2024 год, на удивление, (на удивление ли?), был насыщен различными событиями, которые, как несложно догадаться, имели глобальные последствия, затронувшие многие аспекты нашей жизни. Аддитивным технологиям (АТ) была уготовлена учесть подобно «одной маленькой, но гордой птички» из к/ф «Кавказская пленница, или новые приключения Шурика». И правда, являющиеся лишь маленьким ответвлением для редких ценителей, АТ завоевали любовь у ментальных революционеров, мыслящих на годы вперед… Активно развиваясь, они (АТ) становятся технологичнее, гибче, и крупнее, причем, не только в размерах производимых деталей, но и в смысле сферы влияния, частично беря на себя функции серийного производства.
Аддитивные технологии, как технологический прорыв
Качественные изменения в аддитивной сфере сегодня заставляют взглянуть на отличные от традиционных производств методы под другим углом: не с точки зрения очередного модного увлечения, трендов, которые рано или поздно исчерпают себя, а с точки зрения новых возможностей, отражающихся на получении принципиально новой продукции, да еще и с лучшей рентабельностью.
Несмотря на то, что у многих аддитивщиков глаз, что называется, замылен, а промышленники в большинстве своем погружены в решение задач привычными им подходами, нельзя не заметить ряд важных изменений в аддитивной сфере. Первое, что бросается в глаза на профильных выставках, конференциях, экспертных форумах, – заказчик теперь, как правило, достаточно хорошо осведомлен о возможностях аддитивного производства. По крайней мере, он знает, что в этой сфере происходит бурление и там можно найти ответы на свои запросы. Нередко он уже способен выбрать технологию и материал без подсказок извне. В более сложных и не совсем очевидных случаях промышленники открывают внутренние проекты и шаг за шагом изучают технологии 3D-печати, рассматривая их как бизнес-инструмент для решения собственных задач. Если времени на изучение нет, то подыскивается компания-интегратор. В этом, можно сказать, и состоит первый прорыв, выраженный в продвинутости отечественного заказчика: «Русский долго запрягает, но быстро едет». Следствие этого – более высокая конверсия в воронке продаж поставщиков аддитивного оборудования, ведь уже не нужно долго увещевать, приводить примеры из разряда «как у них», на Западе или в Китае, проявляется востребованность промышленных инновационных решений.
Компании борются как за собственное выживание, оптимизируя расходы, так и за потребителя, доказывая ему, почему именно их технология, оборудование, материалы, ПО являются самыми лучшими. Эта конкуренция сильно повлияла на ландшафт зарубежных компаний, которые готовы оптимизировать расходы или объединяться. К счастью, на российском рынке все гораздо спокойнее и даже больше соответствует инновационному сценарию развития, о котором грезили Правительство РФ и ведущие исследовательские компании.
Важным будет отметить все возрастающую доступность L-PBF/SLM оборудования для печати металлами и сплавами, особенно для таких требовательных к геометрии и качеству отраслей, как машиностроение и медицина. Въедливый читатель поспешит возразить, не понаслышке зная, насколько такие принтеры дорогие. Но давайте с вами вернемся в прошлое и вспомним, насколько неповоротливыми были первые принтеры, которые выпускались только крупными компаниями-первопроходцами. Им то уж точно не хотелось играть в меценатство, и всю боль длительных и дорогостоящих разработок они возлагали на потребителя. Но время шло и стали появляться китайские и российские системы, которые стали намного доступнее, при этом заметно прибавив в производительности благодаря следованию заразительным примерам европейских брендов. Оснащение современных принтеров 4 – 64 лазерами – это уже мейнстрим, за который крупные компании, не скупясь, платят хорошие деньги. Размеры камер построения также заметно увеличились и уже могут достигать 2 метров. Наука и эксперименты остались в прошлом, теперь это действенный инструмент для воплощения любых инженерных идей: освоены основные материалы, отработаны режимы, даже обобщена информация об особенностях поведения напечатанных деталей при определенных условиях эксплуатации, разрабатываются ГОСТы. В результате воплощается тот самый пресловутый аспект японской эффективности, выражающийся в высокой производительности на единицу площади, качестве сборки и экономии ресурсов. На ум мне постоянно приходит аналогия с большим производством, в котором задействованы металлургические мощности, межпроизводственная и цеховая логистика, многооперационная обработка заготовок до получения деталей финального качества. На другой чаше весов находится компактное производство с одним или несколькими 3D-принтерами, ставящими гибкость производства на несколько ступеней выше. В России такие установки производятся такими компаниями, как ООО «3ДЛАМ ИНДАСТРИАЛ» (бренд 3DLAM), ООО «ОНСИНТ», ООО «Лазерные системы», ООО НПЦ «Лазеры и Аппаратура ТМ», ООО «Русат», ООО «НПО «3Д-Интеграция» (бренд AM.TECH), OOO «Титан-Авангард» (бренд AddSol), и другими.
Одновременная работа 36 лазеров по технологии L-PBF/SLM. Фото: EPlus
Активно развиваются технологии, объединенные под общим названием прямого подвода энергии и материалов DED, работающие как с металлопорошками, так и с проволокой. Они уверенно двигаются по пути обретения технологической зрелости и в скором времени станут таким же эффективным инструментом на многих машиностроительных производствах, как и L-PBF/SLM. У DED сразу же подкупают высокая производительность, более низкая стоимость расходных материалов, а также практически не ограниченная зона построения – представьте себе роботизированные манипуляторы или РТК (робототехнические комплексы), несущие на себе наплавочную головку и способные перемещаться по линейным направляющим «за горизонт» (30 метров хватит?). Среди российских производителей хотелось бы отметить такие компании, как Институт лазерных и сварочных технологий (ИЛИСТ), а также ООО «ИксВелд».
Важным также является появление гибридных технологий, консолидирующих сильные стороны аддитивных и традиционных технологий. Это направление представляет интерес для компаний, стремящихся к компактизации производства, сокращению времени на переналадку, автоматизации. Здесь же можно отметить частое использование РТК, как наиболее доступного и высокоэффективного способа организации аддитивного или гибридного производства. Сочетание преимуществ аддитивного производства с традиционными методами может привести к созданию более эффективных и адаптивных производственных систем в будущем.
И наконец стоит отметить прорыв последних четырех лет – продукцию компании Bambu Lab. Уж сколько дифирамбов ей поют мейкеры (прим. ред.: мейкеры – современные ремесленники, которые используют технологии 3D-печати для создания новых изделий или улучшения уже существующих), а конкуренты рвут на себе волосы или поспешно выпускают продукты-клоны. Да-да, именно с приходом этой китайской компании на рынке стали говорить об iPhone среди 3D-принтеров. Инженерам удалось уместить в компактный и привлекательный корпус многие новшества современности, собрать «хотелки и стенания» мейкеров на форумах и сделать почти идеальный продукт. Получился практически безальтернативный вариант, который действительно отлично справляется с большей частью задач. Впору говорить о Вселенной Bambu Lab.
Что касается не производственных технологий, то главный прорыв произошел в задействовании ИИ для проектирования продукции такой сложности, которая не под силу человеку, особенно в сжатые сроки, а также контроля сложных процессов в 3D-печати. А вот задача воплощения сложных форм в реальности возлагается на аддитивное производство. С чем оно успешно справляется. Аддитивное оборудование и генеративные алгоритмы ИИ сегодня в основном разрабатываются под нужды настоящих заказчиков, а не иначе – например, ради научных разработок, регалий и грантов.
Конечно же, сложно обойти реалии отечественного турбиностроения. Здесь удовлетворенно отметим, что отрасль по-прежнему остается в тренде всё более активного применения 3D-печати в производстве компонентов турбин. И ОДК в этом плане остается на переднем крае. В корпорации АТ применяются для изготовления опытных двигателей, а также завихрителей для серийного двигателя. Крупнейшее предприятие России, специализирующееся на промышленной 3D-печати полного цикла, – Центр аддитивных технологий Ростеха (АО «ЦАТ»). Именно здесь создаются детали для самых масштабных проектов отечественной авиации, двигателей для вертолетов и многих других. Благодаря применению АТ удалось минимизировать брак, сплошность материала и пористость, улучшить прочностные характеристики в сравнении с традиционным производством. Прорыв ли это? Для многих – да, а для ЦАТ это стало уже рутиной.
Корпус первой опоры перспективного вертолетного двигателя. Фото: ЦАТ
Рейдерский захват лидерства
На зарубежных рынках наблюдается крайне волатильная ситуация в целом по индустрии. Некоторые из компаний предпочитают торговаться на бирже, привлекая к себе внимание инвесторов и партнеров. И что мы там наблюдаем? Рушится миф о непоколебимости основателей аддитивных технологий. Например, такие американские компании, как Stratasys, 3D Systems, Desktop Metal, Velo3D, постепенно теряют свои позиции. В целом компании Stratasys и 3D Systems демонстрируют снижение выручки и чистые убытки, тогда как Desktop Metal и Velo3D показывают рост выручки, хотя и с продолжающимися убытками. Все компании работают над улучшением своих финансовых показателей через инновации и оптимизацию процессов. К ним нередко обращаются другие игроки рынка с целью поглощения.
С другой стороны, Xometry, ProtoLabs, считающиеся известными поставщиками производственных услуг, таких, как штамповка листового металла, литье под давлением, уретановое литье, механообработка с ЧПУ, 3D-печать, активно работают над расширением своего присутствия на международных рынках и углублением взаимодействия с корпоративными клиентами, применяя при этом разные стратегии. Другими словами, гибкое производство на заказ пользуется заслуженной популярностью, особенно, если компании умеют использовать ИИ и следят за качеством выпускаемой продукции. А теперь наступает момент истины.
Потребность в услугах, оборудовании и материалах только растет, но почему же тогда американские компании не чувствуют себя так же уверенно, как несколько лет назад? Все дело в китайских компаниях, которые бесцеремонно захватывают рынок, подминая под себя территории и заказчиков, некогда принадлежавших производителям из Европы и США. Например, такие компании, как Bright Laser Technologies, Farsoon Technologies, Eplus3D известны своими принтерами по металлопорошковым композициям, поставляют оборудование заказчикам из авиастроения, космонавтики, ОПК и медицины. Бесспорно, что пока лучшие инженерные кадры сосредоточены в Европейском союзе и Северной Америке. Там разрабатываются лучшие решения на рынке. Однако бесконечное совершенствование своей продукции в погоне за премиальностью, что и делает сегодня Запад, только увеличивает ее стоимость. Китай же сконцентрировался на том, что требуется сегодня для завоевания максимально широкого круга заказчиков: производительность, надежность, точность. По сути, они разгадали тайну успеха и преуспели в этом не только в АТ. Теперь же китайские компании осуществляют экспансию на глобальный рынок, навсегда завоевав при этом свой. По этой причине отечественным разработчикам нужно держать ухо востро.
Вместе с этим сегодня мы видим, как обильно поощряются стартапы и развиваются компании в сверхдержавах США и Китае, поскольку там сформирован благоприятный инвестиционный климат, а также присутствует большое количество финансово обеспеченных компаний с потребностью к разработке и производству прорывных высококонкурентных продуктов.
Влияние санкций на развитие отечественной сферы АТ
Санкции – это стресс как для государства, так и для народа. Но если в стране присутствует элита, нацеленная на зарабатывание денег не только наименее затратными, но очевидными путями, например, добычей природных богатств регионов, но и ориентируется на наукоемкие разработки и производства, то санкции будут являться вызовом и стимулом для более быстрого развития отраслей. По тем шагам, которые сегодня предпринимает Правительство РФ, Минпромторг, Росатом, Фонд содействия развитию малых форм предприятий в научно-технической сфере (Фонд Бортника), Агентство по технологическому развитию, можно смело говорить, что поддержка аддитивщикам есть. Согласно проведенному исследованию Клуба аддитивных технологий (КАТ, https://k-at.ru) российского рынка АТ и 3D-сканирования за 2024 год, благоприятные для отечественных производителей условия на фоне санкций и ухода западных поставщиков способствовали значительному росту доли внутреннего производства на российском рынке. Так, если в 2021 году доля отечественных производителей оборудования и материалов составляла 54%, то в 2023 году она достигла 70%. Конечно, здесь нельзя утверждать, что такая динамика сохранится и в будущем, поскольку окно для импорта китайского оборудования открыто. Но пока действуют санкции, эффект низкой базы, растущая грамотность специалистов предприятий, развитие государственных стратегических проектов, повышение технологичности оборудования и тенденция к его серийному производству, отработка технологических процессов для широкого ассортимента материалов, присутствующих на отечественном рынке, – все это работает у нас во благо развития сферы АТ.
Если говорить об ограничениях, то, конечно же, возможностей для посещения знаковых выставок в Европе и Северной Америке стало гораздо меньше. Практически отсечен доступ к прогрессивному оборудованию, так как его поставки в РФ затруднены. Поэтому черпать вдохновение, производя обратный инжиниринг наиболее интересных решений, мы можем, только используя публичные источники информации, к которым относятся научные и популярные статьи, веб-ресурсы компаний, видеоролики, и т.п. С другой стороны, ничего не мешает нашим инженерам придумывать новые технологии, отсутствующие за рубежом, проводить питчи перед инвесторами и получать должные финансовые инъекции для развития своих проектов.
Российское ПО для поддержки АП: самодостаточны ли мы в этом?
С программным обеспечением у нас, пожалуй, самая незавидная ситуация. В том смысле, что конкуренции среди компаний практически нет. У нас уже представлены интеллектуальные онлайн производственные платформы, САПР полного цикла, включающие в себя некоторые особенности для помощи в создании топологических компонентов, ассистенты, ПО для предварительной деформации, расслоёвщики/слайсеры с подготовкой УП с G-кодами, MES-системы для аддитивного производства, базы данных по материалам.
Диаграмма российского программного обеспечения для цикла аддитивного производства. Фото: Логика слоя
Да, пока качество отечественного ПО не дотягивает до лучших зарубежных решений, но сказать, что мы обделены в каких-то основополагающих инструментах, было бы несправедливо.
Российское оборудование для 3D-печати: что важно знать?
У нас представлены практически все основные АТ (их около 13), во всяком случае, те, которые активно используются в производстве и позволяют коммерциализировать эту деятельность.
Диаграмма 3D-принтеров российского производства. Фото: Логика слоя
Наиболее широко представленными здесь я бы назвал производителей экструзионных 3D-принтеров по технологии FFF (англ. fused filament fabrication) по полимерам и композитам (у нас представлено около 37 компаний) – сегмент, который и в мире очень бурно развивается благодаря своей относительной простоте и доступности. Второе место можно смело отдать порошковой технологии L-PBF/SLM (11 компаний), как самой премиальной (на данный момент) по работе с металлами и сплавами. Далее идет шнековая экструзия гранулированных материалов FGF (англ. fused granular fabrication), металлопорошковая наплавка L-DED (P) (англ. laser powder direct energy deposition), экструзия строительных смесей 3DCP (англ. 3D concrete printing), печать связующим BJ (англ. binder jetting), идругие. Нет у нас «свежих» инновационно направленных компаний в области Area Printing, MultiJet Printing, аналогов листовой ламинации, очень мало проволочной наплавки, электроннолучевой наплавки и плавления, фотополимеризации в ванне…
В сухом остатке: наш рынок и разработчики не сидят без дела и предпочитают вкладываться в те технологии, которые резонируют у промышленников. На непроверенные у нас разработки (или имеющие малое распространение на Западе) инженеры предпочитают не отвлекаться, а сразу прорабатывают решения, которые стремительно наполняют цеха промышленных инноваторов.
Отечественные материалы: сами с усами?
Большая часть потребности в материалах у нас закрыта отечественными производителями. Очень широко представлены полимерные и композитные нити (более 25 компаний), металлопорошки (более 20 компаний), есть проволока, песок/связующее/активатор, и многое другое.
Диаграмма расходных материалов российского производства. Фото: Логика слоя
Другими словами, импортозаместить здесь мы смогли почти все. Однако над качеством нам нужно еще поработать. Для многих предприятий выбор отечественных материалов для аддитивного производства становится обязательным, потому как появляются новые требования ОПК, ОСК и других крупнейших секторов и холдингов.
Серийное производство с АТ: миф или реальность?
Стоимость оборудования, материалов падает ввиду конкуренции и увеличения объемов производства, вместе с этим качество и производительность растёт. Более того, ПО для подготовки УП позволяет задействовать цифровые двойники, виртуализировать весь технологический процесс, тем самым получить идеальную программу для запуска в производство, при этом все ошибки будут подсвечены и исправлены, например, ИИ. Все это позволяет производить сложные изделия с гарантией получения качественного результата, причем серийно. Мне известна масса глобальных проектов, которые могут похвастаться сотнями тысяч и даже миллионами аддитивных изделий ежегодно. Эти примеры чаще показывают уникальную серийную продукцию с особенностями в каждом изделии, для их выпуска не требуется оснастка и затраты, связанные с подготовкой производства. Более того, западные компании могут позволить себе просто перейти на другую альтернативную технологию, которая в ряде случаев может лучше справиться с серийной продукцией, например, многие центры аддитивного производства на заказ переходят с оборудования лазерного спекания SLS (англ. selective laser sintering) на проприетарную технологию HP – MJF (англ. multijet fusion). Но что самое важное – аддитивное производство позволяет абстрагироваться от ограничений традиционного оборудования, проектировать и производить ровно то, что задумал дизайнер или инженер, а бубнеж технолога направить в другое, более созидательное русло. В России пока это не является трендом, но рано или поздно мы и здесь увидим серьезные подвижки.
Не о таком ли будущем мечтают все производственники? Но это не будущее – это уже наше настоящее, с которым «подружиться» может любое предприятие с амбициями и открытым инновационным мышлением.
