В 2012 году Национальное космическое агентство США начало проект LCUSP (Low Cost Upper Stage Propulsion) по разработке демонстратора криогенного жидкостного ракетного двигателя (ЖРД) верхней ступени с низкой себестоимостью. Целью данного проекта является проверка возможности снижения стоимости и сокращения сроков изготовления основных деталей ракетного двигателя за счёт использования аддитивных технологий (АТ). Благодаря АТ в случае успеха планируется уменьшить количество деталей в конструкции ЖРД на 80 %, а затраты при его изготовлении — почти в 10 раз, до 3 млн долларов США [1, 2]. Завершение испытаний опытных образцов ЖРД было запланировано на конец 2017 года. Если исходить из предпосылки, что с помощью аддитивных технологий печатать можно всё, то пять лет — слишком большой срок на подобную разработку. Чего уж проще: есть 3D-модель деталей, металлический порошок, принтер. Запускай процесс и печатай! Но уже в самом начале проекта выяснилось, что необходимо заново сконструировать все основные узлы и агрегаты ЖРД с учётом аддитивного способа производства. Поэтому после изготовления пробных образцов деталей была значительно откорректирована технология и модернизировано используемое в процессе оборудование. В результате этой работы в конструкцию ЖРД были внесены значительные изменения и удалось значительно снизить число деталей (рис 1).
Рис. 1. ЖРД, создаваемый по проекту LCUSP НАСА
На рис. 2–8 показаны узлы, которые изготавливались с использованием аддитивных технологий.
Рис. 2. Вихревая форсуночная головка
Рис. 3. Конструкция вихревой форсуночной головки
Рис. 4. Схема камеры сгорания ЖРД LCUSP
Рис. 5. Детали камеры сгорания, изготовленные из медного сплава
Рис. 6. Камера сгорания после наплавки проволоки из сплава Inconel 625
Рис. 7. Поперечное сечение стенки камеры сгорания
Рис. 8. Турбонасосный агрегат ЖРД LCUSP
Уменьшения числа деталей удалось добиться благодаря использованию одного из главных преимуществ АТ — возможности построения монолитных конструкций со сложной внутренней структурой, а таких в ЖРД очень много. В качестве примера рассмотрим три узла: вихревая форсуночная головка, камера сгорания и турбонасосный агрегат. Вихревая головка, изготавливаемая традиционным способом, имеет около 260 отдельных деталей. Главным образом это детали форсунок. При сборке отдельные детали форсунки и сами форсунки соединяются между собой методом пайки. Применение аддитивной технологии селективного лазерного сплавления порошка жаропрочного сплава Inconel позволило сразу получить монолитные детали со множеством внутренних каналов — форсунок, и общее число собираемых компонентов снизилось до шести (рис. 2–3). В конструкции камеры сгорания ЖРД также есть множество спаянных профилированных трубок, используемых для протока охлаждающей жидкости, поэтому ее изготовление всегда затратно и трудоёмко. Аддитивные технологии позволяют сделать монолитную камеру сгорания с внутренними каналами, но для обеспечения хорошего охлаждения конструкции ЖРД необходимо использовать медный сплав, который обладает более высоким коэффициентом теплопроводности по сравнению с жаропрочным никелевым сплавом. В итоге перепроектирования камеры сгорания для обеспечения заданных температурных характеристик конструкторы сделали её корпус двойным: внутренний корпус изготавливается из медного сплава GRCop‑84 и имеет каналы охлаждения, а внешняя рубашка, несущая силовую нагрузку, изготовлена их жаропрочного сплава Inconel 625. При разработке и изготовлении камеры сгорания ЖРД были использованы две технологии аддитивного производства: — селективное лазерное сплавление (SLM) порошка меди GRCop‑84 для изготовления лайнера с контуром охлаждения камеры сгорания; — электронно-лучевая наплавка Electron Beam Freeform Fabri-cation (EBF 3) проволоки из жаропрочного материала Inconel 625 на медный лайнер для создания силового корпуса ракетного двигателя. Благодаря использованию аддитивных технологий при производстве турбонасосного агрегата удалось снизить в два раза количество изготавливаемых деталей по сравнению с аналогичными изделиями, сделанными по традиционным технологиям. В проекте LCUSP широко использовались численные методы моделирования не только параметров тепловых процессов, термических и механических напряжений в готовой детали, но и влияние параметров тепловых процессов при нагреве и плавлении порошка меди в процессе SLM, а также расчёты тепловых нагрузок и деформации конструкции при наплавке методом EBF 3. Также была создана база данных по механическим и термическим свойствам материалов Materials and Processing Technical Information System (MAPTIS), которые потом будут использованы для проектирования и изготовления ракетных двигателей с использованием АТ. В процессе разработки были решены технологические проблемы, среди которых следует отметить проблему более высокого коэффициента отражения в оптическом диапазоне медного порошка по сравнению с другими материалами, из-за которой параметры нагрева и плавления меди в процессе SLM не позволяли получить более плотный сплавленный слой. Это потребовало внесения изменений в конструкцию установки SLM. Ещё одной решённой проблемой является проблема свариваемости жаропрочного сплава и меди, сохранения геометрических характеристик внутренних каналов в медном лайнере в процессе наплавки жаропрочного сплава. Всего этого удалось добиться благодаря точным тепловым расчётам во время математического моделирования техпроцесса и последующему точному контролю температуры плавления проволоки из жаропрочного материала во время электронно-лучевой наплавки. В результате широкого использования математического моделирования удалось значительно снизить срок разработки нового ЖРД. Если идти традиционным путём: разработка — изготовление — испытания, то для отдельно взятой детали в случае неудачных испытаний нужно каждый раз возвращаться в начало разработки детали (рис 9), и каждая итерация требует испытаний как отдельной детали, так и в составе изделия.
Компьютерное моделирование и аддитивные технологии позволяют быстро изготовить каждую деталь и изделие в целом, внести изменения в компьютерную модель после испытаний, в случае необходимости быстро повторить отработку (рис. 10). В настоящее время работы НАСА в области аддитивных технологий сосредоточены на следующих задачах [2]: 1. Фундаментальные исследования с целью получения данных по взаимодействию лазерного излучения с металлами и исследование параметров процесса сплавления порошков для использования в математической модели автоматизации установки SLM (чтобы добавить в техпроцесс обратную связь по температуре и времени). 2. Разработка оборудования для повышения производительности порошковых установок SLM (с использованием нескольких лазерных наплавочных головок). 3. Разработка методик и стандартов контроля качества исходных материалов, оборудования и технологий. 4. Сертификация изготовленных аддитивными методами изделий с использованием нового оборудования для неразрушающего контроля (рентгеновская компьютерная томография высокого разрешения). После завершения этих НИОКР будет понятно, станут ли АТ стандартным производственным процессом при изготовлении ЖРД. ■
Литература: 1. Carl P. Jones, Elizabeth H. Robertson, Mary Beth Koelbl, Chris Singer «Аdditive manufacturing a liquid hydrogen rocket engine», обзор NASA Marshall Space Flight Center, 2015. 2. Elizabeth H. Robertson. Additive Manufacturing Demonstrator Engine, презентация NASA Marshall Space Flight Center, 2016.
Как было показано в первой части статьи (журнал «Аддитивные технологии», № 4’2017), аддитивные технологии (AM) в строительстве уже получили серьёзный импульс к развитию. Создаётся оборудование различных типов и применений, появляются новые материалы, в предлагаемых проектах стирается грань между фантазиями архитекторов и реальностью. В продолжение темы рассмотрим преимущества и перспективы применения АМ-технологий в строительной индустрии, а также примеры успешно выполненных работ.
Преимущества использования АМ-технологий
1. Факт: 6–9 месяцев в среднем занимает строительство дома в США. Перспектива: спроектированный с учётом запросов заказчика дом построен за 1 день (без отделки). 2. Факт: около 30 миллионов владельцев домов в США испытывают такие проблемы, как финансовое бремя, перенаселенность, недостаточность пространства. По оценкам, ежегодный рост в 5 % больших городов в развивающихся странах приведёт к росту трущоб и незаконных поселений в 10 % в год. Перспектива: достойное и приемлемое жилье для людей с низкими доходами. 3. Факт: жертвы стихийных бедствий (землетрясений, наводнений, войн и т. д.) вынуждены месяцами и годами жить во временных убежищах. Перспектива: комфортабельные жилые убежища (не тенты) для длительного пользования пострадавшими от стихии; строятся очень быстро. 4. Факт: традиционное строительство производит чрезмерное количество разного рода отходов. Например, строительство дома для одной семьи даёт от 3 до 7 тонн отходов. На мировом рынке более 40 % сырьевых материалов идёт в строительство. Перспектива: строительство без отходов, шума, пыли и загрязнений воздуха. 5. Факт: больше всего несчастных случаев, в том числе с фатальным исходом, встречается в строительстве. Например, только в США ежегодно получают серьёзные травмы или погибают на строительстве примерно 400 000 рабочих, и это несмотря на строгие требования по безопасности. Перспектива: нет инцидентов и травм на строительных площадках, нет соответствующих судебных разбирательств. 6. Факт: любое отклонение от стандартного проекта (например, использование криволинейной поверхности вместо прямой стены) значительно удорожает стоимость традиционного строительства. Перспектива: всестороннее влияние технологий АМ может быть значительным для рынка жилого сектора, который оценивается в $300 млрд в год, и для коммерческого рынка с оценкой в $700 млрд в год.
Возможные применения технологии АМ.
1. Построение высоких бетонных опор для ветряных станций, пилонов мостов, водонапорных башен, силосов, дымовых труб и т. д. Метод заключается в установке нескольких роботов, взбирающихся по строящейся опоре вверх и перемещающих платформу с печатающей головкой (рис. 1). Метод особенно актуален для строительства опор в труднодоступных местах, где традиционный метод строительства с помощью кранов неприменим.
Рис. 1. Построение башни ветрогенератора по технологии Contour Crafting [1]
Стоимость опоры ветрогенератора (~$500 000) составляет большую часть в совокупных затратах, включающих фундамент, гондолу генератора и ротор. Высота опор ветрогенератора сегодня ограничена высотой крана, который можно смонтировать в данном месте (максимальная высота 85–100 м), и размерами секций башни, которые изготавливаются на заводе и должны быть доставлены на строительную площадку. Для доставки секций башни и крана требуется построить специальную широкую дорогу на ветроферму. Ее стоимость для фермы со 100 установками обойдётся в $30 млн. 2. Использование роботизированных технологий для создания безопасных надёжных и доступных строительных структур на Луне и Марсе для проживания, для размещения лабораторий и других целей, которые должны быть созданы ещё до прибытия людей. Предполагается использовать местные материалы в качестве сырья для строительных смесей. Созданные структуры должны включать в себя защиту от радиации, электропитание, водоснабжение и сеть различных датчиков. Одна из компаний получила от NASA грант на технологию Contour Crafting (2014 г.) и грант на технологию Selective Separation Shaping (SSS) в 2016 г., оба гранта на применение роботизированных строительных технологий в космосе и для первых поселений на Луне и на Марсе (рис. 2).
Рис. 2. Панорама стройки
Рис. 3. Посадка аппарата на подготовленную площадку
Рис. 4. SSS-процесс печати
Технология использует метод 3D-печати с помощью головки с последующим спеканием керамики другой головкой за счёт микроволнового излучения. Например, робот сможет напечатать посадочную площадку из сцепленных друг с другом отдельных керамических плиток для приёма космических аппаратов (рис. 3). В противном случае велик риск потери аппарата, в частности, если он опустится на склон кратера. В качестве строительного материала используется местный грунт, который спекается излучателем. Границы плитки определяются печатной головкой, она наносит порошок высокотемпературной керамики, тем самым отдельные плитки не будут спекаться (рис. 4). Таким образом, получается прочная структура посадочной площадки, которая не треснет под действием газов двигателя спускаемого аппарата от термического расширения.
Примеры успешного использования АМ-технологий в строительстве
Офисный комплекс в Дубае[2]. Компания Winsun (Китай) занимается оказанием услуг по строительству, используя портальные 3D-принтеры собственной разработки. Офисный комплекс в Дубае был построен с помощью портального 3D-принтера за 17 дней и использовался для временного размещения Фонда будущего Дубая (рис. 5). Интерьер был изготовлен также с помощью аддитивных технологий. В настоящее время «Офис будущего» эксплуатируется фондом Future Foundation и используется для проведения выставок, конференций и других мероприятий.
Рис. 5. Офисный комплекс в Дубае
Временные казармы для Пентагона[3]. В Пентагоне американские военные инженеры готовятся возводить временные казармы с помощью строительных 3D-принтеров и с использованием местных строительных материалов (рис. 6). 3D-принтер способен наносить бетон с наполнителем из частиц размером до десяти миллиметров, при этом предусматривается армирование бетона как в горизонтальной, так и вертикальной плоскостях. Мобильные аддитивные строения могут оказаться полезны и при возведении временного жилья для гражданского населения.
Рис. 6. Жилой блок площадью (~50 кв м) отпечатан на 3D-принтере
Сельский экодом компании WASP(Италия) в технопарке Шамбала (рис. 7). Рабочий материал — смесь соломы с клеем. Цель проекта показать, как можно построить дома, имея ограниченный бюджет, с экономией электроэнергии и минимальными отходами стройматериалов.
Рис. 7. Использование 3D-принтера (дельта типа) компании WASP высотой 12 м для строительства экодома
Сельский дом в виде бесконечной ленты[4] (рис. 8). Пример этого проекта показывает, как можно реализовать фантазии нидерландского архитектора напечатать дом в форме ленты Мёбиуса. Концепцию своего проекта архитектор объясняет так: «Планета Земля не имеет начала и конца, и мы стремимся к такой же форме». Принтер, разработанный для проекта инженером Энрико Дини, может печатать квадраты размером 7 на 7 метров. Фирма Universe Architecture совместно с инженерной компанией BAM испытывают его в одном из производственных помещений Амстердама. Работа принтера основана на послойном отвердении рабочего порошка, который насыпается в ванну, разравнивается и отверждается в нужных местах с помощью робота. Инструментом является прямоугольная матрица с соплами, через которые подаётся отверждающий раствор.
Рис. 8. Проект дома «бесконечная лента» и принтер BAM, разработанный для реализации проекта
Дом в Чикаго[6]. Дизайн дома Curve Appeal был разработан архитектурной фирмой из Чикаго WATG. Реализацией проекта занимается компания Branch Technology. В основе технологии использование роботизированной руки Kuka KR 90 для выстраивания пространственных структур с помощью ABS-пластика, армированного углеволокном (рис. 9). С ее помощью можно легко строить элементы дома свободной формы объёмом до 237 куб. м, которые можно сочетать с другими строительными материалами. Отличие рассматриваемой технологии от других послойных технологий в том, что она выстраивает с высокой скоростью внутренние сотовые структуры конструкции, имеющей сложную геометрию. После чего они покрываются традиционным способом с помощью распыления любого недорогого строительного материала типа теплоизолирующей строительной пены и бетона. В результате получаем прочную гибридную конструкцию. Branch Technology готовит к реализации проект такого дома площадью 60–80 кв м для одной семьи. Этот проект заставит пересмотреть традиционные взгляды архитекторов на эстетику, эргономику, методы конструирования и строительства. Прозрачные внутренние стены создают мягкое освещение, а внешнее покрытие в виде катящихся арок естественным образом вписывает дом с его обитателями в окружающую среду.
Рис. 9. Дом Curve Appeal снаружи и внутри, структура стены дома
Павильон Вулкан в Пекине[8]. Павильон Вулкан (рис. 10) напоминает облака при извержении вулкана. За 30 дней на 20 принтерах (FDM) были изготовлены более 1000 деталей павильона и затем собраны вместе. Авторы павильона, Laboratory for Creative Design (LCD), использовали 20 крупных 3D-принтеров.
Рис. 10. Павильон в Пекине высотой 2,88 м и длиной 8,08 м
Жилой дом, Окриджская национальная лаборатория (ORNL): проект AMIE (интеграция аддитивных технологий и энергии) [5]. Проект состоит из напечатанного здания (рис. 11) и автомобиля, изготовленного с применением АМ. Компания SOM (Skidmore, Owings & Merrill LLP) разработала структуру здания, которая состоит из объемных полимерных панелей, напечатанных на 3D-принтере. Панели выполняют несколько функций, присущих традиционной стеновой панели: несущая нагрузку опора, тепло-, гидро- и звукоизоляция, внешняя облицовка.
Рис. 11. Дом-автомобиль и сборка дома из панелей на шасси, комплект
Комбинация панелей общей площадью 79 % всей поверхности и остекления (доля в 21 %) позволила увеличить энергоэффективность здания. Панели создавались с помощью принтера размерами 11,6 м (длина) × 3,7 м (ширина) × 3,7 м (высота). Они прошли все необходимые испытания, соответствующие стандартным строительным нормам. Электроэнергию поставляют дому солнечные батареи, установленные на крыше. Автомобиль, который входит в комплект дома, был разработан и построен компанией ORNL (с применением технологий АМ). Он также может подключаться к системе электропитания дома и обеспечивать любую необходимую дополнительную мощность.
Напечатанный мост[6] В дополнение к удивительным мостам через каналы в Амстердаме вскоре добавится ажурный стальной мост (рис. 12), построенный с помощью 3D-принтера. Принтер MX3D оборудован 6-осевым роботом ABB, который позволяет создавать из металла за счет наплавки пространственные структуры. Объем не ограничен традиционным «кубиком» рабочей зоны обычного 3D-принтера, поэтому печать реального моста явилась хорошим шансом продемонстрировать неограниченные возможности этой технологии. Дизайн моста через канал Oudezijds Achterburgwal был разработан в лаборатории Joris Laarman Lab. Символизм моста в соединении технологий будущего со старым городом.
Рис. 12. Строительство моста через канал
Строительная 3D-печать в России
Первый портальный малоформатный строительный 3D-принтер разработала и представила на рынок в 2015 г. компания из Ярославля ООО «Спецавиа», ныне резидент Сколково, торговая марка «АМТ» [9]. Первоначальная ориентация была на малый бизнес как основного потребителя оборудования для создания малых форм элементов ландшафтного дизайна. После того, как гиганты строительного рынка проявили интерес к крупноформатным принтерам, компания разработала линейку из 7 основных типов портальных 3D-принтеров, выпускаемых как серийно, так и по специальным требованиям заказчиков. Это машины: — малого формата (объем строительных конструкций до 36 м3) для печати частей зданий, которые за счёт разработанных технических решений могут быть интегрированы в типовые проекты домов индивидуального жилищного строительства; — принтеры для строительства домов площадью до 140 м2 и более до 2‑х этажей: а) стационарные для печати домов площадью до 140 м2 в 2 этажа; б) мобильные, позволяющие печатать дом или серию домов без ограничения площади застройки и высоты объекта. Это профессиональное оборудование, рассчитанное на непрерывную эксплуатацию в условиях производства. Целиком дом на строительной площадке размером 12×12 м можно напечатать за одну установку принтера. На сегодня компания продала свыше 50 принтеров заказчикам из РФ, Казахстана, Молдовы, Дании. Первый в Европе реальный жилой дом был построен в Ярославлев 2017 г (рис. 13, 14) [12].
