

Сегодня хотим представить вашему вниманию исследование, которое проводили специалисты Volgobot в течении последних 4 месяцев.
В этой статье мы хотим показать как активная термостатируемая камера влияет на физико-механические характеристики печатаемых заготовок.
Здесь мы расскажем о том, как проводилось экспериментальное исследование механических свойств образцов материала для 3D-печати Polyketon (Polymer M710F) от компании НИТ и представим результаты исследования. Образцы были изготовлены на FFF/FDM 3D-принтере с активным термостатированием рабочей области.
Для удобства прочтения статьи все результаты испытаний мы прикрепили отдельным файлом, который доступен по ссылке в конце текста. Вы можете ознакомиться с ними, просто скачав документ.
На текущий момент времени 3D-печать активно развивается и находит новое применение во всех сферах жизни. Наиболее распространенной является технология на основе метода послойного наплавления (FFF/FDM). Приоритетным направлением развития данной технологии является функциональная печать. Напомним, что под этим термином подразумевается создание рабочих деталей (зубчатых колёс, валиков конвейеров, захватов бутылок, различных кронштейнов и др).
Ключевыми для функциональных деталей являются высокие значения механических характеристик (прочность на разрыв, упругость). Для этих целей сейчас применяют такие полимеры как PA-6, PA-66, PA-11, POM и др. У них имеется ряд достоинств: высокие диапазоны рабочей температуры, высокая твердость и механическая прочность, износостойкость, химстойкость и т.д. Почти по всем параметрам они опережают наиболее распространенные в 3D-печати полимеры: ABS и PETG.
Почему поликетон?
У вышеперечисленных пластиков есть значительные недостатки: высокая цена, а также при высоких температурах полиамид вступает в реакцию гидролиза с водой. Второй недостаток для 3D-печати имеет ключевое значение. Это ведет к нарушению геометрических размеров и большой пористости получаемого изделия. Для предотвращения этого дефекта требуется долгая процедура предварительной сушки филамента.
Чтобы решить эту проблему мы решили проанализировать полимер, ранее не используемый в 3D-печати: Polyketon (Polymer M710F), который применяется в ТПА. Из-за новизны материала на него отсутствуют данные о механических характеристиках изготавливаемых посредством 3D-печати изделий. Не описан характер влияния температурного диапазона, скорости печати, высоты слоя, скорости перемещения печатающей головки на свойства изделий, что не позволяет прогнозировать механические свойства конечной продукции.
Наибольшие влияние на прочностные характеристики 3D печатного изделия оказывает термостатирование рабочей области печати.
Основное предположение, на которое мы опирались в ходе исследования заключалось в том, что при использовании термокамеры при увеличении температуры в материале Polyketon (Polymer M710F) будет улучшаться межслойная когезия в изготавливаемом изделии из-за чего будут расти прочностные характеристики.
Снова уточним — под межслойной когезией в 3D-печати подразумевается связь частиц филамента между разными по высоте слоями, при этом нельзя утверждать достоверно происходит ли когезионное взаимодействие (т.к. участвуют частицы одного и того же материала) или адгезионное взаимодействие (т.к. соприкасаются разные фазы вещества “расплав” и “остывший и затвердевший филамент”).
Изначально исследование проходило для проверки влияния термостатирования рабочей области на такие свойства, как прочность и относительное удлинение при разрыве, путем качественного сравнения результатов испытания тестовых образцов изготовленных при различных режимах работы оборудования для аддитивного производства.
Испытания
В качестве материала был использован полимер Polyketon марки M710F, превращенный в нить филамента компанией НИТ. Заявленные характеристики исходного сырья от компании HYOSUNG представлены в таблице ниже.