Симбиоз ИИ и АТ: мы на пороге серьезных перемен
Первый на данный момент и самый целевой симбиоз ИИ и АТ, на мой взгляд, – это вычислительная или алгоритмическая инженерия – новый термин, который в полной мере развивают в Дубайской компании LEAP71. Не хочу вдаваться в тонкости этого решения, но самое важное, что нужно знать, – это возможность проектировать изделия, расчетная модель которых ограничена возможностями производственной технологии, условиями эксплуатации изделия, его выходными характеристиками (вспомните GPTs). Алгоритмическая инженерия позволяет инженерам за считанные минуты переходить от абстрактных входных спецификаций, таких как тип топлива, желаемая тяга и давление в камере, к производимой геометрии двигателя.
На сегодня LEAP71 преуспели в своей специализированной вычислительной модели Noyron RP (основана на Noyron Large Computational Engineering Model), разработанной для проектирования ракетных двигательных систем. Эта модель на основе ИИ позволяет создавать проекты без использования традиционных CAD-систем, предоставляя человеку занять место творца, наблюдателя. Только представьте себе, что каждую итерацию с получением работоспособного двигателя ноутбук способен рассчитать за 30 минут вместо месяцев напряженной работы штата инженеров! Жидкостной ракетный двигатель Noyron TKL-5 успешно прошел горячие испытания в 2024 году, а последний Noyron TKL-200 имеет мощность 200 кН, что в 40 раз больше по сравнению с TKL-5. Это настоящий прорыв в области проектирования ракетных двигателей, сочетающий современные вычислительные методы с АТ.
Ракетный двигатель Noyron TKL-200. Фото: EPlus/LEAP71
Еще одно направление для проектирования с задействованием ИИ – это так называемые большие языковые модели, используемые для генерации трехмерной геометрии с помощью ИИ-генераторов на основе текстовых запросов и изображений. Сегодня представлены разнообразные интерфейсы промптов, среди которых можно отметить следующие: text2mesh, text-to-3D, text-to-CAD, image-to-3D. Подобные проекты развиваются и в России.
Что год грядущий нам готовит?
По оценкам всех ведущих консалтинговых агентств, в 2025 году ожидается значительный рост АТ, что будет обусловлено несколькими ключевыми факторами. Например, по мнению авторитетной компании Wohlers Associates, в 2023 году общий объём продукции и услуг аддитивного производства в мире вырос на 11,1% и составил 20,04 млрд. долл. США. Прогнозируется, что объем мирового рынка за 2024 год вырастет до 21,5 млрд. долл. США с ежегодным темпом роста около 15%. Можно ожидать, что такая динамика роста сохранится и в 2025 году.
Чего ожидать в мире?
Мы с вами увидим увеличение доли конечной продукции аддитивного производства и ее серийности. Это связано с улучшением качества и снижением затрат на производство.
Появление новых материалов также должно повлиять на появление продукции с новыми свойствами, а в некоторых случаях даже уменьшить ее размеры и вес.
Очевидно, что мы будем наблюдать увеличение объемов инвестиций в научные исследования и разработки, особенно с привлечением возможностей ИИ. Все это должно повлиять на появление новых более производительных инструментов, минимизации вовлечения человека в процесс проектирования и производства.
В наше нестабильное время компаниям очень важна поддержка или консолидация, поэтому ожидается формирование консорциумов и объединений между предприятиями и исследовательскими центрами, что поможет ускорить внедрение инноваций и повысить конкурентоспособность.
Ужесточение конкуренции может привести к повышению качества продукции и услуг, что также будет способствовать росту сектора.
Введение новых стандартов и правил может как ускорить, так и замедлить внедрение АТ в разных странах.
Экономическая стабильность или нестабильность в ключевых регионах (Северная Америка, Европа, Азиатско-Тихоокеанский регион) также повлияет на темпы роста рынка.
Такие отрасли, как авиация, космонавтика, ОПК, здравоохранение, автомобильная промышленность останутся в приоритете у АТ, беря на себя 2/3 от общего объема продаж.
Чего ожидать в России?
В 2021 году Правительство РФ утвердило Стратегию развития АТ до 2030 года, которая включает поддержку научно-технологических инициатив и стандартизацию процессов. Предполагалось, что к 2027 году по целевому (среднему) сценарию объем российского рынка АТ (аддитивного оборудования и комплектующих, материалов для печати, услуг и программного обеспечения) достигнет 7,6 млрд. руб., а за 2023 год составит почти 4,4 млрд руб.
Однако, согласно исследованию КАТ, объём рынка в 2023 году составил уже 15,5 млрд руб. и превысил более чем в 2 раза объём 2021 года. А к 2027 г. по компромиссному (среднему) сценарию может показать среднегодовой темп роста 21,6%, достигая 34,7 млрд. руб. Другими словами, налицо более стремительное развитие сферы 3D-печати, чем предполагалось в Правительстве РФ. Сподвигнут ли эти реалии пересмотр Стратегии развития – покажет время.
Какие ключевые драйверы влияют на развитие сферы АТ?
Реверс-инжиниринг стал особенно актуальным, так как отечественные производители утратили доступ к официальному сервисному обслуживанию зарубежного оборудования.
АТ становятся важным инструментом для повышения гибкости производственных процессов в различных отраслях.
Рост оборонного производства, поскольку АТ позволяют быстро изготавливать сложные и уникальные изделия как на заводах, так и в полевых условиях.
Импортозамещение и технологический суверенитет, активизирующие научно-исследовательскую и опытно-конструкторскую деятельность.
Появление оборудования из Китая, внутренняя и внешняя ценовая конкуренция позволили приобретать оборудование значительно дешевле, чем из США и Европы в прежние годы. Также успешно работают программы субсидирования для промышленных предприятий и научно-образовательной сферы, стимулируя спрос на 3D-принтеры и материалы в разных отраслях.
Увеличивается зрелость применения АТ в таких областях, как медицина, стоматология, литейное производство, авиационное двигателестроение и общее машиностроение.
Вместе с этим присутствуют и ограничивающие факторы:
Промышленные эксперты выражают опасения по поводу интеграции АТ в существующие производственные процессы. Недостаток квалифицированных специалистов и низкий уровень подготовки конструкторов, обладающих достаточно компетенцией для проектирования под возможности АТ.
Проблемы с обслуживанием западных 3D-принтеров и необходимость их замены.
Присутствуют сложности с компонентами российского производства, например, сканаторами, электроникой, направляющими, шаговыми двигателями, головками, взрывозащищенными пылесосами, станциями очистки изделий, которые зачастую приходится закупать зарубежом. В связи с этим лишь небольшая часть отечественных производителей перешла отметку в 70%.
Проблемы стандартизации процессов 3D-печати – еще один стоп-фактор. Необходимость разработки стандартов для обеспечения качества продукции и надежности процессов остается актуальной задачей для отрасли.
Некоторые специалисты подчеркивают, что для простых деталей традиционные методы производства могут оставаться более экономически выгодными. Поэтому аддитивное производство лучше всего подходит для сложных или уникальных изделий, где традиционные методы неэффективны.
Значит ли это, что АТ настолько гармонизировались с мышлением промышленников, что будут непоколебимо развиваться все более увеличивающимися темпами? Очень многое будет зависеть от геополитической обстановки. Например, согласно маркетинговому отчету AMPOWER 2024, производители АТ из Азиатско-Тихоокеанского региона значительно опережают своих конкурентов из США и ЕС, демонстрируя рост продаж оборудования на уровне около 13,5%. В то же время в США наблюдается рост на 11%, а в Европейском Союзе фиксируется незначительный спад на 0,3%! Вот вам налицо и влияние государственной политики, зеленой энергетики, Европейского миграционного кризиса, трат на ОПК…
Поэтому вам решать, поддерживать ли такие многообещающие инновации не ради трендов, а с целью оптимизации расходов, в связи с планами выпуска продукции с новыми потребительскими качествами, возможностью оперативного ремонта или печати не поставляемых в Россию деталей ввиду санкционного давления. Это технологии, меняющие мир и приближающие высокотехнологичное будущее. Вы уже предвкушаете эти заманчивые перспективы?
Как многие из вас знают, на минувшей неделе состоялась трехдневная специализированная конференция по аддитивным технологиям в промышленности — Additive Minded 2025, прошедшая в рамках масштабной международной выставки RUPLASTICA. Сотрудники нашей редакции были вовлечены в работу над конференцией, фактически задав ее тональность.
Те из вас, кто смог посетить мероприятие, наверняка отметили высокий уровень организации. Спасибо ООО «Экспо Фьюжн», которое на протяжении восьми лет поддерживает нас, несмотря ни на что, и вносит огромный вклад в развитие отечественной аддитивной отрасли и формирование нашего профессионального сообщества.
Мы хотим поблагодарить всех экспертов и партнеров Центра аддитивных технологий Ростеха, которые в ходе работы секции «ЦАТ: время первых!» представили знаковые проекты и поделились ценным опытом, накопленным за многие годы. Очевидно, что выдающиеся успехи компаний и их приверженность инновационному пути — это заслуга команд и их руководства.
Основная часть докладов также порадовала ценной информацией и новизной идей. При этом многие эксперты сместили фокус внимания с корпоративного сектора и государственных компаний с большими финансовыми возможностями на частные фирмы и стартапы. По нашему мнению, современный промышленник должен понимать, что внедрение и освоение методов 3D-печати и обратного инжиниринга сегодня доступны при разном уровне бюджета, но в любом случае позволяют решать важные производственные задачи.
Мы поделимся с вами подробностями об Additive Minded 2025 совсем скоро, дополнив рассказ нашей экспертной оценкой. Оставайтесь с нами!
Аналитическая компания CONTEXT представила свежий отчет, позволяющий оценить текущее состояние глобального рынка 3D-печати. В третьем квартале 2024 года рынок столкнулся с серьезными трудностями, связанными со снижением продаж, оптимизацией бизнеса и общей экономической нестабильностью. Эти события подчеркивают необходимость тщательного анализа причин происходящего и перспектив дальнейшего развития этой важной отрасли.
Общая картина: причины спада
CONTEXT характеризовал 2024 год как период существенных изменений в индустрии аддитивного производства. Сложности в экономике, политическая неопределенность и глобальные изменения в производственно-сбытовых цепочках создали среду, в которой производители 3D-принтеров испытывают значительные затруднения.
Важным сигналом стало снижение поставок оборудования практически во всех ключевых сегментах. Производители промышленных систем, считающихся основой профессионального аддитивного производства, сократили объем продаж на 24% в годовом исчислении. Системы среднего класса (стоимостью $20 000–$100 000) потеряли 8% рынка, а профессиональные устройства ($2 500–$20 000) продемонстрировали небольшое снижение на 1%.
Единственным исключением стали начальные устройства стоимостью менее $2 500, показавшие рост на 28%. Однако даже этот сегмент начал демонстрировать признаки замедления, что может быть связано с насыщением рынка и изменением предпочтений потребителей.
Ключевыми факторами, вызвавшими спад, стали:
Макроэкономическая нестабильность. Высокие процентные ставки, ограничивающие доступность кредитования, привели к сокращению капитальных затрат компаний.
Политическая неопределенность. Выборы в США и других странах стали поводом для переноса крупных контрактов и стратегических решений.
Изменение спроса на готовую продукцию. Рынки, такие как стоматология и ювелирное производство, демонстрируют снижение интереса к аддитивным технологиям.
Политические факторы: выборы и их влияние на рынок
2024 год ознаменовался выборами в США, что существенно повлияло на принятие решений в частном и государственном секторах. Многие компании отложили заключение крупных сделок до завершения выборного периода. Например, ожидалось, что будут подписаны значительные контракты на поставку оборудования для оборонных нужд, однако эти планы так и не реализовались.
Несмотря на это, Министерство обороны США остается крупнейшим инвестором в аддитивные технологии. В частности, продолжаются проекты по развитию внутренней производственной цепочки для стратегических отраслей, таких как строительство подводных лодок и пополнение запасов ракет (редакция INDUSTRY3D не одобряет подобные инициативы). Эти инициативы обеспечивают стабильный спрос на металлические 3D-принтеры и стимулируют инновации в этой области.
Спад в сегменте промышленных систем
Глобальное снижение поставок промышленных 3D-принтеров вызвало падение годовых показателей на 19% по итогам последних двенадцати месяцев. Согласно данным CONTEXT, это снижение затронуло почти все технологии и типы материалов в данном сегменте. Продажи металлических систем упали на 24%, а полимерных — на 25%. В мировом масштабе поставки сократились в Китае (-37%), Северной Америке (-25%) и Западной Европе (-13%).
Рынок промышленных полимерных 3D-принтеров вновь столкнулся с трудностями, связанными с системами фотополимеризации в ванне, которые в третьем квартале показали снижение на 30% по сравнению с прошлым годом. За весь год продажи этой технологии упали на 42%, в то время как общий сегмент зафиксировал снижение на 29% TTM.
На рынке систем фотополимеризации продолжают доминировать китайская компания UnionTech, ориентированная на внутренний рынок, и американская компания 3D Systems, которая преимущественно обслуживает западных клиентов. В третьем квартале обе компании отметили резкое снижение поставок, объясняя это падением спроса на стоматологическом рынке. Кроме того, продажи систем полимерного порошкового спекания SLS и экструзии материалов MEX снизились на 15%, а поставки для струйной печати Material Jetting упали на 43%.
Рис. Глобальные поставки 3D-принтеров с разбивкой по ценовым категориям (CONTEXT)
Металлическая 3D-печать: ключевые успехи и вызовы
Несмотря на общий спад, в металлической 3D-печати сохраняются определенные положительные тенденции. Компании, такие как Eplus3D, TRUMPF и Renishaw, продемонстрировали рост продаж благодаря внедрению инновационных технологий. Например, Eplus3D успешно вывела на рынок крупногабаритные системы L-PBF, что позволило ей увеличить глобальные поставки на 41%.
Рис. Региональные поставки промышленных металлических 3D-принтеров по технологии L-PBF (CONTEXT)
Тем не менее, региональные различия постепенно сглаживаются. Если прежде китайские компании доминировали благодаря внутреннему спросу, то в 2024 году даже в Китае поставки 3D-принтеров упали на 26%.
А вот продажи многолазерных систем, таких как HXG SLM от Nikon, показывают впечатляющие результаты. Компания уверенно удерживает лидерство на мировом рынке 3D-печати металлом, подтверждая свою репутацию инновационного лидера в этой сфере.
Средний и профессиональный сегменты: стабильность и новые перспективы
В то время как Stratasys продолжает удерживать лидерство на рынке, компания под руководством Йоава Зейфа столкнулась с падением продаж своих систем экструзии материалов FDM. 3D Systems, ветеран индустрии 3D-печати, продолжает испытывать трудности, опустившись на шестое место по продажам в этом сегменте.
Рынок устройств среднего класса столкнулся с сокращением на 8%, что обусловлено снижением покупательной способности клиентов. При этом китайские производители, такие как Flashforge, ZRapid Tech и UnionTech, продолжают увеличивать свою долю на рынке благодаря более доступным решениям. Совокупные поставки от китайских поставщиков выросли на 46% в годовом исчислении. Компании же из других стран столкнулись с падением продаж в среднем ценовом сегменте на 24%. Однако, Flashforge выделилась на фоне общего спада, столкнувшись с небывалым спросом на ювелирном рынке на свои струйные принтеры WaxJet.
Профессиональный сегмент, представленный устройствами стоимостью от $2 500 до $20 000, также переживает непростые времена. Однако запуск новых моделей, в том числе Formlabs Form 4 и Form 4B, помог частично компенсировать спад. В целом поставки профессиональных устройств снизились на 1% в годовом исчислении, но это выглядит менее драматично на фоне общей ситуации на рынке. В третьем квартале 2024 года было отгружено на 28% меньше профессиональных 3D-принтеров FDM, чем в предыдущем году.
Несмотря на то, что CONTEXT отмечает замедление рынка начального уровня по сравнению с предыдущим «супербыстрым темпом», системы стоимостью менее 2500 долларов продолжают показывать отличные результаты. Поставки выросли на 28% в годовом исчислении, а в основе продаж за последние 12 месяцев наблюдается впечатляющий рост на 43%.
Creality уверенно лидирует в этом ценовом сегменте, несмотря на замедление роста. В то же время, Bambu Lab и Flashforge демонстрируют значительный рост своей доли рынка, укрепляя свои позиции на фоне общего замедления.
Будущее рынка: оптимизм в долгосрочной перспективе
Несмотря на трудности 2024 года, аналитики CONTEXT настроены оптимистично. Ожидается, что рынок 3D-принтеров начнет восстанавливаться во второй половине 2025 года. Снижение процентных ставок и улучшение макроэкономической ситуации должны стимулировать рост капитальных вложений.
По прогнозам, в 2025 году поставки промышленных систем увеличатся на 14%, устройств среднего класса — на 12%, а профессиональных решений — на 6%. Более того, CONTEXT ожидает двузначный рост в 2026 году, что станет основой для длительного подъема в отрасли.
Крис Коннери, вице-президент CONTEXT, отметил:
«Рынок продолжает демонстрировать удивительную устойчивость. После сложностей 2024 года ожидается восстановление, аналогичное периоду после COVID-19, когда спрос на 3D-печать стремительно вырос».
Заключение
Год 2024 стал серьезным испытанием для индустрии аддитивного производства и преподал важные уроки для ее участников. Компании, которые готовы инвестировать в инновации и адаптироваться к новым экономическим условиям, смогут сохранить конкурентные преимущества.
Рынок 3D-печати остается важным драйвером изменений в глобальной промышленности. В ближайшие годы он продолжит развиваться, привлекая внимание новых инвесторов и открывая перспективы для внедрения передовых технологий в производственные процессы.
Мы часто слышим вопрос от заводских управленцев самого разного уровня, от начальников цехов и отделов до топ-менеджеров, включая генеральных директоров: «У нас серийное производство. Мы полностью задействовали все возможные ресурсы по управлению предприятием и с некоторых пор уперлись в потолок в плане производительности, качества, гибкости, конкурентоспособности. Помогут ли нам аддитивные технологии (АТ) выйти на новый уровень?».
