
К окончанию II квартала 2026 года мы собрали в одном материале ключевые научные публикации по аддитивным технологиям — от β-титана для имплантатов и жаропрочного алюминия для PBF-LB до сверхпрочной стали для LDED, цеолитных катализаторов, биоцемента и низкоуглеродных строительных композиций. Исследователи переходят от подбора режимов к проектированию самих материалов и «цифровых паспортов» связки «состав – процесс – микроструктура – свойства», а также разбирает, что реально мешает этим результатам выйти в промышленность.
Также по итогам II квартала 2026 года мы выпустили журнал с подборкой статей по аддитивным технологиям; там тоже разобраны актуальные разработки и тенденции.
Аналитический обзор рецензируемых англоязычных публикаций, вышедших с 1 апреля по 30 июня 2026 года.
Главная мысль
В течение долгого времени металлическая 3D-печать развивалась преимущественно за счет оборудования: росло число лазеров, увеличивались рабочие камеры, совершенствовались оптика, мониторинг и стратегии сканирования. Весной 2026 года в научной литературе особенно отчетливо проявился другой вектор. Исследователи все чаще проектируют не только процесс, но и сам материал — с учетом сверхбыстрого охлаждения, локального переплавления и сложной термической истории, характерных для аддитивного производства.
В центре внимания оказались β-титановый сплав с модулем упругости, близким к костной ткани, жаропрочный алюминиевый сплав без обязательной постобработки, сверхпрочная коррозионно-стойкая сталь для лазерного направленного осаждения, а также система активного обучения для поиска новых NiCoCr-составов. Параллельно аддитивные технологии выходят за пределы традиционной металлургии: печатаются катализаторы с 90,5% цеолита, архитектурные конструкции из стабилизированного грунта и пористый биоцемент, в котором связующая фаза формируется бактериями.
Эти работы еще не означают немедленного появления серийных материалов. Но вместе они показывают смену методологии: химический состав, параметры печати, микроструктура и эксплуатационные свойства начинают рассматриваться как элементы одной проектируемой системы.
Главные цифры
| 42,7 ГПа | модуль Юнга нового β-титанового сплава после PBF-LB |
| 30,9% | относительное удлинение напечатанного титанового сплава |
| 582 МПа | средняя прочность нового алюминиевого сплава при комнатной температуре без дополнительной постобработки |
| 114 МПа | прочность алюминиевого сплава при 400 °C |
| 1713 МПа | предел прочности ИИ-спроектированной стали после LDED и отпуска |
| 90,5 масс.% | содержание цеолита в печатной DIW-композиции |
| 17 МПа | наибольшее среднее значение прочности биоцементных цилиндров в исследовании |
| 6 составов | новые печатаемые NiCoCr-сплавы, найденные с помощью активного обучения |
Содержание
- От настройки параметров — к проектированию материалов
- β-титан для имплантатов: машинное обучение и PBF-LB
- Алюминий для 400 °C: микроструктура формируется при печати
- Сталь: почему важно не путать LDED и LPBF
- Активное обучение и новые NiCoCr-составы
- Цеолитные катализаторы: геометрия становится частью химического процесса
- Грунт и биополимеры: 3D-печать для низкоуглеродного строительства
- Биоцемент: бактерии как селективно наносимое связующее
- Что объединяет исследования и что мешает внедрению
- Почему не каждое открытие дойдет до завода
- Значение для российской индустрии
1. От настройки параметров — к проектированию материалов
Еще несколько лет назад типовой исследовательский проект в металлическом аддитивном производстве начинался с уже известного сплава. Ученые подбирали мощность лазера, скорость сканирования, шаг штриховки и толщину слоя, затем оценивали пористость, текстуру, остаточные напряжения и свойства после термообработки. Подход был логичным: промышленность уже располагала стандартами, цепочками поставок и многолетними данными по Ti-6Al-4V, AlSi10Mg, 316L, Inconel 718 и другим материалам.
Проблема в том, что эти сплавы создавались для литья, деформационной обработки или сварки. В PBF-LB материал многократно испытывает кратковременный локальный нагрев и сверхбыстрое охлаждение; в LDED меняются размеры ванны расплава, разбавление и термические циклы; в DIW результат зависит от реологии высоконаполненной пасты, сушки и спекания. Поэтому «хороший традиционный материал» не автоматически становится оптимальным материалом для 3D-печати.
Весной 2026 года новости компаний показывают переход к обратной постановке задачи. Сначала задаются требования — печатаемость, модуль упругости, жаропрочность, сопротивление коррозии, твердость или устойчивость к окислению. Затем вычислительные модели, CALPHAD, машинное обучение или активное обучение сужают пространство составов. Эксперимент используется не для слепого перебора, а для проверки отобранных кандидатов.