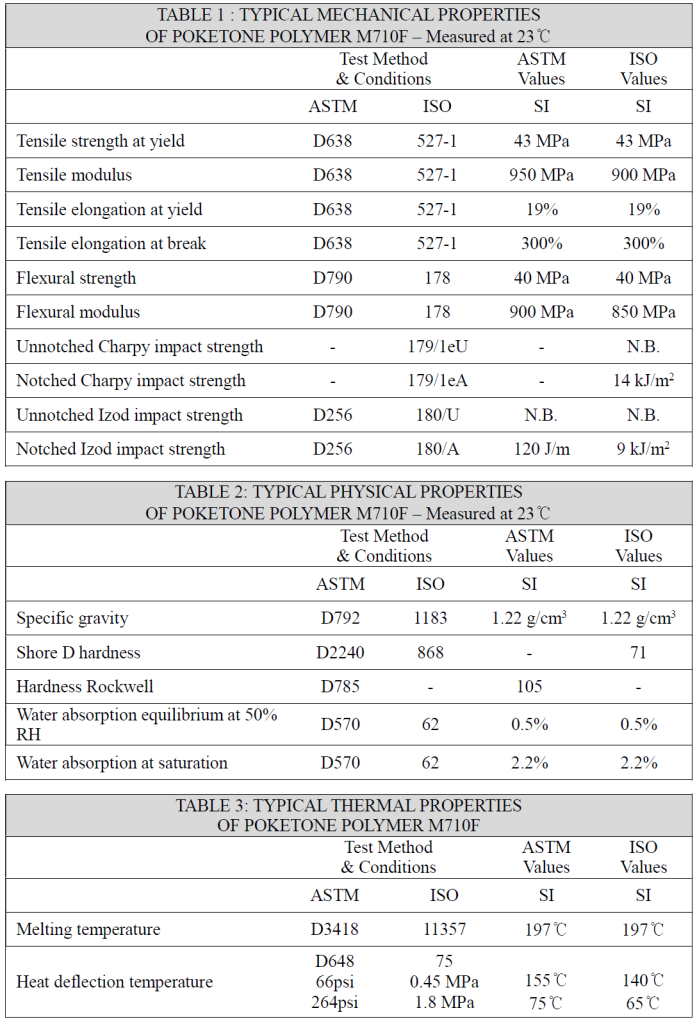
Таблица 1. Заявленные характеристики исходного сырья от компании HYOSUNG
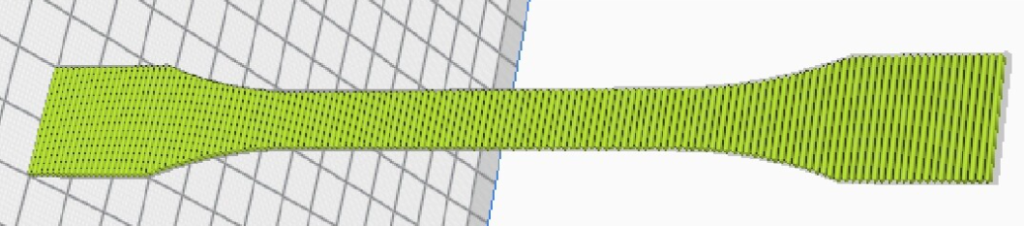
Схема расположения волокон в экспериментальных лопатках (лопатки печатались вертикально)
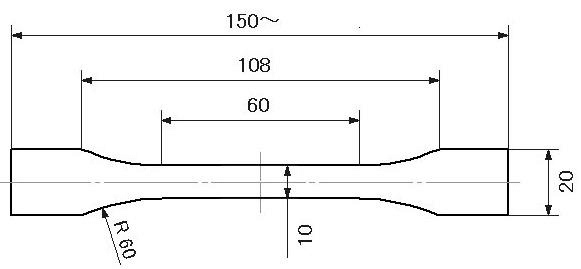
Размеры образцов типа 2 по стандарту ГОСТ 11262-2017 (ISO 527-2:2012)
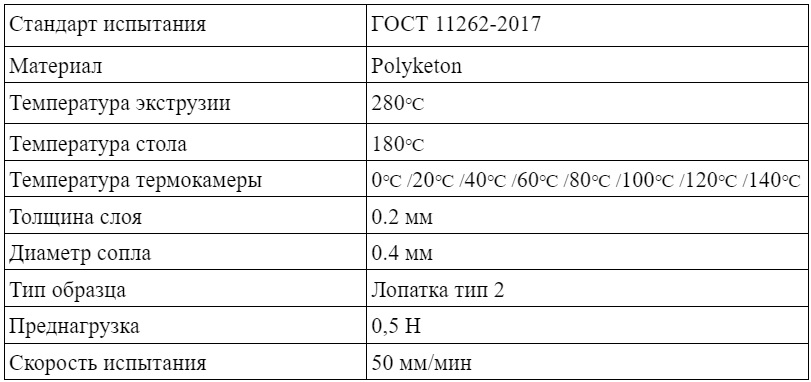
Печать осуществлялась с одной катушки расходного материала для минимизации влияния разницы свойств между партиями на 3D-Принтере Volgobot А4 PRO с термостатируемой камерой для равномерного прогрева области печати, чтобы улучшить спекаемость образцов и сделать усадку более равномерной. Параметры для печати были подобраны эмпирически. Варьировалась только температура термокамеры. Измерения производились на лабораторном оборудовании в лаборатории Волгоградского государственного технического университета по стандарту ГОСТ 11262-2017 (ISO 527-2:2012). Параметры испытаний приведены в таблице ниже.