Если бы этот вопрос обсуждался в какой-нибудь профильной группе в социальных сетях, мы уверены, что поток предложений был бы огромным. Однако далеко не все из них реально решали бы проблемы заказчика. Чаще всего это было бы перечисление ассортимента продуктов и материалов от разных компаний-разработчиков. В результате у задавших вопрос могло бы сложиться впечатление, что АТ у нас активно развиваются: есть множество производителей оборудования, программного обеспечения и компаний, предлагающих услуги для «чудесного преображения» производственного процесса.
От обилия таких предложений может возникнуть ощущение, что мир уже давно ушёл вперёд, а вы по какой-то причине всё ещё используете устаревшие подходы из «эпохи динозавров». Однако мало кто готов дать гарантию, что внедрение конкретной инновации действительно решит текущие задачи вашего предприятия.
В итоге компании зачастую всё же принимают решение о покупке оборудования для аддитивного производства (АП). И часто разочаровываются по причине не рационального подбора технологии и оборудования, спонтанности, отсутствия квалифицированного персонала с достаточным опытом проектирования, работы и обслуживания оборудования, а также быстрого устаревания 3D-принтеров, на смену которым уже через полгода может прийти новые модели, а то и технологии с гораздо более высокими характеристиками.
Но важно понимать: это оборудование не начнёт сразу выпускать серийную продукцию. Чтобы это произошло, требуется время и серьёзная работа по интеграции технологий в существующие производственные процессы, адаптации персонала и налаживанию новых цепочек поставок.
То, что игнорировать прогресс нерационально, понятно каждому здравомыслящему предпринимателю, акционеру и управленцу. Но насколько АТ стали «своими» для промышленников, придерживающихся проверенных временем методов? Здесь возникает принципиальный вопрос, заставляющий задуматься: что на самом деле нужно современному промышленнику?
Крупные компании выбирают технологии и оборудование, которые обеспечивают надёжность, производительность и оптимальное соотношение затрат и эффективности. Одни из них ориентируются на максимальную выработку на одного сотрудника (не сокращая персонал) или на каждый квадратный метр производственной площади. Другие же стремятся к полной автоматизации процессов с минимизацией человеческого фактора благодаря сложно перенастраиваемой производственной конвейерной линии или находящейся в тренде гуманоидной робототехники. В обоих случаях без внедрения инноваций не обойтись.
Аддитивное производство может стать одной из таких инноваций. Оно способно частично решить задачи заказчика, особенно в сочетании с классическими методами (гибридный подход). Однако, несмотря на потенциал 3D-печати, в России пока мало успешных примеров применения для серийного производства. За рубежом таких примеров тоже немного, но они наглядно показывают, что при твёрдом целеполагании и визионерских способностях руководства или любого инициативного лидера проекты могут стать знаковыми для всей индустрии.
Вот лишь некоторые из них:
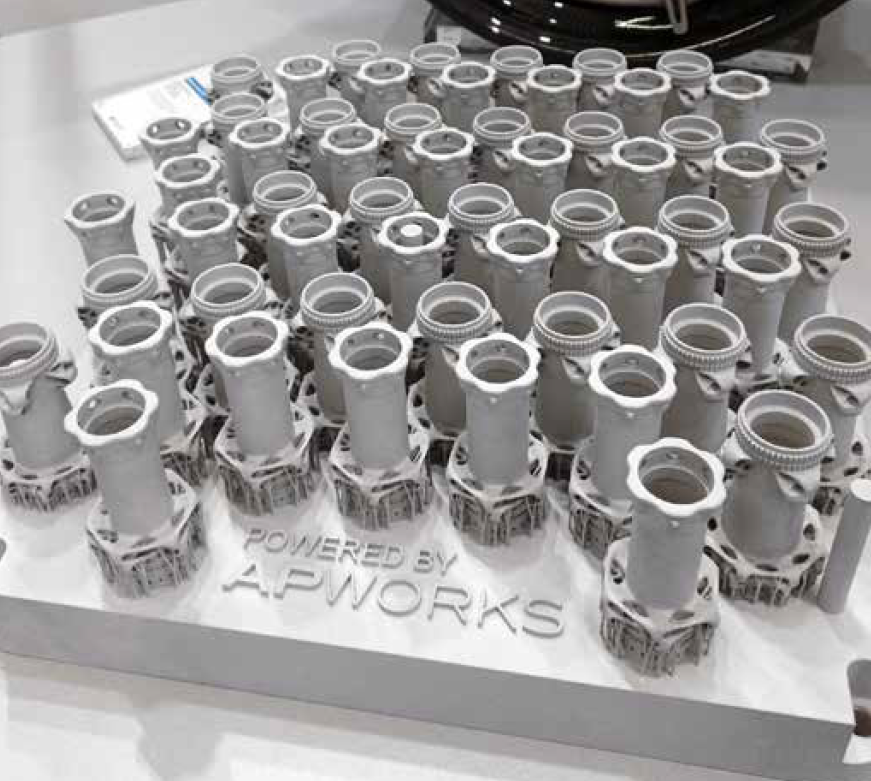
Форсунка для двигателей CFM International LEAP 1A и 1B, разработанная совместным предприятием компаний GE Aviation (ныне GE Aerospace) и Safran Aircraft Engines, была произведена в количестве сотен тысяч единиц. В каждом двигателе используется 18 или 19 топливных форсунок, изготовленных методом АП с использованием технологии селективного лазерного плавления СЛП/L-PBF. Двигатели используются на авиалайнерах Airbus A220, A320neo, A321neo, Boeing 737 MAX и COMAC C919. Эта форсунка приобрела популярность благодаря агрегации 20 деталей в одну, что позволило снизить вес на 25% и повысить топливную экономию до 15% по сравнению с предыдущими моделями двигателей, такими как CFM56. Кроме того, прочность детали увеличилась в 5 раз благодаря использованию кобальто-хромового сплава и оптимизации конструкции, а также обеспечению устойчивости к высоким температурам до 2400 °C. Одним из самых значимых результатов для руководства компании стало снижение затрат на материалы и упрощение производственного процесса, что позволяет экономить до 3 миллионов долларов на каждом самолете. В 2021 году сообщалось, что детали успешно налетали более 10 миллионов часов.
ECCO, в сотрудничестве со Stratasys и Henkel-Loctite, внедрила фотополимерную 3D-печать для создания форм, используемых в разработке и производстве уникальных подошв для своей обуви. Совместная разработка позволила создавать формы, выдерживающие более 1000 циклов впрыска без признаков износа. Новая технология обеспечивает значительное снижение затрат и ускорение процесса разработки по сравнению с традиционными алюминиевыми формами. Несмотря на то, что здесь мы говорим о печати единичной формы, она дает возможность также осуществлять серийное производство, избавляя от необходимости задействования инструментального производства.
Рис. Индивидуализированная фотополимерная вставка в обувную пресс-форму (BUSINESSWIRE)
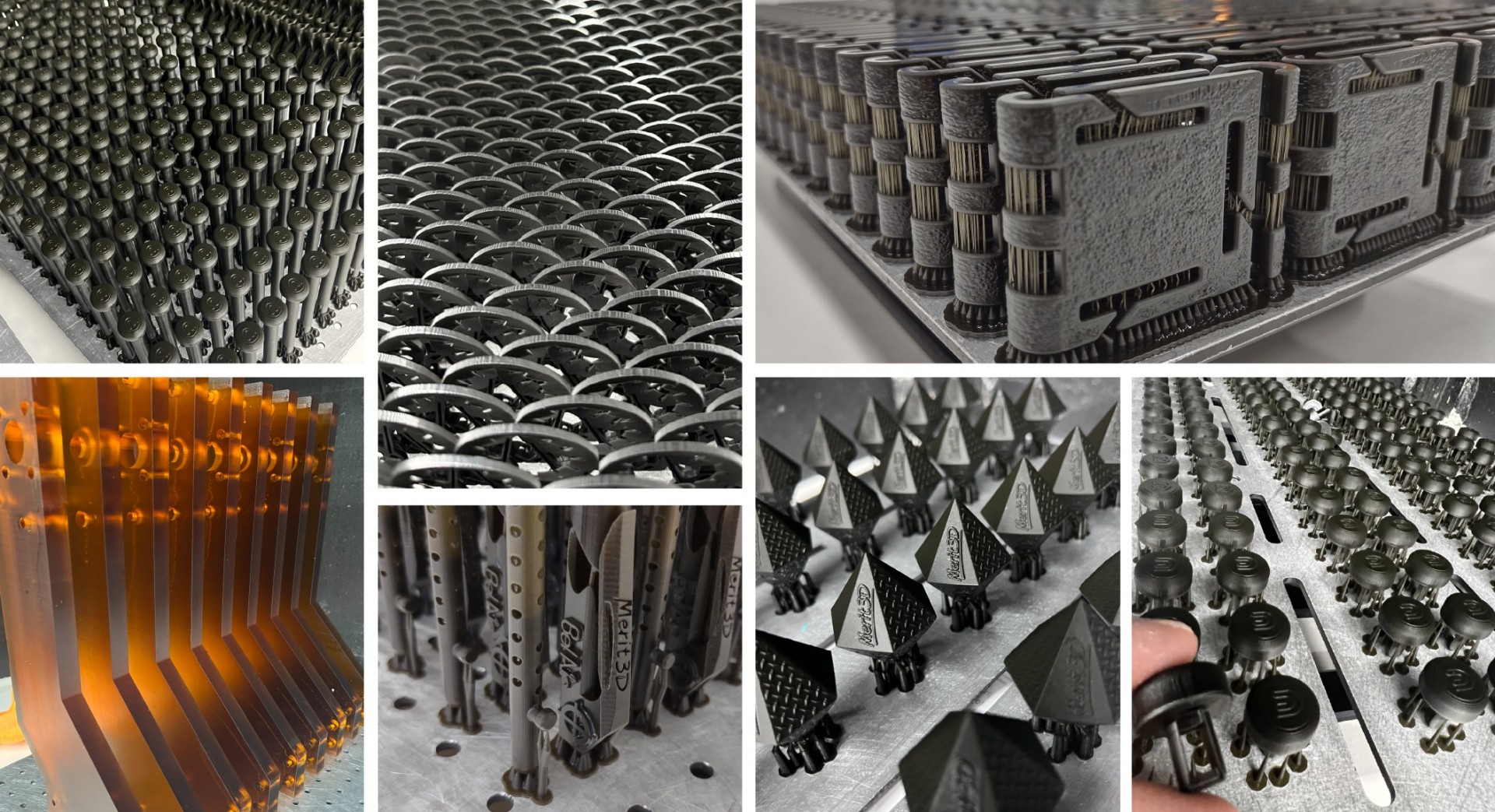
Компания Merit3D напечатала для Adhesive Technology 1 миллион кронштейнов для крепления смесительной насадки к тюбику с эпоксидной смолой. Особенностью проекта явился вынужденный уход от затрудненной логистики с Китаем во время ковидных ограничений. Инженеры используют фотополимерную технологию LCD, материал от BASF, что позволяет обходиться без оснастки, менять форму кронштейнов и даже материал при любых новых обстоятельствах.
Рис. Серийное производство кронштейнов для крепления смесительной насадки (Merit3D)
Компания GE Additive произвела более 100 000 напечатанных ацетабулярных чаш для тазобедренных суставов по технологии электронно-лучевой плавки ЭЛП/E-PBF с 2007 по 2018 год. Технология ЭЛП предлагает множество преимуществ для производства многих медицинских имплантатов. Она обеспечивает высокую прочность и точность изделий, свободу проектирования и снижение стоимости производства вплоть до 50%, что делает ее предпочтительным выбором по сравнению с традиционными методами производства в области медицины и других высокотехнологичных отраслей.
Рис. Производство ацетабулярных чаш по технологии ЭЛП (GE)
Проект Michelin по производству металлических ламелей с использованием 3D-печати начался в 2017 году и успешно продолжается до сих пор. Ежегодно производится один миллион ламелей для пресс-форм шинной продукции. В результате скорость производства партии сократилась с недель до дней, отходы материала снизились на 20%, а затраты на производство – на 30-50%, увеличилась производительность и эффективность шин на дорогах благодаря производству ламелей с индивидуальными характеристиками, срок службы шин увеличился на 10-15%.
Рис. Пресс-форма с ламелями и готовая шинная продукция (AddUp)
Не правда ли, такие примеры способны подвигнуть многих промышленников пересмотреть их отношение к 3D-печати и поставить его на один уровень с классическим производством? Почему же достоинства АТ часто недооцениваются? Одна из причин — поверхностное восприятие АП, вызванное недостаточной осведомлённостью о его возможностях, а также ошибками интеграторов и производителей.
Мы неслучайно начали с ярких примеров, чтобы уже в начале статьи помочь читателю открыть для себя новые перспективы. Возникает вопрос: хватит ли сил, знаний, опыта, времени и инвестиций для реализации таких проектов у тандема «классических» промышленников и организаций, работающих в сфере АП? Этот вопрос в России поднимается нечасто.
Тем не менее, примеры серийного производства в мире с использованием 3D-печати существуют, и они далеко не единичны.
Для многих отечественных промышленников важнее всего видеть примеры, реализованные в России, а не за рубежом. Это логично: в условиях санкций предприятия вынуждены работать с отечественными партнёрами. Если у таких компаний нет опыта в подобных проектах, то становиться первопроходцем и сталкиваться с трудностями готовы далеко не все.
Отечественный опыт успешного внедрения АТ уже есть, и эти примеры могут стать ориентиром для тех, кто готов сделать шаг вперёд и использовать 3D-печать для выхода на новый уровень.
Почему серийное производство с использованием 3D-печати пока не стало массовым в России? Несмотря на глобальный интерес к АТ, в России их серийное применение остается скорее исключением, чем правилом. Основная причина кроется в незрелости отечественного рынка. Да, можно найти отдельные успешные примеры внедрения, однако они лишь подчеркивают ограниченность и фрагментарность развития данной отрасли. Даже на мировом уровне зрелость АТ остается дискуссионной темой: она во многом зависит от отрасли, географии и уровня технологического развития.
Готова ли Россия к массовому внедрению промышленного АП? Ответ – «да», но с оговорками. На сегодняшний день применение АТ в нашей стране остается избирательным и сосредоточено лишь в нескольких ключевых секторах: авиация, космонавтика, медицина (хирургия, стоматология, протезирование), оборонно-промышленный комплекс (ОПК). Также наблюдаются первые попытки интеграции АТ в топливную отрасль. Однако эти примеры скорее демонстрируют усилия по освоению технологий, чем их широкую доступность и масштабируемость.
Основными барьерами в этом можно назвать:
Ограниченный доступ к передовым технологиям. Российские инженеры долгое время полагались на копирование лучших зарубежных решений. Однако с учетом современных геополитических условий и ограничений в доступе к западным инновациям, отечественная отрасль оказалась в изоляции, что замедляет ее развитие.
Низкая готовность производственного бизнеса. Многие компании видят в АТ перспективы, но не всегда готовы вкладываться в дорогостоящие системы, срок устаревания которых может составить менее 3 лет. На мировом рынке это понимание уже привело к выборочному подходу: покупают системы, которые обеспечивают измеримую эффективность, часто в нишевых, но прибыльных применениях.
Чему учит зарубежный опыт? На Западе компании, которые используют АТ в серийном производстве, демонстрируют определенные успехи. Хотя лишь немногие предприятия вышли на плато их промышленного использования, инвестиции в высокопроизводительные системы дают бизнесу ощутимую отдачу. Это подталкивает компании к долгосрочному планированию и закладке бюджетов на модернизацию оборудования.
Для российского рынка урок очевиден: успех АТ напрямую связан с созданием устойчивой экосистемы – от доступных разработок и материалов до качественного сервисного обслуживания. Это требует системных инвестиций, грамотной стратегии и активного международного сотрудничества. Без этого серийное производство с применением 3D-печати так и останется точечной практикой, а не массовым явлением.
Например, сегодня технология селективного лазерного плавления L-PBF/SLM считается одной из самых зрелых для коммерческого применения. Это подтверждается использованием принтеров с большими рабочими зонами (свыше 1 метра по одной из сторон), высокой производительностью (от 4 до 64 лазеров) и активным внедрением в авиационной и медицинской отраслях, а также в ОПК.
Но представьте себе технологии, которые способны значительно повысить производительность даже уже зрелых решений при минимальных инвестициях. Такой прорыв неизбежно вызовет резонанс и откроет новые горизонты для промышленности.
Рис. Диаграмма технологической зрелости АТ по металлу (Ampower, 2024)
Подобные технологии нового поколения, например, по работе с металлами и сплавами, находятся на пороге значительных изменений. Уже в ближайшее время они могут устранить ключевые недостатки существующих методов, таких как лазерное и электронно-лучевое плавление (L-PBF/E-PBF).
Одним из наиболее перспективных направлений является лазерная технология Area Printing, разработанная Seurat Technologies. Она представляет собой кардинальный апгрейд лазерного плавления, позволяя заменить десятки традиционных 3D-принтеров одной установкой. Это решение сочетает высокую производительность с возможностью точного масштабирования.
Еще одна инновация — безлазерная технология Metal Binder Jetting (MBJ/BJT), которая предлагает совершенно иной подход к работе с металлами. Вместо использования лазеров или электронных пучков, процесс основан на связующем веществе, что позволяет сократить затраты на оборудование и повысить производительность.
Рис. Перспективы развития технологии AreaPrinting(Seurat)
Рис. Сравнение ключевых характеристик и потенциала развития популярных АТ и технологий нового поколения (Seurat, Ampower)
Однако для их внедрения потребуется подготовить соответствующую инфраструктуру, развить инженерное мышление и провести длительные испытания. Только тогда современные лазерные и электронно-лучевые технологии, которые сегодня считаются максимально зрелыми, могут оказаться в категории «устаревших».