Это не означает, что алгоритм заменил материаловеда. Наоборот, наиболее убедительные работы объединяют физические дескрипторы, термодинамические расчеты, объяснимые модели и полноценную экспериментальную валидацию. Ценность ИИ в таком контексте — не в громком ярлыке, а в способности быстрее пройти от миллионов теоретических комбинаций к нескольким проверяемым составам.
КЛЮЧЕВОЙ СДВИГ
Материал все чаще определяется не только химическим составом. В его «цифровой паспорт» входят порошок, параметры процесса, термическая история, микроструктура, постобработка и допустимое окно свойств.
2. β-титан для имплантатов: машинное обучение и PBF-LB
14 апреля 2026 года в Nature Communications была опубликована работа Machine learning driven discovery of low modulus biomedical titanium alloys for additive manufacturing. Авторы объединили CALPHAD, машинное обучение, физические модели и многокритериальную оптимизацию, чтобы найти β-титановый сплав, изначально ориентированный на лазерное сплавление порошкового слоя.
Мотивация связана с эффектом экранирования напряжений. Модуль Юнга Ti-6Al-4V составляет примерно 110 ГПа, тогда как для кортикальной кости обычно приводят диапазон около 10–30 ГПа. Жесткий имплантат берет на себя непропорционально большую часть нагрузки, из-за чего окружающая кость может получать недостаточный механический стимул. β-титановые системы способны снизить модуль, но одновременно требуется сохранить прочность, пластичность, коррозионную стойкость, биосовместимость и устойчивость процесса печати.
Прим. Редактора. Однако, надо понимать, что модуль Юнга в пористых структурах (а именно так печатают импланты) значительно ниже и может быть сильно ниже, чем в литых сплавах.
В разработанной схеме сначала формировалась расчетная матрица составов Ti–Nb–Ta–Zr–Sn. Неравновесная кристаллизация оценивалась по Scheil-модели; в качестве дескрипторов печатаемости использовались интервал затвердевания, фактор ограничения роста и склонность к горячим трещинам. Затем прогнозы по модулю, прочности и коррозионным характеристикам объединялись в многокритериальную оптимизацию.
Выбранный состав был изготовлен методом PBF-LB и показал меньшую чувствительность к образованию keyhole-пор по сравнению с Ti-6Al-4V. При оптимизированных режимах в состоянии после печати был получен модуль Юнга около 42,7 ГПа и относительное удлинение около 30,9%. Авторы связывают сочетание свойств с метастабильной β-фазой, кубической текстурой <001> и сниженной плотностью дислокаций.
Научная новизна заключается не только в цифрах. Работа демонстрирует сквозную процедуру, где требования к медицинскому изделию переводятся в критерии отбора состава, а печатаемость учитывается до изготовления порошка. Это важнее очередного рекорда: методологию потенциально можно перенести на другие системы, если для них существуют надежные данные и физически осмысленные дескрипторы.
При этом до клинического применения остается длинный путь. Необходимы масштабирование производства порошка, статистика по различным установкам и партиям, усталостные и трибологические испытания, анализ длительной коррозии и полноценная биологическая оценка. Исследование подтверждает принцип, но не заменяет квалификацию материала и медицинского изделия.
ПОЧЕМУ ЭТО ВАЖНО
Разработка начинается не с марки сплава, а с требований к изделию и процессу. Это один из наиболее наглядных примеров inverse materials design для аддитивного производства.