Рис. 13. Жилой дом, построенный с помощью 3D-печати
Рис. 14. Фасад дома
Для печати архитектурных форм, макетов, для моделирования компания «Спецавиа» разработала и выпускает промышленных способом 3D-принтеры большого формата, работающие по технологии FDM с любыми термопластиками. Рабочая зона принтера «Бегемот» 1×1×2 м (наибольшая среди выпускаемых в мире аналогичных принтеров), имеется подогреваемый стол, две печатающих головки (можно печатать разными цветами или разными материалами). Пример печати на рис. 15. Другой такой же принтер большого формата «Хомяк» имеет меньшую рабочую зону 0,3×0,3×0,45 м и обладает всеми характеристиками большой модели принтера.
Рис. 15. Пример печати из термопластика на 3D-принтере «Бегемот», высота букв 300 мм
В Копенгагене (Дания) компания 3D Printhuset на 3D-принтере компании «Спецавиа» печатает первый в Европе дом (рис. 16) — офисное здание площадью 50 кв. м.
Рис. 16. Здание офиса-отеля в Копенгагене (в процессе печати на принтере АМТ)
Компания Apis Cor [10] из Иркутска напечатала дом площадью 32 кв м в Подмосковье (рис. 17), используя 3D-принтер собственной разработки. Андрей Руденко (РФ), проживающий сейчас в Миннесоте (США), разработал портальный 3D-принтер и построил несколько объектов (рис. 18).
Рис. 17. Дом площадью 32 м2в подмосковном Ступино
Рис. 18. Замок в Миннесоте, построенный с помощью портального принтера
Тенденции в строительной индустрии
Подробный анализ состояния строительной индустрии и направлений её развития был проведён консалтинговой компанией McKinsey [11]. Некоторые важные тенденции отмечены ниже: — зелёное строительство (снижение выбросов углерода при производстве материалов); — эффективность затрат — выбор правильных материалов, например, вместо стеклянных панелей использовать этилентетрафторэтилен (ETFE). Он получил широкое распространение после того, как использовался для создания части водного здания для Олимпийских игр в Пекине в 2008 году. ETFE весит менее 1 процента эквивалентной стеклянной панели, стоимость установки в разы меньше; — оптимизация логистики; — повышенные прочность и надёжность: проекты должны иметь более длительную коммерческую жизнь; — изготовление сборных модулей, строительных элементов за пределами стройплощадки. Этот метод также можно адаптировать для модульных зданий, таких как отели и бюджетные кондоминиумы. Полные подмодули большого здания собраны на заводе или рядом с ним перед окончательной сборкой на строительной площадке. Такие методы, как сборные, предварительно сконструированные объёмные конструкции (PPVC), объединяют возможности для трансформации строительной площадки в производственную систему. Как результат — большая эффективность, меньше отходов и повышенная безопасность. Результаты обзора аддитивных технологий для строительной индустрии и опыта их применения показывают хорошие перспективы для развития этого направления. Материалы практически те же, как и при монолитном строительстве. Экономия возникает только за счёт автоматизации производства, возможности быстро и без особых трудозатрат сделать сложные формы фасадов, конструктив стен. На коробке зданий можно сэкономить около 30–40 %, что в общем объёме строительства даст 7–10 %. Но и это уже немало. Кроме того, 3D-печать — это некий дополнительный инструмент, с помощью которого удобно решать ряд строительных задач. Ее удел — не только единичные авторские постройки, но и массовые применения, например, очень сложные многокамерные стены с большим количеством полостей под коммуникации. Трёхмерная печать в строительстве станет привычной и будет широко использоваться, как только появится строительный стандарт на аддитивную строительную технологию. ■
Источники 1. 2. 3. 4. news3dtoday/the-army-corps-of-engineers-us-army-will-adopt-construction‑3d-printin/ 5. 6. 7. 8. 9. Norman Hacka, Timothy Wanglerb, Jaime Mata-Falcónc, Kathrin Dörflera, Nitish Kumard, Alexander Nikolas Walzera, Konrad Grasere, Lex Reiterb, Heinz Richnerb, Jonas Buchlid, Walter Kaufmannc, Robert J. Flattb, Fabio Gramazioa, Matthias Kohlera MESH MOULD: AN ON SITE, ROBOTICALLY FABRICATED, FUNCTIONAL FORMWORK 10. 11. 12.
Компания Autodesk представлена на рынке инструментов автоматизации проектирования и производства давно и широко. Количество её инструментов в этой области уже настолько велико, что перечислить все их без запинки довольно сложно. И это количество постоянно растёт. Причём среди этих инструментов есть не только те, которые изначально родились в лабораториях Autodesk. Наблюдая за потребностями отрасли и стремясь предоставлять своим пользователям только лучшие решения, Autodesk в некоторых случаях не изобретает велосипед, а приобретает готовые, надёжные, лидирующие на рынке и уже зарекомендовавшие себя у пользователей инструменты других разработчиков и затем постепенно интегрирует их в своё портфолио, давая им новый мощный импульс к дальнейшему развитию. Чего стоят только такие имена, как Moldflow, Nastran, Delcam, Netfabb… Autodesk не обошла вниманием молодую и стремительно развивающуюся область аддитивных технологий производства. В портфолио решений Autodesk для этой области появился мощный комплексный инструмент «всё в одном» — Autodesk Netfabb. В этой статье будет рассмотрен весь спектр непростых вопросов, встающих перед компаниями, открывающими для себя аддитивные технологии, и широкий набор ответов, которые может дать своим пользователям новое решение компании Autodesk.
«Зоны ответственности» Autodesk Netfabb
«Autodesk — первая компания, предложившая решение „всё в одном“ для аддитивного производства путём поглощения ряда ведущих производителей ПО в этой области». Roland Berger Consulting
Сегодня инструменты Autodesk Netfabb могут использоваться на всех ключевых этапах процесса подготовки аддитивного производства — от выхода модели из САПР и до входа файла модели в 3D-принтер. Стоит отметить, что Netfabb был приобретён компанией Autodesk относительно недавно и не всегда обладал таким широким спектром функционала. Но за последние несколько лет продукт значительно вырос, дополнился целым рядом новых технологий и стал мощнейшим комплексным решением в области аддитивных технологий. Функционал современного Autodesk Netfabb можно условно поделить на 5 основных зон: • Создание(или импорт) модели, исправление сетки (при необходимости) и доработка после САПР. • Оптимизациядетали под аддитивное производство — с точки зрения соотношения массы/объёма/прочности/технологичности. Также на этом этапе деталь может приобрести новые свойства, иногда неожиданные — например, упругость, пористость, теплопроводность, гигроскопичность и другие. • Подготовкамодели к печати — создание системы поддержек для нависающих частей геометрии, пакование множества деталей в рабочее поле принтера для одновременной печати, «слайсинг» («расслоёвка») моделей и др. • Цифровойанализдетали и виртуальная имитация процессов печати из металлов для предсказания и исключения возможных ошибок. • Завершающая и/или предварительнаяобработкадетали. Это доработка детали (сверлением, фрезерованием), удаление временных структур и поддержек, температурная или химическая обработка, зачистка и полировка поверхностей, выходной инструментальный контроль. Рассмотрим эти этапы последовательно.
Создание
Для пользователя Autodesk Netfabb этот этап чаще всего начинается с импорта модели из САПР. Здесь неоценимую помощь ему окажет возможность прямого импорта данных из самых распространённых САПР других производителей (SolidWorks, Catia, NX, Creo и др.) и поддержка широкого набора нейтральных форматов файлов — как триангулированных (например, STL, OBJ, 3DS и др.), так и поверхностных (STEP, SAT, IGES и др.). Кроме того, поддерживается широкий набор форматов распространённых 3D-принтеров для передачи моделей уже после так называемого «слайсинга» («расслоёвки»). Благодаря широким возможностям импорта в различных форматах пользователям Netfabb не придётся тратиться на приобретение дополнительных лицензий САПР или конверторов сторонних производителей. Модели в виде триангулированных сеток наиболее широко распространены в области подготовки моделей к трёхмерной печати. Самый распространённый формат здесь — STL. Его поддерживает практически каждая программа, более или менее связанная с 3D. Обратной стороной широкой популярности этого формата является то, что каждая программа понимает его немного по-своему. Это ведёт к тому, что при передаче моделей из одной системы в другую в них могут накапливаться различные ошибки. Например, отверстия в оболочках модели, вывернутые нормали отдельных граней, наложения граней и др. Если их не устранить, они вполне могут привести к ошибкам или даже невозможности печати модели. В Netfabb есть широкий набор инструментов исправления каждой такой ошибки. Их можно использовать не только вручную, но и в автоматическом режиме, что гораздо быстрее. Достаточно загрузить модель и выбрать нужный скрипт исправления. Система сама «вылечит» модель от всех известных «болячек» в течение нескольких секунд. Причём о том, что модель нуждается в исправлении, Netfabb предупредит вас заранее, отметив её специальным значком ещё в диалоговом окне открытия файла. Более того, возможно автоматическое пакетное исправление сразу группы одновременно открываемых файлов.
Оптимизация
Функционал оптимизации деталей Netfabb позволяет превращать обычные САПР-модели в облегчённую систему из оболочек и внутренней решетчатой структуры переменной плотности при сохранении необходимой прочности. Детали в этом случае могут быть оптимизированы по массе, объёму, прочности, технологичности и по ещё целому ряду характеристик. Конструктор может даже изменить свойства самого материала печати как для всей модели, так и для отдельных её участков. Например, можно будет создавать на металлической или полимерной детали пористые участки и гладкие, упругие и жёсткие, причём упругость может быть анизотропной (неравной по разным осям). Перечислять возможные области применения утилиты оптимизации Netfabb можно долго, и перечень все равно не будет полным, так как пользователи Netfabb постоянно открывают все новые и новые. Но основным применением, безусловно, останется снижение массы детали при сохранении необходимой надёжности под заданными нагрузками. Работает утилита под управлением решателя Autodesk Nastran, что, согласитесь, внушает доверие к результатам. Типовой процесс оптимизации представлен на рисунке 1.
Это позволяет быстро получать сложнейшие детали с удивительными свойствами, в том числе с необычной эстетикой. На рисунке 2 можно увидеть пористую структуру костного импланта и произведение искусства от Sarat Babu, Richard Beckett и Vasilis Chlorokostas. Netfabb уже «из коробки» поддерживает множество различных типов заполняющих структур. Кроме них в Netfabb можно создавать и свои собственные типы. Для этого в комплекте есть специальный удобный и интуитивно понятный редактор.
Рис. 2. Пористая структура костного импланта (слева), проект Sarat Babu, Richard Beckett и Vasilis Chlorokostas (справа)
Рассмотрим ещё один метод оптимизации деталей. Это так называемое «порождающее моделирование» (его ещё называют оптимизацией топологии детали или Generative Design). При использовании этой технологии программа сама создаёт форму детали, исходя из заданных человеком пространственных и нагрузочных условий. В портфеле решений Autodesk этот функционал появился уже относительно давно. Раньше он назывался «проект DreamCatcher». Также упрощённый функционал порождающего моделирования уже давно входит в состав системы трёхмерного проектирования Autodesk Inventor Professional. Недавно этот функционал пришёл и в Autodesk Netfabb1. Autodesk Netfabb, оснащённый технологией оптимизации топологии, самостоятельно создаёт для конструктора форму детали под заданные им условия её функционирования. Причём делает это так, как никогда не пришло бы в голову самому человеку. Детали, которые получаются в результате, не только максимально эффективны, но часто обладают и красивейшими бионическими формами, напоминающими костную структуру животных. Дикий, природный, «порождающий» дизайн (рис. 3).
Рис. 3. Примеры сгенерированных компьютером форм изделий
Почему функционал порождающего проектирования Dream-Catcher перенесён именно в Netfabb — решение для аддитивного производства? Очевидно, что такие формы просто невозможно произвести средствами обычного традиционного производства. Ни один суперсовременный фрезерный станок с ЧПУ не справится с такой сложной деталью, будь в нем хоть десятки управляемых осей. Здесь применима только трёхмерная печать, которая может произвести эту надёжную и одновременно лёгкую деталь за одну операцию. И вся уникальная форма детали при этом будет ориентирована на поддержание прочности — каждый кубический сантиметр материала будет расположен там, где он необходим для обеспечения безопасности конструкции. Ни одного лишнего грамма.
Подготовка
Продолжим рассказ про Netfabb областью его функционала, связанной с непосредственной подготовкой уже готовой модели к печати на аддитивном оборудовании. Начнём с совершенно необходимого. Структура поддержек для частей детали, которые нависают над платформой, не имея снизу уже пропечатанного материала. Чтобы эти части во время печати не отвалились от модели или не покоробили всю модель, под ними создаются временные, тонкие и легко удаляемые после производства структуры — так называемые «поддержки» (рис. 4). В Netfabb они в большинстве случаев создаются автоматически. Хотя, конечно, инструменты ручного их создания и редактирования тоже предусмотрены. Поддержки бывают разных типов: прямые, ветвящиеся, древовидные, стеночные, объёмные и комбинированные.
Кроме того, Netfabb даже может сам предложить пользователю оптимальные варианты ориентации детали при печати, исходя из соотношения объёма поддержек, общей поддерживаемой площади и общего времени печати. Пользователю останется только выбрать наиболее подходящий вариант ориентации из списка, предложенного системой. Каждая операция печати — длительный и дорогой процесс. Поэтому очень важно «упаковать» в одну операцию максимально возможное количество деталей, сэкономив не только время, но и материалы. Инструменты Netfabb для автоматического пакования деталей в рабочее пространство принтера позволяют размещать детали с высочайшей плотностью, недостижимой в случае ручного расположения. Причём Netfabb делает это несравнимо быстрее человека — за считаные секунды. Для этого могут использоваться различные алгоритмы пакования: плоские, трёхмерные, контурные. Для технологий печати, не требующих поддержек, можно располагать детали друг над другом. При трёхмерном размещении Netfabb будет следить даже за тем, чтобы детали не сцепились и не переплелись между собой. Вокруг групп мелких деталей можно автоматически генерировать временные лёгкие коробки, чтобы детали при извлечении не растерялись. В Netfabb встроена также обширная библиотека оборудования, что позволяет при подготовке печати учитывать параметры и специфику конкретной машины. Если же вы не найдёте в ней своего принтера, вы сможете задать его параметры вручную.
Анализ
Каждому, кто сталкивался с трёхмерной печатью, знакомы эти проблемы: • Множество неудачных попыток печати требует огромных затрат времени! • Иногда даже после успешной печати вдруг выясняется, что был выбран слишком хрупкий материал для таких тонких стенок детали. • В процессе проб и ошибок требуется постоянная подстройка моделей, чтобы они наконец напечатались как надо! • Приходится всё и всегда печатать по несколько раз, чтобы получилось хорошо. И самое обидное здесь заключается в том, что все эти ошибки чаще всего выявляются слишком поздно. То есть когда вы уже потратили деньги, время и материалы. Аддитивное производство — область достаточно тонкая, и высокого качества результата она позволяет добиться только после серьёзной оптимизации процесса. Без применения средств цифрового анализа и имитации процессов печати обычно это требует до десятка и более пробных попыток печати, каждая из которых не только длительна, но и очень затратна. В некоторых случаях стоимость каждой попытки может достигать десятков тысяч долларов. Большая аддитивная машина может производить сотни деталей за один цикл построения (а это много часов). Одна-единственная ошибка может уничтожить целый цикл и даже повредить саму машину. А это ох как недёшево. Аналитический модуль Netfabb Simulation2предназначен для исследования и имитации печати из металлов. Он позволяет заранее обнаружить и исключить множество потенциальных проблем. На основании виртуальной имитации процесса печати он предскажет, рассчитает и визуализирует остаточные напряжения и деформации детали, возникающие от неравномерного нагрева в процессе печати. Более того, он предложит автоматически компенсировать эти деформации, особым образом изменив модель перед печатью. Netfabb Simulation также сможет предсказать разрыв системы поддержек в результате деформации детали. Предсказание и предотвращение возможных проблем печати ещё на этапе подготовки позволяет в разы сократить количество требуемых итераций печати до получения идеального результата. Это заметно снижает себестоимость всего производства и радикально ускоряет его. На рисунке 5 представлен пример отрыва структуры поддержек от детали в связи с её деформацией. В данном случае эту дорогую титановую деталь, которая печаталась много часов, можно просто выбросить, так как она безнадёжно деформирована.
Рис. 5. Пример отрыва поддержек, вызванный деформацей во время процесса 3D-печати
А на рисунке 6 видно, что деформация детали оказалась очень большой. В реальности это привело даже к столкновению детали с покровным ножом принтера и его повреждению.
Машина после этого инцидента, вероятнее всего, надолго выбыла из строя и потребовала дорогостоящего ремонта. Расчётный модуль Netfabb Simulation мог предсказать эту ситуацию, но в данном случае не был применён вовремя. На рисунке 7 показан ещё один пример разрыва системы поддержек детали. Расчёт и анализ процесса печати мог бы предсказать и предотвратить эту ситуацию.
Рис. 7. Отрыв системы поддержек напечатанной детали
Аддитивная машина в процессе печати управляется специальной программой, по сути, аналогичной ЧПУ. Эта программа содержит траекторию инструмента, стратегии (паттерны) заполнения сплошных участков, режимы работы луча (например, мощность, скорость, фокус). В Autodesk Netfabb встроен мощный низкоуровневый редактор этих программ, позволяющий в интуитивно понятном дружественном интерфейсе на уровне машинных кодов тонко настраивать работу машины над вашей деталью.
Обработка
Завершающий этап работы в области 3D-печати — обработка и контрольные измерения готовой детали. Autodesk Netfabb способен помочь пользователям и на этом этапе. Например, с помощью встроенной в него утилиты PowerShape3можно смоделировать на детали легко удаляемые после обработки конструктивные элементы, упрощающие последующую доработку. В данном случае это временная подпорка, облегчающая сверление отверстий в тонкой наклонной стенке детали. PowerShape уникален тем, что работает с триангулированной моделью как с обычной твердотельной или поверхностной, автоматически распознавая в ней геометрические элементы. Кроме того, Autodesk Netfabb также способен работать в тесной связке с ЧПУ-продуктами Autodesk PowerMill и Autodesk FeatureCAM, а также с утилитой инструментального контроля Autodesk PowerInspect. В связке эти инструменты способны на порядок ускорить процесс завершающей обработки деталей.
Заключение
Autodesk Netfabb доступен в трёх вариантах по нарастанию функционала и, соответственно, стоимости. • Netfabb Standard — это вариант начального уровня для исправления моделей, их ориентации в пространстве принтера и простейшей подготовки модели к печати. • Netfabb Premium, кроме того, способен уже автоматически работать с поддержками, автоматически паковать детали в рабочее пространство принтеров, и к нему может подключаться отдельно приобретаемый модуль имитации и анализа процессов печати. • Netfabb Ultimate кроме всего перечисленного также способен работать с оптимизацией формы и структуры деталей. В данной статье приведено лишь краткое описание функционала Autodesk Netfabb. За более подробной информацией на русском языке (о Netfabb или других продуктах Autodesk в области промышленного проектирования и производства) вы можете обратиться на сайт компании ПОИНТ —www.pointcad.ru Давайте подведём итоги всего, о чем мы поговорили. Autodesk Netfabb способен помочь пользователям практически на каждом этапе работы в области аддитивного производства — от выхода модели из САПР и до входа её в 3D-принтер. И даже немного дальше. С помощью Netfabb мы можем оптимизировать геометрию и внутреннюю структуру детали, подготавливать её к печати, анализировать процесс печати в цифровом виде, избегая дорогостоящих натурных ошибок, и даже помогать на этапе последующей обработки успешно отпечатанной детали. В любом пути важен каждый из составляющих его шагов. Один медленный шаг важного и сложного процесса задержит весь путь. Особенно это заметно на больших проектах, где таких шагов великое множество. В аддитивном производстве долгая подготовка моделей к печати или множество долгих и дорогих неудачных попыток печати значительно повышают длительность и стоимость производства. А с помощью Autodesk Netfabb, решения «всё в одном» в области аддитивного производства, можно не только быстрее подготавливать модели к печати, но также быстро и безошибочно печатать их наиболее эффективным способом. Autodesk Netfabb — комплексное решение, которое позволит вам извлечь максимум из аддитивных технологий.