Но пока этого не произошло: российский рынок не создаёт принципиально новые решения, а идёт по проверенному пути, сформированному в те времена, когда границы были открыты для посещения международных выставок и общения с коллегами из науки и бизнеса. Проще говоря, сегодняшние технологии в России — это результат планомерного, а иногда и хаотичного развития с опорой на мировой опыт прошлых лет.
В таких странах, как США, ЕС и Китай, государственная поддержка IT, искусственного интеллекта и инноваций в производстве создала благоприятную среду для появления множества стартапов с перспективными решениями. Этот подход стимулирует конкуренцию и ускоряет внедрение передовых технологий.
В России ситуация отличается. Отечественные разработчики часто вынуждены наблюдать за успехами зарубежных коллег со стороны, порой с завистью, но не обсуждают это открыто. Их позиция объяснима: в условиях ограниченного рынка они сосредоточены на продвижении собственных решений, стараясь убедить промышленников в их идеальности и конкурентоспособности.
Вызовами для российских разработчиков является высокая конкуренция в базовых технологиях, а также ограниченное развитие новых технологий. Особенно остро эти вызовы проявляются в сфере 3D-печати, где российские компании активно конкурируют за внимание промышленников, стараясь позиционировать свое оборудование и программное обеспечение как лучшие на рынке. Это порождает многочисленные дискуссии внутри профессионального сообщества и усиливает необходимость в поддержке инноваций на государственном уровне.
Нельзя утверждать, что Минпромторг РФ полностью игнорирует необходимость поддержки отечественных компаний в сфере АТ. Такая помощь действительно существует, но она пока не носит массового и системного характера. При этом ключевыми барьерами для развития отрасли остаются бюрократическая нагрузка (отчетность и долгие процедуры согласования), и недостаток частных инвестиций (инвесторы в России неохотно вкладываются в АТ, предпочитая проекты с быстрым и гарантированным возвратом средств. Для них критично видеть ясный бизнес-план: серийный продукт, который 3D-принтеры смогут выпускать стабильно и в течение многих лет).
Готовы ли российские компании к таким вызовам и барьерам? Далеко не всегда. А к чему же они готовы? Судя по многим кейсам и комментариям в профильных группах в соцсетях, они часто сосредоточены на… тюнинге! Тюнинг автомобилей? Лишь частично.
Технологии цифрового АП за более чем 40-летнюю историю прошли путь от быстрого прототипирования до полноценного промышленного сектора, ориентированного на выпуск конечных изделий и оснастки. Однако об этом знают далеко не все промышленники. Большинству на глаза чаще попадаются проекты и детали, которые не имеют «взрослых» атрибутов: серийности, точности, повторяемости, эксплуатационной эффективности. Показать им такие атрибуты могут компании и эксперты, кто давно и успешно занимается продвижением промышленного АП.
Доступность технологий, особенно для работы с полимерами, породила целую армию мейкеров (DIY, сторонников движения «сделай сам»), а также школ, колледжей, университетов и студий дизайна, использующих 3D-печать. Компании-разработчики 3D-принтеров, ориентированные на массовый потребительский сегмент, где требования к промышленному качеству минимальны, в своей рекламе делают акцент на индивидуальные прототипы, игрушки, интерьерные элементы, ремонт или тюнинг.
Рис. Корпус для электроинструмента
Очевидно, что такой простой и пассивный подход вдохновляет индивидуалистов, которые получают в своё распоряжение своеобразный «швейцарский нож», способный справиться с практически любой повседневной задачей. В результате рынок наполняется предложениями от небольших студий и 3D-ферм, которые могут выполнить обратный инжиниринг (используя штангенциркуль, линейку или 3D-сканер) и выполнить единичные или мелкосерийные заказы, в основном из полимеров и композитов.
Центрам аддитивного производства (ЦАП) и студиям с системами 3D-печати по металлам повезло чуть больше. Помимо дорогостоящих принтеров, они нередко располагают высокоточными 3D-сканерами, а иногда и координатно-измерительными машинами или томографами. Некоторые из них могут позволить себе лаборатории для тестирования материалов, механическую обработку с ЧПУ и термообработку. Такие возможности открывают доступ к более сложным задачам. Сегодня заказчики всё чаще обращаются с запросами на ремонт вышедших из строя деталей, которые сложно заказать из-за санкций. Также популярны заказы на прототипы или пилотные партии продукции, которая впоследствии будет изготавливаться традиционными методами (литье, штамповка, механическая обработка). Для целей испытаний, патентования или участия в отраслевых выставках бывает необходимо изготовить небольшое количество деталей, и сделать это быстро и без применения оснастки практически невозможно без АТ.
Отдельного внимания заслуживает использование топологической оптимизации или генеративного проектирования – это высший уровень мастерства для тех, кто понимает возможности АП. Здесь речь идёт о целенаправленной работе над созданием изделия с новыми потребительскими свойствами, соответствующими мировым стандартам.
Нельзя не отметить тот огромный вклад, который сделали и делают многочисленные производители и интеграторы аддитивного оборудования и решений для 3D-сканирования в России. Однако многие из них, будь то из-за недостатка опыта, знаний или из-за кажущейся простоты, сосредотачиваются на разрозненных проектах с намерением помочь каждому. Такие подходы, несмотря на многочисленные «успешные» истории, редко приносят ожидаемую инвесторами значительную прибыль. Большая часть времени уходит на ремесленную работу с каждым заказчиком, что не способствует масштабируемости. Промышленники, наблюдая за этим, начинают ошибочно считать, что АТ не подходят для серийного производства. Так незаметно проявляется пресловутый эффект Даннинга-Крюгера.
Кто мешает промышленным предприятиям глубже изучить потенциал АТ для производства? Формально – никто. Но готовы ли компании выделить на это ресурсы, а их руководители – углубиться в сложную техническую тему? В реальности многое зависит от уровня компетенции и подхода к управлению.
Рис. Диаграмма с эффектом Даннинга-Крюгера
Новички и небольшие мастерские заполняют новостной фон красивыми, но единичными кейсами, которые больше подходят для саморекламы. Они с энтузиазмом показывают: «Вот что мы можем, и у нас есть ещё масса идей!». В то же время опытные специалисты, погружённые в решение сложных задач, остаются в тени и не создают яркой информационной повестки.
В результате складывается впечатление, что ниша серийного АП в России остаётся незаслуженно обделённой вниманием и практически свободной.
Пришло время её занять!
Трубашевский Дмитрий, эксперт аддитивных технологий, генеральный директор ООО «Синтезиум»
Биленко Павел, директор по развитию ООО «Синтезиум»
Немецкий производитель оборудования для производства пластмасс KraussMaffei объявил о выпуске нового крупногабаритного экструзионного 3D-принтера PowerPrint.
Принтер PowerPrint предназначен для эффективного аддитивного производства крупноформатных деталей, близких по форме, и сочетает в себе короткое время настройки, высокую производительность и высокую скорость 3D-печати.
Впервые анонсированная на выставке K 2022 в октябре прошлого года, система PowerPrint может использоваться во всех отраслях промышленности, где требуются крупноформатные объекты с неизменно высоким качеством продукции. Среди основных отраслей, на которые ориентирован принтер, KraussMaffei называет производство инструментов и пресс-форм, упаковку и логистику, а также автомобильную промышленность.
KraussMaffei также предлагает услугу 3D-печати по требованию с использованием PowerPrint. Приложения разрабатываются и 3D-печатаются в соответствии с техническими требованиями заказчика. Постобработка также осуществляется собственными силами. Компания утверждает, что с помощью PowerPrint уже напечатано несколько компонентов, в том числе формовочный инструмент для вакуумной инфузии, форма для литья в песок и загрузочная колонна.
“PowerPrint готов производить заказные детали для клиента на его предприятии с соблюдением самых высоких отраслевых стандартов и стандартов качества”, – прокомментировал Рольф Мак, вице-президент по аддитивному производству KraussMaffei”
Основные возможности PowerPrint
Ключевой особенностью PowerPrint является значительный объем сборки. Максимальная площадь сборки 2 x 2,5 x 2 м (10 м3) позволяет осуществлять 3D-печать крупногабаритных деталей для различных промышленных применений. В качестве возможных вариантов использования PowerPrint компания KraussMaffei называет пресс-формы, литьевые формы, трубы и фитинги, фасадные панели, а также прототипы строительных и функциональных деталей.
Также добавлен подогреваемый вакуумный стол для 3D-печати, включающий 16 индивидуально управляемых зон, позволяющих “оптимально использовать пространство”. Несколько монтажных поверхностей могут быть сконфигурированы с предварительно заданной температурой слоя для 3D-печати, которая может достигать 140℃.
После 3D-печати крыша PowerPrint складывается и автоматически отодвигается, позволяя легко извлекать готовые детали. Кроме того, беспрепятственный доступ к камере давления сверху и спереди позволяет использовать козловой кран для извлечения 3D-печатных деталей.
Компания KraussMaffei также подчеркивает, что ключевым элементом системы PowerPrint является встроенный “высокопроизводительный” экструдер printCore. Этот экструдер с размерами сопел 2-20 мм оснащен системой управления потоком расплава, что позволяет достигать высокой скорости печати – до 30 кг/ч. Кроме того, экструдер printCore точно управляется проверенными линейными осями робота, обеспечивая высокую скорость перемещения до 300 мм/с. Считается, что такая высокая скорость 3D-печати обеспечивает высокоэффективную, высокопроизводительную и широкоформатную 3D-печать.
Кроме того, экструдер обеспечивает высокое качество деталей и точную подачу материала, а также имеет прочную конструкцию для непрерывной работы в промышленных условиях. Автоматическая смазка осей повышает эксплуатационную готовность PowerPrint и ограничивает требования к техническому обслуживанию. Кроме того, сушка материала связана с подачей материала системой вакуумной подачи. Это позволяет осуществлять непрерывную 3D-печать без вмешательства оператора.
Экструдер принтера PowerPrint может нагреваться до 350℃, что делает его совместимым с широким спектром материалов и термопластичных композитов. 3D-принтер обрабатывает гранулы термопластичных материалов, армированных волокнами, и может осуществлять 3D-печать с использованием PLA, PA, PET, PLA, ASA, а также специальных смесей, таких как TPU и PP. Таким образом, PowerPrint позволяет производить высококачественные компоненты по доступной цене. Действительно, компания KraussMaffei утверждает, что PowerPrint уже успешно прошла испытания с широким спектром армированных волокнами и компаундированных материалов.
PowerPrint также осуществляет 3D-печать в закрытой камере под давлением, рассчитанной на температуру не менее 60℃. Это обеспечивает подходящую среду для 3D-печати даже самых сложных материалов, создавая “оптимальные условия для производства высококачественной продукции”.
Оснастка для формовки крыла, напечатанная с помощью PowerPrint
Технические характеристики
Система 3D-печати: Экструзия (FGF) Объем 3D-печати: 2 x 2,5 x 2 м (10 м3) Скорость экструзии: до 30 кг/ч Максимальная скорость перемещения экструдера: 300 мм/с Размеры сопел: 2-20 мм Максимальная температура экструдера: 350℃ Температура камеры 3D-печати: Не менее 60℃ Максимальная температура слоя для 3D-печати: 140℃ Совместимость материалов: Высокопроизводительные термопласты и материалы, армированные волокном, в том числе: ABS, PA, PET, PLA, ASA, а также специальные смеси, такие как TPU, PP и т.д.
От автора:
Технология FGF становится все более популярной, и вероятнее всего зона ее применения достаточно широка: это и формообразующие оснастки для композитного производства, оснастка для опиловки, литейные формы для пластиков и полиуретанов.
Активно эту технологию двигают отечественная компания АПТ, европейские CMS, CEAD, китайскаяPiocreat, американская 3D-systems и другие.
Сравним традиционное и аддитивное производство для проектирования и производства электродвигателей
Как вам идея модернизировать конструкцию электродвигателя, одновременно сокращая отходы и достигая непревзойденной производительности? Она вполне реализуема с помощью аддитивного производства, которое преобразует индустрию, освобождаясь от ограничений традиционных методов и подготавливая почву для следующего поколения инноваций.
Электродвигатели (ЭД) – один из ключевых элементов продукции многих современных отраслей, от автопрома до аэрокосмической промышленности, что обуславливает необходимость инноваций в их проектировании и производстве. По мере роста спроса на высокопроизводительные, эффективные и компактные электродвигатели производители сталкиваются с растущим давлением в плане оптимизации производственных методов. Традиционные методы, долгое время доминировавшие в этой области, теперь столкнулись с вызовом со стороны аддитивного производства (АП), преобразующего подхода, предлагающего беспрецедентную свободу проектирования и повышение производительности.
В этой статье предлагается сравнительный анализ традиционных (ТП) и аддитивных (АП) методов производства в контексте изготовления электродвигателей. Подчеркивая их соответствующие преимущества, ограничения и компромиссы, она предоставляет ценную информацию для профессионалов, стремящихся ориентироваться в меняющемся ландшафте проектирования ЭД. Ставите ли вы своей целью сократить издержки, выйти на устойчивое развитие или переосмыслить возможности дизайна, во всех случаях этот сравнительный анализ предоставит вам необходимые вдохновляющие и направляющие идеи.
Традиционные методы производства
Многие десятилетия для производства электродвигателей успешно применялись традиционные методы – литье, механическая обработка, ковка и литье под давлением. Эти методы достигли высокого уровня эффективности для крупномасштабного производства и потому их до сих пор предпочитают при выпуске больших серий стандартизированных компонентов со сравнительно низкими затратами на единицу продукции. Однако в их использовании возникают значительные проблемы, когда речь идет об изготовлении сложных геометрий и индивидуальных, штучных конструкций.
Ограничения традиционного производства:
Материальные отходы:
– Отходы материала при механической обработке часто достигают значительных величин. В результате повышается себестоимость продукции и усиливается негативное воздействие на окружающую среду.
Ограничения конструкции:
– Сложная геометрия, например, та, которая требуется для двигателей с осевым потоком или трехмерных траекторий магнитного потока, очень тяжело дается при субтрактивном производстве.
– Интеграция систем терморегулирования в компоненты двигателя обычно невозможна.
Стоимость и сложность для небольших объемов:
– Высокие затраты на оснастку и настройку делают традиционные методы экономически невыгодными для небольших серий производства или прототипов.
Компромиссы в производительности:
– Обычные конструкции, хотя и эффективны в снижении потерь на вихревые токи, накладывают конструктивные ограничения из-за анизотропных свойств материала.
Аддитивное производство
Аддитивное производство уникально, а в отношении ТП имеет диаметрально противоположный метод создания продукции, ведь формирование деталей происходит послойно. Такой подход предлагает определенные преимущества, которые делают его привлекательной альтернативой для производства электродвигателей.
Рис. Сравнение расходов в различных производственных подходах АП и ТП
Основные преимущества аддитивного производства:
Свобода дизайна:
– АП позволяет изготавливать изделия сложной геометрии, такие как полые обмотки, интегрированные каналы охлаждения и оптимизированные пути магнитного потока.
– Становится возможной топологическая оптимизация, позволяющая снизить вес изделия, сохранив или улучшив его производительность.
Эффективность использования материалов:
– Процессы AП минимизируют отходы материалов, поскольку в данном случае используются материалы только в том количестве, которое необходимо для создания того или иного компонента. Исследования подтверждают сокращение использования материалов на 35-80% по сравнению с традиционными методами.
Улучшение производительности:
– Послойный подход дает возможность создавать конструкции из нескольких материалов, осуществляя мечту многих промышленников в т.н. мультиматериальности за один технологический цикл, обеспечивая улучшенные тепловые, электрические и магнитные свойства в соответствии с конкретными потребностями.
– АП позволяет изготавливать ферромагнитные сердечники и обмотки с уменьшенными потерями на вихревые токи, что способствует повышению плотности, мощности и повышению эффективности.
Устойчивость:
– Сокращая отходы материалов и обеспечивая энергоэффективные производственные процессы, аддитивное производство является более экологичным методом.
Рис. Сравнение основных характеристик современных технологий АП
Табл. Сравнительный анализ
Аспект
Традиционное производство
Аддитивное производство
Использование материалов
Высокие отходы материала из-за субтрактивных методов
Минимальные отходы при послойном синтезе
Эффективность затрат
Экономически эффективно для крупносерийного производства
Экономично для прототипов и мелкосерийных сложных деталей
Сложность дизайна
Ограничено ограничениями по инструментам и обработке
Исключительная свобода создания сложных геометрических форм
Оптимизация производительности
Сложность из-за стандартных свойств материала
Индивидуальные свойства за счет интеграции нескольких материалов
Устойчивость
Более высокие отходы и потребление энергии
Экологичность и сокращение отходов
Рис. Асинхронный двигатель, напечатанный на 3D-принтере с использованием технологии SLM
Практические примеры и исследования
Давайте рассмотрим несколько убедительных примеров, подтверждающих преимущества АП:
Улучшенное терморегулирование:
– AП позволило интегрировать охлаждающие каналы в обмотки статора. Например, полые проводники на основе алюминия, изготовленные с использованием AП, улучшают рассеивание тепла и снижают рабочую температуру двигателя.
Сложные основные структуры:
– Аддитивно изготовленные сердечники позволяют использовать сложные пути магнитного потока, что повышает крутящий момент и эффективность. Такие конструкции, как модель Гильберта, значительно снижают потери вихревых токов.
Оптимизация намотки:
– Обмотки, изготовленные методом АП, достигают более высоких коэффициентов заполнения пазов и интегрируют систему терморегулирования, что приводит к повышению плотности крутящего момента и снижению потерь переменного тока.
Проблемы и ограничения
Несмотря на свои преимущества, технология АП не лишена ограничений:
Шероховатость поверхности:
– Для достижения желаемого результата компоненты AП часто требуют последующей обработки.
