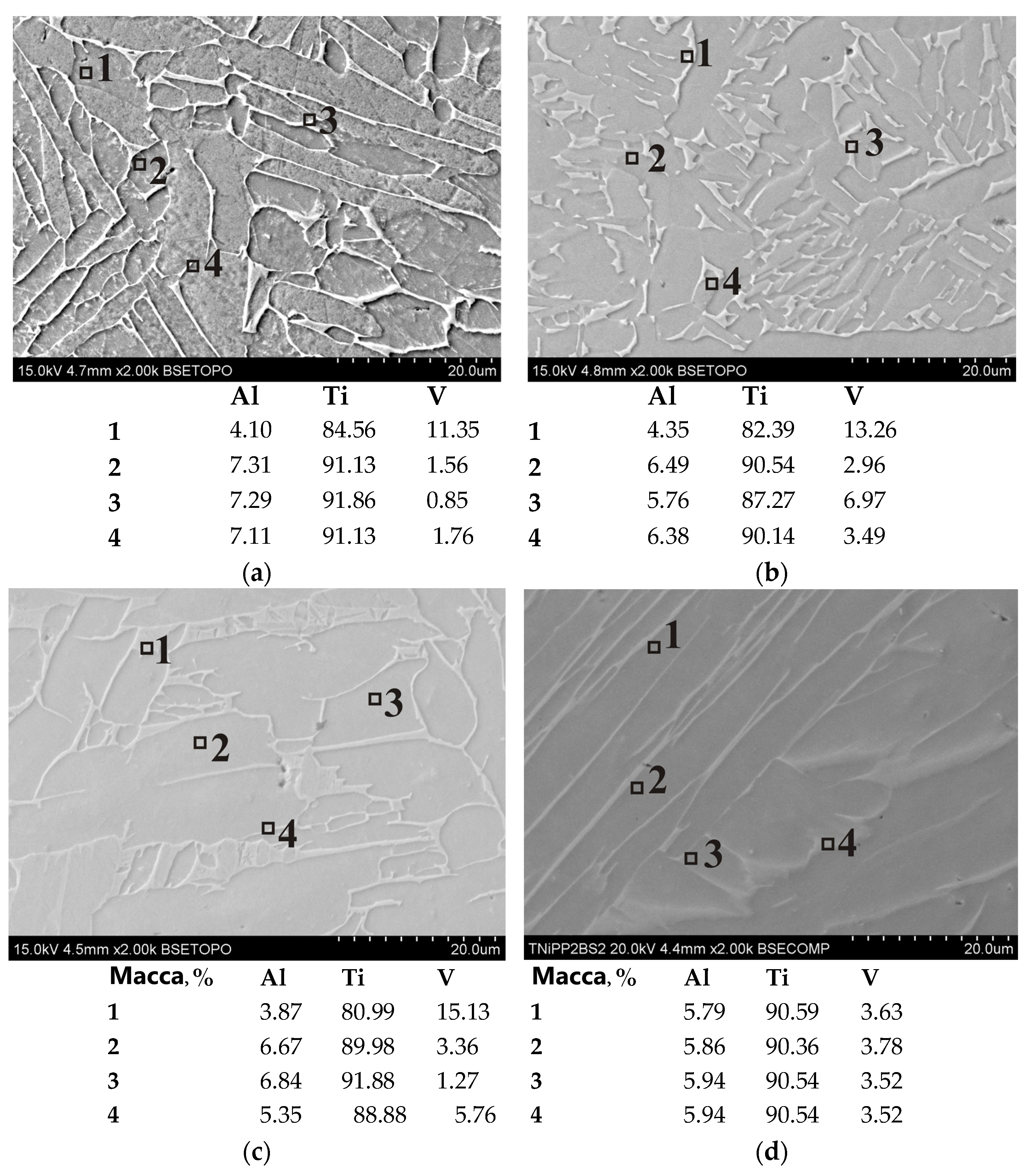
Рис. 18a. Результаты точечного EDS-анализа для образцов (a) 1XY, (b) 2XY, (c) 4XY-HT.