Рис. 8. Моделирование временной подпорки для проведения операции сверления
Алексей Никулин, ведущий инженер-консультант по направлению «Машиностроение» компании «ПОИНТ»
__________________________________________
1Правильнее будет сказать, что сам проект DreamCatcher теперь полностью перекочевал в Netfabb. Отдельно он больше не существует, а в Netfabb он уже сейчас доступен некоторым пользователям в виде предварительного тестирования технологии. Но, по обещаниям разработчиков, уже в ближайшие месяцы станет неотъемлемой частью пакета.
2Модуль локального решателя Autodesk Netfabb Local Simulation приобретается отдельно. Он может использоваться совместно с Netfabb версий Premium или Ultimate. В ближайшее время пользователям Autodesk Netfabb Premium и Ultimate станет также доступен и облачный решатель модуля. На момент написания статьи облачный решатель находится в стадии тестирования, и политика предоставления пользователям доступа к нему пока не опубликована.
3До приобретения Autodesk компании Delcam это был продукт Delcam PowerShape.
Как было показано в первой части статьи (журнал «Аддитивные технологии», № 4’2017), аддитивные технологии (AM) в строительстве уже получили серьёзный импульс к развитию. Создаётся оборудование различных типов и применений, появляются новые материалы, в предлагаемых проектах стирается грань между фантазиями архитекторов и реальностью.
В продолжение темы рассмотрим преимущества и перспективы применения АМ-технологий в строительной индустрии, а также примеры успешно выполненных работ.
Преимущества использования АМ-технологий
Факт: 6–9 месяцев в среднем занимает строительство дома в США. Перспектива: спроектированный с учётом запросов заказчика дом построен за 1 день (без отделки).
Факт: около 30 миллионов владельцев домов в США испытывают такие проблемы, как финансовое бремя, перенаселенность, недостаточность пространства. По оценкам, ежегодный рост в 5 % больших городов в развивающихся странах приведёт к росту трущоб и незаконных поселений в 10 % в год. Перспектива: достойное и приемлемое жилье для людей с низкими доходами.
Факт: жертвы стихийных бедствий (землетрясений, наводнений, войн и т. д.) вынуждены месяцами и годами жить во временных убежищах. Перспектива: комфортабельные жилые убежища (не тенты) для длительного пользования пострадавшими от стихии; строятся очень быстро.
Факт: традиционное строительство производит чрезмерное количество разного рода отходов. Например, строительство дома для одной семьи даёт от 3 до 7 тонн отходов. На мировом рынке более 40 % сырьевых материалов идёт в строительство.
Перспектива: строительство без отходов, шума, пыли и загрязнений воздуха.
Факт: больше всего несчастных случаев, в том числе с фатальным исходом, встречается в строительстве. Например, только в США ежегодно получают серьёзные травмы или погибают на строительстве примерно 400 000 рабочих, и это несмотря на строгие требования по безопасности. Перспектива: нет инцидентов и травм на строительных площадках, нет соответствующих судебных разбирательств.
Факт: любое отклонение от стандартного проекта (например, использование криволинейной поверхности вместо прямой стены) значительно удорожает стоимость традиционного строительства.
Перспектива: всестороннее влияние технологий АМ может быть значительным для рынка жилого сектора, который оценивается в $300 млрд в год, и для коммерческого рынка с оценкой в $700 млрд в год.
Возможные применения технологии АМ
1. Построение высоких бетонных опор для ветряных станций, пилонов мостов, водонапорных башен, силосов, дымовых труб и т. д. Метод заключается в установке нескольких роботов, взбирающихся по строящейся опоре вверх и перемещающих платформу с печатающей головкой (рис. 1). Метод особенно актуален для строительства опор в труднодоступных местах, где традиционный метод строительства с помощью кранов неприменим.
Рис. 1. Построение башни ветрогенератора по технологии Contour Crafting [1]
Стоимость опоры ветрогенератора (~$500 000) составляет большую часть в совокупных затратах, включающих фундамент, гондолу генератора и ротор. Высота опор ветрогенератора сегодня ограничена высотой крана, который можно смонтировать в данном месте (максимальная высота 85–100 м), и размерами секций башни, которые изготавливаются на заводе и должны быть доставлены на строительную площадку. Для доставки секций башни и крана требуется построить специальную широкую дорогу на ветроферму. Ее стоимость для фермы со 100 установками обойдётся в $30 млн.
2. Использование роботизированных технологий для создания безопасных надёжных и доступных строительных структур на Луне и Марсе для проживания, для размещения лабораторий и других целей, которые должны быть созданы ещё до прибытия людей. Предполагается использовать местные материалы в качестве сырья для строительных смесей. Созданные структуры должны включать в себя защиту от радиации, электропитание, водоснабжение и сеть различных датчиков. Одна из компаний получила от NASA грант на технологию Contour Crafting (2014 г.) и грант на технологию Selective Separation Shaping (SSS) в 2016 г., оба гранта на применение роботизированных строительных технологий в космосе и для первых поселений на Луне и на Марсе (рис. 2).
Рис. 2. Панорама стройкиРис. 3. Посадка аппарата на подготовленную площадкуРис. 4. SSS-процесс 3D-печати
Технология
Технология использует метод 3D-печати с помощью головки с последующим спеканием керамики другой головкой за счёт микроволнового излучения. Например, робот сможет напечатать посадочную площадку из сцепленных друг с другом отдельных керамических плиток для приёма космических аппаратов (рис. 3). В противном случае велик риск потери аппарата, в частности, если он опустится на склон кратера. В качестве строительного материала используется местный грунт, который спекается излучателем. Границы плитки определяются печатной головкой, она наносит порошок высокотемпературной керамики, тем самым отдельные плитки не будут спекаться (рис. 4). Таким образом, получается прочная структура посадочной площадки, которая не треснет под действием газов двигателя спускаемого аппарата от термического расширения.
Примеры успешного использования АМ-технологий в строительстве
Офисный комплекс в Дубае [2]
Компания Winsun (Китай) занимается оказанием услуг по строительству, используя портальные 3D-принтеры собственной разработки. Офисный комплекс в Дубае был построен с помощью портального 3D-принтера за 17 дней и использовался для временного размещения Фонда будущего Дубая (рис. 5). Интерьер был изготовлен также с помощью аддитивных технологий. В настоящее время «Офис будущего» эксплуатируется фондом Future Foundation и используется для проведения выставок, конференций и других мероприятий.
Рис. 5. Офисный комплекс в Дубае
Временные казармы для Пентагона [3]
В Пентагоне американские военные инженеры готовятся возводить временные казармы с помощью строительных 3D-принтеров и с использованием местных строительных материалов (рис. 6). 3D-принтер способен наносить бетон с наполнителем из частиц размером до десяти миллиметров, при этом предусматривается армирование бетона как в горизонтальной, так и вертикальной плоскостях. Мобильные аддитивные строения могут оказаться полезны и при возведении временного жилья для гражданского населения.
Рис. 6. Жилой блок площадью (~50 кв м) отпечатан на 3D-принтере
Сельский экодом компании WASP (Италия) в технопарке Шамбала (рис. 7).
Рабочий материал — смесь соломы с клеем. Цель проекта показать, как можно построить дома, имея ограниченный бюджет, с экономией электроэнергии и минимальными отходами стройматериалов.
Рис. 7. Использование 3D-принтера (дельта типа) компании WASP высотой 12 м для строительства экодома
Сельский дом в виде бесконечной ленты [4] (рис. 8).
Пример этого проекта показывает, как можно реализовать фантазии нидерландского архитектора напечатать дом в форме ленты Мёбиуса. Концепцию своего проекта архитектор объясняет так: «Планета Земля не имеет начала и конца, и мы стремимся к такой же форме». Принтер, разработанный для проекта инженером Энрико Дини, может печатать квадраты размером 7 на 7 метров. Фирма Universe Architecture совместно с инженерной компанией BAM испытывают его в одном из производственных помещений Амстердама. Работа принтера основана на послойном отвердении рабочего порошка, который насыпается в ванну, разравнивается и отверждается в нужных местах с помощью робота. Инструментом является прямоугольная матрица с соплами, через которые подаётся отверждающий раствор.
Рис. 8. Проект дома «бесконечная лента» и принтер BAM, разработанный для реализации проекта
Дом в Чикаго [6].
Дизайн дома был разработан архитектурной фирмой из Чикаго WATG. Реализацией проекта занимается компания Branch Technology. В основе технологии использование роботизированной руки Kuka KR 90 для выстраивания пространственных структур с помощью ABS-пластика, армированного углеволокном (рис. 9). С ее помощью можно легко строить элементы дома свободной формы объёмом до 237 куб. м, которые можно сочетать с другими строительными материалами. Отличие рассматриваемой технологии от других послойных технологий в том, что она выстраивает с высокой скоростью внутренние сотовые структуры конструкции, имеющей сложную геометрию. После чего они покрываются традиционным способом с помощью распыления любого недорогого строительного материала типа теплоизолирующей строительной пены и бетона.
В результате получаем прочную гибридную конструкцию. Branch Technology готовит к реализации проект такого дома площадью 60–80 кв м для одной семьи. Этот проект заставит пересмотреть традиционные взгляды архитекторов на эстетику, эргономику, методы конструирования и строительства. Прозрачные внутренние стены создают мягкое освещение, а внешнее покрытие в виде катящихся арок естественным образом вписывает дом с его обитателями в окружающую среду.
Рис. 9. Дом Curve Appeal снаружи и внутри, структура стены дома
Павильон Вулкан в Пекине [8].
Павильон Вулкан (рис. 10) напоминает облака при извержении вулкана. За 30 дней на 20 принтерах (FDM) были изготовлены более 1000 деталей павильона и затем собраны вместе. Авторы павильона, Laboratory for Creative Design (LCD), использовали 20 крупных 3D-принтеров.
Рис. 10. 3D-печать павильона в Пекине высотой 2,88 м и длиной 8,08 м
Жилой дом, Окриджская национальная лаборатория (ORNL)
Проект AMIE (интеграция аддитивных технологий и энергии) [5]. Проект состоит из напечатанного здания (рис. 11) и автомобиля, изготовленного с применением АМ. Компания SOM (Skidmore, Owings & Merrill LLP) разработала структуру здания, которая состоит из объемных полимерных панелей, напечатанных на 3D-принтере. Панели выполняют несколько функций, присущих традиционной стеновой панели: несущая нагрузку опора, тепло-, гидро- и звукоизоляция, внешняя облицовка.
Рис. 11. Дом-автомобиль и сборка дома из панелей на шасси, комплект
Комбинация панелей общей площадью 79 % всей поверхности и остекления (доля в 21 %) позволила увеличить энергоэффективность здания. Панели создавались с помощью принтера размерами 11,6 м (длина) × 3,7 м (ширина) × 3,7 м (высота). Они прошли все необходимые испытания, соответствующие стандартным строительным нормам. Электроэнергию поставляют дому солнечные батареи, установленные на крыше. Автомобиль, который входит в комплект дома, был разработан и построен компанией ORNL (с применением технологий АМ). Он также может подключаться к системе электропитания дома и обеспечивать любую необходимую дополнительную мощность.
Напечатанный мост [6]
В дополнение к удивительным мостам через каналы в Амстердаме вскоре добавится ажурный стальной мост (рис. 12), построенный с помощью 3D-принтера. Принтер MX3D оборудован 6-осевым роботом ABB, который позволяет создавать из металла за счет наплавки пространственные структуры. Объем не ограничен традиционным «кубиком» рабочей зоны обычного 3D-принтера, поэтому печать реального моста явилась хорошим шансом продемонстрировать неограниченные возможности этой технологии. Дизайн моста через канал Oudezijds Achterburgwal был разработан в лаборатории Joris Laarman Lab. Символизм моста в соединении технологий будущего со старым городом.
Рис. 12. Строительство моста через каналСтроительство моста через канал
Строительная 3D-печать в России
Первый портальный малоформатный строительный 3D-принтер разработала и представила на рынок в 2015 г. компания из Ярославля ООО «Спецавиа», ныне резидент Сколково, торговая марка «АМТ» [9]. Первоначальная ориентация была на малый бизнес как основного потребителя оборудования для создания малых форм элементов ландшафтного дизайна. После того, как гиганты строительного рынка проявили интерес к крупноформатным принтерам, компания разработала линейку из 7 основных типов портальных 3D-принтеров, выпускаемых как серийно, так и по специальным требованиям заказчиков. Это машины:
малого формата (объем строительных конструкций до 36 м3) для печати частей зданий, которые за счёт разработанных технических решений могут быть интегрированы в типовые проекты домов индивидуального жилищного строительства;
принтеры для строительства домов площадью до 140 м2 и более до 2‑х этажей:
а) стационарные для печати домов площадью до 140 м2 в 2 этажа;
б) мобильные, позволяющие печатать дом или серию домов без ограничения площади застройки и высоты объекта. Это профессиональное оборудование, рассчитанное на непрерывную эксплуатацию в условиях производства. Целиком дом на строительной площадке размером 12×12 м можно напечатать за одну установку принтера. На сегодня компания продала свыше 50 принтеров заказчикам из РФ, Казахстана, Молдовы, Дании.
Первый в Европе реальный жилой дом был построен в Ярославле в 2017 г (рис. 13, 14) [12].
Рис. 13. Жилой дом, построенный с помощью 3D-печатиРис. 14. Фасад дома
Для печати архитектурных форм, макетов, для моделирования компания «Спецавиа» разработала и выпускает промышленных способом 3D-принтеры большого формата, работающие по технологии FDM с любыми термопластиками. Рабочая зона принтера «Бегемот» 1×1×2 м (наибольшая среди выпускаемых в мире аналогичных принтеров), имеется подогреваемый стол, две печатающих головки (можно печатать разными цветами или разными материалами). Пример печати на рис. 15. Другой такой же принтер большого формата «Хомяк» имеет меньшую рабочую зону 0,3×0,3×0,45 м и обладает всеми характеристиками большой модели принтера.
Рис. 15. Пример печати из термопластика на 3D-принтере «Бегемот», высота букв 300 мм
В Копенгагене (Дания) компания 3D Printhuset на 3D-принтере компании «Спецавиа» печатает первый в Европе дом (рис. 16) — офисное здание площадью 50 кв. м.
Рис. 16. Здание офиса-отеля в Копенгагене (в процессе печати на принтере АМТ)
Компания Apis Cor [10] из Иркутска использовала 3D-печать, чтобы напечатать дом площадью 32 кв м в Подмосковье (рис. 17), используя 3D-принтер собственной разработки.
Андрей Руденко (РФ), проживающий сейчас в Миннесоте (США), разработал портальный 3D-принтер и построил несколько объектов (рис. 18 и рис. 19).
Рис. 17. Дом площадью 32 м2 в подмосковном СтупиноРис. 18. Замок в Миннесоте, построенный с помощью портального принтераРис. 19. Замок в Миннесоте, построенный с помощью портального принтера
Тенденции в строительной индустрии
Подробный анализ состояния строительной индустрии и направлений её развития был проведён консалтинговой компанией McKinsey [11]. Некоторые важные тенденции отмечены ниже:
зелёное строительство (снижение выбросов углерода при производстве материалов);
эффективность затрат — выбор правильных материалов, например, вместо стеклянных панелей использовать этилентетрафторэтилен (ETFE). Он получил широкое распространение после того, как использовался для создания части водного здания для Олимпийских игр в Пекине в 2008 году. ETFE весит менее 1 процента эквивалентной стеклянной панели, стоимость установки в разы меньше;
оптимизация логистики;
повышенные прочность и надёжность: проекты должны иметь более длительную коммерческую жизнь;
изготовление сборных модулей, строительных элементов за пределами стройплощадки. Этот метод также можно адаптировать для модульных зданий, таких как отели и бюджетные кондоминиумы. Полные подмодули большого здания собраны на заводе или рядом с ним перед окончательной сборкой на строительной площадке. Такие методы, как сборные, предварительно сконструированные объёмные конструкции (PPVC), объединяют возможности для трансформации строительной площадки в производственную систему. Как результат — большая эффективность, меньше отходов и повышенная безопасность.
Заключение
Результаты обзора аддитивных технологий для строительной индустрии и опыта их применения показывают хорошие перспективы для развития этого направления. Материалы практически те же, как и при монолитном строительстве. Экономия возникает только за счёт автоматизации производства, возможности быстро и без особых трудозатрат сделать сложные формы фасадов, конструктив стен. На коробке зданий можно сэкономить около 30–40 %, что в общем объёме строительства даст 7–10 %. Но и это уже немало. Кроме того, 3D-печать — это некий дополнительный инструмент, с помощью которого удобно решать ряд строительных задач. Ее удел — не только единичные авторские постройки, но и массовые применения, например, очень сложные многокамерные стены с большим количеством полостей под коммуникации. Трёхмерная печать в строительстве станет привычной и будет широко использоваться, как только появится строительный стандарт на аддитивную строительную технологию.
Первую часть нашей истории можно прочитать у нас на сайте.
Компания GE Additiveпоказала бета-версию (как часть их проекта ATLAS — система АМ с большой рабочей зоной) 3D-принтера, работающего по принципу лазерного спекания металлического порошка в ванне (рис. 1). Оборудование было разработано совместно со специалистами Concept Laser. Первые машины проходят тестирование в нескольких компаниях, серийный выпуск планируется на 2018 год. Основная задача разработчиков была в создании гибкого оборудования, которое можно настраивать под запросы потребителей.
Некоторые технические характеристики: рабочая зона принтера 1,1×1,1×0,3 м, может быть увеличена по оси Z до 1 м; лазер 1 кВт; лучшее разрешение в своем классе; контроль за работой и состоянием оборудования ведется с помощью программы PREDIX и облачного хранилища GE [1]. Renishowпредставила 3D-принтер с 4 лазерами RenAM 500Q, рассчитанный на увеличение производительности примерно в 4 раза для машин со средними размерами рабочей зоны. Основная выгода для потребителей заключается в снижении стоимости единичного изделия при тех же параметрах качества и точности [2]. SLM Solutionобъявила о получении заказов на сумму 37 млн евро только за первый день. В эту сумму входят 20 заказов из Азии на новый металлический принтер SLM 800 для энергетического сектора. В компании ожидают получения еще нескольких заказов на принтеры SLM 500. Особенностью принтера SLM 800 является высокий уровень автоматизации производственных процессов. Система включает встроенный фильтр, мониторинг расплавленной зоны и мощности лазера, улучшенную систему контроля машины и как опцию — вакуумную систему подачи порошка. По словам руководства компании, новая машина позволит SLM Solutions стать технологическим лидером на рынке металлических 3D-принтеров в ближайшие годы за счет полной интеграции существующих производств и производственных процессов с новыми технологиями, которые называют «производство 4.0» [3]. Компания Xact Metalиз госуниверситета в Пенсильвании (США) демонстрировала металлический принтер XM300 со средними размерами рабочей зоны, с 2 или 4 оптоволоконными лазерами [4]. Система оснащена двумя подвижными зеркалами, которые позволяют сохранять ортогональность лазерного потока к поверхности спекаемого порошка по площади рабочей зоны. Это дает возможность получать однородные характеристики детали со скоростью до 1,5 м/с (рис. 2). При стоимости от $400 до $600 тысяч принтер будет вполне конкурентоспособен с другими представленными на рынке системами.