Разрешение и точность:
– Современные методы АП могут не соответствовать точности традиционной обработки в некоторых областях применения.
Стоимость оборудования:
– Первоначальные инвестиции в оборудование АП высоки, хотя они могут окупиться в долгосрочной перспективе для специализированных приложений.
Ограничения по объему:
– Во многих случаях АП остается менее конкурентоспособным для крупносерийного производства из-за более низкой скорости сборки по сравнению с традиционными методами.
В качестве резюме
Аддитивное производство предлагает преобразующие возможности для проектирования и производства электродвигателей. Устраняя ограничения традиционных методов, AП прокладывает путь для инновационных разработок, улучшенных характеристик и устойчивых производственных практик. Несмотря на то, что проблемы остаются, быстрое развитие технологии AП позиционирует его как критически важный фактор для следующего поколения высокопроизводительных электродвигателей.
Поскольку отрасли продолжают уделять первостепенное внимание эффективности, кастомизации и устойчивому развитию, внедрение АП будет ускоряться, изменяя ландшафт производства электродвигателей на долгие годы вперед.
Алюминиевые сплавы стали целевым материалом с момента появления технологий металлического аддитивного производства (далее АП). Однако в эпоху зарождения аддитивного производства необходимо было решить серьезную проблему: практически все станки для 3D-печати металлов использовали лазеры. Это были относительно маломощные CO2-лазеры, и тем, кто не знаком с физикой взаимодействия лазера и материалов, следует думать, что алюминий – это зеркало, поскольку он отражает много света на выходной длине волны CO2-лазера (10,6 мкм). На самом деле, около 98 % световой энергии отражается алюминием на этой длине волны.
Для эффективной работы с алюминием требовалось больше доступной энергии, а высокоэнергетические CO2-лазеры в середине 1980-х годов были довольно большими зверями. Это делало нецелесообразным разработку установок Laser Beam Powder Bed Fusion (PBF-LB) для таких металлов, как алюминий. И это еще не считая того, что ранние попытки обработки любых металлов основывались на спекании металлических порошков с полимерным покрытием, а не на полном расплавлении металла.
Несмотря на очевидные технологические препятствия, алюминий остается очень востребованным материалом в АП и регулярно становится самым популярным материалом на сайте Metal AM. В самом деле, за месяц до выхода этой статьи в печать запросы, связанные с алюминием, были одними из самых высоких среди всех поисковых запросов – и в четыре раза выше, чем у второго по популярности материала. Если проанализировать последние несколько лет, то алюминий всегда входил в первую десятку поисковых запросов.
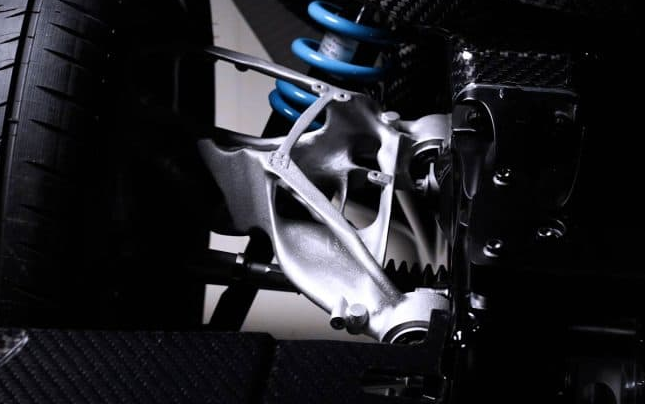
Рис. 1 Гиперкар Tourbillon от Bugatti оснащен алюминиевыми компонентами АП, включая эту конструкцию подвески PBF-LB. Компания использует систему Divergent Adaptive Production System (DAPS) от Divergent Technologies (Предоставлено Bugatti Automobiles)
«Это привело к тому, что алюминиевые сплавы отошли на второй план в пользу титановых сплавов и суперсплавов на основе никеля. Но одно мы знаем точно: алюминий становился все более популярным по мере того, как развивались процессы PBF–LB и станки стали оснащаться лазерами мощностью 200-400 Вт».
Рис. 2 Прототип заднего подрамника электромобиля из алюминиевого сплава, изготовленный компанией Bright Laser Technology, имеет полую решетчатую структуру заполнения с толщиной стенки 2 мм. Деталь на 20 % легче, чем альтернативный вариант из литого алюминиевого сплава. Размеры детали составляют 1 230 x 845 x 337 мм (предоставлено BLT)
Значит ли это, что алюминий занимает лидирующие позиции в области металлического АП? Несмотря на интерес, ответ на этот вопрос никогда не будет таким однозначным. Большинство других отраслевых отчетов и статистических данных указывают на то, что наиболее распространенными являются либо нержавеющая сталь, либо титан, либо, возможно, сплавы на основе никеля. Почему так?
Быстрое прототипирование с использованием металла стало популярным, когда произошел переход на волоконные лазеры. Однако работа с алюминием по-прежнему была сопряжена со значительными трудностями, поскольку доступная мощность этих установок была слишком мала; типичная максимальная мощность составляла всего 150-200 Вт. В действительности, вероятно, сочетание относительно низкой мощности и слишком большого диаметра сфокусированного лазерного пятна стало причиной плохих результатов при обработке алюминиевых порошков. Это привело к тому, что алюминиевые сплавы были отодвинуты на второй план в пользу титановых сплавов и суперсплавов на основе никеля. Но одно мы знаем точно: алюминий становился все более популярным по мере развития процессов PBF-LB и появления оборудования с лазерами мощностью 200 и 400 Вт.
Первые препятствия на пути внедрения алюминия
Основным фактором, способствовавшим медленному внедрению алюминия, вероятно, было отсутствие необходимых сплавов. Первые последователи АП работали в отраслях, где требовались высокопроизводительные материалы. Для алюминия это означало деформируемые сплавы серий 2000 и 7000. Первым алюминиевым сплавом, который был представлен непосредственно OEM-производителями 3D-принтеров и созданный для АП, стал AlSi10Mg. Как человек, принимавший непосредственное участие в развитии этой части сектора АП, я хорошо помню реакцию потенциальных пользователей АП-деталей, когда я впервые представил сплав AlSi10Mg: незнание и замешательство. Предполагаемый рынок просто не признавал этот сплав и ничего не знал о его характеристиках и возможностях. Любой человек, занимавшийся в то время продажами металлических деталей, знает, что это было похоже на попытку поднять воду на холм.
Ранним последователем металлического АП, проявившим наибольший интерес к алюминию, стал аэрокосмический сектор, где все поставщики первого уровня и OEM-производители настаивают на определенности в отношении уровней технической готовности (TRL) любого материала, который будет использоваться в самолете. Поэтому внедрение такого нового материала, как AlSi10Mg, в сочетании с совершенно новым методом производства никогда не было простым. Однако отделам продаж было гораздо проще сосредоточиться на других узнаваемых материалах, которые хорошо подходили для аэрокосмической отрасли и для которых существовали целевые применения, а именно на инконелях и титановых сплавах. Эта ситуация существенно не менялась до появления F357 (AlSi7) и 6061.
5 лет работы
С момента появления AlSi10Mg для АП была проделана значительная работа, в частности, за последние пять лет. Так что теперь, когда существуют данные, подтверждающие использование таких сплавов в АП, и международные стандарты ASTM и SAE International, этот сплав, вероятно, будет набирать обороты.
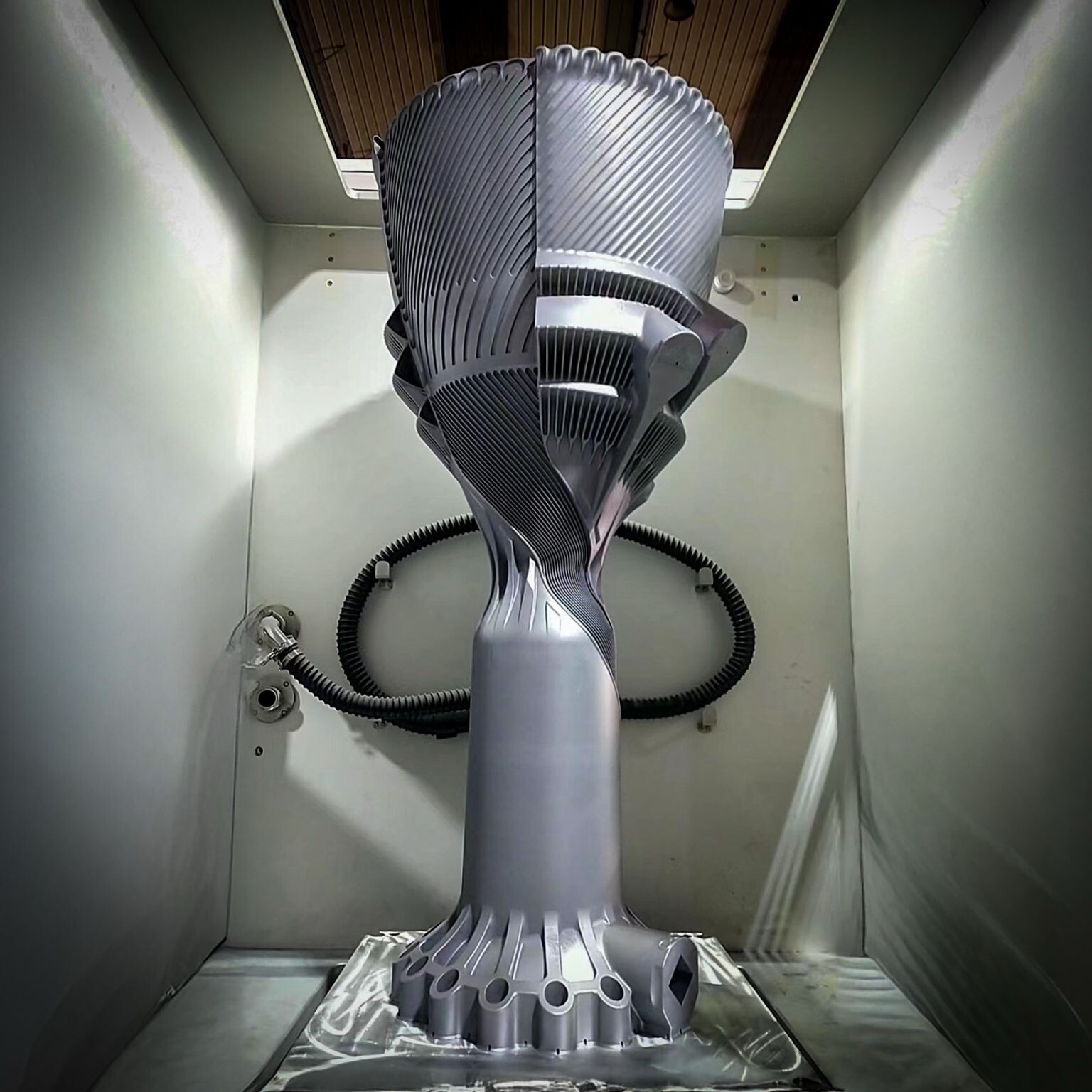
Рис. 3 AlSi10Mg в масштабе: Компании Eplus3D, расположенная в Ханчжоу (Китай), и LEAP 71, разработчик инженерных технологий на основе искусственного интеллекта со штаб-квартирой в Дубае (Объединенные Арабские Эмираты), разработали и изготовили аддитивным способом этот ракетный двигатель мощностью 200 кН и высотой более 1,3 м. Считается, что это самый большой в мире цельный аддитивно изготовленный ракетный движитель, он был изготовлен за один непрерывный процесс сборки, который длился 354 часа (Предоставлено Eplus3D/ LEAP 71)
Вторым фактором, который, возможно, частично повлиял на отвлечение интереса раннего сектора АМ от алюминия, стала небольшая причуда, которую АП привнесло в теорию проектирования и выбор материалов. Чтобы объяснить это, давайте рассмотрим, почему в первую очередь алюминий приобрел популярность в качестве инженерного материала.
В контексте аэрокосмической отрасли алюминий был привлекателен благодаря своей способности создавать более легкие структурные компоненты. Однако недостатком использования таких более легких и низкопрочных сплавов была необходимость увеличивать размеры отдельных деталей для достижения требуемой жесткости или несущей способности. В то время, однако, не существовало признанных сортов алюминия, с которыми могли бы работать инженеры, что привело к некоторому ажиотажу на титан. Хотя по прочности он не уступает стали, главным недостатком титана на момент его появления была его цена.
Все это означало, что для большинства применений не существовало разумного экономического решения для легких деталей АП. Это было очень распространенное мнение, и я верил в него до тех пор, пока у меня не состоялся первый разговор с основателем компании, которая в дальнейшем изменила мир гидравлики с помощью АП. В этой компании почти сразу поняли, что свобода проектирования, которую дает АМ, означает, что легкие конструкции можно делать и из очень жестких, значительно более дешевых материалов, таких как сталь. Для меня это был момент, когда лампочка загорелась. По мере распространения информации о том, что АМ позволяет создавать оптимальные стальные детали, привлекательность алюминия немного угасла.
Опасно ли работать с алюминием?
Третьей и последней возможной причиной медленного внедрения алюминия был страх перед взрывами – не обязательно катастрофическими, но достаточными для того, чтобы нанести травмы, повредить оборудование, лаборатории или непосредственное рабочее окружение. Этот страх усиливался некоторой дезинформацией и активным меньшинством, заботящимся о безопасности. В результате предупреждения о взрывоопасности часто наносились на любые места, где алюминиевый порошок мог соприкасаться с воздухом, что заставило многие организации вообще отказаться от работы с этим материалом. Те же, кто все-таки перешел на него, как правило, ждали, пока либо сами не докажут безопасность, либо их не успокоят данные высокого уровня и анализ, показавшие, что риск взрыва был преувеличен.
Давайте проясним: охрана здоровья и безопасность очень важны, и при нарушении правил все может пойти катастрофически плохо. Тем не менее, слухи и страх перед неизвестным никогда не должны мешать прогрессу.
Рис. 4 Силовые компоненты AlSi10Mg PBF-LB, разработанные и изготовленные BMW и используемые на Rolls-Royce Ghost (предоставлено BMW)
«Как только АП-сообщество поняло, что эти сплавы требуют не только простого снятия напряжения, и что слепое следование ранее используемым типам термообработки T6 не принесет желаемого результата, этот класс сплавов Al-Si начал давать хорошие результаты – и в некоторых революционных применениях».
AlSi10Mg как движущая сила раннего успеха
К счастью, достаточное количество целеустремленных (или просто любопытных) людей позволило AlSi10Mg начать завоевывать позиции. Как только люди смогли идентифицировать этот сплав как эквивалент британского литейного сплава LM9 или A360 в США, или АК9 в России стало легче говорить о нем как о подходящем сплаве для АП. Более того, проведя небольшое расследование, было установлено, что по химическому составу он схож с сортами алюминия, уже используемыми в аэрокосмической промышленности, что привело к заметному росту разработок порошков, и подбора параметров лазера для этих других сплавов в период с 2012 по 2015 год. Во многих случаях оказалось, что можно использовать одни и те же параметры процесса лазерного сплавления для всех этих схожих сплавов, включая L169 (A357), AlSi7Mg (F357) и AlSi12Mg.
Хотя уже много раз было доказано, что эти, казалось бы, незначительные различия в содержании легирующих элементов могут привести к несколько иному поведению сплава при плавлении, затвердевании и охлаждении, именно последующая обработка после сборки оказывает наиболее существенное влияние на определение конечных свойств материалов. Как только специалисты по АП поняли, что эти сплавы требуют не только простого снятия напряжения и что слепое следование ранее используемым типам термообработки T6 не принесет желаемого результата, этот класс сплавов Al-Si начал давать хорошие результаты – в том числе, и в некоторых революционных областях применения. Все мы хорошо знакомы с кронштейнами TMTC для спутников, изготовленными для Airbus Defence & Space, о которых впервые было рассказано еще в марте 2015 года.
Как только AlSi10Mg получил признание, и пользователи поняли, что это сплав с возможностью термического старения, промышленность осознала, что ей нужен базовый уровень, по которому можно было бы все измерить. Это было особенно важно, учитывая отсутствие реальной альтернативы в виде других желаемых высокопрочных сплавов, поэтому аэрокосмический сектор начал фокусироваться на полном определении характеристик как AlSi10Mg, так и сплавов F357.
К настоящему времени прошло несколько лет интенсивного сбора данных, причем по всему миру. Вполне вероятно, что первые стандарты на эти сплавы либо уже опубликованы, либо близки к завершению.
Специфические проблемы работы с алюминием в АП
Одной небольшой и довольно ограниченной группы сплавов никогда не было достаточно, и всегда возникал вопрос о том, как удовлетворить более высокие требования к прочности. Возьмем, к примеру, аэрокосмическое и автоспортивное сообщества, которые были знакомы с деформируемыми алюминиевыми сплавами серий 2000 и 7000 и постоянно требовали чего-то подобного, если не точно такого же.
Сплавы серий 2000 (преимущественно сплавы Al-Cu) и 7000 (сплавы Al-Zn-Mg) широко используются там, где соотношение прочности и веса имеет решающее значение, и оба они обладают отличной обрабатываемостью и относительно хорошей коррозионной стойкостью. Однако известно, что они сложны для сварки из-за таких проблем, как горячее растрескивание, вызванное значительными термическими напряжениями во время затвердевания в результате высокого содержания легирующих элементов.
В контексте же аддитивного производства, основной проблемой для получения полностью плотных деталей, является пористость. Эти легирующие элементы, вследствие высокой отражательной способности и теплопроводности алюминия, могут приводить к испарению и образованию газовых пор, в процессе сплавления. С этими проблемами регулярно сталкиваются в процессах PBF-LB и проволочно-дугового направленного энергетического осаждения (DED) (рис. 5).