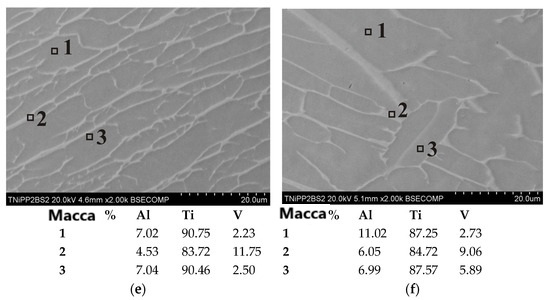
Рис. 18b. Результаты точечного EDS-анализа для образцов (d) 5XZ, (e) 7XZ-HT и (f) 8XZ-HT.
3.4. Микротвердость
Измерения микротвердости проводились в прямоугольной сетке x * y (где x — ширина, а y — высота поперечного сечения). Результаты карт распределения твердости для образцов, построенных в плоскостях XY и XZ, представлены на Рис. 19 и 20.
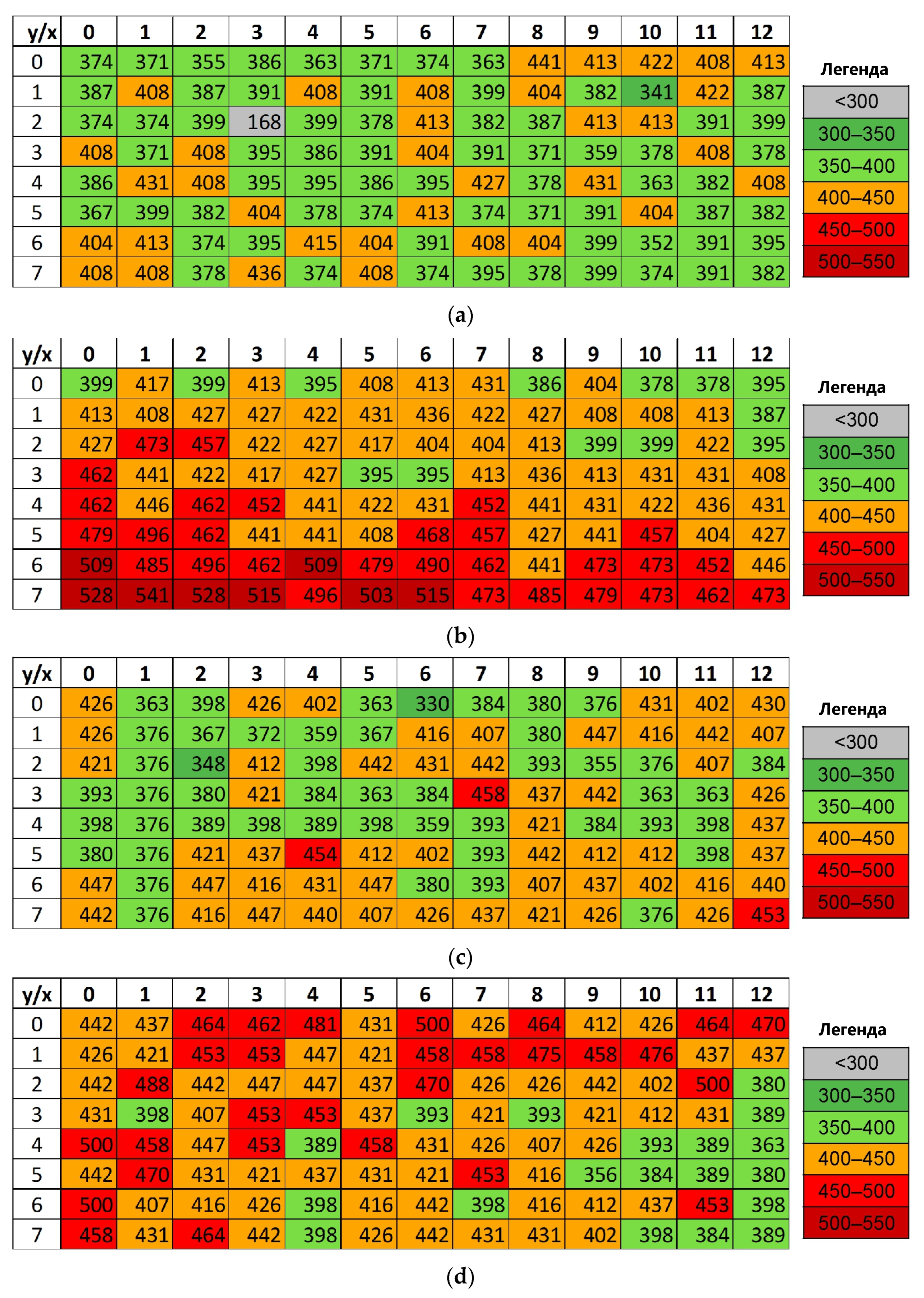
Рис. 19a. Измерения микротвердости (HV0,5) в прямоугольной сетке посередине поперечного сечения образцов: (a) 1XY, (b) 2XY, (c) 3XY.