Adiraиз Португалии представила систему для печати крупногабаритных изделий из металла (рис. 3) [5]. Оборудование использует TLM-процесс — рабочая зона разбивается на небольшие сегменты, в которых печать происходит последовательно. Это позволяет выращивать большие детали, создавая защитную локальную зону только в области плавления порошка без ухудшения характеристик детали. Наличие встроенной автоматической системы очистки использованного порошка, возможность применения внешнего робота для удаления готовых изделий, а также оборудования для финишной обработки делает систему привлекательной для пользователей.
Рис. 4. Система TruPrint 5000 для печати металлическими порошками
КомпанияTrumpf(Германия) показала систему TruPrint 5000 (рис. 4) — наиболее быструю и производительную машину среднего формата для печати металлическими порошками. Мультилазерная система, состоящая из 3 волоконных 500 Вт лазеров собственной разработки, позволяет сократить время изготовления изделий в три раза. В планах компании занять лидирующие позиции с долей от мирового рынка в 20 % в области производства металлических 3D-принтеров среднего формата в ближайшие 5–7 лет (рис. 5). Это вполне реальные планы для огромной компании, в которой над АМ-технологиями работают более 200 сотрудников совместно с университетом RWTH в Аахене и институтом Фраунгофера там же [6].
Рис. 5. Пример лазерной наплавки: а — технология LMD и выращивания в ванне с порошком; б — технология LMF
КомпанииMaterialiseиSimufact Engineering GmbHдоговорились о сотрудничестве в области АМ. Пользователи программы Materialise Magics теперь смогут моделировать процесс построения, применяя симулятор от Simufact. При этом поддерживающие структуры будут создаваться с помощью функций Magics. Регулярное использование процессов моделирования может значительно сократить количество прототипов для отработки производственного процесса, а также повысить качество и продолжительность жизненного цикла изделия. Особенно привлекательным такой симбиоз будет для исследовательских организаций, университетов и конструкторов. Применение нового программного продукта позволит предсказывать возможные ошибки еще до начала изготовления реального изделия [7]. 9 ноября ООО«НИК»и крупная немецкая компания в области аддитивного производства FIT AG подписали юридические документы, необходимые для создания совместного предприятия FITNIK Ltd (рис. 6). Оно будет расположено в городе Жуковском и позволит реализовывать комплексные услуги в области 3D-технологий. Сочетание уникального опыта двух ведущих компаний позволит наладить процесс разработки и производства изделий как для авиационной, так и для других отраслей промышленности с использованием всех преимуществ аддитивных технологий [8].
Рис. 6. Основатель и директор компании FIT Group (Германия) Carl Fruth и А. Корнеев, директор компании «Ник» (Россия)
В рамках Formnext‑2017 было объявлено о ряде проектов по сотрудничеству, о реорганизации компаний, например: — Additive Industries(Нидерланды) и SMS Groupобъявили об объединении усилий по серийному производству компонентов для АМ-металлических систем и оборудования по производству металлических порошков. — Компании из ГерманииSLM Solutions, Rosswag GmbH, Cronimet Holding GmbHдоговорились о совместной разработке специальных высокотехнологичных сплавов для АМ. При этом Rosswag GmbH будет заниматься производством порошков из сплавов, которые будет поставлять Cronimet Holding GmbH. SLM Solutions занимается разработкой технологических процессов применения порошков и их эксклюзивным продвижением на рынок АМ [9]. — Производитель металлических порошков PyroGenesis подписал NDA-соглашение с компанией Rolls-Royce с целью выработки условий полномасштабного договора по обеспечению партнера необходимыми порошками из металлов и сплавов. PyroGenesis использует плазменное распыление для получения порошков нужного качества. — Компания из ШвейцарииOerlikonи LENA Space(UK) — разработчик ракетных двигателей — договорились о партнерстве по выпуску оптимизированных деталей для силовых систем. Подобные системы используются для вывода полезной нагрузки на низкие околоземные орбиты. LENA Space конструирует и разрабатывает турбины, насосы, камеры сгорания, регенеративные системы охлаждения и многое другое. Oerlikon вкладывает в сотрудничество свои возможности в АМ-технологиях: дизайн и инжиниринг, быструю разработку нужных сплавов, опыт и знания в АМ-технологиях по созданию высококачественных повторяемых изделий и, наконец, опыт в работе с покрытиями [10]. — Компания из СШАArconicобъявила о соглашении с Airbus по сотрудничеству в производстве компонентов для авиации с помощью металлических АМ-технологий [11]. АМ-технология Arconic основана на использовании электронного пучка и предназначена для производства крупных узлов и деталей с высокой скоростью. При этом предполагается для улучшения свойств полученных изделий комбинировать АМ и традиционные методы обработки металлов, такие, как ковка. 3D Systems(США) представила производственную платформу следующего поколения для металлических принтеров, которая легко встраивается в производственную цепочку и позволяет масштабировать производство продукции с помощью АМ-технологий (рис. 7).
Рис. 7. Модульное решение ProX DMP 8500 для АМ-производства
Процессы производства полностью автоматизированы — от доставки порошка до создания высококачественных повторяемых изделий со значительным снижением их себестоимости. Большая рабочая зона 500×500×500 мм принтера обеспечивает возможность его применения в первую очередь в авиастроении, автомобильной индустрии и других отраслях машиностроения. Платформа включает следующий набор модулей [12]: — RPM — модули для перемещения порошка и изделий между отдельными блоками; — модули печати обеспечивают непрерывную работу платформы; — PMM — модуль обработки порошка очищает изделие от порошка, направляет его на переработку и готовит модуль печати к следующему циклу работы; — транспортные модули обеспечивают перемещение модулей RPM между принтером и модулем с порошком. Платформа DMP 8500 для АМ-производства была создана экспертами производства с глубокими знаниями, пониманием и опытом в производственных процессах. Платформа также интегрирована с инновационным программным продуктом 3DXpert, который оптимизирует подготовку к печати и саму печать изделий. Платформу планируют к выходу на рынок в конце 2018 г. Компания из Австралии SPEE3D объявила о создании металлической АМ-системы, первой в мире реализовавшей технологию сверхзвукового нанесения порошков для выращивания объемных изделий с большой скоростью (в 100–1000 раз быстрее традиционных металлических принтеров). Использование сопла Лаваля позволило получить поток газа с порошком со скоростью в 3 раза выше скорости звука [13]. Также хотелось бы отметить расширение российского представительства на выставке. Из отечественных компаний свою продукцию и услуги в 2017 году представили Anisoprint, Cyberon Group, Imprinta, PICASO, POLEMА, RangeVision, Институт передовых производственных технологий (ИППТ) СПбПУ Петра Великого из Санкт-Петербурга. С пресс-стенда распространялся журнал «Аддитивные технологии». ■
Следующая выставка formnext состоится во Франкфрурте-на-Майне 13–16 ноября 2018 года.
«Способ строительства жилья не изменялся последние 10 тысяч лет — самые старые постройки также используют столбы и балки. Но это далеко от того, что реально существует в природе», — считает Platt Boyd, основатель проекта Branch Technology (США).
Сегодня строительная промышленность, возможно, стоит перед самым большим выбором будущих направлений развития. Основные причины — демографические изменения (к 2100 г. население планеты достигнет 11 млрд жителей) и растущая глобальная урбанизация (на 2017 г. половина населения живет в городах, к 2050 г. число горожан достигнет 75 %). Традиционные методы строительства не смогут решить возникающие задачи и проблемы. Поэтому требуются новые подходы к строительству жилья и инфраструктуры жилых районов.
Широкое обсуждение аддитивных технологий в последние несколько лет привело к появлению различных приложений АМ (аддитивного производства) в строительстве. Появилось немало разработчиков таких приложений и проектов с их использованием по всему миру. В их числе как энтузиасты-одиночки, так и большие команды, включающие архитекторов, строителей, инвесторов, университеты и крупные производственные компании.
Объем мирового строительного рынка огромен (табл. 1). При этом рынки развивающихся стран показывают темп развития 5,3 %, рынки развитых стран — 2,2 % в год. Наиболее привлекательные регионы для строительства — Ближний Восток и Африка, Южная Америка. Строительство сегодня является одной из самых ресурсозатратных отраслей производства. Оно расходует 36 % энергии, 30 % сырьевых материалов, 12 % питьевой воды (на примере США [1]). В то же время строительство имеет крайне неэффективную низкую производительность даже в таких странах, как США, Великобритания, Сингапур и Гонконг [2].
Таблица 1. Объем мирового строительного рынка
Год
USD трлн
Средний темп роста, % в год
2010
7,4
3,1
2015
8,5
3,8
2020
10,3
3,9
Посмотрим, как новые технологии и новые материалы для них способны кардинально изменить ситуацию. Будем рассматривать только те технологии, которые можно отнести к аддитивным (АМ).
Технологии 3D-печати в строительстве
Сущность 3D-печати строительных конструкций заключается в послойном отвердении строительной смеси по 3D-модели, подготовленной методом компьютерного 3D-моделирования (рис. 1).
Рис. 1. Портальный принтер в работе (S‑6044 Long компании «Спецавиа»)
Модель в формате STL или SLC разбивается на слои программой подготовки рабочего файла, который затем отправляется на 3D-принтер для печати. Печатающая головка принтера, двигаясь вдоль направлений X и Y, печатает рисунок сечения модели строительной смесью, например, бетоном, гипсом или каолиновыми смесями. При завершении слоя головка поднимается вдоль направления Z на толщину нового слоя, печатает новый слой, и так до завершения построения изделия.
Печатающая головка конструктивно состоит из бункера (накопителя) с мешалкой, шнекового экструдера (не исключено применение других видов, в том числе и роторного), который формирует необходимый слой бетона (рис. 2). Во время печати можно оперативно корректировать геометрию выдавливаемого слоя, изменять скорость печати, добиваясь максимального качества.
Рис. 2. Печатная головка принтера
Все исходные компоненты смешиваются в подобранном соотношении в растворных мешалках или специальных станциях до получения однородной массы. Затем полученная смесь подается в печатающую головку 3D-принтера. Вес замеса от 10 до 100 кг. Подача готового раствора в головку может производиться в ручном режиме и автоматически. Рабочая смесь может замешиваться непосредственно в печатающей головке, что актуально для быстрой печати или для печати с нависаниями с использованием быстротвердеющих составов.
Армировать изделия можно следующими способами: добавлять в бетонную смесь фиброволокно, укладывать арматуру между слоями во время печати, армировать полости изделий с последующей заливкой этих полостей бетоном. Для армирования лекальных полостей идеально подходит композитная арматура, что значительно уменьшает себестоимость строительства.
После завершения печати печатающая головка извлекается из 3D-принтера и очищается мойкой высокого давления. Сформированное небольшое по размерам изделие остается на поддоне и может сушиться в естественных условиях либо подвергаться нагреву до набора прочности при более высоких температурах. При печати каолиновыми смесями с использованием глины и шамота предполагается последующий обжиг изделий. При печати непосредственно на строительной площадке фундамента или стен следует выдерживать необходимые сроки, чтобы бетон набрал нужную прочность.
С помощью 3D-печати могут быть изготовлены строительные конструкции и другие бетонные и гипсовые изделия сложной геометрии. При этом значительно сокращается время цикла от проектирования до производства (примерно в 8–12 раз), происходит экономия средств и времени за счет отсутствия опалубки, которую обычно приходится изготавливать заранее под каждую конкретную строительную конструкцию.
В зависимости от конструкции строительные 3D-принтеры можно разделить на следующие типы:
1. Портальные — в которых печатающая головка перемещается по направляющим в пределах рабочей зоны, ограниченной по площади (X, Y координаты) опорами и по высоте (Z) — расстоянием до головки при ее максимальном подъеме. Пример — принтеры компаний Winsun (Китай) и ООО «Спецавиа» (АМТ — резидент Сколково, Россия) — рис. 3, 1 соответственно.
Рис. 3 Портальный 3D-принтер компании Winsun (Китай)
2. Разновидность портальных принтеров с так называемым Дельта-приводом головки. Идея нашла широкое применение в пластиковых 3D-принтерах, работающих по технологии FDM. Пример — принтеры компании WASP (Италия) — рис. 4.
Рис. 4. Образец структуры из биополимера (FILOALFA), который печатается с головкой SPITFIRE на 3D-принтере дельта типа.
3. Мобильные 3D-принтеры, когда 3D-принтер оснащен рукой-роботом и установлен на шасси, которое может перемещаться самостоятельно или с помощью крана (рис. 5).
Рис. 5. Роботизированный комплекс на шасси компании Branch Technology, США
4. Роботизированные комплексы: оснащены рукой-роботом Kuka, ABB и других производителей. Робот может перемещаться в пределах рабочей зоны по направляющим рельсам (рис. 6). При этом зона застройки практически не ограничена.
Рис. 6. Роботизированный комплекс с перемещением по рельсам компании Branch Technology, США
5. Гибридные конструкции:
— комбинация портального 3D-принтера и робота (компания Contour crafting corporation (CCC), рис. 7)
— управление печатающей головкой (с использованием полярных координат) и перемещением по высоте происходит за счет использования телескопического устройства (рис. 8, компания Apis Сor).
Рис. 7. Роботизированный комплекс, оснащенный печатной головкой и манипулятором для укладки элементов дома (компания ССС, США)Рис. 8. 3D-принтер компании Apis Сor с телескопическим устройством
6. Комплекс для печати сетчатых структур — рука-робот для подачи металла (рис. 5) или пластика (рис. 6).
7. 3D-принтеры большого формата для печати элементов декора, оформления фасадов, входных групп, окон и элементов интерьера, работающие по технологии FDM с использованием широкого круга термопластиков (Россия, ООО «Спецавиа»).
Первые теоретические разработки по использованию роботов в строительной отрасли появились под руководством профессора университета Южной Калифорнии в США Behrokh Khoshnevis [3] еще в 1996 г. Его команда в дальнейшем представила три новые технологии под названием Contour crafting (CC). Преимущества их применения очевидны [4] — наряду со снижением в 5 раз затрат на коммерческое строительство, отсутствием отходов стройматериалов, сокращением времени изготовления акцент по затратам переносится с физической работы на интеллектуальную (табл. 2). А это означает, что строительство становится рынком для потребителей, когда семья может сама проектировать будущий дом для проживания. А также взять в лизинг оборудование СС в ближайшем магазине стройматериалов и в соответствии с инструкцией построить свой дом. Более того, впервые в строительной отрасли можно привлекать труд женщин и пожилых людей для участия в конструировании. В настоящее время СС- технологии могут использоваться для строительства малобюджетного жилья и временного жилья для пострадавших и спасателей в зонах стихийных бедствий и военных конфликтов.
Таблица 2
Стоимость в % от традиционного строительства
Основной вклад
С применением технологий CC
20—25%
Финансирование
Короткая продолжительность проекта с быстрым выходом на рынок резко снижают стоимость проекта
25—30%
Материалы
Отсутствие отходов при строительстве
45—55%
Работа
Существенно снижен ручной труд. Физическая работа заменена интеллектуальной. Женщины и пожилые работники могут впервые найти новые возможности по работе в строительстве
В начале 2018 года компания Contour Crafting Corporation готовится выпустить первую серию роботизированных 3D-принтеров для строительной индустрии. Серийное оборудование будет иметь рабочую зону 8×13 м и может быть увеличено по запросу заказчика. Вес комплекса менее 300 кг, что значительно легче традиционных строительных машин. Оборудование может быть доставлено заказчику и на строительную площадку обычным грузовиком, причем при необходимости в стандартный морской контейнер можно поместить несколько комплексов. Два подготовленных специалиста могут контролировать процесс строительства.
Технология сетчатых металлических форм — МММ (Mesh Mold Metal) Platt Boyd — основатель проекта Branch Technology, предложил создавать сетчатые структуры с помощью роботизированного комплекса (рис. 6) [5]. Комплекс представляет собой робот KUKA на платформе, которая может перемещаться по направляющим рельсам длиной 10 м и печатать из ABS-пластика стены для выставочного стенда компании. Начав опыты с роботом с рабочей зоной 1,3×1,3×1,0 м, сейчас компания использует робот KR90
и способна строить структуры с размерами 8,25×19,1×2,1 м в объеме 324 куб. м.
Platt в течение 15 лет работал в архитектурном бюро в Алабаме и уже тогда начал интересоваться более естественной формой строительства. Он даже стал собирать коллекцию изображений природных форм под названием Beautiful and Amazing Collection (рис. 9) и использовать их в архитектурных проектах [6]. Пример жилого комплекса (рис. 10) показывает одно из решений. Дом разделен на две зоны – дневную и ночную с двумя огромными окнами в торцах и промежуточной подсветкой посередине.
Рис. 9. Фото из коллекции Beautiful and Amazing CollectionРис. 10. Пример жилого комплекса
В 2013 г. он пришел к пониманию того, что нужно использовать не одни только послойные технологии выращивания объектов, а, как и в природе, требуется симбиоз различных решений, технологий строительства. Первое открытие он сделал на выставке того же года, когда не нашел ни одного решения использования роботов для печати стен. Другое открытие касалось возможности архитекторов создавать любые формы для элементов здания. Более того, он убедился, что сетчатые структуры панелей более прочны в сравнении, например, с традиционными деревянными панелями уже при добавлении только пены (примерно на 30 %), а при нанесении бетона на внешнюю поверхность панели ее прочность аналогична прочности цельной бетонной стены такого же размера (рис. 11, 12). При этом панели очень легкие. Так, пластиковая стена весом 0,7 кг выдерживает нагрузку в 700 кг, а пластиковая стена весом 1,1 кг с нанесенной пеной — вдвое выше: 1400 кг.
Рис. 11. Устройство сетчатой структуры стеныРис. 12. Сетчатая структура с пеной выдерживает значительную нагрузку
Какой видится перспектива технологии компании Branch Technology? 3D-печать рассматривается только как основа для создания сетчатых структур-матриц для стен зданий с любой сложной геометрией. Далее могут использоваться традиционные строительные материалы: для внутренней отделки распыляется пена и покрывается гипсокартоном; на внешней поверхности применяется бетон и далее любые отделочные материалы (кирпич, штукатурка и т. д.). Для реализации этой идеи планируется создать производство крупноразмерных отдельных элементов стен по запросам клиентов со всего мира и далее доставлять их заказчикам. А уже на месте из этих элементов собирается готовый объект с использованием традиционных технологий и материалов. Мнение Platt о возможности использования робота на строительной площадке однозначно: «Пока высокотехнологичное производство недостаточно надежно, чтобы выжить на открытом воздухе». Один из важнейших моментов: получение международных строительных сертификатов и использование технологии в строительстве — процесс долгий. Поэтому пока компания объявила конкурс на дизайн зданий, которые будут строиться методом сотовой сборки.