Рис. 5 Алюминиевые детали АП не ограничиваются процессом PBF-LB, как показывает эта большая конструкция, изготовленная методом направленного энергетического осаждения (DED) с помощью проволочной дуги, представленная компанией WAAM3D на выставке Formnext 2024
Существует также несколько общих проблем, которые необходимо решать при обработке всех алюминиевых сплавов:
Образование очень стабильных оксидных слоев, которые могут мешать процессу АП, от плавления до спекания, особенно в PBF-LB и DED
Необходимо уделять пристальное внимание терморегулированию, чтобы избежать перегрева приводящему к дефектам, а также к короблениям
При легировании легкими элементами сплавы могут быть непригодны для некоторых процессов АП
Влажность, особенно в PBF.
Все вышеперечисленные проблемы подчеркивают необходимость постоянных исследований и разработок для оптимизации составов сплавов и параметров процесса, в частности для улучшения самого процесса аддитивного производства и характеристик алюминиевых сплавов в нем.
Инновационные сплавы на ранних стадиях
В начале использования алюминия в АМ преобладала технология Laser Beam Powder Bed Fusion (PBF/SLM), и на фоне нелегкой борьбы за то, чтобы убедить мир в том, что AlSi10Mg является хорошим исходным материалом, появился Scalmalloy.
Scalmalloy появился в секторе АП как совершенно новый сплав. В то время как все остальные были заняты попытками приблизиться к свойствам сплавов серий 2000 и 7000, команда тогдашней компании Airbus Group’s Innovation Works нашла решение на основе сплавов серии 5000 (сплавы Al-Mg). Добавив скандий и цирконий, они смогли полностью изменить характеристики старения этих сплавов, сохранив при этом превосходную коррозионную стойкость, которой отличаются сплавы 5000-й серии.
Однако этот новый сплав довольно долго не мог завоевать популярность, что объяснялось в основном скептицизмом, а может быть, даже завистью. Этому способствовало то, что сразу после его первоначального выпуска в 2013 году его, невозможно было достать. Прошло несколько лет, прежде чем он стал доступен по лицензии другим компаниям и начал предлагаться напрямую производителями порошка, такими как Toyal. Последний из таких поставщиков, CNPC, быстро растущий поставщик из Китая, был анонсирован на выставке Formnext в 2024 году.
Интерес, который вызвал Scalmalloy, тем не менее, вызвал множество попыток улучшить существующие композиции кованых и литых сплавов с помощью этих и других переходных и редкоземельных металлов. Вероятно, самым значительным преимуществом этого сплава стало то, что впервые удалось добиться более высокой прочности алюминиевого сплава после всего лишь одной термической обработки.
Единственным другим сплавом, появившимся в аналогичный период, был литейный сплав A20X, но он не предназначался для АП. A20X был получен из хорошо знакомого сплава A201, который содержал медь и серебро, но был известен тем, что страдал от горячего разрыва при затвердевании. Компания Aeromet International нашла способ решить эту проблему с помощью образования частиц TiB2 в расплаве при производстве исходного сырья для сплава. Эти крошечные частицы предотвращают рост крупных зерен, подобно добавлению в сплавы рафинирующих веществ (к ним мы вернемся позже), хотя и с другой отправной точки. Несмотря на то что интерес к этому сплаву возник еще в 2012 году, только в 2016 году компания Aeromet решила производить сплав A205 в виде порошка.
Однако, как и в случае со сплавом Al-Mg-Sc, весь сектор АП изначально не имел свободного доступа к порошку сплава A205, поэтому его разработкой занимались лишь немногие. Тем не менее, наличие уже готового материала аэрокосмического класса позволило легко войти в этот сектор. Он не требовал никаких дополнительных добавок или изменений в составе, и в результате после короткого периода отработки процесса он был использован в полном АП-производстве деталей, сертифицированных для полетов.
К сожалению, мало что известно о том, где, кем и в каких самолетах он использовался, и только после того, как компания Aeromet International решила продать свой запатентованный сплав A20X немецкой компании Altana, порошок стал более коммерчески доступным.
Рис. 6 Платформа с изготовляемыми деталями оси велосипедного колеса из Scalmalloy, представленная на выставке Formnext 2024Рис. 7 Пример применения CustAlloy, «противоаварийного» алюминиевого сплава, разработанного специально для аддитивного производства Лейбницким институтом инженерии материалов (IWU) и Kymera International (предоставлено EDAG)
«Интерес, который вызвал Scalmalloy, тем не менее, вызвал множество попыток улучшить существующие составы деформируемых и литых сплавов с помощью этих и других переходных и редкоземельных металлов».
Экспансия алюминия в АП
Алюминиевые сплавы широко распространены и используются практически повсеместно. Однако для изменения их свойств требуется лишь очень небольшое количество других элементов. Некоторые из них, подобно сталям, содержат большое количество других элементов, как, например, упомянутые ранее сплавы Al-Si. Многие другие сплавы содержат множество небольших количеств других элементов.
Универсальность алюминия привела к появлению необычайно широкого спектра сплавов, и АП только начинает изучать их возможности. Исследования, проведенные на вышеупомянутых материалах, уже показали невероятную сложность интерметаллических фаз, которые могут образовываться и выпадать в осадок в алюминиевых сплавах. Некоторые из этих фаз придают алюминию прочность, вязкость, коррозионную стойкость и даже термостойкость.
После марок AlSi10 и AlSi7 следующими по популярности являются сплавы, аналогичные деформируемому сплаву 6061. Этот сплав также легирован Si и Mg, но на этом его сходство с PBF-LB заканчивается. Как и сплавы серий 2000 и 7000, он страдает от горячего растрескивания и пористости [4].
Однако для 6061 еще не все потеряно, поскольку такие поставщики, как Kymera (через свое подразделение Ecka Granules в Германии), разработали специальные марки, предназначенные для струйного нанесения связующего (BJT) и других процессов АП. Разница для 6061 и всех сплавов 6000-й серии обусловлена очень низким содержанием Si. Это приводит к увеличению диапазона температур затвердевания между ликвидусом и солидусом для основной альфа-алюминиевой фазы, в то время как литейные сплавы с более высоким содержанием Si, которые находятся гораздо ближе к эвтектическому составу, имеют гораздо меньший диапазон застывания. Именно эта разница в диапазонах застывания является вероятной причиной горячего растрескивания и/или разрыва в сплавах серии 6000.
Возможно, одним из необычных фактов является то, что было проведено относительно мало работ по исследованию составов сплавов, близких к серии 6000. Сплав Custalloy от Kymera [5] также является сплавом Al-Si-Mg, его состав (3,5% Si и 2,5% Mg) находится между типичными диапазонами для 6000-й серии и более высоких литейных марок, таких как F357. Однако эти тонкие изменения позволяют Kymera заявлять о лучших механических характеристиках по сравнению с более распространенным сплавом AlSi10Mg (рис. 7).
Другие пытались напрямую изменить состав 6061, и издание PM Review, в ноябре 2023 года сообщило, что японская компания Proterial выпустила новый вариант под названием L61P. Однако с тех пор никаких обновлений не было, и о вариантах использования ничего не известно.
Помимо этих составов, можно изучить еще два возможных подхода к улучшению сплавов, склонных к образованию трещин.
Во-первых, изменение состава с добавлением других элементов для стимулирования более быстрого зарождения вторичных фаз или предотвращения значительного роста границ зерен; по сути, именно этот путь был выбран Airbus для Scalmalloy.
Во-вторых, добавление других соединений, известных как рафинеры зерен, для ускорения образования кристаллов металла из расплава; несколько поставщиков, как мы сейчас узнаем, представили сплавы, каждый со своей «капелькой магии».
Несмотря на то, что в университетах было проведено огромное количество исследований других возможных алюминиевых сплавов, на основе существующих деформируемых серийных сплавов, лишь немногие из них привели к коммерциализации. Например, следующей наиболее вероятной группой сплавов, которые могут быть добавлены в семейство АП, являются сплавы Al-Mg серии 5000. Они известны своей хорошей коррозионной стойкостью и умеренной прочностью, что делает их популярными в автомобильной, строительной и морской промышленности. Однако на сегодняшний день существует только один пример коммерчески доступного порошка серии 5000, который в настоящее время поставляется компанией Elementum 3D.
«Универсальность алюминия привела к появлению необычайно широкого спектра сплавов, и АП только начинает изучать их возможности. Исследования, проведенные на вышеупомянутых материалах, уже показали невероятную сложность интерметаллических фаз, которые могут образовываться и выпадать в осадок в алюминиевых сплавах».
Капелька магии
Нельзя просто взмахнуть волшебной палочкой над сплавами серий 2000 и 7000, чтобы сделать их пригодными для сварки и устранить риск образования трещин. Но мы можем добавить «немного чего-то особенного», чтобы решить эти проблемы.
В мире металлургии ни для кого не секрет, что в сплавы можно добавлять рафинеры зерна для получения мелкозернистых, равноосных микроструктур; они десятилетиями используются в литье, аналогично тому, как это делается со сплавами A20X. Однако, если начинать с металлических порошков, существует другой подход, который уже используют несколько компаний: добавление соединений в существующие порошковые композиции сплавов. Наибольший риск при таком подходе заключается в слишком сильном изменении исходного состава сплава и, как следствие, в изменении свойств материала.
Первой на сцену с коммерческим предложением вышла компания Elementum 3D со своей технологией реактивного аддитивного производства (RAM). Понимая, что один размер не подходит для всех, компания разработала рецепт соединений, которые реагируют друг с другом в расплаве, а затем образуют частицы субмикронного размера, выступающие в качестве рафинеров зерна. Это уникальный подход, поскольку без плавления эти соединения, вероятно, были бы нежелательными загрязнителями.
Полученные мелкозернистые микроструктуры также доказали свою высокую прочность и отличные усталостные характеристики. Более того, Elementum 3D практически параллельно разрабатывала несколько алюминиевых сплавов и обнаружила, что RAM можно использовать даже с чистым алюминиевым порошком для придания ему лучших физических свойств. На сегодняшний день компания применила эту технологию к сплавам 1000, 2024, 5083, 6061 и 7050 (рис. 8).
В 2019 году, вскоре после Elementum 3D, компания HRL Laboratories применила более традиционный подход, выпустив свой сплав 7A77. Стоит отметить, что HRL первыми отреагировали на изменение схемы нумерации, используемой Алюминиевой ассоциацией (АА). Когда HRL решила работать со сплавом 7075, а затем добавить в него свою собственную «капельку магии» (наночастицы гидрида циркония [6]), она зарегистрировала этот новый сплав как 7A77.50.
Осознав, что если взять любой существующий сплав и произвести его в виде порошка, то он не может быть правильно идентифицирован ни по спецификациям литых, ни по спецификациям деформируемых сплавов, AA решила ввести новую схему для порошков. Новая схема АА включает аннотации для порошкообразной формы и любой последующей формы твердого сплава, полученного из порошка. Таким образом, АА обеспечила четкое различие между более распространенными деформируемыми сплавами, даже если порошки могут быть получены из одного и того же семейства базовых сплавов. Другие производители уже последовали новой схеме нумерации: 2A05.50 (сплав A20X от Eckart) и 6A61.50 (6061-RАП2 от Elementum 3D).
Рис. 8 Пример деталей велосипеда, изготовленных с помощью Elementum 3D 6061-RAM2 в сотрудничестве с компанией Trumpf и Intense Cycles (Courtesy Trumpf/ Elementum 3D)
Появление новых, специфических для АМ сплавов
До сих пор мы рассматривали только те сплавы, которые были каким-то образом изменены, чтобы сделать их более удобными для обработки, особенно для процессов аддитивного производства на основе PBF. Тем не менее, были также проведены значительные разработки совершенно новых сплавов, предназначенных для металлического АП. Такие компании, как Constellium, Fehrmann, NanoAl и Toyal, выпустили сплавы с совершенно новыми составами; к ним добавился даже OEM-производитель оборудования EOS.
Fehrmann
Алюминиевый сплав AlMgty (almighty – всемогущий) компании Fehrmann был создан для удовлетворения критической потребности в высоких характеристиках экономически эффективного сплава. Теперь это семейство сплавов, впервые предлагающее баланс прочности, гибкости и коррозионной стойкости по отношению к экономической стоимости, пытается стать переломным моментом в области АМ. Хотя сплав AlMgty 80 был разработан не только для АМ, его разработка началась в 2017 году, через год были поданы патенты, а в 2019 году он был представлен на выставке Formnext. Это привело к быстрому внедрению в морской сектор компанией Ziegelmayer, строителем яхт.
Конечно, там, где снижение веса и производительность имеют первостепенное значение, сплавы Al-Mg находят свое применение. Применение в автомобильном и аэрокосмическом секторах для производства антифрикционных крышек и деталей шасси автомобилей продемонстрировало снижение веса, а также привело к повышению топливной эффективности и экологичности.
Однако, в отличие от других исследователей этой группы сплавов, подход компании Fehrmann заключался в упрощении состава сплава, исключении дорогостоящих переходных металлов и редкоземельных элементов, чтобы обеспечить экономическую эффективность для тех, кто ищет решения из легких и высокопрочных алюминиевых сплавов. Теперь, после нескольких лет разработки, ассортимент AlMgty расширился до семи версий, включая версию без содержания Si- для успешного цветного анодирования.
Наконец, хотя компания и не является одним из крупнейших поставщиков алюминиевых сплавов, она имеет солидный опыт разработки материалов. Это позволило ей исследовать другие сплавы, что привело к выпуску нового сплава Al-Zn, AlZnty, который считается первым в своем роде, предназначенным для АП. Кроме того, компания Fehrmann является одним из ключевых участников финансируемого немецким государством проекта SIGNAL, направленного на разработку алюминиевых сплавов на основе агломерата для использования в технологии Binder Jetting.
В будущем компания надеется ускорить разработку сплавов с помощью собственного программного обеспечения MatGPT, чтобы оптимизировать составы за более короткое время. Если результаты проекта SIGNAL окажутся положительными, это действительно может стать значительным шагом вперед, в котором нуждается металлический АП, поскольку потребности рынка в увеличении темпов производства могут быть предположительно удовлетворены с помощью Binder Jetting, подобно тому, как мы наблюдали в случае литья металлов под давлением и крупносерийного производства.
Рис. 9 Крупный компонент теплообменника, изготовленный компанией DMG Mori с использованием алюминиевого порошка Equispheres, представлен на выставке Formnext 2024
«…в обществе также существовала значительная обеспокоенность по поводу безопасности использования алюминиевых порошков. Существовал даже страх перед взрывами, связанными с алюминием, что удерживало многих от рассмотрения возможности его использования. Компания Equispheres стала первой, кто напрямую решил эти проблемы с помощью своего проверенного невзрывоопасного раствора AlSi10Mg, NExP-1».
NanoAl
Другая компания, которая также изначально ориентировалась на Al-Mg, NanoAl выпустила свой сплав Addalloy 5T в 2020 году, и, хотя он основан на сплаве серии 5000, он был разработан для последующей обработки с более простым этапом термообработки после изготовления АМ. О сплаве известно не так много, поскольку NanoAl раскрывает очень мало деталей, но известно, что в нем используется Zr в качестве основного компонента, обеспечивающего большую совместимость с процессами PBF-LB, и он может содержать более 1 масс.% Zr [10]. Также в 2020 году компания добавила Addalloy 7s, основанный на сплаве серии 7000, и Addalloy HX, который она описывает как низколегированный алюминий.
В 2020 году сообщалось, что компания NanoAl, являющаяся дочерней компанией Braidy Industries и выполняющая функции ее научно-исследовательского подразделения, получила премию Gold Edison Award for 3-D Printing Enhancements за запатентованную линейку сплавов Addalloy. Однако даже после получения этой престижной награды и подписания дистрибьюторского соглашения с Mitsubishi довольно сложно найти какие-либо значимые применения или истории успеха для порошков этих сплавов в АМ.
Equispheres
Возможно, некоторые компании решили освоить новые сплавы и при этом использовать традиционные методы производства порошков. Однако хорошо известно, что алюминиевые сплавы исторически трудно распылять и превращать в высококачественные сферические порошки. Именно в этом случае выделяется такая компания, как Equispheres, которая разработала уникальный процесс распыления для получения чрезвычайно однородных порошков.
PBF-LB с алюминием считается более чувствительным процессом, и это часто объясняется переменным качеством алюминиевых порошков. Первые поставки состояли из порошков, которые в лучшем случае можно было назвать «округлыми», а не по-настоящему сферическими. К моменту появления AlSi10Mg пользователи АМ уже были знакомы с качеством сферических порошков, таких как порошки, используемые для CoCr и мартенситно-стареющей стали.
Помимо морфологии алюминиевых порошков, в сообществе также существовала значительная обеспокоенность по поводу безопасности использования алюминиевых порошков. Даже существовал страх перед взрывами, связанными с алюминием, что отпугивало многих от его использования. Компания Equispheres первой напрямую решила эти проблемы, создав проверенный невзрывоопасный раствор AlSi10Mg NExP-1. Эта безопасность достигается благодаря однородности размеров и полному отсутствию мелких частиц, что является уникальным предложением в данной отрасли и по сей день.
Компания сообщает, что в настоящее время она выпускает несколько версий этих сплавов в соответствии с требованиями заказчика. Одно из запатентованных решений оптимизировано для крупносерийного производства. Уникальная равномерная сферичность, как утверждается, обеспечивает более высокую скорость сборки в более широком технологическом окне при производстве PBF-LB. Другая линия прецизионных порошков была разработана для приложений, требующих повышенного контроля над разрешением деталей и качеством обработки поверхности, например, для радиочастотных компонентов.
В течение последних нескольких лет компания успешно привлекала инвестиции, что позволило Equispheres увеличить производственные мощности. В 2024 году, после установки новых реакторов распыления, компания сообщила о росте заказов на 300 %, при этом она обязалась поставлять большую часть продукции существующим клиентам.