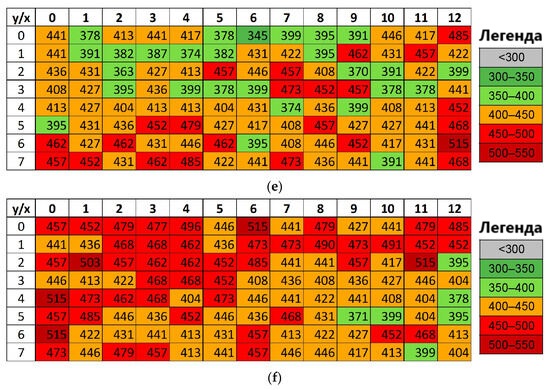
Рис. 19b. Измерения микротвердости (HV0,5): (d) 4XY, (e) 3XY-HT и (f) 4XY-HT.
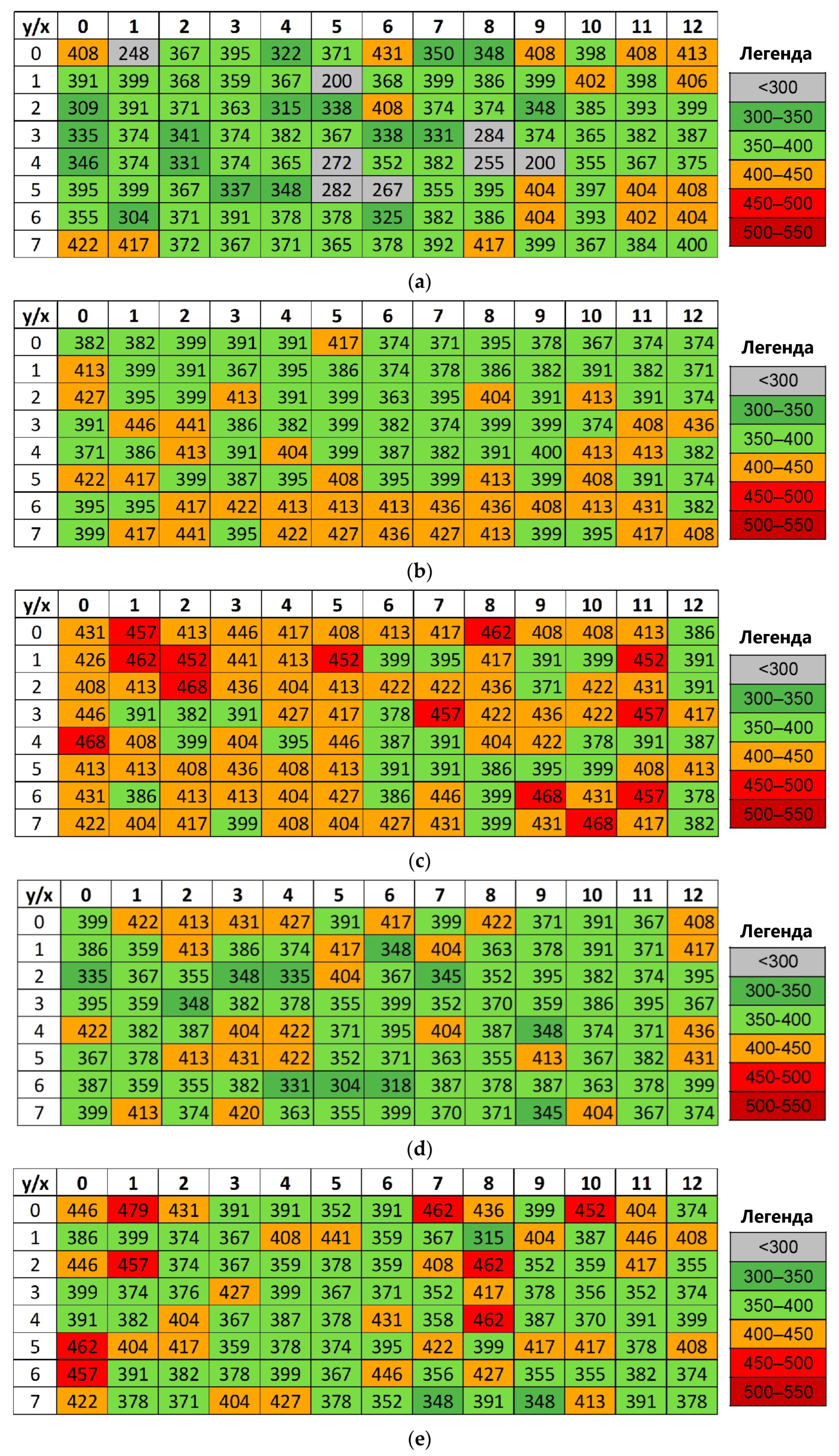
Рис. 20a. Измерения микротвердости (HV0,5) в прямоугольной сетке посередине поперечного сечения образцов: (a) 5XZ, (b) 6XZ, (c) 7XZ.
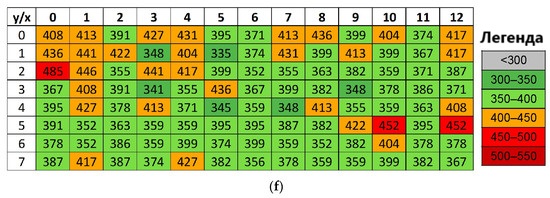
Рис. 20b. Измерения микротвердости (HV0,5): (d) 8XZ, (e) 7XZ-HT и (f) 8XZ-HT.
Анализ распределения микротвердости показывает четкую корреляцию между температурой горячего изостатического прессования и результирующими значениями микротвердости, что согласуется с механизмом роста зерен и эффектом Холла-Петча [39]. Микротвердость образца 1XY в исходном состоянии после построения не превышает 450 HV0,5 (Рис. 19a). Процесс TCAP, которому предшествовала обработка ГИП, привел к значительному повышению микротвердости, достигающей приблизительно 500 HV0,5 и более по всему сечению (Рис. 19b). Микротвердость была ниже 400 HV0,5 лишь в нескольких точках.
Процесс ГИП дополнительно снизил микротвердость приблизительно до 330-360 HV0,5 (образцы 3XY и 4XY), что согласуется с литературными данными о влиянии ГИП на микротвердость Ti6Al4V, обработанного LPBF [40].
Дальнейшее упрочнение образцов произошло в результате дополнительной термической обработки после ГИП. Отжиг при 1020 °C вызвал незначительное повышение твердости по сравнению с образцами, обработанными только ГИП (Рис. 19d,f). Отжиг при надлежащим образом подобранных условиях способствует выделению мелких частиц фазы alpha в матрице beta [41]. В результате образцы, построенные в плоскости XY, подвергнутые ГИП и дополнительному отжигу при 1020 °C, показали значения микротвердости в диапазоне 340-380 HV0,5.