На конференции «Цифровое производство из бетона» (ETH) в Цюрихе (май 2017 г.) группа авторов (Nitish Kumar, Norman Hack, Kathrin Doerfler и др.) представила доклад «Проектирование, разработка и экспериментальная оценка применения роботизированного комплекса в нестандартном строительстве». В нем описывается технология роботизированного производства стальных сетчатых структур произвольной формы с разными размерами ячеек, которые могут быть использованы как арматура и как опалубка (рис. 13). Технология получила наименование Mesh Mold Metal (MMM) — сетчатая металлическая форма [7, 8]. Она позволяет интегрировать арматуру в конструкцию естественным образом, и в то же время решается проблема появления так называемых холодных стыков. Так как бетон заливается одновременно, то условия гидратации будут одинаковы для всей конструкции.
Рис. 13. Пример сетчатой структуры с различной кривизной по разным направлениям для последующего заполнения бетоном без опалубки и головка робота для ее создания
Размер ячеек сетки, их плотность и расстояние между соседними поверхностями структуры определяются из тех соображений, что свежий бетон должен заполнять весь объем структуры, но при этом не должен выходить наружу через боковые ячейки. Опытным путем было установлено, что оптимальный размер ячейки для проволоки размером до 4 мм составляет 10–15 мм, для повышения производительности нужно увеличить диаметр проволоки до 6 мм, соответственно, будет увеличен и размер ячеек. Пример готовой структуры, залитой бетоном, показан на рис. 14.
Рис. 14. Пример сетчатой структуры, заполненной бетоном с ручной финишной отделкой
В 2018 г. планируется построить пилотный демонстрационный проект размерами 13 м в длину и 3 м в высоту. Это будет реальная стена будущего двухэтажного дома. Концепция сочетает в себе мобильность, гибкость, автономность, модульное построение, построение объекта в заводских условиях (рис. 15).
Рис. 15. Использование роботов для построения сложных пространственных структур
В другой работе, представленной на той же конференции в Цюрихе, автор C. Menna из университета Неаполя изложил некоторые принципиальные положения, которые необходимо рассматривать при использовании АМ-технологий в строительстве.
В частности, он запатентовал четырехшаговую процедуру подготовки 3D-печати балки как основы любого строительства.
1. Заданный вид балки (рис. 16).
2. Переменные высоты поперечного сечения.
3. Разбиение балки на сегменты.
4. Оптимизация топологии и конфигурации арматуры.
Рис. 16. Модульная модель арки для построения моста и профиль вулкана Везувий — как основа дизайна пролета моста
А также он сформулировал требования к материалу из бетона:
1. Свежеприготовленный: применимость — возможность смешивать и подавать насосом в течение требуемого промежутка времени; возможность экструдирования — поддержание непрерывного потока материала; пригодность к строительству — не «плывет» и выдерживает нагрузку в несколько слоев после экструзии;
2. Затвердевший: анизотропия — механические свойства зависят от направления печати и размеров поперечного сечения.
В примере построения пешеходного моста за основу взята модель арки «Везувий» (рис. 16) по аналогии с природным профилем.
Оптимизация проводилась по следующим параметрам:
— минимальный вес при минимальном прогибе при полной нагрузке;
— напряжение на сжатие;
— количество сегментов;
— толщина слоя бетона при построении;
— конфигурация усиления металлическими стержнями;
— взаимное влияние крепления сегментов друг на друга;
— экономия бетона, времени и стоимости.
Элемент балки и балка в сборе показаны на рис. 17, 18.
Рис. 17. Сегмент арки моста (время построения 10 минут)Рис. 18. Арка моста в сборе с металлическими усилениямиРис. 19. Вклад в конечную стоимость построения с использованием опалубки
Следует отметить, что если первые попытки роботизации в строительстве (Япония, 1980‑е) были направлены на автоматизацию или замену ручного труда, то нынешняя ситуация с внедрением роботов предполагает их использование архитекторами для создания сложных нестандартных конструкций из бетона как основного строительного материала. Из диаграммы (рис. 19) видно, что при традиционном способе более 58 % стоимости построения приходится на опалубку и работы по ее установке и снятию.
Материалы
В качестве расходных материалов для строительных 3D-принтеров можно использовать готовые сертифицированные смеси (рис. 20) промышленного производства, или готовить самостоятельно на основе доступных компонентов, или использовать местные строительные материалы типа песка или вулканических пористых пород.
После специальной обработки и использования специальных добавок можно получить недорогие строительные материалы для 3D-печати применительно к региону, где планируется использовать 3D-принтер. Это особенно актуально для реализации грандиозных проектов по ликвидации трущоб в мегаполисах Латинской Америки, Индии и др. Рабочим материалом для строительных 3D-принтеров служат следующие материалы: цемент (портландцемент), песок (двуокись кремния, оливин, хромит, циркон, глинозем, муллит, кварцевое стекло, шамот), гипс, модифицирующие добавки, пластификаторы, антизамерзающие добавки, фиброволокна, ускорители (замедлители) отвердения и вода.
Основной строительный материал — армированный бетон. Он хорошо работает как на растяжение, так и на сжатие, при этом имеет низкую стоимость и широко распространен. У него давняя история в архитектуре, связанная с именами Le Corbusier, Eero Saarinen или Pierluigi Nervi. К сожалению, использование традиционной опалубки при строительстве объектов со сложной геометрией составляет до 75 % стоимости строительства. И чаще всего эта опалубка одноразовая.
Геополимерные смеси для экологически чистого бетона были разработаны компанией Renca [9], основанной предпринимателями из Челябинска Андреем и Мариной Дудниковыми. Геополимерная технология была открыта французским химиком Джозефом Давидовичем в 1978 году и сейчас продолжает изучаться в созданном им же Институте геополимеров (Institut Géopolymère). Из-за своей структуры геополимеры устойчивы к огню, а также ко многим растворителям и агрессивным средам. Благодаря этим качествам они часто применяются в сфере строительства. Например, в 2014 году компания Wagners построила из геополимерного бетона аэропорт в городе Брисбен (Австралия), а затем создала геополимерные плиты-перекрытия для Квинслендского университета. Кроме того, геополимеры можно использовать для восстановления подземных коммуникаций: американская компания Milliken при помощи роботов разбрызгивает геополимерную пену GeoSpray внутри старых сточных труб, таким образом восстанавливая их и защищая от внешних воздействий.
По сравнению с обычным (портландцементным) бетоном геополимерный бетон более экологичен: он не требует использования ископаемых ресурсов, во время его производства затрачивается в 10 раз меньше электроэнергии и выделяется на 90 % меньше углекислого газа. Кроме того, геополимерный бетон устойчив к огню, кислотам и обладает хорошей водостойкостью. По словам основателей «Геобетона», изготовление смеси для 3D-печати на базе портландцемента с аналогичными характеристиками обходится на 30–40 % дороже.
Материал на основе лигнина — искусственная древесина. Специалистами ООО «ЭкоФорм 3Д» разработан и запатентован способ получения композиций из натуральной древесины, лигнина, целлюлозы и композитов на их основе, а также совместно с ГК «Спецавиа» создана пилотная установка для активации древесины и приготовления формовочной массы и разработана технологическая линия (оборудование и технология) для получения из древесного сырья различных изделий строительного назначения
и мебели.
Технологическая линия включает в себя малоформатный мобильный принтер марки SD‑2020, разработанный и изготовленный ООО «Спецавиа», позволяющий осуществлять 3D-печать изделий строительного назначения и мебели (размер рабочей зоны 2,5×1,6×0,8 м). Принтер смонтирован на базе штатного прицепа к легковому автомобилю. Загрузку и разгрузку принтера (вес 520 кг) легко может сделать один человек при помощи лебедки, входящей в комплектацию прицепа. Принтер оснащен мощными приводами, позволяющими быстро и точно перемещать печатающую головку с накопителем до 32 литров.
Рис. 20. Сертифицированные строительные смеси для 3D-принтеров (РФ)
Искусственная древесина — это термопластичный композиционный материал на основе натурального лигнина, выделенного запатентованным способом гидро- термомеханической (кавитационной) обработки древесины без применения химических реагентов. Исходным материалом для переработки может служить нетоварная древесина (ветки, листья, опилки и др.)
Строительная смесь для печати cодержит зернистый материал с размером зерна более 0,5 мм от 10 до 60 % массы и дисперсный материал с размером зерна менее 0,1 мм от 40 до 90 % массы. Смесь предварительно приготавливают из двух или нескольких компонентов и смешивают до получения однородной массы. Не исключается вариант ее приготовления непосредственно в печатающей головке.
В качестве жидкости используют воду с добавками пластификаторов, фиброволокон и ускорителей (замедлителей) отвердевания, а полученное изделие выдерживают не менее 2 часов с последующей естественной или принудительной сушкой. Дополнительно в смесь можно вводить наполнители, пластификаторы, антизамерзающие добавки, связующие материалы.
Общие положения работы с материалами
Выбор компонентов строительной смеси определяется условиями эксплуатации строительных конструкций и необходимостью получения требуемых физико-механических свойств изделий: плотности, прочности, термостойкости, теплопроводности, устойчивости к механическим воздействиям в условиях значительного градиента температур и т. п.
Размер фракции определяет толщину и ширину слоя смеси, наносимого экструдером. Предпочтительно иметь толщину слоя от 5 до 50 мм. Подбирая гранулометрический состав смеси, изменяя размеры зерен отдельных компонентов, можно добиться необходимых свойств готового изделия.
Смешивание производят в растворных мешалках или специальных станциях до получения однородной массы. В процессе смешения возможно получение более предпочтительного гранулометрического состава порошкообразного материала в результате дополнительного измельчения.
Подача готового раствора в печатающую головку может производиться вручную и автоматизированным методом.
Выбор связующего материала зависит от выбора основных компонентов и добавок. Количество связующих материалов определяется необходимостью обеспечения достаточной прочности получаемого изделия.
Дополнительно могут вводиться пластифицирующие добавки в количестве менее 3 %, благодаря чему при меньшем содержании влаги получается необходимая плотная структура с меньшей пористостью и усадкой. Количественное содержание указанных добавок подобрано экспериментальным путем для получения необходимой плотной структуры путем снижения межзеренного трения при уплотнении посредством экструдирования или вибрации. В качестве указанных добавок предлагается использовать, например, кварцевую пыль, оливин, полифосфат натрия, кальцинированную соду и др. Вводить данные добавки можно как в сухом (при смешении компонентов), так и жидком виде (в том числе с раствором солей магния).
Возможности и технические решения. Перспективы АМ в строительстве
Ограничения связаны с отсутствием нормативной базы для использования АМ-технологий в строительстве. Поэтому сейчас в большинстве стран разрешено строительство домов не выше второго этажа. Хотя в Дубае, например, планируется до 25 % жилья, в том числе высотного, строить с применением АМ-технологий к 2030 г.
В РФ: конструкционный бетон для строительства высотных зданий по нормативам содержит не менее 20 % портландцемента. При использовании АМ-технологий это требование выполняется, поскольку материал для принтера нужен только для печати несъемной опалубки при построении многокамерных стен. Одна из камер выполняет функцию армопояса, куда укладывается арматура и заливается затем товарным бетоном нужной марки.
Перспективы АМ можно видеть в новых материалах, таких как самовосстанавливающийся бетон (залечивание трещин), аэрогель (сверхизолирующий материал, 99,98 % воздух), наноматериалы (сверхпрочные, сверхлегкие материалы для замены стальной арматуры), а также в новых подходах к строительству, таких как трехмерная печать и предварительно собранные модули. Все это может снизить затраты, ускорить строительство и повысить качество и безопасность.
Наибольшие перспективы просматриваются в сочетании роботизированных комплексов с традиционными технологиями строительства. ■
I. Klotz, M. Horman, M. Bodenschatz. A lean modelling protocol for evaluating green project delivery. Lean Constr. J. 3 (1) (2007) 1–18.
H. Nasir, H. Ahmed, C. Hass, P. M. Goodrum, An analysis of construction productivity differences between Canada and the United States. Constr. Manag. Econ. 32 (6) (2014) 595–607.
M. Molitch-hou, Branch technology is 3D printing the future of construction one wall at a time.
N. Hack, W. V. Lauer, F. Gramazio, and M. Kohler. Mesh Mould: Differentiation for Enhanced Performance. Rethinking Comprehensive Design: Speculative Counterculture, Proceedings of the 19th International Conference on Computer-Aided Architectural Design Research in Asia (CAADRIA 2014)/Kyoto 14–16 May 2014, pp. 139–148, 2014.
Norman Hacka, Timothy Wanglerb, Jaime Mata-Falcónc, Kathrin Dörflera, Nitish Kumard, Alexander Nikolas Walzera, Konrad Grasere, Lex Reiterb, Heinz Richnerb, Jonas Buchlid, Walter Kaufmannc, Robert J. Flattb, Fabio Gramazioa, Matthias Kohlera Mesh mould: an on site, robotically fabricated, functional formwork
Если говорить сухим академическим языком, топологическая оптимизация — это процесс изменения конструкции, структуры детали и её варьирующихся параметров при заданном критерии оптимальности с сохранением или улучшением её функционала. Рассмотрим на конкретных примерах, зачем данная технология необходима при создании сложных изделий и как она помогает оптимизировать производственные процессы на предприятии. Возьмём две детали, выполняющие одну и ту же функцию с определёнными нагрузками и имеющие определённый ресурс (рис. 1). По сути, это одна и та же деталь, но с разной геометрией. Геометрия первой детали оптимизирована для изготовления стандартными методами производства на фрезерном, токарном станке и средствами других металлообрабатывающих технологий. Это простая и плоская геометрия, её легко добиться при обработке на станке. У второй детали геометрия более сложная, и сделать её на станке представляет серьёзные трудности.
Геометрия без ограничений
Когда ещё не существовало аддитивных технологий, а были только субтрактивные, то вопрос геометрии не стоял так остро и решался доступными способами. Топологическая оптимизация позволяет изменить стандартную геометрию на геометрию, специально адаптированную под определённую технологию. И это может быть и традиционная технология (например, литье), и аддитивный процесс. Согласно данным, у второй детали меньше напряжение, меньше перемещение под нагрузкой и, самое главное, вес уменьшился на 1 кг. Для одной детали немного, но если их выпускают сто тысяч в год, то суммарно мы можем сэкономить сто тонн металла только на одной детали.
Рис. 1. Оптимизация геометрии детали средствами аддитивных технологий
Масса
3,703 кг
2,670 кг (↓ 28%)
Максимальные напряжения
1045/1045 МПа
897/600 МПа
Перемещения под нагрузкой
2,29/2,15 мм
1,72/1,45 мм
Программное обеспечение для топологической оптимизации не строит модель объекта с нуля. В него загружается геометрическая модель изделия, ранее изготовленного другим методом. Когда загрузили модель, мы отмечаем места, которые не подлежат изменению, например, крепления. Все остальное, что не попало в эти зоны, но принадлежит детали, является так называемой design space, то есть той зоной, где программа может менять геометрию. Затем мы в соответствии со служебным назначением изделия накладываем нагрузки, которые деталь должна выдерживать, то есть создаём силовую схему нагрузок. И далее в соответствии с заданными нами параметрами программа начинает создавать новую оптимизированную геометрию. Между неизменными местами для крепления она выстраивает новую модель, а затем анализирует напряжение в каждом сечении — выдерживает его сечение или нет. Если не выдерживает, то программа меняет сечение. Процесс построения новой модели довольно затратный по времени и требует больших вычислительных ресурсов. Этот метод моделирования называется методом конечных элементов. Для каждой точки изделия программа составляет и решает интегральные уравнения, учитывая при этом взаимосвязи между всеми точками. В результате расчёта получается новая геометрия. Затем конструктор может изменить что-то в модели, если это необходимо. В итоге получается CAD-модель. Далее для верификации модель загружается в другое программное обеспечение, в котором она проходит финальную проверку на максимальные деформации, напряжения и пр. Затем геометрия утверждается и может быть передана в производство. При этом программное обеспечение умеет оптимизировать геометрию под разные виды производства: под литье, штамповку, ковку или под аддитивное производство. Топологическая геометрия, как правило, имеет аморфные формы, в ней нет плоских, прямых линий, могут быть сплайны второго порядка. При соблюдении тех же самых свойств и нагрузочных характеристик такое моделирование позволяет уменьшить массу изделия, и, следовательно, сократить издержки на производство. Понижение массы изделия при сохранении функционала изделия — это задача номер один в самолетостроении, авиакосмической отрасли и автомобилестроении.
Создание ячеистых и сетчатых структур
В природе такие структуры встречаются очень часто (рис. 2). Кости птиц могут быть почти пустотелыми, а кость млекопитающих представляет собой жёсткую оболочку с губчатой структурой внутри. Это позволяет выдерживать те же нагрузки при меньших затратах организма на выращивание такой кости и меньшем весе.
Рис. 2. Создание решетчатых структур
Топологическая оптимизация даёт возможность делать решетчатые структуры разных форм и размеров (например, гексагоновые) или создавать ячеистую структуру, а снаружи — твёрдую оболочку. Стандартными методами такую структуру нельзя изготовить — только с использованием аддитивных технологий.
Сокращение числа единиц в сборке
Это ещё одно преимущество топологической оптимизации вместе с аддитивными технологиями. На рис. 3 изображён типичный сатуратор (смеситель жидкости с газом). Внутри трубы стоит маленький фильтр. Чтобы установить его туда, необходимо эту деталь сделать разъёмной в двух частях, сделать фланцы для крепления, а также прокладки, болты и т. д. С помощью аддитивных технологий можно в одном корпусе создать и саму трубу, и мелкий фильтр внутри, и канал вокруг для распределения газа (рис. 4).
Рис. 3. Схема смесителя жидкости с газом
Рис. 4. Оптимизированный смеситель в едином корпусе
В итоге получаем в едином корпусе единую деталь, одну единицу хранения (таблица). Отсутствует операция сборки, нет прокладок, которые могут течь, нет больших фланцев, на которые уходил металл.
Таблица
Показатель
Традиционная конструкция
Новая конструкция
Количество деталей
12
1
Вес (кг)
1,3
0,05
Объем (см3)
401,920
45,263
Количество прокладок
3
0
Время изготовления (мин)
720
360
Время сборки (мин)
35
0
Задействовано отделов предприятия
4
2
Производственные затраты (€)
1,250
340
При анализе показателей видим, что вес детали уменьшился, прокладок нет, время сборки стало нулевым. Если мы уменьшаем вес детали в самолёте всего на 200 г, а в нем таких деталей 100, то мы экономим 20 кг, а при ресурсе самолёта в 25 лет это огромная экономия топлива или лишняя полезная нагрузка. Таким образом, топологическая оптимизация — это программное обеспечение, которое создаёт геометрию без ограничений. ■
Алексей Чехович, ведущий технический эксперт iQB Technologies
Индустрия 3D-печати стремительно развивается и входит во многие сферы, но наиболее востребованной она остаётся в производстве. Появляется большое количество проектов, где 3D-печать является очень важным этапом и помогает достичь соответствующих результатов в создании новых качественных продуктов. Один из таких проектов реализует компания «Феникс 24». Её основная цель — доработка двигателя Mazda RX7 путём изменения геометрии впускного коллектора, что позволит увеличить мощность двигателя и снизить нагрузку на топливную систему (рис. 1). Решение данной задачи делится на несколько этапов, в результате чего с помощью технологии литья получится готовая модель из того же металла — алюминия, из которого сделана исходная.
рис. 1. На первой стадии коллектор сканируют, далее снимки сращивают в программе и получают оболочку конечного изделия, которая экспортируется для дальнейшей обработки и моделирования. Процесс сканирования позволяет получить исходную модель геометрии, убрать все лишнее и продолжить дальнейшую обработку. В специальных математических программах производятся сложные расчёты распределения топлива, и получается новая геометрия (рис. 2).