3. Алюминий для 400°C: микроструктура формируется при печати
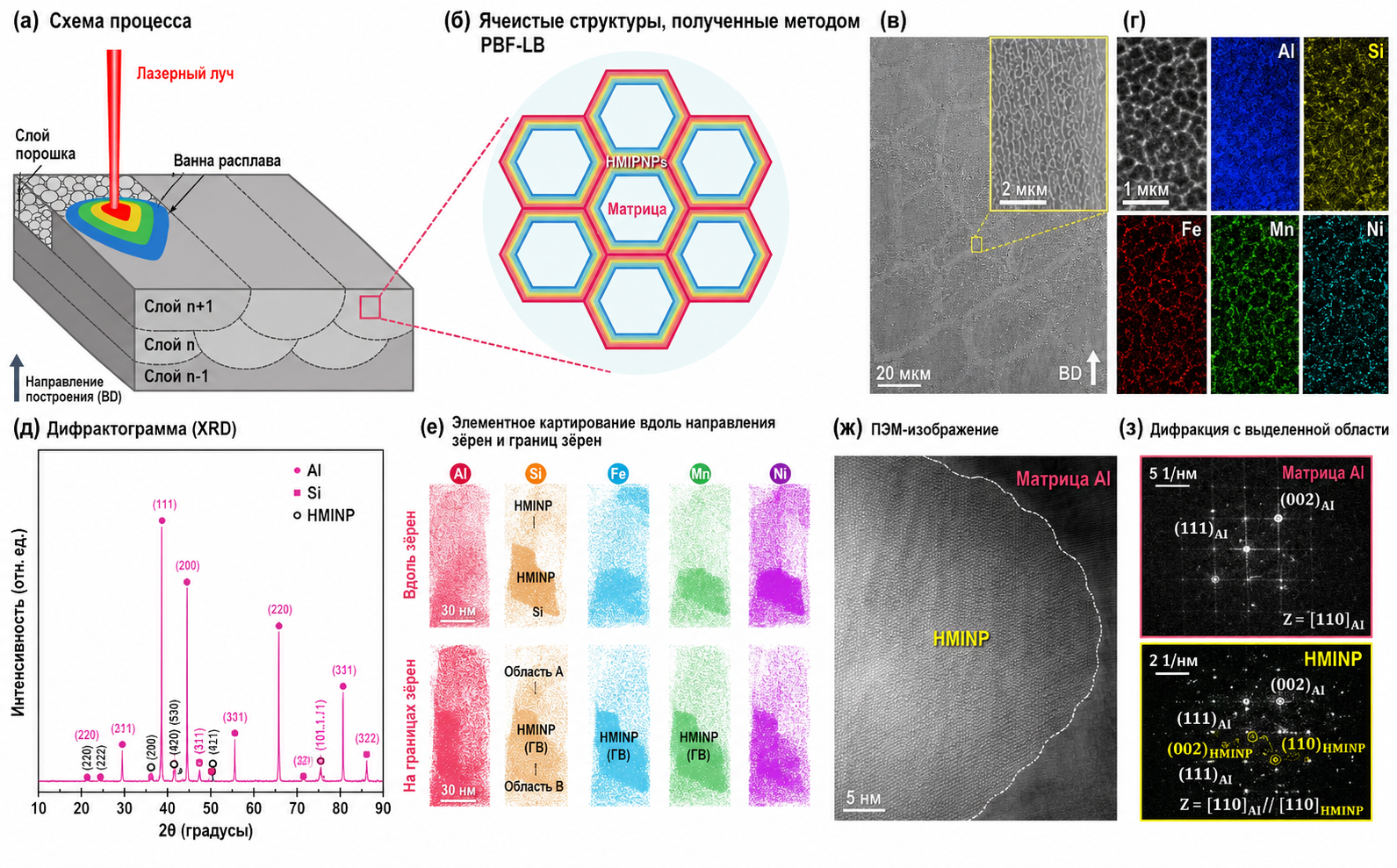
15 апреля 2026 года, Nature Communications опубликовал исследование Strong yet ductile heat-resistant aluminum alloy by additive manufacturing. Авторы предложили алюминиевый сплав Al–7,44Si–2,34Fe–1,79Mn–1,12Ni (масс.%), рассчитанный на PBF-LB и эксплуатацию при повышенной температуре.
Для алюминиевых сплавов диапазон 300–400 °C особенно сложен: традиционные упрочняющие выделения укрупняются, границы между прочностью и пластичностью становятся жестче, а преимущества низкой плотности теряются, если узел приходится изготавливать из более тяжелого титана, стали или никелевого суперсплава. Авторы использовали сравнительно доступные элементы и сознательно отказались от дорогих добавок вроде скандия.
В процессе быстрого затвердевания формируется высокий объем — около 14% — многокомпонентных интерметаллидных нанофаз Al(FeMnNi)Si, расположенных в границах ячеистой структуры. Эта архитектура стабилизирует материал и препятствует движению дислокаций. Относительная плотность напечатанных образцов достигла 99,99%.
Без дополнительной термической обработки средняя прочность при комнатной температуре составила 582 МПа. При 400 °C исследователи получили прочность 114 МПа и высокое сопротивление ползучести. Важна именно оговорка «без постобработки»: исключение отдельного длительного цикла потенциально уменьшает стоимость, время производства и риск вариативности.
Лазерный процесс можно рассматривать как инструмент формирования нужной микроструктуры, а не только как способ придать детали геометрию. В такой модели химический состав и стратегия печати проектируются совместно. Для теплообменников, корпусов, элементов силовой электроники, авиационных и космических компонентов эта логика может быть не менее важна, чем абсолютное значение прочности.
Ограничение остается прежним: лабораторные образцы и кратковременные высокотемпературные испытания не равны квалифицированному материалу. Потребуются данные по длительной ползучести, усталости, окислению, ремонтопригодности и воспроизводимости на разных машинах.