Результат измерения микротвердости образца, подвергнутого процессу TCAP после ГИП при 910 °C (Рис. 19b), показывает возрастающие значения микротвердости, обусловленные явлением деформационного упрочнения. Эти значения микротвердости были значительно выше, чем зафиксированные для образцов, подвергнутых только ГИП (Рис. 19c,d) или ГИП с дополнительной термообработкой (Рис. 19e,f). Однако столь значительное увеличение микротвердости оказало негативное влияние — материал потерял пластичность и растрескался в процессе деформации [42].
Карты распределения микротвердости образцов, построенных в плоскости XZ, подтверждают, что образцы в исходном состоянии обладают высокими значениями микротвердости (Рис. 20) и наличием мартенсита alpha’. Анализ карт выявляет характерные отличия по сравнению с образцами, построенными в плоскости XY (Рис. 19). В плоскости XZ направление 3D-печати перпендикулярно анализируемому поперечному сечению, что означает, что наблюдаемая микроструктура отражает паттерн послойного построения с другой перспективы.
По сравнению с образцом 1XY в исходном состоянии (Рис. 19a) карты микротвердости показывают области с микротвердостью ниже 300 HV0,5 (Рис. 20a), которые соответствуют наличию пор в микроструктуре. Более того, количество областей с микротвердостью ниже 300 HV0,5 увеличивалось с ростом температуры ГИП [20,43].