рис. 2.
Второй этап — изготовление пробной модели коллектора. Она необходима, чтобы проверить, как новое изделие будет подходить по форме и насколько соответствует нужным размерам. Изначально «Феникс 24» столкнулись с проблемой, что переделанный коллектор может не поместиться в двигатель. Нужно было либо отливать лишнюю модель, что долго и дорого, либо сканировать весь двигатель и обрабатывать деталь, а это очень трудозатратно. Поэтому выбрали самый оптимальный способ — прототипирование. Учитывая сложность коллектора, наличие внутренних каналов и изгибов, оптимальным способом изготовления прототипа стала 3D-печать. Изготовление прототипа фрезерной обработкой заняло бы большее количество времени, а саму модель пришлось бы делить на несколько частей. Кроме того, при 3D-печати используется меньшее количество материала. А варьируя параметры печати, есть возможность изменять время изготовления. Для печати прототипа коллектора выбрали 3D-принтер Hercules Strong. Его рабочее поле 300×300×400 мм дало возможность напечатать данную модель целиком, а наличие производительного сопла в 0,8 мм позволило значительно сократить время изготовления по сравнению с использованием стандартных сопел 0,3–0,4 мм (рис. 3).
рис. 3. В специальном программном обеспечении 3D-принтера были настроены параметры печати, такие как: высота слоя — 0,4 мм, что помогло получить приемлемое качество поверхности, а также внутреннее заполнение — 10 %, чтобы изделие было достаточно прочным. Время печати также являлось важным параметром при изготовлении прототипа, так как была вероятность ошибок, что означало повторное изготовление прототипа. При использовании для печати сопла 0,8 мм первый прототип коллектора весом 1 кг был изготовлен всего за 40 часов. Материал, из которого печатали модель и который лучше всего подходит для этого, PLA-пластик. При примерке прототипа коллектора оказалось, что он соприкасался с турбиной и мешал ее закреплению, поэтому с учётом всех недочётов произвели доработку модели и напечатали ещё раз. Это доказывает, насколько создание прототипа на 3D-принтере оказалось эффективным способом для решения данной задачи. Уже со второго раза все детали встали на свои места, и осталось перейти к следующему этапу — изготовлению мастер-модели, по которой потом будет делаться форма и отливаться коллектор (рис. 4, 5).
рис. 4.
рис. 5.
Основное требование к материалу, из которого изготавливалась мастер-модель — низкая зольность. То есть при выплавлении не должно остаться никакого мусора. Для этих целей отлично подошёл материал Cast от компании REC. Качество поверхности мастер-модели должно быть лучше, чем на прототипах, чтобы отливка получилась гладкой, поэтому при печати уменьшили высоту слоя до 0,2 мм. Время создания модели при этом немного увеличилось и составило 55 часов. На следующей стадии напечатанную мастер-модель поместили в форму, залили гипсовым раствором и отправили в печь, где она выплавлялась, оставляя пустоту, куда потом залили металл (рис. 6, 7, 8).
рис. 6.
рис. 7.
рис. 8. С помощью технологии 3D-печати за максимально короткий срок и с меньшими усилиями удалось решить проблему по созданию прототипа сложной модели впускного коллектора Mazda RX7 и созданию его мастер-модели. В планах компании «Феникс 24» производство деталей для тюнинга автомобилей. А модернизированный коллектор обязательно испытают на самой Mazda RX7 и сравнят его параметры с исходной деталью.
Компания «Импринта»приготовила приятный бонус 3 % на покупку 3D-принтеров Hercules и Hercules Strong, который вы сможете получить по специальному промокоду:впускной коллектор. г. Красноярск Комсомольский пр., 22/2
Аддитивные технологии, или Additive Manufacturing (далее по тексту — АМ-технологии) — обобщённое название технологий, предполагающих изготовление изделия по данным цифровой модели (или CAD-модели) методом послойного добавления материала [1]. Это принципиальное отличие от традиционных технологий производства, в основе которых лежит удаление вещества из заготовки. По оценкам ведущих экспертов, в аддитивных технологиях объединены все основные элементы, способствующие переходу промышленности к новому технологическому укладу — цифровому производству. Что касается ремонта, на сегодняшний день существуют следующие виды заводского ремонта: — средний; — капитальный (без проведения модернизации); — капитальный с модернизацией; — по техническому состоянию. Исходя из определения, каждый вид ремонта направлен на восстановление исправного состояния и, в большей или меньшей степени, ресурса техники [2]. При проведении работ ремонтные предприятия сталкиваются с целым рядом проблем, часть которых можно решить путём внедрения в технологический процесс ремонта АМ-технологий. Одной из главных проблем является восстановление изношенных поверхностей деталей и сборочных единиц (далее по тексту — деталей), ремонт которых существующими способами технологически невозможен. Проведённый сравнительный анализ технологических характеристик основных способов ремонта, таких как наплавка и газотермическое напыление [3], показывает, что АМ-технологии превосходят существующие способы ремонта. Кроме того, АМ-технологии позволяют наносить (восстанавливать) специальные покрытия на такие детали, как гильзы цилиндров, поршневые кольца, кулачковые валы, сёдла клапанов и др. Второй, не менее важной проблемой является восстановление оригинальных деталей изделий, снятых с производства либо производящихся за пределами Российской Федерации после распада Советского Союза. В этом случае наиболее технологически сложным является процесс возобновления производства деталей, получаемых литьём. Возобновление литейного производства широкой номенклатуры деталей в единичном объёме для ремонтных предприятий невыгодно. Возможным решением данной проблемы является применение АМ-технологий для получения литейных моделей из следующих материалов: — порошковых полимеров для последующего литья по выжигаемым моделям; — фотополимерных композиций, в частности по технологии Quick-Сast (рис. 1), для последующего литья по выжигаемым моделям или по технологии MJ (Multi Jet) для литья по выплавляемым моделям.
Рис. 1. Напечатанная выжигаемая модель детали «корпус» и отливка из алюминия (3D-принтер Voxeljet VX500, Германия). Материал отливки АК7ч, материал модели: полиметилметакрилат. Фото предоставлено ГК «Остек».
Для выращивания литейных моделей Quick-Cast, т. е. моделей для «быстрого литья», применяется технология SLA (Steriolithography Apparatus) — лазерной стереолитографии. Quick-Cast-модели используют в технологических процессах аналогично применению восковых и полистирольных моделей. Но есть важный нюанс: модели Quick-Cast имеют сотовую структуру массива: внешние и внутренние поверхности выполняют сплошными, а само тело формируют в виде набора сот. Это, во‑первых, на 70 % снижает общую массу модели, а следовательно, меньше модельного материала нужно выжигать при подготовке формы к заливке металлом. Во‑вторых, в процессе выжигания любой модельный материал расширяется и оказывает давление на стенки формы, при этом форма с тонкостенными элементами может быть разрушена. Сотовая же структура позволяет модели при расширении «складываться» внутрь, не создавая внутренних напряжений и не деформируя стенки формы. Это важнейшее преимущество Quick-Cast-технологии. [1] Применение АМ-технологий также возможно и для изготовления специализированной технологической оснастки. Довольно сложным и затратным является процесс технологической подготовки при постановке на ремонтное производство новых образцов техники. Требуется в кратчайшие сроки разработать и изготовить различную технологическую оснастку для разборки, сборки и испытаний сборочных единиц, а также для дефектации и ремонта деталей изделия. В этом случае применение АМ-технологий позволяет значительно сократить время на изготовление технологической оснастки и снизить её себестоимость. Одним из перспективных направлений внедрения аддитивных технологий в ремонтное производство является комплексное применение АМ-технологий и 3D-сканирования. Так, при дефектации деталей с помощью 3D-сканера возможно было бы определить величину износа поверхности, а с помощью 3D-принтера восстановить изношенную поверхность с учётом неравномерности износа. К преимуществам данного способа ремонта можно отнести следующее: — повышение точности измерения за счёт исключения человеческого фактора; — возможность восстановления деталей сложной геометрической формы; — точность нанесения слоя восстанавливающего материала в место износа с учётом геометрических особенностей поверхности и, как следствие, снижение расхода материала. В зависимости от сочетания параметров построения коэффициент использования материала может варьироваться от 0,2 до 0,9, т. е. от 20 до 90 % материала, поступившего через сопловые отверстия системы подачи, фактически формируют деталь; — снижение затрат на последующую обработку детали; — возможность автоматизации технологического процесса ремонта. В целом внедрение аддитивных технологий для ремонта обеспечивает: повышение коэффициента использования материалов и высокую точность размеров ремонтируемых деталей с уменьшением затрат на механическую обработку; ремонт деталей сложной формы; сокращение производственных издержек; повышение гибкости ремонтного производства; упрощение логистики и уменьшение объёмов складских запасов; позволяет не только решить ряд имеющихся проблем, но и создаёт предпосылки для дальнейшего развития ремонтного производства. К сожалению, аддитивные технологии в России только начинают развиваться, и пока только в высокотехнологичных отраслях промышленности, поэтому говорить о скором их внедрении в ремонтное производство рано. Для ремонтных предприятий с финансовой точки зрения они пока остаются недоступными. Тем не менее, развивая концептуальные подходы применения сейчас, мы создаём фундамент для внедрения аддитивных технологий в будущем.
Литература
Зленко М. А. Аддитивные технологии в машиностроении / М. В. Нагайцев, В. М. Довбыш // пособие для инженеров. — М.: ГНЦ РФ ФГУП «НАМИ», 2015.
ГОСТ 18322–2016 Система технического обслуживания и ремонта техники. Термины и определения.
ТИ 694—002—88 Сварка, наплавка, газотермическое напыление и эпоксидные композиции при ремонте автомобильной техники//инструкция. — М.: Военное издательство, 1990.
Аддитивные технологии (АТ) представляют собой способы производства деталей сложной формы, которые заключаются в последовательном соединении отдельных слоев материала и формировании готового изделия по компьютерной 3D-модели для применения в машиностроении и, в частности, в ракетно-космической и авиационной технике [1-5]. Аналогичные АТ-подходы легко усмотреть в строительной отрасли, когда из отдельных небольших кирпичиков по заданным чертежам создаются огромные объекты. В качестве «кирпичиков» в АТ обычно применяются порошки металлов или сплавов, при расплавлении которых формируются слои создаваемого объекта.
Получение порошков
Порошки сплавов для АТ обычно получают двумя основными методами: газового распыления (Gas Atomization, GA) [6, 7] и плавления плазмой вращающегося электрода (Plasma Rotating Electrode Process, PREP, гранульная металлургия в отечественной классификации) [8-12]. Сравнение характеристик показывает, что для АТ предпочтительны порошки сплавов, получаемые методом гранульной металлургии: микрослитки-гранулы имеют сферическую форму без сателлитов и явных признаков пористости, обладают приемлемыми размерами [12].
Способы формирования слоев из порошков
Наибольший интерес для изделий ракетно-космической техники представляют порошки металлических и интерметаллидных сплавов, в том числе жаропрочных на основе Ni и Ti. Для формирования объектов из данных порошков используются два основных варианта АТ: технология прямого лазерного осаждения материала (Direct Deposition, DD) [2] и технология плавления порошка на подложке (Bed Deposition, BD). В настоящее время среди АТ группы Bed Deposition лидирующее место занимают селективное лазерное сплавление (СЛС) и селективное электронно-лучевое сплавление (СЭЛС) [2, 4]. При реализации этих технологий становится возможным получение деталей с характеристиками, не доступными для других методов обработки, например, с криволинейными отверстиями или внутренними пустотами.
Дефекты слоистых структур
Формирование композиционного слоистого объекта методами АТ включает процессы последовательного расплавления/кристаллизации слоев материала. При соединении слоев между ними возникает граница раздела, которая является структурным дефектом аддитивного объекта и может содержать несплошности технологического характера. Технологическими дефектами являются также неполное расплавление частиц порошка, наличие наследственных границ порошка в слое и некоторые другие. Кроме этого, при затвердевании слоя расплава может возникать усадочная микропористость, поскольку для металлических сплавов удельный объем жидкой фазы всегда больше объема твердой фазы, и разница объемов компенсируется образованием микропор. Структурные дефекты могут оказывать существенное влияние на механические свойства и эксплуатационные характеристики аддитивных объектов. Влияние пор и несплошностей в аддитивных объектах может быть аналогичным тому, которое оказывает усадочная пористость на свойства литейных сплавов. Известным способом уплотнения литой структуры за счет минимизации усадочной пористости в литейных сплавах на основе никеля, титана и алюминия является горячее изостатическое прессование (ГИП) [13-15], поэтому представляется целесообразным использование ГИП и для обработки аддитивных объектов. При оценке эффективности применения метода следует иметь в виду, что не все виды пор и несплошностей могут быть ликвидированы с помощью ГИП. В наименьшей степени влиянию ГИП подвержены газовые поры, расположенные в объеме объекта, и несплошности, выходящие на открытую внешнюю поверхность (открытая пористость). В работе [16] представлены результаты подробного исследования дефектов, формирующихся в аддитивных объектах из традиционного титанового сплава Ti‑6Al‑4V, полученных аддитивными методами СЛС и СЭЛС. Показано, что одним из основных видов дефектов в слоистых структурах является пористость, на образование которой влияют технологические факторы. Пористость в аддитивных объектах может быть газовой и вакуумной [17], то есть при воздействии ГИП следует ожидать удаления только вакуумной пористости.
Горячее изостатическое прессование — эффективный способ повышения качества слоистых композиционных структур
Если в АТ придавать особое значение качеству каждого из нанесенных слоев, легко усматривается близость АТ с традиционными технологиями нанесения на поверхность деталей защитных слоев, например, плакированием. Различие заключается лишь в том, что при плакировании на подготовленную поверхность детали наносится один или несколько слоев защитного покрытия, а в АТ изделие формируется из множества последовательно нанесенных слоев. В некоторых методах нанесения защитных покрытий на поверхность используются технологические приемы, характерные для современных АТ: лазерное и электронно-лучевое плакирование. Указанная технологическая близость говорит о возможности использования большого опыта, накопленного при плакировании (cladding), для повышения качества АТ-объектов.
Защитные покрытия на поверхности жаропрочных никелевых сплавов
При эксплуатации в условиях воздействия повышенных температур и нагрузок поверхность деталей из жаропрочных никелевых сплавов, как и любых других материалов, повреждается. Температура эксплуатации жаропрочных никелевых сплавов естественным образом ограничена температурой плавления, которая обычно не превышает 1350÷1450°C. В то же время температура газов в горячей зоне современных газотурбинных двигателей (ГТД) может превышать 1450°C. Поэтому для защиты от разрушения поверхностного слоя лопаток ГТД обычно используются жаростойкие алюминидные покрытия [18-20]. Универсальным способом повышения качества лопаток ГТД с защитными покрытиями является ГИП [21,22]. Установки газостатической обработки материалов показаны на рис. 1.
ТЕМПЕРАТУРА ПРЕССОВАНИЯ до 1300°С до 2000°С РАБОЧЕЕ ДАВЛЕНИЕ до 200 МПа до 200 МПа
Рис. 1. ОАО «Композит»: установки газостатической обработки материалов
В работе [21] в качестве защитного покрытия использовали сплав марки СДП-ТВГ системы легирования Ni-Cr-Al-Ta-W‑Hf-Si-Y, который наносили методом электродугового катодного напыления на поверхность монокристальных образцов из сплава ЖС32 (аналог подложки в АТ). Для получения комбинированного покрытия алитирование проводили в газовой среде, содержащей галогениды алюминия, при температуре 1000°C. Таким образом, на поверхности лопаток создавался слой защитного композиционного покрытия, основными дефектами которого являлись микропоры, обычно расположенные на границе раздела покрытия с подложкой (рис. 2).
Рис. 2. Микроструктура композиционного покрытия на наружной поверхности пера лопатки с порами [21]
При исследовании характеристик до и после ГИП было установлено, что в слое покрытия в исходном состоянии наблюдаются поры размером до 8 мкм. Применение ГИП уменьшает максимальный размер пор до ~ 1,5 мкм, при этом полностью залечивается мелкая пористость размером < 0,5 мкм. Залечивание пор и микротрещин в зоне защитного покрытия с помощью ГИП, повышение адгезии покрытия с пером лопатки сопровождаются улучшением усталостной прочности лопаток (рис. 3). Полученные результаты позволили разработать технологию ГИП для уплотнения защитного жаропрочного покрытия на готовых лопатках, которая применяется на предприятии ОАО «ММП им. Чернышева» в серийном производстве лопаток с монокристаллической структурой из сплава ЖС32.
Рис. 3. Зависимость усталостной прочности монокристальных лопаток из жаропрочного сплава ЖС32 с композиционным покрытием от числа циклов испытаний: 1 — без ГИП; 2 — после ГИП [21]
Аддитивные структуры
Прогнозируя влияние ГИП на структуру и свойства материала, следует иметь в виду, что в процессе ГИП в материале могут происходить как позитивные, так и негативные изменения с точки зрения эксплуатационных характеристик. Опыт ГИП литейных сплавов на основе цветных металлов показывает [13, 14, 15, 21], что позитивным является как полное, так и частичное удаление усадочных и технологических закрытых вакуумных пор. В результате происходит существенное повышение усталостной прочности материала (рис. 3). Однако в процессе ГИП при высоких температурах и нагрузках может происходить огрубление исходной микроструктуры, например, рост зерен в поликристалле. Рост зерен в матрице сплава может вызывать уменьшение кратковременной прочности и усталости. Поэтому оптимальный режим ГИП аддитивного материала должен обеспечивать залечивание пористости при минимальных негативных изменениях микроструктуры. В работе [23] исследовано влияние ГИП на механические свойства образцов титанового сплава Ti‑6Al‑4V, полученных с помощью аддитивных технологий прямого лазерного спекания и технологии плавления порошка на подложке СЛС. Исходным материалом служили порошки размером меньше 80 мкм. Оценивались плотность, механические свойства (при испытаниях на растяжение и усталость) образцов в двух состояниях: без обработки, сразу после изготовления и подвергнутых ГИП; дополнительно проводили металлографическое исследование поперечных сечений образцов. Подготовленные по обеим технологиям образцы для испытаний подвергали ГИП по режиму 920°С — 100 МПа — 2 часа. В данной работе, во‑первых, в исходном состоянии не обнаружено большого различия в механических свойствах аддитивных образцов, изготовленных с помощью использованных вариантов аддитивных технологий. Например, после ГИП для DD технологии получили σв = 986 МПа, δ = 22 %; для технологии СЛС σв= 980 МПа, δ = 22 %. Во‑вторых, было установлено, что ГИП обеспечивает значительное улучшение усталостной прочности, при этом механические свойства при кратковременных испытаниях изменяются незначительно (табл. 1).