4. Сталь: LDED
Третье исследование относится к laser-directed energy deposition — лазерному направленному энергетическому осаждению, LDED.
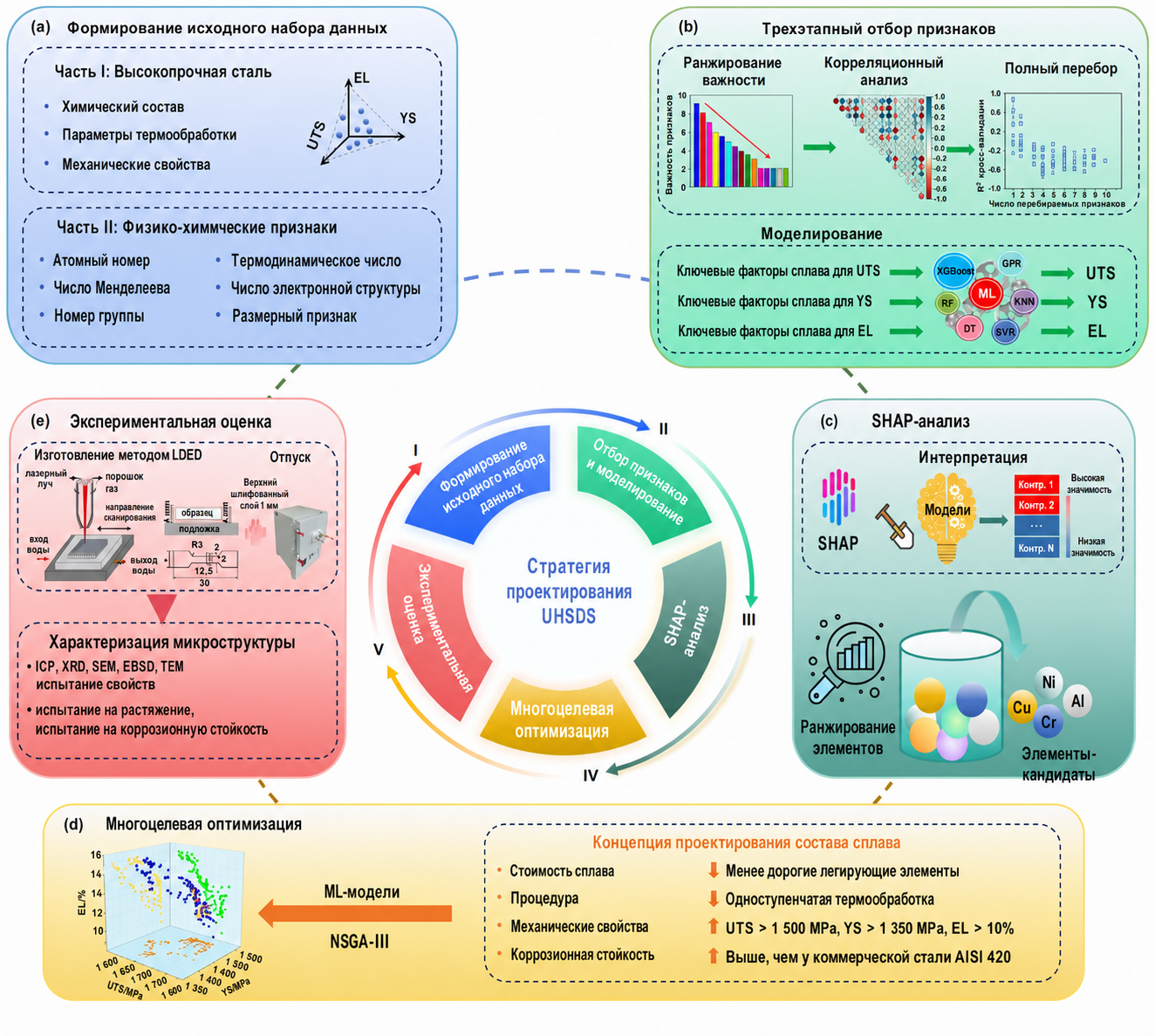
Статья Interpretable machine learning integrated with physicochemical feature for developing additively manufactured ultra-high strength and ductility steel вышла в International Journal of Extreme Manufacturing в конце марта 2026 года. Модель использовала 81 физико-химический признак элементов и SHAP-анализ, чтобы не только прогнозировать свойства, но и объяснять влияние признаков на предел прочности, предел текучести и удлинение.