В результате испытаний были получены экспериментальные данные, обработанные результаты которых представлены в прикрепленном файле.
Таблица 2. Параметры испытаний
Выводы
Результаты испытаний показывают, что 3D-печатные изделия при повышении температуры термокамеры до 120℃ своей прочностью при пределе текучести приближаются к отлитым образцам, заявленным производителем исходного сырья.
Исходя из этого, можно сказать, что данный материал можно использовать в функциональных изделиях для нужд промышленности без потери прочности изготавливаемых изделий путем 3D-печати, относительно изготовленных изделий путем литья пластмасс.
Таблица 3. Сводные данные абсолютных значений показателей, на основании которых выполнены выводы и графики.

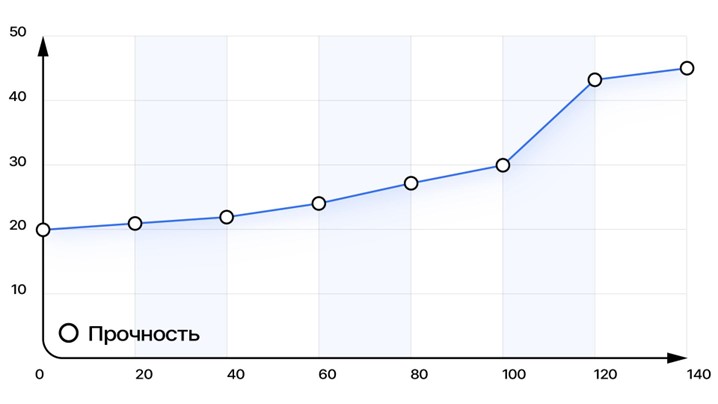
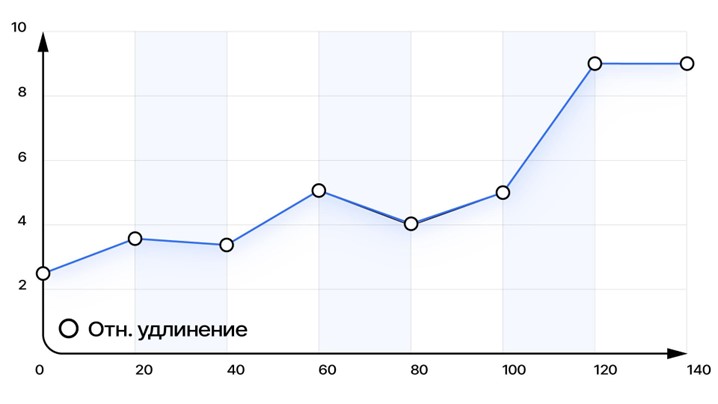
Сводный график результатов испытаний
Ссылка на документ с результатами испытаний.