Таблица 4. Основные механические параметры 3D-печатных образцов, полученные при испытании на сжатие.
| Параметр | Продольное направление | Поперечное направление |
| Предел текучести Rc0,2, МПа | 1019 | 1061 |
| Предел прочности при сжатии Rm, МПа | 1688 | 1679 |
| Деформация при сжатии Ac, % | 2,4 | 3,3 |
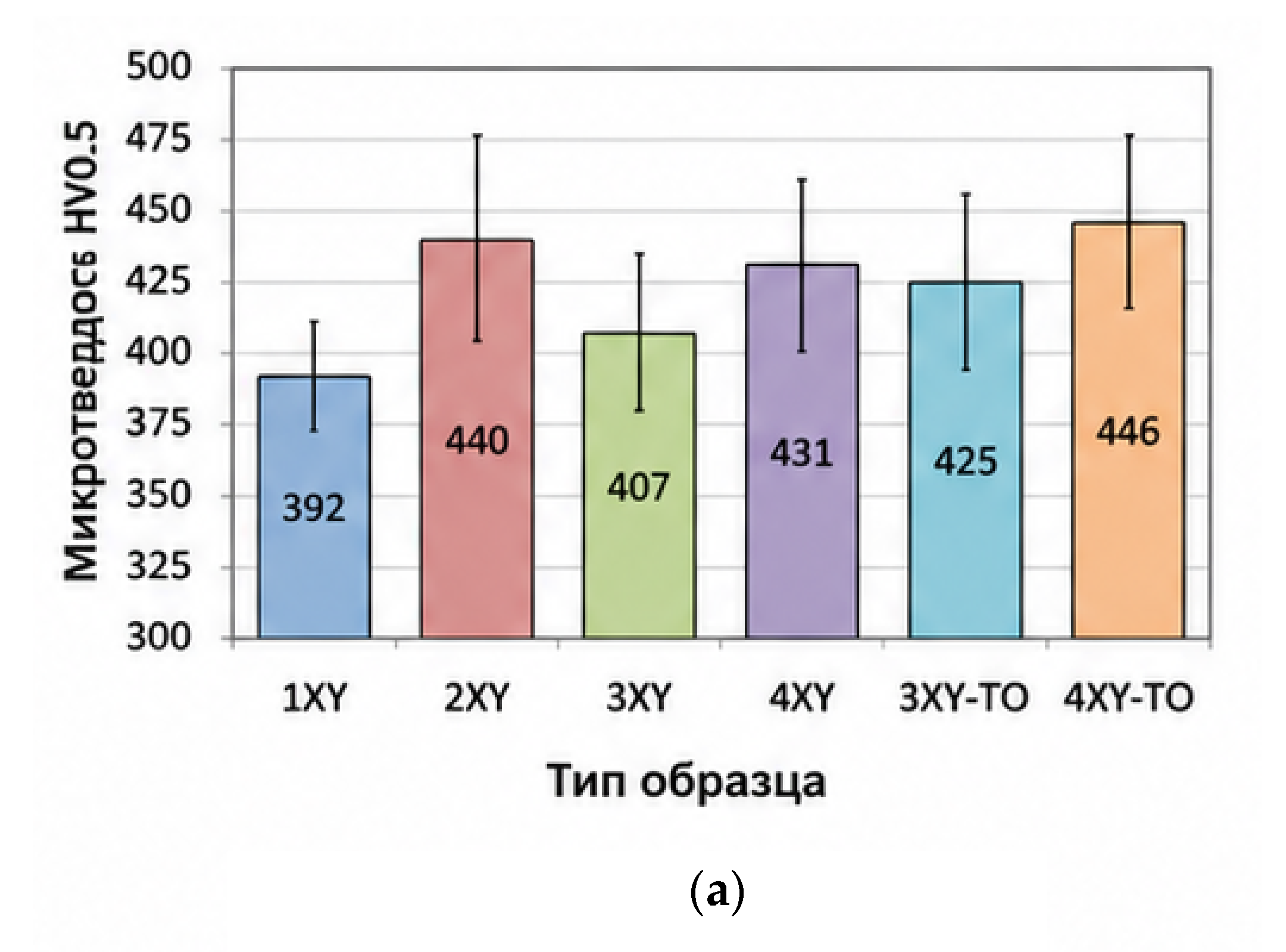
Рис. 21a. Микротвердость по Виккерсу для образцов Ti6Al4V, построенных в плоскости (a) XY.
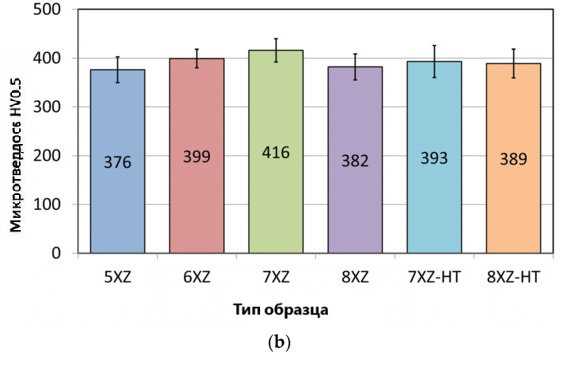
Рис. 21b. Микротвердость по Виккерсу для образцов Ti6Al4V, построенных в плоскости (b) XZ: средние значения и стандартные отклонения для всех условий обработки.
4. Выводы
Результаты, представленные в данной работе, позволили провести многоаспектный анализ микроструктуры, пористости, химического состава и микротвердости образцов Ti6Al4V, изготовленных методом LPBF и подвергнутых различным процессам постобработки. Можно сделать следующие выводы:
Направление 3D-печати оказало существенное влияние на микроструктуру и микротвердость образцов Ti6Al4V, полученных LPBF. Образцы, построенные в плоскости XZ, демонстрировали более высокие значения микротвердости на поперечном сечении, перпендикулярном направлению построения, по сравнению с образцами, построенными в плоскости XY. Эта анизотропия связана со специфической термической историей и микроструктурными особенностями, вносимыми в процессе LPBF.