Предложенный состав Fe–15Cr–3,2Ni–0,8Mn–0,6Cu–0,56Si–0,4Al–0,16C (масс.%) изготовили методом LDED и подвергли одноступенчатому отпуску при 480°C в течение 6 часов. После обработки предел прочности составил 1713 ± 17 МПа, предел текучести — 1502 ± 33 МПа, а относительное удлинение — 15,5 ± 0,7%. Скорость коррозии в испытаниях составила 0,105 мм/год.
Сочетание свойств связывается с мартенситной матрицей, остаточным аустенитом, карбидами и нановыделениями AlN, NiAl и ε-Cu. Упрочнение обеспечивают твердый раствор и частицы, а пластичность поддерживает TRIP-эффект — деформационно-индуцированное превращение аустенита.
Для промышленности привлекательны отсутствие кобальта и молибдена, умеренное содержание никеля и короткая одноступенчатая термообработка. Но формулировка «не ржавеет», появлявшаяся в популярных публикациях, некорректна. Авторы говорят о повышенной коррозионной стойкости в конкретных испытаниях, а не об абсолютной невосприимчивости к коррозии.
Самое важное ограничение сформулировано авторами прямо: наборы данных специфичны для производственной технологии. Модель, обученная на LDED, нельзя автоматически переносить на LPBF. Этот вывод полезен для всех ИИ-проектов в аддитивном производстве: качество алгоритма не отменяет необходимость учитывать физику конкретного процесса.
5. Активное обучение и новые NiCoCr-составы
23 июня 2026 года в npj Advanced Manufacturing как ранняя, еще не прошедшая финальное литературное редактирование версия. Исследователи Университета Торонто и партнерских организаций объединили активное обучение с высокопроизводительным аддитивным экспериментом для поиска комплексно-концентрированных NiCoCr-сплавов.
В отличие от обычной модели, которая обучается на заранее собранном массиве, active learning выбирает следующий наиболее информативный эксперимент. Цикл «изготовление — измерение — обновление модели — выбор следующего состава» позволяет одновременно исследовать неизвестные области и двигаться к заданной цели.
Авторы сообщили о шести новых печатаемых составах, твердость которых при комнатной температуре до примерно 40% выше, чем у эквиатомного NiCoCr. Состав Ni12Co62Cr26 сохранял примерно на 50% более высокую твердость при 600 °C, а Ni36Co14Cr50 показал на 85% меньший прирост массы при окислении при 1000 °C по сравнению с выбранными традиционными суперсплавами.
Работа важна еще и потому, что оптимальные свойства были найдены далеко от привычной эквиатомной точки. Это предупреждение против чрезмерно узкого поиска: для высокоэнтропийных и комплексно-концентрированных систем «равные доли элементов» удобны концептуально, но не обязательно оптимальны для конкретной функции.