Таблица 1. Влияние ГИП на механические свойства образцов титанового сплава Ti‑6Al‑4V, полученных с помощью аддитивной СЛС-технологии [23]
Состояние
Без ГИП
После ГИП
Свойства
Плотность
> 99
> 99
σв, МПа
1176
980
δ, %
14
22
Предел усталости, МПа
300 (Nf> 107)
580 (Nf> 107)
В обобщенном виде влияние ГИП на механические свойства аддитивных материалов на примере образцов титанового сплава Ti‑6Al‑4V показано на рис. 3 (из работы [24] со ссылкой на S. Leuders [25]). Полученные результаты показывают, что наиболее существенное влияние ГИП оказывает на характеристики усталости аддитивных образцов в полном соответствии с тем эффектом, который наблюдается в литейных жаропрочных сплавах с защитным композиционным покрытием (рис. 2). Сравнительное исследование влияния термической обработки и ГИП на микроструктуру и кратковременные механические свойства аддитивных образцов (СЛС) жаропрочного никелевого сплава IN625 проведено в работе [26]. Термическую обработку (ТО) проводили по режимам 980°C — 1 час и 1040°C —1 час с охлаждением в воде, параметры ГИП составляли 1120°C — 100 MPa — 4 часа. В исходном состоянии аддитивные образцы имели столбчатую зеренную структуру (средний размер зерен ~ 25 мкм в поперечном направлении), которая сохраняла свой направленный характер после ТО. Однако при ГИП формировалась равноосная зеренная структура с размером зерен 40÷50 мкм. Установлено, что исходные образцы имеют наибольшие показатели кратковременной прочности и наименьшие значения пластичности в ряду «исходное состояние — ТО — ГИП», хотя следует отметить высокую пластичность сплава IN625 в любых состояниях. Авторы [26] заключают, что ГИП и ТО при 1040°C аддитивных образцов жаропрочного сплава IN625 позволяют повысить пластичность за счет некоторой потери прочности.
а) б)
Рис. 3. Влияние ГИП на механические свойства аддитивных образцов титанового сплава Ti-6Al-4V: а) кривые растяжения образцов в различных состояниях, б) усталостная прочность [25]
В аддитивных (СЛС) образцах жаропрочного никелевого сплава Rene88DT в исходном состоянии наблюдали микротрещины, образующиеся в зонах перекрытия соседних слоев при сплавлении [27]. При формировании аддитивной структуры возникали два вида трещин: короткие длиной 100÷300 мкм и длинные — 3÷10 мм. В результате ГИП по режиму 1160°C — 200 MPa — 2 часа с последующей стандартной для данного сплава термической обработкой происходило полное залечивание коротких и частичное — длинных трещин. В работе [27] показано, что механические свойства аддитивных образцов сплава Rene88DT после ГИП и термической обработки приближаются к свойствам данного сплава, полученного методом порошковой металлургии: σв= 1420 МПа, δ = 17 %.
Заключение
Технология ГИП представляет собой универсальный способ уплотнения пористых структур. Универсальность ГИП определяется термодинамической природой процесса уплотнения: при наложении давления всестороннего сжатия при ГИП происходящие самопроизвольные процессы должны способствовать повышению плотности системы в результате заваривания пор. Однако следует иметь в виду, что с помощью ГИП могут быть ликвидированы только закрытые вакуумные поры и трещины. В порошковой металлургии пористые порошковые структуры изолируют от внешней среды с помощи специальных вакуумированных капсул. Аналогичным образом для удаления открытой пористости в аддитивных объектах их так же следует защитить от воздействия внешней среды в газостате. Механизмами заваривания технологической пористости являются пластическая деформация и диффузия; последняя обеспечивает как вакансионное растворение микропор, так и диффузионную сварку стенок пор, состыкованных деформацией [28]. Для активизации механизмов уплотнения объект необходимо нагреть до некоторой температуры ТГИП и выдержать в течение времени tГИП. Очевидно, что в условиях ГИП могут происходить не только полезные процессы заваривания пор, но и другие структурные изменения, которые необходимо контролировать. Например, при ГИП в слоистых аддитивных структурах может происходить рост зерен [26], и это явление трудно устранить впоследствии методами термической обработки. Огрубление зеренной структуры при ГИП особенно неблагоприятно для сплавов, склонных к охрупчиванию, например, интерметаллидных сплавов на основе NiAl. ■
Литература
Gibson I., Rosen D., Stucker B. Additive manufacturing technologies: rapidprototyping to direct digital manufacturing. New York: Springer, 2009. — 484 p.
Зленко М. А., Попович А. А., Мутылина И. Н. Аддитивные технологии в машиностроении. Изд-во СПбГУ, 2013. — 221 с.
Логачева А. И. Аддитивные технологии для изделий ракетно-космической техники: перспективы и проблемы применения//Технология легких сплавов. 2015. № 3. С. 39–45.
Логачева А. И., Сентюрина Ж. А., Логачев И. А. Аддитивные технологии производства ответственных изделий из металлов и сплавов. Перспективные материалы. 2015. № 4. С. 5–16.
Sames W. J., List F. A., Pannala S., Dehoff R. R., Babu S. S. The metallurgy and processing science of metal additive manufacturing. International Materials Reviews. 2016.http://dx.doi.org/10.1080/09506608.2015.1116649.
Yolton C. F. Gas atomized titanium and titanium aluminide alloys, in: F. H. Froes (Ed.), P/M in Aerospace and Defense Technologies, v. 1, MPIF, Princeton, NJ, 1990. Р. 123–131.
Froes F. H. Titanium powder metallurgy: developments and opportunities in a sector poised for growth.Powder metallurgy review. Winter 2013. Inovar Communications Ltd. 2013. P. 27–41.