Процесс ГИП сыграл ключевую роль в снижении пористости и гомогенизации микроструктуры. Вследствие эффекта Холла-Петча повышение температуры ГИП выше бета-транзуса приводит к укрупнению зерен и снижению микротвердости. Температуры ГИП выше бета-транзуса (1150 °C и 1250 °C) привели к значительному снижению микротвердости, тогда как ГИП при 910 °C (ниже бета-транзуса) сохранил более мелкие микроструктурные элементы. КТ-анализ подтвердил, что ГИП эффективно снижает пористость образцов Ti6Al4V, полученных LPBF, независимо от ориентации построения, хотя полное устранение всех дефектов достигнуто не было.
Термическая обработка после ГИП оказалась не менее важной для дальнейшего улучшения свойств 3D-печатных компонентов. Отжиг при 1020 °C привел к выделению мелких частиц alpha в матрице beta, что способствовало умеренному повышению микротвердости при сохранении структурной однородности. EDS-анализ подтвердил, что термическая обработка выше бета-транзуса способствует более равномерному распределению ванадия между фазами alpha и beta, уменьшая микросегрегацию, наблюдаемую в исходном состоянии после построения.
Операция отжига, выполненная после ГИП, была недостаточной для снижения твердости материала образца, обработанного TCAP, до уровней, сопоставимых с образцами, обработанными только ГИП или ГИП + термообработка. Процесс TCAP ввел интенсивную пластическую деформацию в образцы Ti6Al4V, полученные LPBF, что привело к значительному измельчению зерен и повышению микротвердости вследствие эффекта деформационного упрочнения. Однако чрезмерное упрочнение, вызванное TCAP, в конечном итоге привело к растрескиванию образцов в процессе деформации, что указывает на то, что текущие параметры обработки TCAP не подходят для Ti6Al4V, полученного LPBF, без предварительной оптимизации.
Список литературы
- Fan, Z.; Feng, H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660-664.
- Lutjering, G. Influence of processing on microstructure and mechanical properties of (alpha + beta) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32-45.
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552.
- Nguyen, H.D. et al. A critical review on additive manufacturing of Ti-6Al-4V alloy. J. Mater. Res. Technol. 2022, 18, 4641-4661.
- Yang, J. et al. Formation and control of martensite in Ti-6Al-4V alloy produced by SLM. Mater. Des. 2016, 108, 308-318.
- Zaba, K. et al. Tribological Performance of DMLS 20MnCr5 Tool Steel. Appl. Sci. 2025, 15, 8711.
- Al-Bermani, S. et al. The origin of microstructural diversity in EBM Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422-3434.
- Hu, Y. et al. Heat treatment of titanium manufactured by SLM. J. Mater. Res. Technol. 2022, 18, 245-254.
- Zaba, K. et al. Application of PBF-LB for M300 Maraging Steel Tools. Materials 2024, 17, 6185.
- Zaba, K. et al. Assessment of the Corrosion Rate of Maraging Steel M350 Produced by AM. Materials 2025, 18, 4098.
- Sun, W. et al. Effects of build direction on tensile and fatigue performance of SLM Ti6Al4V. Int. J. Fatigue 2020, 130, 105260.
- Hao, Y.-L. et al. Biomedical titanium alloys and their additive manufacturing. Rare Met. 2016, 35, 661-671.
- Carroll, B.E. et al. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with DED. Acta Mater. 2015, 87, 309-320.
- Hrabe, N. et al. Fatigue properties of Ti-6Al-4V fabricated via EBM. Int. J. Fatigue 2017, 94, 202-210.
- Ricci, S.; Iannitti, G. Mechanical Behavior of AM and Wrought Ti6Al4V. Metals 2024, 14, 1028.
- Voisin, T. et al. Defects-dictated tensile properties of SLM Ti-6Al-4V. Mater. Des. 2018, 158, 113-126.
- Sabban, R. et al. Globularization using heat treatment in AM Ti-6Al-4V. Acta Mater. 2019, 162, 239-254.
- Swarnakar, A.K. et al. Thermal expansion of shaped metal deposited Ti-6Al-4V. J. Alloys Compd. 2011, 509, 2723-2728.
- Cordero, Z.C. et al. Six decades of the Hall-Petch effect. Int. Mater. Rev. 2016, 61, 495-512.