Поскольку опубликована ранняя версия рукописи, цифры и формулировки следует использовать с оговоркой. Тем не менее методика хорошо иллюстрирует будущую лабораторию материалов: роботизированная или высокопроизводительная печать, быстрые измерения и алгоритм, который планирует следующий эксперимент.
| РЕДАКЦИОННАЯ ОГОВОРКА
На 26 июня 2026 года статья NiCoCr доступна как неотредактированная ранняя версия. Перед отдельной новостной публикацией следует повторно проверить финальную версию и библиографические данные. |
6. Цеолитные катализаторы: геометрия становится частью химического процесса
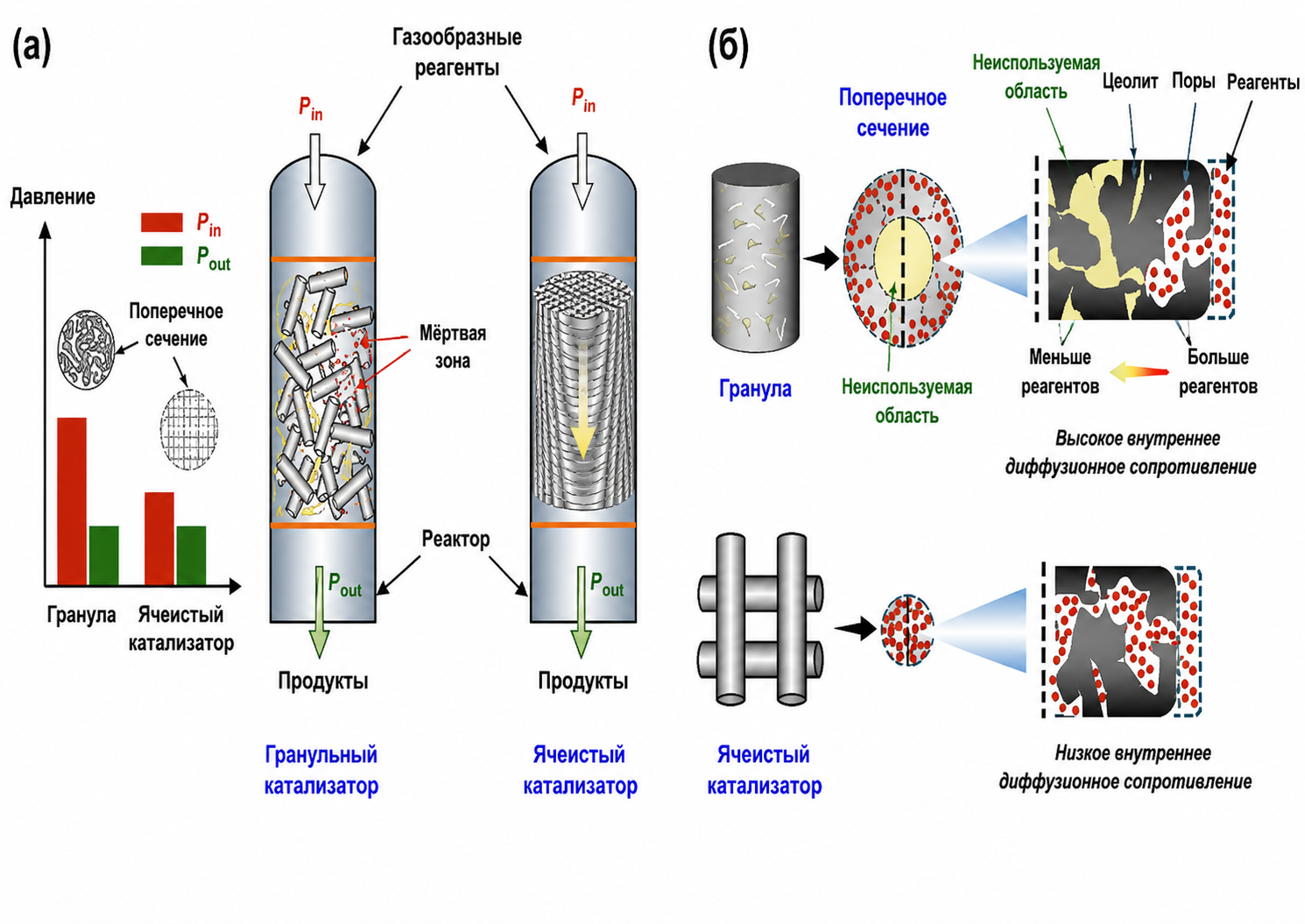
Металлы — только одна часть свежего научного потока. В работе High-loading 3D-printed open-cell zeolite catalysts with enhanced structural integrity авторы из Dartmouth College и Oak Ridge National Laboratory решали другую задачу: как напечатать открытоячеистый катализатор с высокой долей активного вещества и приемлемой механической прочностью.
Традиционные гранулы заставляют инженеров выбирать между перепадом давления и доступностью активных центров. Малые частицы улучшают диффузию, но повышают сопротивление потоку; крупные снижают перепад давления, однако увеличивают путь реагента к внутренним порам. Открытая архитектура позволяет разорвать эту связь: макроканалы задают течение, а тонкие стенки сокращают диффузионный путь.
Для DIW-печати исследователи разработали суспензию с 90,5 масс.% цеолита. Неиногенный HPMC оказался эффективнее анионного CMC для стабилизации частиц и сохранения реологии при выдержке. После оптимизации скорости, подачи, диаметра сопла и обжига при 600 °C прочность при сжатии достигла 1,77 МПа — более чем на 200% выше уровней, приведенных авторами для существующих печатных цеолитных катализаторов.
Ключевое ограничение: в работе не проводилось прямое каталитическое тестирование конечных структур. Исследование доказывает улучшение состава, печатаемости, удельной поверхности и механической целостности, но промышленный эффект в конкретной реакции еще нужно подтвердить.
Тем не менее пример важен для всей химической инженерии. В аддитивном производстве геометрия перестает быть упаковкой вокруг материала и становится переменной процесса: она определяет давление, теплообмен, диффузию и доступность активной поверхности.
7. Грунт и биополимеры: 3D-печать для низкоуглеродного строительства
В Nature Communications 18 апреля 2026 года вышла работа Bio-inspired 3D-printed earthen materials and structures. Авторы исследовали взаимодействие биополимеров с минералами, охватывающими около 90% типичного состава мировых подпочвенных грунтов, и переносили результаты от микромасштаба к архитектурной печати.