Белов А. Ф. Металлургия гранул — новый путь повышения качества конструкционных материалов. Вестник АН СССР. 1975, № 5. C. 74–84.
Lowenstien P. Specialty metal powders by the rotating electrode process. Prog. Powder. Metall. 37 (1982).
Гарибов Г. С. Металлургия гранул в авиадвигателестроении. Технология легких сплавов. 2001, № 5–6. C. 138–148.
Фаткуллин О. Х. Современное состояние металловедения быстрозакаленных жаропрочных сплавов. Технология легких сплавов. 2005, № 1–4. C. 24–31.
Логачева А. И. Комплексная технология изготовления трубчатых тонкостенных элементов различной конфигурации методом порошковой металлургии для производства деталей из конструкционных и функциональных сплавов на основе титана и никеля для изделий ракетно-космической техники. Дисс. на соиск. уч. ст. докт. тех. наук, Москва, ИМЕТ, 2016. — 407 с.
Береснев А. Г. Влияние горячего изостатического прессования на структуру и свойства литых поликристаллических лопаток газотурбинных двигателей из жаропрочных никелевых сплавов. Металлы. 2012, № 3. C. 48–56.
Береснев А. Г., Маринин С. Ф., Разумовский И. М., Бутрим В. Н., Тихонов А. А. Горячее изостатическое прессование отливок из титановых сплавов. Литейное производство. 2012, № 7. C. 20–24.
Береснев А. Г., Тихонов А. А., Маринин С. Ф., Бутрим В. Н., Дубровский В. А., Переславцев В. А. Опыт повышения качества и работоспособности отливок сложной конфигурации из сплава АК9ч. Литейщик России. 2012, № 2. C. 24–26.
Gong H., Rafi K., Gu H., Starr T., Stucker B. Analysis of defect generation in Ti‑6Al‑4V parts made using powder bed fusion additive manufacturing processes. Additive Manufacturing. 2014, № 1–4. P. 87–98. dx.doi.org/10.1016/j.addma.2014.08.002.
Huang S., Li Z., Xiong B., Zhang Y., Li X., Liu H., Yan H., Yan L. Microstructure and Porous Defects of a Spray-Formed and Hot Worked 7000 Aluminum Alloy. Materials Science Forum. 2017, v. 879. P. 1778–1782. doi:10.4028/www.scientific.net/MSF.879.1778.
Абраимов Н. В., Елисеев Ю. С. Химико-термическая обработка жаропрочных сталей и сплавов. Москва: Интермет Инжиниринг, 2001. — 622 с.
Арзамасов Б. Н. Химико-термическая обработка металлов в активизированных газовых средах. Москва: Машиностроение, 1979. — 224 с.
Тамарин Ю. А. Жаростойкие диффузионные покрытия лопаток ГТД. Москва: Машиностроение, 1979. — 136 с.
А. Г. Береснев А. Г., Маринин С. Ф., Разумовский И. М., Бутрим В. Н. Тихонов А. А. Горячее изостатическое прессование монокристаллических лопаток газотурбинных двигателей с защитными композиционными покрытиями. Конструкции из композиционных материалов. 2014, № 2. C. 20–23.
Падалко А. Г. Практика горячего изостатического прессования неорганических материалов//М.: ИКЦ «Академкнига», 2007. — 267 с.
Morokoshi S., Masao H., Yagura H., Yamomoto Y., Fujikawa T. Mechanical Properties of Ti‑6Al‑4V Materials Prepared by Additive Manufacturing Technology and HIP Process. In.: Proc. 11th Int. Conf. on Hot Isostatic Pressing. 2014, Stockholm. P. 398–404.
Hjärne J., Ahlfors М. Hot Isostatic Pressing for AM parts. Västerås, Sweden, May 2016, Quintus Technologies. P. 1–5.
Leuders F. On the mechanical performance of structures manufactured by Selective Laser Melting: Damage initiation and propagation. University of Paderborn, Germany, as presented at AMPM2014, MPIF, USA.
Kreitcberg A., Bralovski V., Tu-rene S., Chanal C., Urelea V. Influence of Thermo and HIP Treatments on the Microstructure and Mechanica Properties of IN625 Alloy Parts Produced by Selective Laser Melting: A Comparative Study. Materials Science Forum. 2017, v. 879.
Zhao X., Lin X., Chen J., Xue L., Huang W. The effect of hot isostatic pressing on crack healing, microstructure, mechanical properties of Rene88DT superalloy prepared by laser solid forming. Mater. Sci. Eng. A. 2009, 504.P. 129–134.
Береснев А. Г., Разумовский И. М., Маринин С. Ф., Тихонов А. А., Бутрим В. Н. Технологические принципы горячего изостатического прессования монокристальных лопаток авиационных двигателей из жаропрочных никелевых сплавов. Цветные металлы. 2011, № 12. C. 84–88.
А.Г. Береснев, И.М. Разумовский АО «Композит», г. Королев, Московская обл., Россия


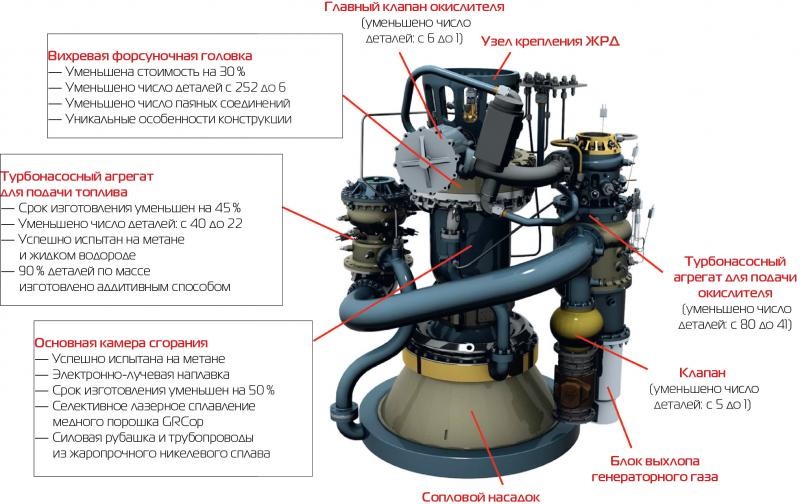

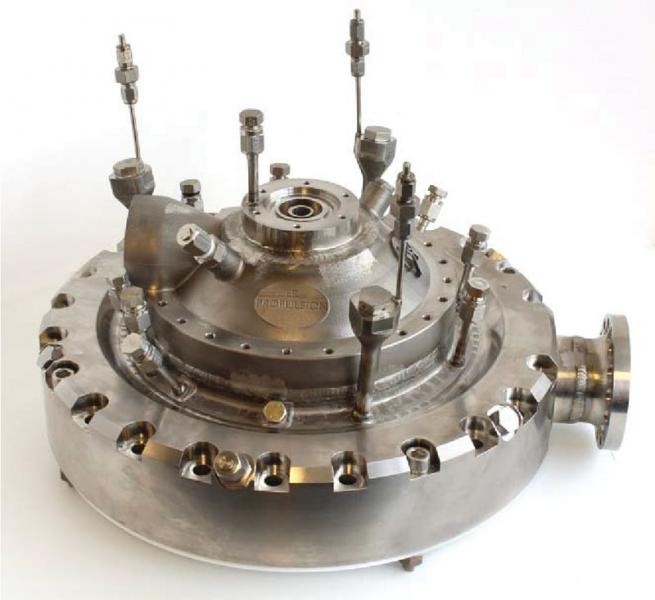
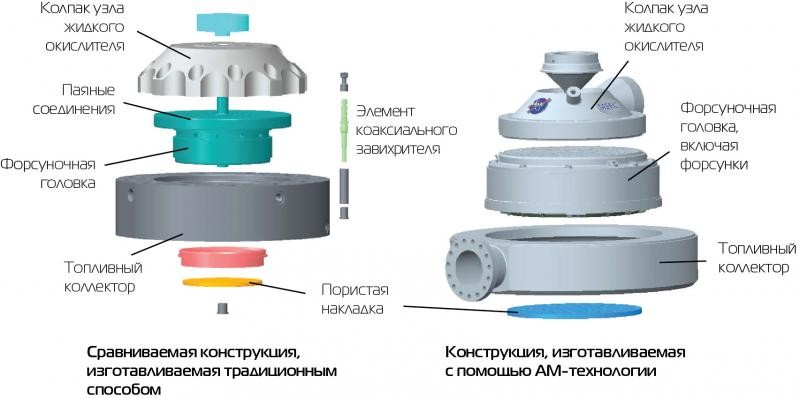
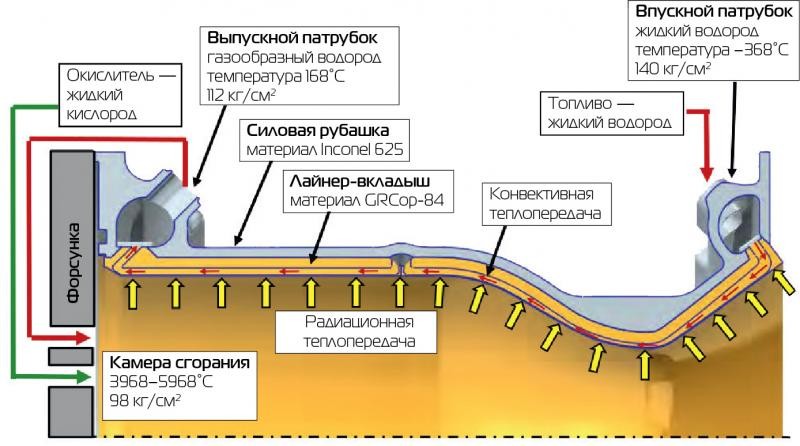



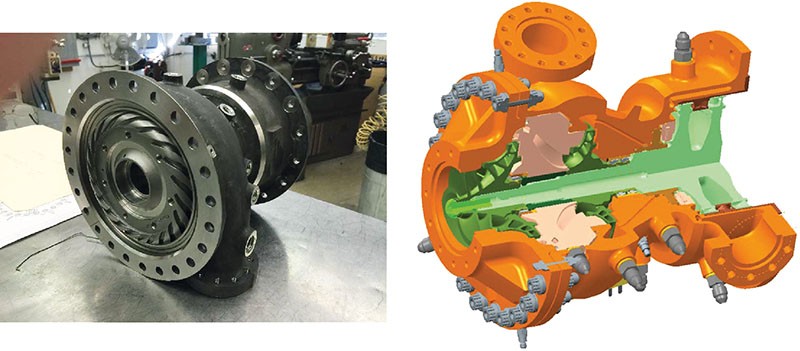
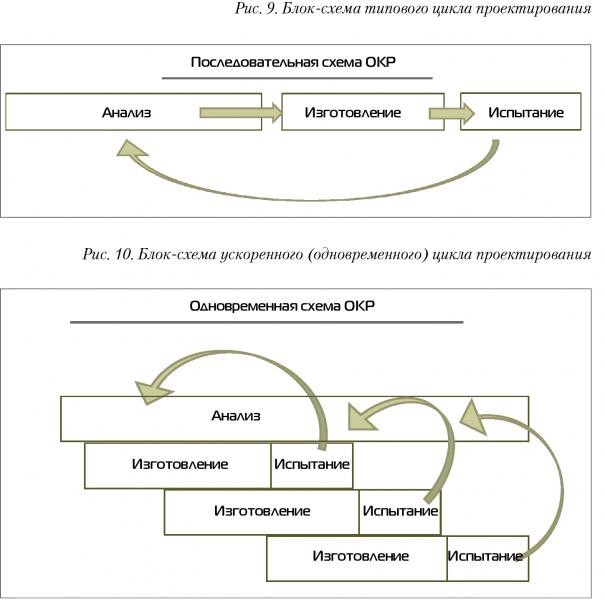































")







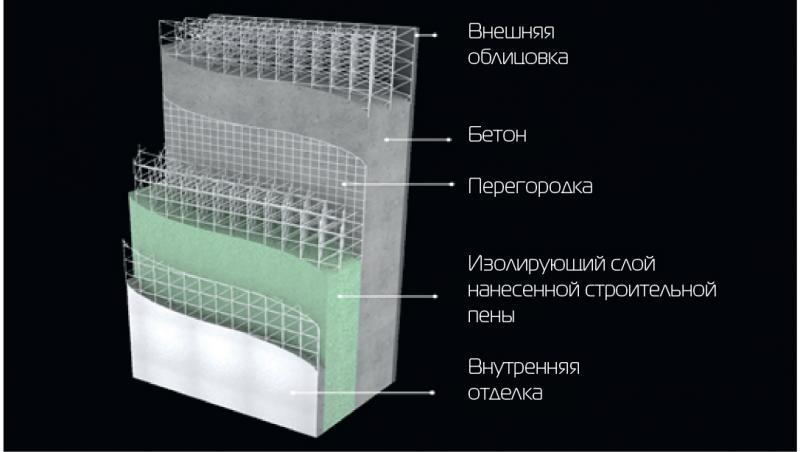

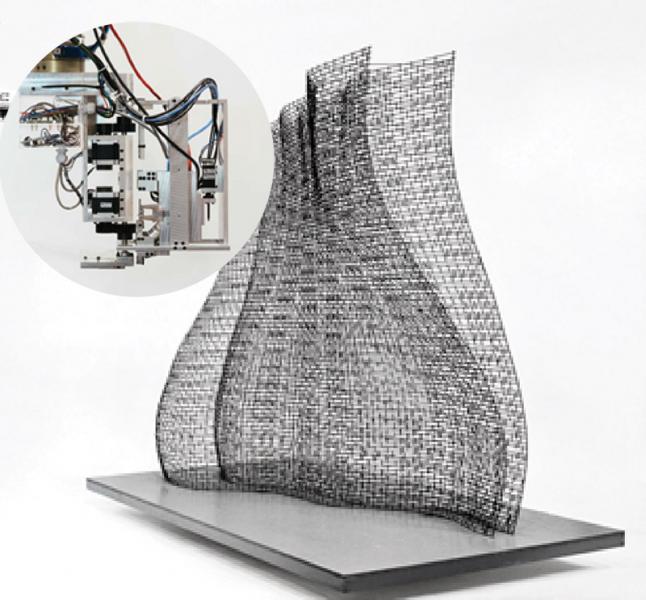

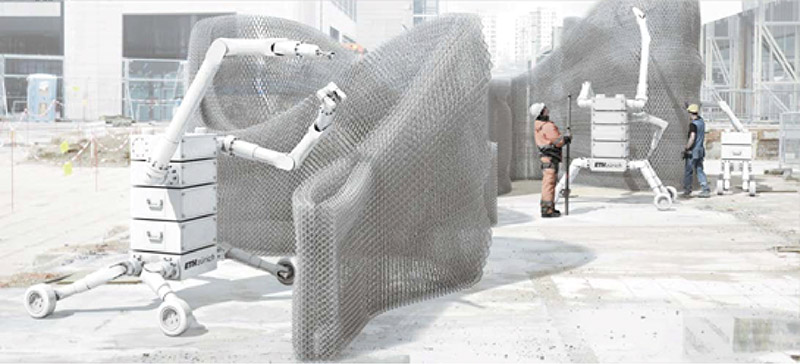




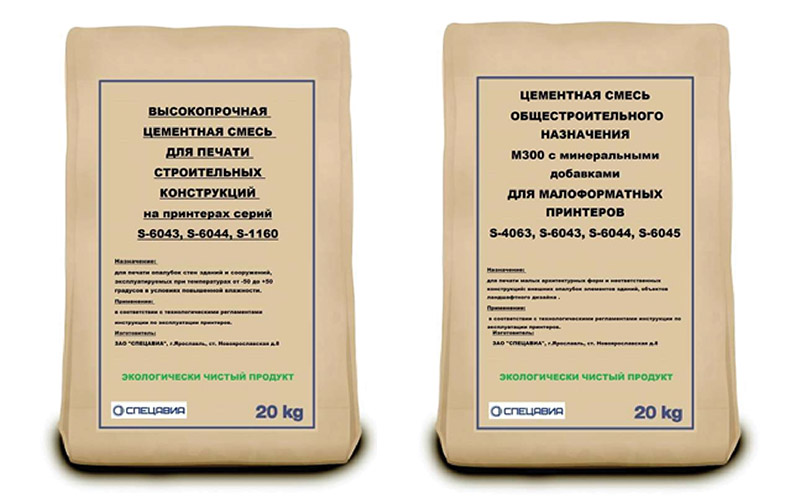



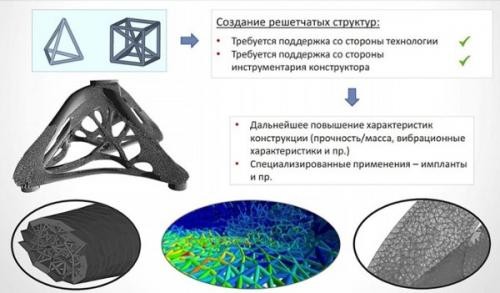
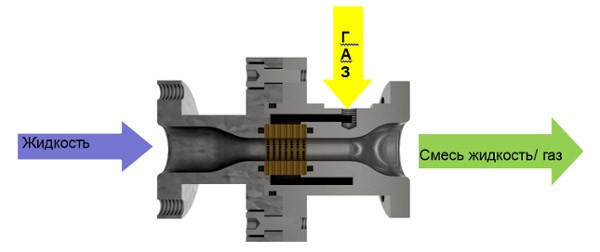
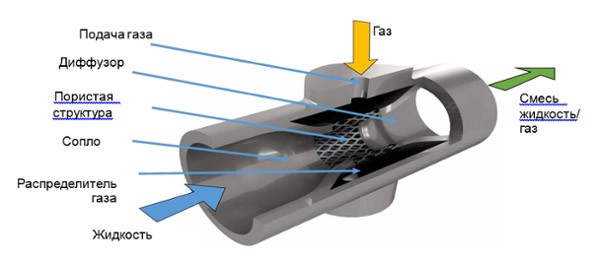










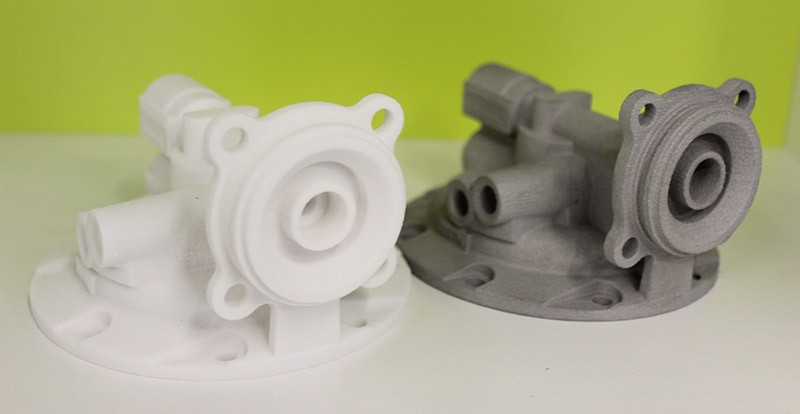


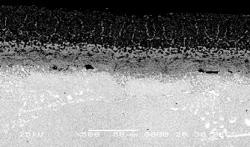
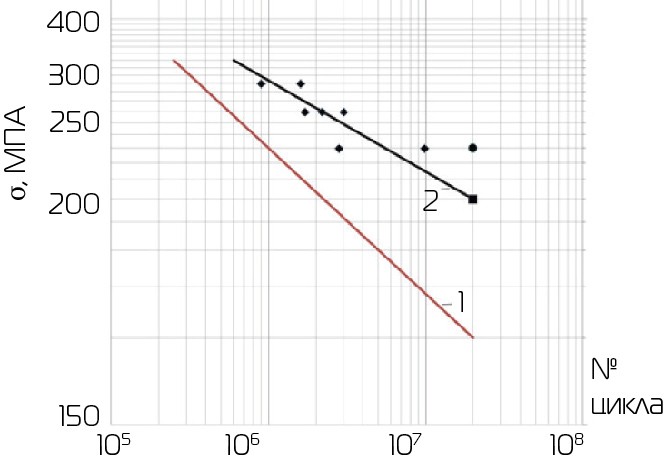
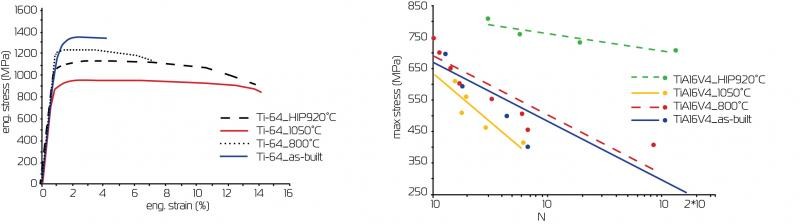





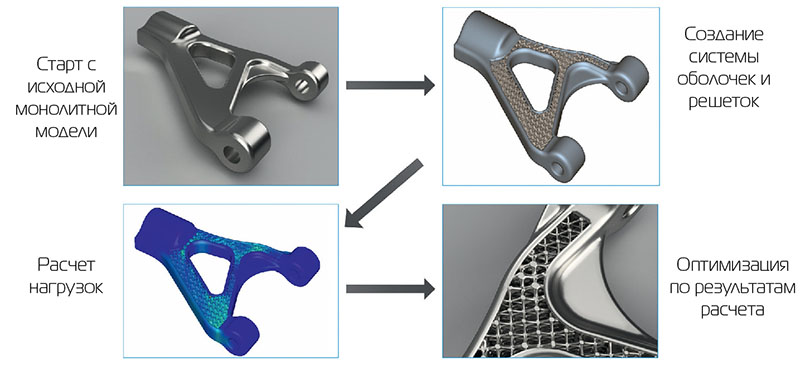{kind=link}
{kind=link}
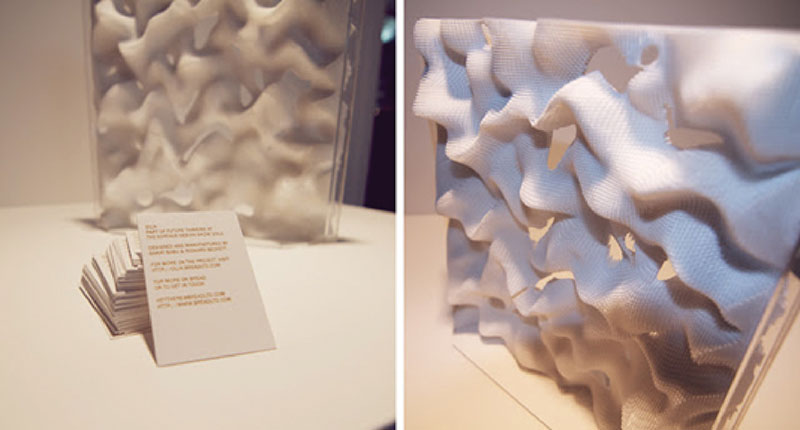{kind=link}
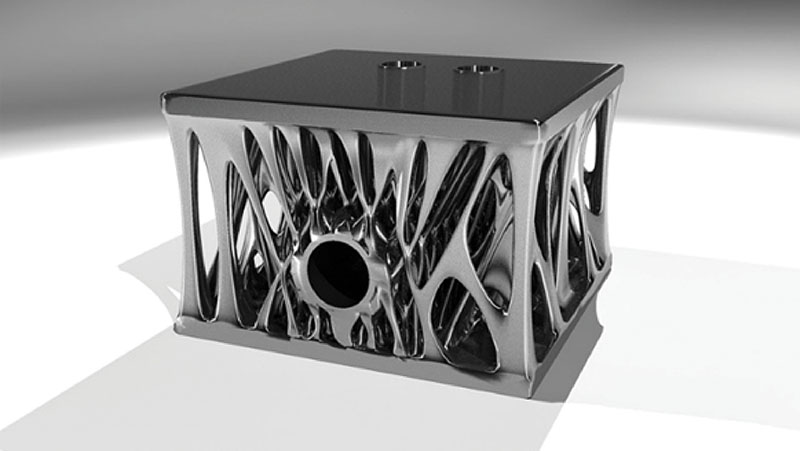{kind=link}
{kind=link}
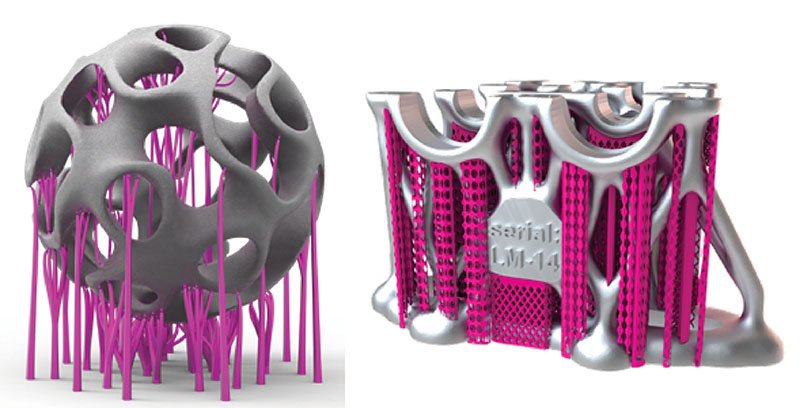{kind=link}
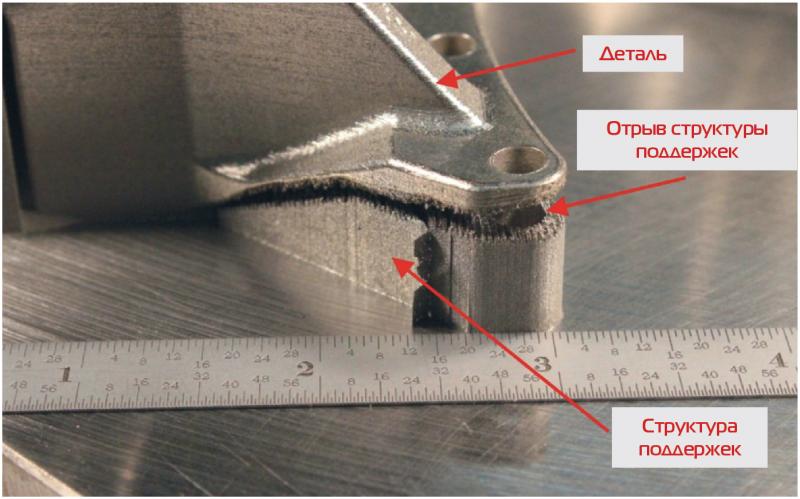{kind=link}
{kind=link}
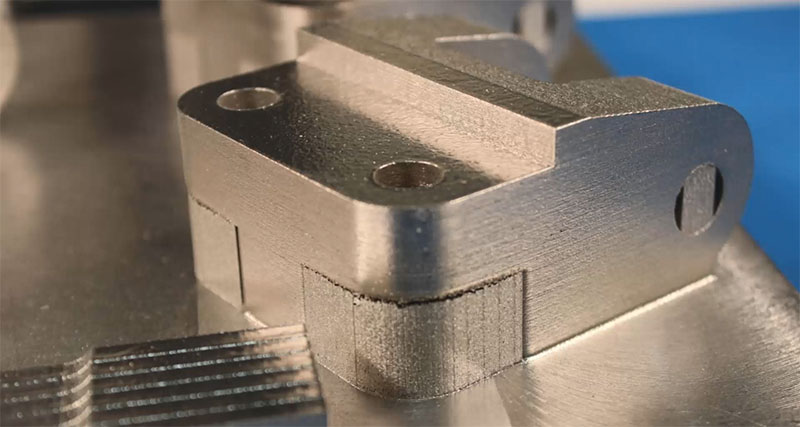{kind=link}
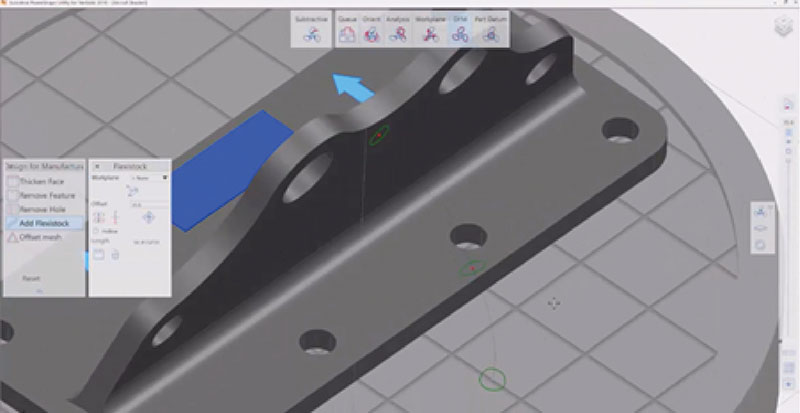{kind=link}
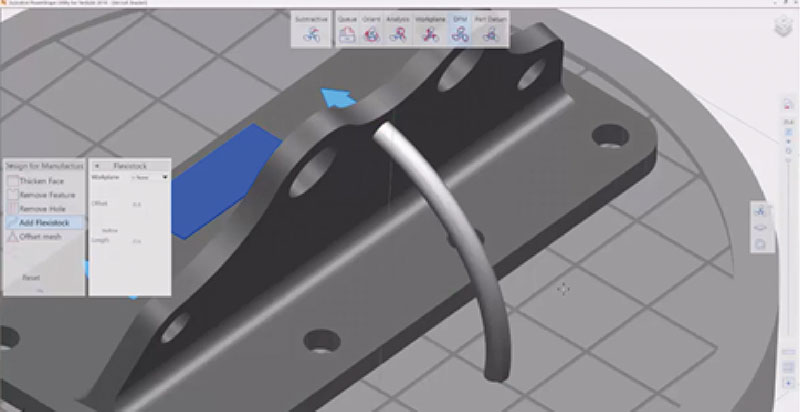{kind=link}
{kind=link}
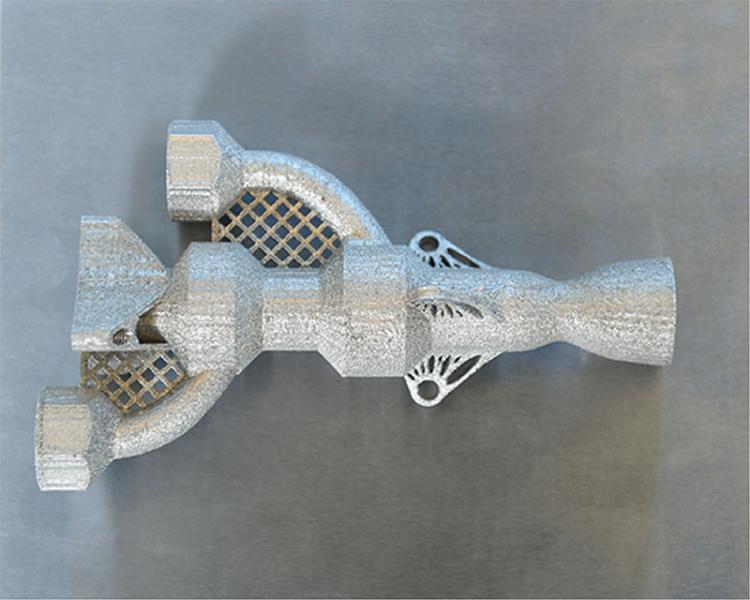{kind=link}
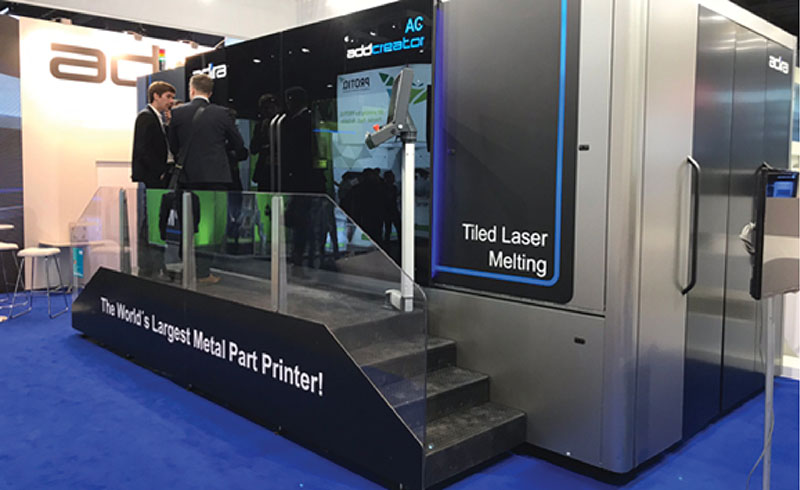{kind=link}
{kind=link}
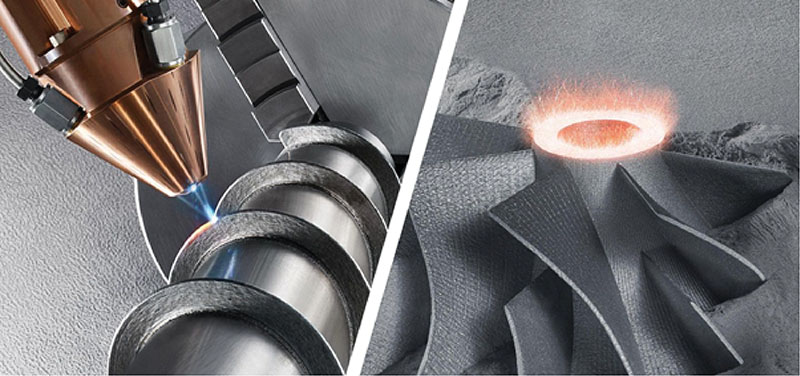{kind=link}
{kind=link}
{kind=link}