- Lee, D. et al. Effect of HIP and solution heat treatment on SLM Ti-6Al-4V. Arch. Metall. Mater. 2024, 69, 135-139.
- Beese, A.M.; Carroll, B.E. Review of Mechanical Properties of Ti-6Al-4V Made by Laser AM. JOM 2016, 68, 724-734.
- Liang, Z. et al. The effect of heat treatment on SLM Ti6Al4V alloy. J. Alloys Compd. 2019, 782, 1041-1048.
- Tanski, T. et al. Structure and Properties of AlMg Alloy after ECAP. Arch. Civ. Mech. Eng. 2016, 16, 325-334.
- Dutkiewicz, J. et al. Superplastic deformation of MgLiAl alloy after TCAP pressing. Acta Metall. Slovaca 2017, 23, 215-221.
- Koujalagi, M.B.; Siddesha, H.S. ECAP of titanium alloy by SPD: A review. Mater. Today Proc. 2021, 45, 71-77.
- Rusz, S. et al. Influence of SPD Process on Low-Carbon Steel. MM Sci. J. 2019, 12, 2910-2914.
- Bartolomeu, F. et al. Predictive models for Ti6Al4V produced by SLM. Mater. Sci. Eng. A 2016, 663, 181-192.
- Rusz, S. et al. Ultrafine grain refinement of AlMn1Cu and AZ 31 alloys by SPD. Arch. Metall. Mater. 2014, 59, 359-364.
- ISO 6507-1; Metallic Materials — Vickers Hardness Test Part 1. ISO: Geneva, 2018.
- Mayer, T. et al. Effect of Build Orientation on Thermal Expansion of LPBF Ti-6Al-4V. Metall. Mater. Trans. 2025, 56, 1287-1309.
- Wu, M.W. et al. Revealing the anisotropic mechanical properties of LPBF Ti-6Al-4V. J. Alloys Compd. 2023, 949, 169494.
- Mendoza, I. et al. Crack propagation of Ti alloy via adiabatic shear bands. Mater. Sci. Eng. A 2015, 645, 306-310.
- Liu, Y. et al. Correlation between Microstructure and Mechanical Properties of Heat-Treated Ti-6Al-4V. Metals 2020, 10, 854.
- Karasoglu, M. et al. Effect of HT and HIP on the Corrosion Behavior of EBM Ti6Al4V Parts. ACS Omega 2024, 9, 29904-29916.
- Ojo, S.A. et al. Improving fatigue life of additively repaired Ti-6Al-4V. Int. J. Fatigue 2023, 173, 107663.
- Bragaglia, M. et al. Modeling the fracture behavior of 3D-printed PLA. Compos. Struct. 2023, 322, 117379.
- Irani, M.S. et al. Enhancing damage tolerance of structures using 3D/4D printing. Adv. Mater. Technol. 2025, 10, e00535.
- Zheng, H. et al. The impact of HIP on the corrosion behavior of EBM Ti-6Al-4V. npj Mater. Degrad. 2025, 9, 15.
- Xu, W. et al. Additive manufacturing of strong and ductile Ti-6Al-4V by SLM. Acta Mater. 2015, 85, 74-84.
- Squillaci, L. et al. Microstructure and mechanical properties of PBF-LB Ti-6Al-4V: Effect of HIP. Mater. Sci. Eng. A 2025, 931, 148226.
- Li, T. et al. Precipitation of the alpha-phase in an ultrafine grained beta-titanium alloy. Mater. Sci. Eng. A 2014, 605, 144-150.
- Karaman, I.; Yapici, G.G. Effect of SPD on the Mechanical Behavior of Ti-6Al-4V. ASME IMECE 2003.
- Sheng, K. et al. Microstructure and mechanical properties of EBM Ti-6Al-4V regulated via HIP. J. Mater. Res. Technol. 2025, 39, 782-791.
- Sha, W.; Malinov, S. Titanium Alloys: Modelling of Microstructure, Properties and Applications. CRC Press, 2009.