Оптимальным стабилизатором оказался альгинат натрия. Важный нюанс: эффект объясняется не просто «склеиванием». Электростатическое диспергирование улучшает течение и укладку глинисто-песчаной смеси. При выбранной рецептуре скорость печати выросла на 33%, а устойчивый угол нависания улучшился на 10°.
Исследование не заявляет готовый заменитель бетона для несущих высотных конструкций. Авторы прямо указывают на необходимость испытаний прочности, влагостойкости, теплопроводности и долговечности в реальных условиях. Но предложенный многоуровневый подход ценен как способ работать с неоднородным местным сырьем и строительным грунтом, а не с одной лабораторной глиной.

8. Биоцемент: бактерии как селективно наносимое связующее
15 июня 2026 года в npj Advanced Manufacturing опубликован процесс печати биоцементных пористых структур. В увлажненную смесь песка с широким распределением частиц послойно и по заданной траектории подавалась суспензия бактерий. Затем микробно-индуцированное осаждение карбоната кальция связывало зерна.
Дополнительное уплотнение печатного слоя увеличивало плотность упаковки. Для небольших цилиндров диаметром 25 мм и высотой 30 мм были получены средние значения прочности при одноосном сжатии 11 и 17 МПа. Команда также изготовила более крупную сложную структуру диаметром 90 мм и высотой 80 мм.
Одновременно исследование показывает, насколько сложен переход от биохимии к точному производству. Из-за уплотнения и перемещения материала отклонения геометрии достигали от −4 до +4 мм; верхний мостик в отсканированной конструкции отсутствовал. Для части строительных применений такая точность пока недостаточна.
Перспективная область — тонкие пористые панели, фасадные элементы и структуры, где критичны небольшой расход цементирующей фазы и свобода геометрии, а не высокая точность механической детали. Авторы также рассматривают подход как потенциальный элемент внеземного строительства, где местный гранулярный материал особенно ценен.

9. Что объединяет исследования
Материал и процесс проектируются вместе
Во всех ключевых работах свойство нельзя отделить от способа изготовления. Для β-титана учитывается неравновесная кристаллизация PBF-LB; в алюминии ячеистая структура создается именно при быстром затвердевании; в стали свойства зависят от LDED и последующего отпуска; в DIW-катализаторе реология и обжиг не менее важны, чем химический состав; в строительных системах уплотнение и траектория нанесения определяют как прочность, так и точность.
ИИ переходит от прогнозирования к планированию экспериментов
Машинное обучение используется не только для аппроксимации связи «параметры — пористость». Оно отбирает составы, объясняет влияние физико-химических признаков и, в случае активного обучения, решает, какой образец изготовить следующим. Наиболее сильная тенденция — сочетание алгоритмов с физическими моделями и высокопроизводительной экспериментальной петлей.
Функция выходит на первый план
Работы оценивают не абстрактную «прочность вообще», а свойства под конкретную задачу: модуль для имплантата, ползучесть при 400 °C, окисление при 1000 °C, доступность активной поверхности катализатора, печатаемость природного грунта. Это сближает фундаментальную публикацию с инженерным техническим заданием.
Экологичность становится измеряемой, а не декларативной
Отказ от редких легирующих элементов, использование местного грунта, снижение доли традиционного цемента и повышение содержания активной фазы — разные пути к ресурсной эффективности. Однако экологический эффект должен подтверждаться полным жизненным циклом. Сам факт 3D-печати не гарантирует меньший углеродный след.
10. Почему не каждое открытие дойдет до завода
Исследования, это конечно отлично, но далеко не все они «пойдут в массы». На это есть определенные причины:
Масштабирование порошка или пасты. Свойства должны воспроизводиться в разных партиях сырья и на объемах, существенно превышающих лабораторные.
Окно процесса. Плотность и свойства необходимо получать не в одной удачной точке, а в технологически устойчивом диапазоне параметров.
Долговечность. Для металлов нужны усталость, ползучесть, трещиностойкость и коррозия; для строительных материалов — влажность, циклы замораживания, УФ и старение.
Стандартизация и сертификация. Новый состав обнуляет часть накопленной базы данных. В авиации, атомной отрасли и медицине квалификация может занять больше времени, чем разработка сплава. Это один из самых важных моментов.
Экономика. Редкий элемент, сложная атомизация, низкая производительность или дорогой контроль могут перечеркнуть выдающиеся свойства.
11. Что это означает для российской индустрии
Для российских разработчиков оборудования и материалов главный вывод состоит не в необходимости повторить один из зарубежных составов. Более важна сама организация разработки: данные по порошкам и режимам должны накапливаться в машиночитаемом виде, а экспериментальные планы — связываться с CALPHAD, моделированием тепловых процессов и статистическими методами.