Рис. 10 Алюминиевый теплообменник, изготовленный в Morf3D с использованием порошка CP1 от Constellium и представленный на выставке Formnext 2024
Рис. 10 Алюминиевый теплообменник, изготовленный в Morf3D с использованием порошка CP1 от Constellium и представленный на выставке Formnext 2024
«Сплавы Aheadd компании Constellium также были разработаны для удовлетворения растущего спроса на высокопроизводительные материалы для лазерно-лучевой порошковой плавки (PBFLB). Компания привлекла партнеров из промышленности к проведению обширных исследований и тесно сотрудничала с рядом производителей оборудования…»
Toyal
Компания Toyal – несомненно, не новичок в производстве порошков из алюминиевых сплавов. В ее ассортименте уже есть ряд так называемых «стандартных» сплавов, знакомых рынку АП. Однако, возможно, менее известным является тот факт, что компания представила несколько других сплавов для использования в аддитивном производстве под своим брендом Spheralloy. Наряду со сплавами с высоким содержанием Si, AlSi10 и AlSi12, другие литейные сплавы Si9Cu3 (LM26), AC8A (LM13) и ADC12 (LM2) содержат Cu и Fe в качестве существенных добавок, предположительно для улучшения закалки осадком.
Компания Toyal также разработала свой собственный сплав TCFE1Z, предназначенный для легких теплообменников в автомобильном секторе и кондиционеров. Классифицируемый как низколегированный алюминий, он содержит всего 1,2 % Fe и не более того. Его уникальной особенностью в качестве материала для АП является более высокая коррозионная стойкость по сравнению с AlSi10Mg и другими коммерчески доступными сплавами.
Constellium
Сплавы Aheadd компании Constellium также были разработаны для удовлетворения растущего спроса на высокопроизводительные материалы для лазерно-лучевой сварки в порошковом слое (PBF-LB). Компания привлекла отраслевых партнеров для проведения обширных исследований и тесно сотрудничала с рядом производителей оборудования, чтобы разработать сплавы, обладающие высокой прочностью, термостойкостью и хорошей коррозионной стойкостью. Запуск в 2020 году включает в себя два основных варианта: Aheadd CP1, который, как предполагается, оптимизирован для высокой проводимости и производительности, и Aheadd HT1, разработанный для высокотемпературных и высокопрочных применений.
Компания Constellium, возможно, не так стесняется, как другие, сообщать о том, какие клиенты используют сплавы Aheadd. Одним из ярких примеров является производство знаков на поручнях со шрифтом Брайля для Deutsche Bahn, национальной железнодорожной компании Германии. Эти знаки, изготовленные с использованием сплава CP1, призваны помочь пассажирам с ослабленным зрением, предоставляя тактильную информацию шрифтом Брайля. И хотя АМ не чужд Формуле-1, использование алюминия все еще редкость, примечательно, что PWR использует сплав CP1 для теплообменников.
EOS
Занимая уникальное положение, будучи единственным производителем оборудования, команда которого занимается развитием цепочки поставок порошков, включая инновации новых материалов, компания EOS выпустила два высокопрочных алюминиевых сплава. Это стало ответом на требования существующих клиентов о более высокой прочности, более высоких температурах и возможности анодирования или электролитической полировки.
Рис. 11 На стенде EOS на выставке Formnext 2024 был представлен кронштейн из Al5X1, который оценивает один из производителей автомобильной техники.
В ответ на растущие опасения по поводу стоимости деталей, изготовленных методом АП (хотя во многих случаях идея о том, что АП дороже традиционного производства, неверна), EOS признала, что любые новые сплавы должны иметь совершенно иную структуру затрат, ориентированную на более экономичные общие расходы по сравнению с существующими на рынке высокопрочными алюминиевыми сплавами АП.
EOS выпустила признанный алюминиевый сплав Al2139 АП, предназначенный для использования при повышенных температурах. Компания утверждает, что он обладает непревзойденной прочностью в диапазоне 50-200°C. Кроме того, недавно EOS разработала новый сплав Al5X1, который сочетает в себе высокую пластичность, умеренную прочность, повышенную коррозионную стойкость и возможность цветного анодирования. В беседе с командой разработчиков на выставке Formnext они с интересом рассказали о небольшом компоненте кронштейна, находящемся на стадии оценки в одной из ведущих автомобильных компаний, который представлен здесь в потрясающем красном анодированном покрытии (рис. 11).
Очевидно, что подобные приложения будут способствовать росту использования алюминия в АМ, и, возможно, хорошо, что это не зависит только от аэрокосмического сектора. Одной из причин решения компании EOS разработать собственные сплавы было стремление решить проблему затрат на приобретение и последующую обработку высокопрочных алюминиевых порошков. Например, сплав Al-Mg, Al5X1, не требует закалки в воде перед старением и имеет значительно более высокий предел текучести и прочности на растяжение, чем AlSi10Mg. Кроме того, ни этот сплав, ни сплав Al2139 не содержат дорогостоящих элементных добавок. Нельзя не упомянуть и о работе, проделанной EOS в области устойчивого развития.
В прошлом году сообщалось, что к 2024 году EOS потребует от своих поставщиков AlSi10Mg использовать не менее 30 % переработанного сырья для сплавов, что позволит сократить выбросы CO2 на 25 %. Большинство других производителей порошков полагаются на экологически чистую энергию, и, хотя это общепринято для других металлов, таких как сталь, использование переработанного алюминия всегда вызывало беспокойство. Несмотря на то, что EOS не занимается непосредственным производством собственных порошков, использование переработанных материалов – это, безусловно, шаг в правильном направлении, и реакция существующих клиентов была положительной. Более того, EOS стремится увеличить долю переработанного сырья в своих алюминиевых порошках.
Рис. 12 Большой проволочно-дуговой цилиндр DED, изготовленный из проволоки из сплава серии 5000, представленный на стенде MADDE на выставке Formnext 2024
«Еще один новый игрок на сцене АП – корейская компания MADDE. Хотя ее процесс DED похож на другие, представленные на рынке, компания начала свою деятельность с демонстрации возможности аддитивного производства практически любого алюминиевого сплава, доступного в форме проволоки».
Новые технологии обработки расширяют возможности алюминиевого АП
В то время как PBF-LB доминировала на протяжении многих лет, а направленное осаждение энергии (DED), будь то лазеры или технологии дуговой сварки, начало завоевывать все большее место, в некотором смысле оба эти метода могли стать препятствием для более широкого внедрения металлического АП. Это связано с тем, что большая часть мира АП была сосредоточена на поиске высокодоходных возможностей, связанных с работой с титаном, никелевыми суперсплавами или другими специальными сталями и сплавами. Отсутствие выбора и трудности, связанные с взаимодействием высокоотражающих материалов и лазеров в сочетании со сложными циклами термообработки, возможно, также сдерживали других от желания работать с алюминиевыми сплавами.
Разработка более совершенных сплавов, подходящих непосредственно для технологий АП на основе плавления [8], – это один из путей к работе с алюминием. Другой – изменение технологии. Именно поэтому в последнее время появилось несколько альтернатив PBF-LB, некоторые из которых по своей сути более подходят для алюминия или других металлов с относительно низкой температурой плавления.
Некоторые из лучших решений относительно просты. Для новых технологий АП на основе алюминия успех не всегда приходит благодаря революционным изобретениям, а благодаря инновациям. Инновации позволяют перепрофилировать существующие технологии для применения в АП. К ним относятся струйное нанесение связующего, холодное распыление и – в меньшей степени – направленное энергетическое осаждение.
Алюминий стал популярнее
Хотя алюминий не был в центре внимания этих технологий, ситуация изменилась, что стало особенно очевидно после посещения выставки Formnext в этом году. Стоит отметить две новые технологии DED, поскольку обе компании решили запустить их с алюминиевой проволокой, а не с более распространенными материалами.
Компания Caracol, уже известная своей широкоформатной роботизированной FDM-машиной для полимеров, в этом году представила новую DED-машину. Машина Vipra включает в себя две технологии сварки, одна из которых использует Cold Metal Transfer – разновидность MIG-сварки, при которой сварочная проволока последовательно выводится из сварочной ванны перед выбросом капли металла. Этот более холодный процесс идеально подходит для алюминиевых сплавов, таких как сплав 2319, представленный на выставке.
Еще один новый игрок на сцене АП – корейская компания MADDE. Хотя ее процесс DED похож на другие, представленные на рынке, компания начала свою деятельность с демонстрации возможности аддитивного производства практически любого алюминиевого сплава, доступного в форме проволоки. В разговоре с одним из основателей компании было сказано, что процесс уже оптимизирован для работы со сплавами серии 5000 и что в 2025 году планируется выпустить параметры для алюминиевых сплавов серий 2000, 6000 и 7000.
Если на время оставить в стороне более распространенные технологии, то специально для использования низкой температуры плавления алюминия были разработаны новые адаптации существующих технологий. К ним относятся ультразвуковая сварка (UAM), сварка трением (FSW), струйное нанесение жидкого металла (LMJ) и разновидность технологии Fused Filament Fabrication (FFF), а также варианты или комбинации этих технологий, в совокупности, называемые осаждением расплавленного металла.
Рис. 13 Детали из алюминия 6061, изготовленные аддитивным способом на установке ElemX компании Additec на корабле ВМС США «Сан-Диего» (предоставлено компанией ADDiTEC)
Ультразвуковое Аддитивное Производство
Ультразвуковая технология АП была разработана, в частности, компанией Fabrisonic. Технология нанесения металлических полос, аналогичная Laminated Object Manufacturing (LOM), уже успешно применяется для алюминиевых сплавов. Однако компания Fabrisonic не ставила перед собой задачу создать АП только для алюминия. На самом деле, главной тетивой в луке этой технологии является то, что она позволяет осаждать различные металлы, которые традиционно трудно соединить. Она также широко используется в гибридных применениях, где обработка на ЧПУ сочетается с осаждением, а также для встраивания электроники и датчиков в металлические детали.
Похоже, что Fabrisonic является единственным поставщиком, предлагающим этот специфический тип технологии. Однако я уверен, что мне попадалась как минимум еще одна форма UAM, разработанная для алюминиевой проволоки или стержней. К сожалению, причуды поисковых систем Интернета и моя слабеющая память не позволили мне найти больше информации. Я оставляю эту проблему на усмотрение читателей.
Прежде чем мы покинем UAM, стоит отметить, что ультразвук сочетается с рядом других технологий металлического АП, таких как DED и PBF-LB, для контроля микроструктур, формирующихся из расплава. Хотя исследования в этой области проводились в основном не для алюминиевых сплавов, стремясь решить некоторые трудности, связанные с работой с другими металлами, склонными к растрескиванию, эта технология, вероятно, может быть применена и к несвариваемым высокопрочным алюминиевым сплавам.
Адаптированный к процессу соединения в твердом состоянии методом сварки трением с перемешиванием, AFSD использует нерасходуемый вращающийся инструмент для создания тепла от трения и пластической деформации в расходуемом стержне сплава. Он эффективен для использования с любыми распространенными алюминиевыми сплавами, включая сплавы серий 2000, 5000, 6000 и 7000. Наиболее важным аспектом AFSD является отсутствие плавления, хотя температура может быть близка к температуре плавления. Это означает, что нет риска образования трещин при затвердевании, даже если осаждаются относительно большие объемы. Фактически, этот последний пункт также является одним из других преимуществ AFSD, поскольку большие детали могут быть изготовлены за относительно короткое время. Во-вторых, благодаря отсутствию плавления, AFSD позволяет избежать рисков, связанных с отсутствием пустот в полностью плотных деталях, и может привести к улучшению микроструктуры, повышая прочность и усталостную прочность.
AFSD успешно применяется к различным алюминиевым сплавам, включая высокопрочные марки, такие как 7075. Однако, в отличие от большинства применений АП, которые направлены на производство новых компонентов, AFSD часто изучается для использования в ремонте. Об этом говорилось в этом году на конференции AMUG в Чикаго, где компания Boeing представила несколько примеров использования. По мнению Boeing, AFSD особенно ценен для обслуживания и ремонта критически важных аэрокосмических компонентов, где характеристики материала и надежность имеют первостепенное значение.
Что касается поставщиков оборудования, то компания MELD Manufacturing Corporation является одним из ведущих поставщиков технологии AFSD в секторе АП. Было проведено множество адаптаций существующих станков FSW для использования в АП, особенно в таких институтах, как TWI в Великобритании и EWI в США. Можно ожидать, что в ближайшие годы появится еще несколько поставщиков, поскольку AFSD также особенно подходит для крупномасштабного АМ и гибридных систем, сочетающихся с обработкой на станках с ЧПУ.
Рис. 14 Демонстрационная деталь алюминиевого абажура, изготовленная компанией Valcun с помощью процесса осаждения расплавленного металла (MMD) (предоставлено Valcun)
Струйная подача жидкого металла (Liquid Metal Jetting – LMJ)
Этот процесс включает в себя контролируемый выброс капель расплавленного металла для создания детали; на сегодняшний день он успешно применяется только для алюминиевых сплавов. Он осуществляется путем пропускания алюминиевой проволоки через нагревательные змеевики, расплавления сплавов в тигле, а перемешивание тигля приводит к контролируемому выбросу капель расплавленного сплава. Капли оседают и застывают, образуя объект.
Путь LMJ начался с Vader Systems, стартапа, основанного Скоттом и Закари Вейдерами, изобретателями MagnetoJet. Эта разработка с самого начала вызвала большой интерес в отрасли, поскольку концепция, по сути, казалась довольно простой и похожей на струйную печать. Чтобы подчеркнуть этот факт, в 2019 году компания Xerox, очень известная в области струйной печати, приобрела Vader Systems для расширения своих возможностей аддитивного производства.
Под началом Xerox технология получила дальнейшее развитие, а компания провела ребрендинг и стала называться ElemX. Однако, несмотря на успешное подписание соглашений с ВМС США, Рочестерским технологическим институтом и Siemens, компании не удалось добиться значительного коммерческого успеха. Летом 2023 года бизнес ElemX был приобретен компанией Additec (рис. 13).
Путешествие LMJ продолжается: новый участник, компания GROB, оказала значительное влияние на выставку Formnext в этом году. Хотя на выставке не было ни одной действующей машины, было ясно, что она нацелена на интегрированную гибридную архитектуру АП-машин.
Ковка из заготовки
Компания Alloy Enterprises придумала уникальный способ изготовления деталей из листового проката 6061. Этот новый метод, вероятно, больше всего похож на LOM, поскольку в нем используются вырезанные лазером профили, которые укладываются друг на друга для получения 3D-деталей. Просто на станке удаляются все отверстия, образующие полые объемы внутри цельных деталей каждого слоя, затем на поверхность наносится ингибитор, который действует как средство для снятия формы. После того как все вырезанные листы точно уложены, они «скрепляются» вместе с помощью диффузионного склеивания, в результате чего получается полутвердый блок.
3D-объект может надежно лежать в блоке, поскольку он заключен в несвязанный материал опоры. После удаления опорного материала, предварительно обработанного ингибитором, детали нуждаются в дальнейшей термической обработке для придания им необходимой прочности или других свойств.
Пока этот процесс применяется только для 6061, но можно легко представить, что в этой новой форме металлического АП будут использоваться и другие алюминиевые сплавы.
FFF/FDM для металлов
Технология Fused Filament Fabrication (FFF) успешно применяется к металлам путем смешивания металлического порошка с полимерными соединениями, и коммерческие решения доступны уже несколько лет. Однако обработка алюминия с помощью агломерата сопряжена с известными трудностями, поэтому немногие пытались это сделать. Одна компания успешно преодолела эту трудность, но с изюминкой FFF: путем прямого осаждения плавленой проволоки без использования полимерного связующего.
Valcun, бельгийские изобретатели технологии Minerva, разработали инновационную технологию, которую они назвали «Осаждение расплавленного металла» (MMD). Компания Valcun сделала все относительно просто: машину можно подключить к любой бытовой электросети, как и многочисленные FFF-принтеры для пластика, работающие в сфере производства свободных форм.
Хотя в настоящее время в качестве стандартной сварочной проволоки предлагаются только 4008 и 4043, Valcun заявляет, что в скором времени будут доступны сплавы серий 6061, 6082 и 7000. Однако в этой технологии, вероятно, можно использовать и другие алюминиевые сварочные проволоки (например, сплав A20X от немецкой компании Eckhart и проволоки от Fortius Metals, произведенные из сплавов Elementum3D).
Процесс MMD также используется для производства деталей, не требующих дальнейшей обработки: не только эстетически привлекательных абажуров, но и реальных инженерных компонентов. На недавней выставке Formnext компания Valcun продемонстрировала охлаждающий вентилятор, используемый в центрах обработки данных, который был на 10 % эффективнее, чем ранее изготовленная деталь. Каждое из ребер находилось в исходном состоянии, и было высказано предположение, что шероховатость поверхности не оказывает негативного влияния на аэродинамику, возможно, потому, что в данном случае слои расположены параллельно потоку воздуха.
Рис. 15 Алюминиевый газовый фильтр Ar для машин АПCM PBF-LB, изготовленный компанией Conflux Technology (предоставлено Conflux)
Будущее алюминия
Заглядывая в будущее, следует ожидать, что использование алюминия в аддитивном производстве будет расти. За последнее десятилетие было доказано, что не так просто получить прибыль от малосерийных и дорогостоящих изделий, произведенных из дорогих сплавов; это одна из областей, где рост, безусловно, может быть обеспечен за счет применения алюминия.
На выставке Formnext в 2024 году присутствие поставщиков услуг АП было несколько ограниченным, поэтому проверить эту гипотезу в деталях не удалось. Однако, по крайней мере, один специалист в этой области присутствовал: Conflux Technology.