У производителя оборудования появляется новый продуктовый слой: не только установка, но и квалифицированная связка «материал — режим — мониторинг — постобработка — контроль». Такая экосистема снижает риск заказчика сильнее, чем отдельное увеличение мощности лазера.
Для производителей порошков перспективны специализированные марки, созданные под PBF-LB или DED, а также услуги совместной квалификации. Для научных организаций — высокопроизводительные методы: композиционные градиенты, быстрые тесты твердости и окисления, автоматизированная металлография, активное обучение.
Строительные и химические исследования напоминают, что аддитивная индустрия не сводится к металлическим принтерам. DIW, селективное связывание и работа с местными минеральными ресурсами могут сформировать отдельные цепочки оборудования, материалов, программного обеспечения и инжиниринга.
Наконец, критически важна точность отраслевой коммуникации. Ошибка между LPBF и LDED меняет смысл результатов; выражение «не ржавеет» превращает измеренную коррозионную стойкость в рекламное обещание; лабораторная прочность не равна серийному ресурсу. Чем сложнее становятся технологии, тем выше ценность технически корректной редакционной работы.
Заключение
Публикации 2 квартала 2026 года фиксируют переход аддитивного производства к новой модели материаловедения. Исследователь уже не обязан начинать с существующей марки и бесконечно подстраивать к ней режимы. Он может сформулировать целевую функцию, сузить пространство составов вычислительными методами, изготовить наиболее информативные образцы и использовать результаты для следующего цикла.
Самые убедительные работы не противопоставляют искусственный интеллект физике. Они соединяют термодинамику, дескрипторы, объяснимые модели, высокопроизводительный эксперимент и современную характеризацию. Именно эта связка способна ускорить разработку без превращения материаловедения в «черный ящик».
Для промышленности главный результат пока не новый титан, алюминий или сталь сами по себе. Главный результат — доказательство того, что материал, производственный процесс и данные можно проектировать как одну систему. В ближайшие годы конкурентоспособность аддитивной платформы будет определяться не только числом лазеров, но и качеством ее материалов, цифровых паспортов, моделей и квалифицированных технологических маршрутов.
Сводная таблица исследований
| Публикация | Технология | Ключевой результат | Главное ограничение |
| β-Ti Ti–Nb–Ta–Zr–Sn | PBF-LB | 42,7 ГПа; 30,9% удлинения; сниженная чувствительность к keyhole-порам | Квалификация порошка, усталость, биомедицина |
| Жаропрочный Al–Si–Fe–Mn–Ni | PBF-LB | 582 МПа при комнатной температуре; 114 МПа при 400 °C без постобработки | Длительная ползучесть и воспроизводимость |
| Сверхпрочная сталь | LDED + отпуск | 1713 МПа; 1502 МПа; 15,5%; 0,105 мм/год | Модель специфична для процесса; одна подтвержденная рецептура |
| NiCoCr, active learning | Высокопроизводительная лазерная AM | 6 новых составов; твердость и окислительная стойкость под целевые условия | Ранняя неотредактированная версия статьи |
| Цеолитный катализатор | DIW + обжиг | 90,5% цеолита; 1,77 МПа | Нет прямого каталитического теста |
| Грунт + альгинат | Экструзионная строительная печать | +33% к скорости; +10° к устойчивому нависанию | Долговечность и механические свойства конструкций |
| Биоцемент | Селективное связывание + MICP | 11–17 МПа на малых цилиндрах; сложная пористая геометрия | Отклонения −4…+4 мм, масштаб и автоматизация |
Первоисточники
- Su J. et al. Machine learning driven discovery of low modulus biomedical titanium alloys for additive manufacturing. Nature Communications 17, 5183 (2026). DOI
- Li G. et al. Strong yet ductile heat-resistant aluminum alloy by additive manufacturing. Nature Communications 17, 5230 (2026). DOI
- Luo Y. et al. Interpretable machine learning integrated with physicochemical feature for developing additively manufactured ultra-high strength and ductility steel. International Journal of Extreme Manufacturing (2026). DOI
- Talbot A. et al. Active learning for the accelerated discovery of complex concentrated NiCoCr alloys in additive manufacturing. npj Advanced Manufacturing (2026). DOI
- Tang Y. et al. High-loading 3D-printed open-cell zeolite catalysts with enhanced structural integrity. npj Advanced Manufacturing 3, 22 (2026). DOI
- Armistead S.J. et al. Bio-inspired 3D-printed earthen materials and structures. Nature Communications 17, 5380 (2026). DOI
- Tsyharin M. et al. Additive manufacturing of biocemented porous structures using selective binding and active print bed compaction. npj Advanced Manufacturing 3, 24 (2026). DOI