Компания Conflux стала экспертом в создании невероятно тонких структур в алюминиевых сплавах с использованием PBF-LB для теплообменников, поэтому мы поинтересовались их мнением на этот счет. Как и многие другие представители промышленного сектора, сотрудники компании хотели бы видеть алюминиевые сплавы более подходящими для жестких условий эксплуатации, для которых в настоящее время требуются более высокопроизводительные деформируемые сплавы. Например, благодаря деталям, которые сейчас производятся для машин АПCM (рис. 15), Conflux может создавать теплообменники, превосходящие по геометрии традиционные аналоги.
Однако, чтобы сохранить свое преимущество, детали АП должны соответствовать или превосходить механические, термические и антикоррозийные свойства своих традиционных аналогов. Поэтому Conflux воодушевляет движение рынка в сторону новых высокопроизводительных порошков алюминиевых сплавов для разработки приложений. Тем не менее, компания хотела бы, чтобы больше внимания уделялось влиянию процесса сборки на конечные свойства, особенно в отношении анизотропии и достижения старения в процессе АП, чтобы избежать необходимости вторичной термообработки.
Выводы
Мы показали, что сейчас доступно гораздо больше сплавов, что открывает возможности для более широкого спектра применений. В этой статье мы даже не попытались охватить всех производителей порошков, число которых постоянно растет. Учитывая все вышесказанное, становится ясно, что сейчас для промышленности настало время вспомнить, что алюминиевые сплавы исторически разрабатывались с особыми свойствами, которые обеспечивают явные преимущества для конкретных применений.
Что касается АМ, то эта специфика – именно то, что нам нужно; ничто не демонстрирует это более наглядно, чем широкий спектр марок деформируемого алюминия. Сектору АП и цепочке поставок, которую он поддерживает, не нужно конкурировать за области применения, которые всегда лучше подходили для других сплавов; легкость алюминия уже является весомым аргументом в пользу бизнеса, а аддитивное производство предлагает весьма жизнеспособные решения для его обработки. Вместо этого, сектору следует сосредоточиться на разработке алюминиевых сплавов для использования там, где они лучше всего подходят для уникальных требований аддитивного производства.
Список литературы
[1] Nabavi, S.F., Dalir, H. & Farshidianfar, A. A comprehensive review of recent advances in laser powder bed fusion characteristics modeling: metallurgical and defects. Int J Adv Manuf Technol 132, 2233 (2024)
[2] Wang, X.; Zhang, D.; Li, A.; Yi, D.; Li, T. A Review on Traditional Processes and Laser Powder Bed Fusion of Aluminum Alloy Microstructures, Mechanical Properties, Costs, and Applications. Materials, 17, 2553 (2024)
[3] Kan, W.H., Chiu, L.N.S., Lim, C.V.S. et al. A critical review on the effects of process-induced porosity on the mechanical properties of alloys fabricated by laser powder bed fusion. J Mater Sci 57, 9818 (2022)
[4] Li, F., Zhang, T., Wu, Y. et al. Microstructure, mechanical properties, and crack formation of aluminum alloy 6063 produced via laser powder bed fusion. J Mater Sci 57, 9631 (2022)
[5] Knoop, D.; Lutz, A.; Mais, B.; von Hehl, A. A Tailored AlSiMg Alloy for Laser Powder Bed Fusion. Metals, 10, 514 (2020)
[6] Martin, J., Yahata, B., Hundley, J. et al. 3D printing of high-strength aluminium alloys. Nature 549, 365 (2017)
[7] Pariyar, A., Yasa, E., Sharman, A., Guan, D. Investigations on the Solid-State Additive Manufacturing of Al Alloy: Process, Microstructure, and Crystallographic Texture. In: Wagstaff, S. (eds) Light Metals (2024)
[8] Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. New Aluminum Alloys Specifically Designed for Laser Powder Bed Fusion: A Review. Materials, 12, 1007 (2019)
[9] Yakubov, V.; Ostergaard, H.; Hughes, J.; Yasa, E.; Karpenko, M.; Proust, G.; Paradowska, A.M. Evolution of Material Properties and Residual Stress with Increasing Number of Passes in Aluminium Structure Printed via Additive Friction Stir Deposition. Materials , 17, 3457 (2024)
[10] Joseph R. Croteau, Seth Griffiths, Marta D. Rossell, Christian Leinenbach, Christoph Kenel, Vincent Jansen, David N. Seidman, David C. Dunand, Nhon Q. Vo, Microstructure and mechanical properties of Al-Mg- Zr alloys processed by selective laser melting, Acta Materialia,153, 35 (2018)
При том, что аддитивное производство сегодня очевидно переросло свой первоначальный опытно-экспериментальный и нишевый этап развития и все увереннее осваивается в роли признанного игрока на поле серийного производства, изрядная часть директората отечественных машиностроительных компаний по-прежнему предпочитает наблюдать этот процесс со стороны, не спеша с собственным вовлечением в него. И тем ценнее опыт машиностроительных компаний, инициировавших создание в своем контуре не просто отдельных участков АП опытного или вспомогательного назначения, а полноценных структурных подразделений аддитивного производства. Такой проект реализует Южный завод тяжелого станкостроения (ЮЗТС). Минпромторг России присвоил компании статус отечественного производителя инновационных портальных токарно-фрезерно-расточных обрабатывающих комплексов. Эти центры способны обеспечить потребности предприятий аэрокосмической, авиационной, энергетической, судостроительной промышленности, а также оборонно-промышленного комплекса. А в 2023 году ЮЗТС представил российскую разработку популярной технологии LB-PBF/SLM аддитивного производства под маркой Астрей. Комплексы линейки Астрей предназначены для выполнения задач производства — единичного и мелкосерийного изготовления изделий сложной геометрии в самых разных областях промышленности. О том, как создавался этот проект, и каким видится его развитие, мы беседуем с его инициаторами и разработчиками.
– Было ли создание собственного производства оборудования для 3D-печати изначально в планах модернизации ЮЗТС, или оно стало ответом на более поздние вызовы?
Юрий Павлович Коваль, генеральный директор ООО «ЮЗТС»: изначально такой задачи не стояло. Однако сложно было не заметить возрастающий интерес к аддитивным технологиям у нас в стране, успешные примеры внедрения АП в России, а тем более – за рубежом. Наше предприятие выпускает уникальное оборудование, и в поисках путей повышения его конкурентоспособности и сформировалась идея попробовать это новое для нас направление. Одним из ее вдохновителем стал заместитель гендиректора компании по развитию Анатолий Барышников. Он был давно знаком с командой специалистов в этой области – выпускников МГТУ им. Баумана, наработал с ними совместный опыт реализации целого ряда проектов и также видел значительный потенциал в развитии аддитивного производства. Несмотря на большой объем работ на ЮЗТС по металлообрабатывающим станкам, мы всё же решили рискнуть. Провели несколько совместных с бауманцами встреч и в результате открыли это направление.
Рис. Слева-направо: Коваль Ю.П., Бурмистров М., Колчанов Д.
– Почему была выбрана именно технология LB-PBF/SLM? Планируете ли в дальнейшем производить оборудование и для других АТ?
Юрий Коваль: определяющим фактором был сам коллектив, имеющий обширный научный и инженерный опыт именно в этом направлении. На выбор также повлияла возможность занять свободную нишу на внутреннем рынке, на котором до сих пор отсутствуют отечественные полноценные серийные комплексы. После реализации текущих планов не исключено освоение и других технологий, мы это уже обсуждаем.
– Какова проектная мощность производства линейки Астрей? И насколько сейчас загружены мощности?
Юрий Коваль: проектная мощность завода в целом – более 200 комплексов в год. Так как растет спрос на нашу продукцию, мы расширяем и производственные территории, и станочный парк. Так что мы без особых трудностей перекроем потребность в аддитивных комплексах с учетом растущего рынка и с учетом перспективных больших машин, которые сейчас в разработке.
– Как формировалась команда разработчиков линейки Астрей? Над чем работаете сейчас и какие задачи ставятся на перспективу?
Максим Бурмистров, ведущий инженер-конструктор: мы все – выпускники одного факультета Бауманки, раньше работали в разных небезызвестных командах, кто-то в самом университете и МЦЛТ, кто-то в AddSol. На одном из совместных проектов поняли, что вместе работать для всех выгоднее и проще, поскольку все мы смотрим в одном направлении. У нас готова ходовая серийная модель комфортного для работы, надежного принтера с полем 150х150 мм на базе отечественной лазерно-оптической системы. Текущие задачи – принтер с полем 300х300 мм с двумя сканаторами и зоной перекрытия 80%, чтобы еще двумя лазерами одну деталь печатать, да ещё и всё на отечественном ПО. И далее – поле 600х600 мм. Конструктивные и технологические решения для этого комплекса также находятся в проработке.
Дмитрий Колчанов, ведущий инженер-технолог: можно сказать, что команда формировалась постепенно естественным путём на этапе становления СЛП в России. Кандидатские диссертации обязательно имели прикладной характер, а инженеры всегда сопрягали работу с научными исследованиями. В лучших традициях советской инженерной школы и современных ведущих мировых аддитивных компаний.
– Разрабатывая свою линейку, вы больше ориентировались на образцы от лидеров рынка оборудования для АП или ставка делалась на собственные идеи?
Дмитрий Колчанов: мы всегда внимательно изучали опыт производителей оборудования – отечественных и зарубежных, крупных и небольших. И для того, чтобы развить их лучшие идеи, и для того, чтобы избежать их ошибок.
Максим Бурмистров: у продукции всех производителей, помимо сильных сторон, есть и свои недостатки, у кого-то конструктивные, у кого-то – ценовые. Мы постарались сделать Астрей надежным и доступным оборудованием, а главное, чтобы оно соответствовало требованиям заказчика с точки зрения повторяемости физико-механических свойств и геометрии изделий. У наших машин оригинальная оптимизированная система нанесения с откидывающимся ножом и упрощенная компоновка системы построения и дозирования. Благодаря опыту станкостроения разработчиков данного комплекса удалось добиться высокой герметичности всей системы, экономичного расхода газа.
– Расскажите о самом производстве. На каком оборудовании изготавливаются ваши комплексы? Сертифицированы ли они по ISO или это – в планах?
Дмитрий Колчанов: «ЮЗТС» в первую очередь производит металлообрабатывающие станки – токарно-карусельные, 5-осевые фрезерные станки, портальные обрабатывающие центры, которые могут обрабатывать детали массой до 125 тонн. Так что станочный парк обширный. Есть возможность выделить необходимые мощности при увеличении спроса на аддитивные комплексы. ЮЗТС сертифицирован на соответствие требованиям стандарта ISO 9001, внедрена АИСУП. Выпускаемая продукция входит в реестр промышленных товаров в рамках ПП №719.
– На сайте компании указано, что до 90% комплектующих для комплексов Астрей производится на территории РФ. Кто поставляет лазеры, направляющие? Берёте серию или требуется кастомизация под ваши продукты? Чье ПО используете? Печатаете больше на импортных или отечественных порошках – каково соотношение?
Дмитрий Колчанов: лазеры берем у компании ИРЭ-Полюс из г. Фрязино Московской области. Доработок никаких не требуется. Тем более, что они в ближайшее время планируют запустить серию излучателей, специально под СЛП, даже на этот счет проводили опрос производителей. Оптико-механическая система тоже отечественная. Программное обеспечение также хорошо известно – это Глайсер, входит в реестр российского ПО. У разработчиков опыт в аддитивке с 2014 года. Мы плотно с ними работаем над продуктом под комплексы Астрей, создан в том числе терминал управления принтерами с полной интеграцией с Глайсером. Уже реализованы инструменты, позволяющие не только удалять объекты из проекта печати в процессе выращивания, но и изменять режимы на каждом объекте в процессе печати. Это открывает большие возможности для дальнейшего запланированного внедрения датчиков, сенсоров и обратной связи. По порошкам соотношение примерно 50/50, в зависимости от требований заказчика. Для кого-то отечественные материалы – обязательное условие. И сейчас есть российские производители, обеспечивающие высокое качество порошков.
– Какие компоненты изготавливаются сейчас и планируется производить в дальнейшем на ваших комплексах для нужд ЮЗТС? И какие детали и конечные изделия чаще печатаете на заказ?
Дмитрий Колчанов: мы прочитали серию лекций по аддитивным технологиям конструкторам металлообрабатывающих станков. Они постепенно начинают применять новые знания. Например, проектируется под изготовление на наших принтерах элементы системы подачи СОЖ. Печатаем для комплексов Астрей эргономичные ручки, а в дальнейших планах – печатать некоторые функциональные компоненты. В целом подход с повышением квалификации конструкторов и технологов в области аддитивных технологий – обязательное условие их успешного внедрения. Именно поэтому мы разработали такой курс для наших заказчиков или тех, кто только задумывается о применении аддитивных технологий.
– А за контуром ЮЗТС вас уже хорошо знают? Есть сторонние заказы на печать изделий? Из каких отраслей? Рассматриваете ли вариант в будущем вырасти до ЦАТа регионального или межрегионального значения?
Дмитрий Колчанов: по печати пока мы не загружены на 100%, но заказы поступают. От предприятий, связанных с освоением космоса, из ВПК, пищевой промышленности. Уже давно сложилось понимание, что напечатать из металла изделие, отделить подпорки, зашлифовать места контакта подпорок – это зачастую еще не значит получить готовую деталь. Мы проводим полный цикл производства, начиная от подготовки модели к выращиванию, её доработки и оптимизации под процесс, заканчивая непосредственным изготовлением – печать, термическая обработка, многоступенчатая механическая обработка в соответствии с КД. Станочный парк и специалисты завода включаются в процесс производства готового изделия. Это еще один важный компонент нашей работы по внедрению аддитивных технологий на производстве с использованием наших комплексов Астрей. Мы принимаем участие в разработке технологии изготовления конечной продукции заказчика, чтобы встраивание процесса СЛП в производственную цепочку было наиболее эффективным. Что касается развития регионального ЦАТа – такое направление рассматриваем. Рост аддитивного рынка у нас в стране мы оцениваем позитивно. Еще многое предстоит сделать.
– Как полагаете, сумеете ли вы выстоять в конкуренции с китайскими принтерами? Или почва, на которой вы находитесь, очень зыбкая? Сможет ли государство регулировать эту отрасль? Принятие каких регулирующих механизмов и протекционистских мер требуется в первую очередь?
Максим Бурмистров: Китай пока хромает с сервисом, а ценник на машины сильно выше, чем у нас. Farsoon работает со ScanLab’ом и IPG и других вариаций не рассматривается. IPG в России стоит дешевле, чем за рубежом. Посмотрите на внутренности BLT, там разве что синей изоленты не хватает! Поэтому мы будем брать надежностью и доступностью.
Дмитрий Колчанов: не все вопросы отрасли – в компетенции самих производителей, без должного госрегулирования достаточно просто можно потерять аддитивный рынок. С нашей стороны мы делаем всё возможное, чтобы наши комплексы были надежными, стабильными и выдавали качественную продукцию, а процесс их внедрения на производство был эффективным.
– Ваша альма-матер «Бауманка» известна в том числе адаптацией изделий под аддитивное производство с использованием топологической оптимизации и генеративного дизайна. У вас уже есть такие кейсы или эксперименты в этой области? Расскажите о них.
Дмитрий Колчанов: в рамках проекта Астрей пока таких задач не было, но у команды опыт есть: в области судостроения, ракетостроения, спецтехники. Создавали изделия из алюминиевых и титановых сплавов, конструкционных сталей. Проводили моделирование, прочностные расчеты, испытания. Снижение массы некоторых изделий достигало 70%. Объединяли до 9 элементов в одно изделие. При этом трудоёмкость их изготовления снижалась в 10 раз. Уверены, что такие задачи будут появляться и множиться, так как функциональная оптимизация геометрии раскрывает потенциал аддитивных технологий наиболее полно. Тогда, по возможности, расскажем о них подробнее.
– Ваше отношение к исследованию, проведенному КАТ (https://k–at.ru). Разделяете ли вы с его авторами оценку положения дел и перспектив отрасли, согласны ли с приводимыми в нем цифрами?
Дмитрий Колчанов: мы однозначно разделяем мотивацию, веру авторов в перспективы российской индустрии аддитивных технологий. Подход основательный, считаем, что поставленные цели достигнуты. Исследование нужное и своевременное. Приведены различные сценарии при оценке перспектив рынка, с учетом мнения самих участников рынка. Так что указанные цифры мы оцениваем, как адекватные.
Вот так амбициозно мы решили начать 2025 год, посвятив свое и ваше время изучению экспертного мнения ведущих мировых игроков аддитивного производства (АП). Что же нам подарил и какие уроки преподнес 2024 год? К чему готовиться в наступившем 2025?
2024: тенденции и вызовы
В 2024 году АП продолжило укреплять свои позиции в промышленности, демонстрируя как позитивные изменения, так и значительные вызовы. Рассматривая текущее состояние и будущее этой технологии, эксперты выделяют ключевые тенденции и проблемы, определяющие развитие рынка.
Зрелость технологий: примеры успеха
Некоторые методы АП достигли высокой степени зрелости. Так, технология выборочного лазерного плавления (L-PBF/SLM) сегодня занимает лидирующую позицию в премиальном кастомизированном производстве изделий из металлов и сплавов. Примером её успешного применения служит небезызвестная компания SpaceX, использующая эту технологию в аэрокосмической отрасли. Ещё одним образцом зрелости АП можно назвать компанию Align Technologies, которая использует фотополимерную 3D-печать в ортодонтии. Её недавнее приобретение компании Cubicure с технологией Hot Lithography позволит производить миллионы прозрачных элайнеров в день. А вот компания Merit3D примеряет на себя мир литья в термопластавтоматы, составляя им при этом серьёзную конкуренцию. Фактически там используют 3D-ферму из доступных LCD-принтеров, мгновенно перенастраиваясь на новый тип продукции на заказ, печатая миллионными тиражами.
Рис. Первый серийный ракетный двигатель Raptor 3, произведенный с помощью 3D-печати (SpaceX)
Рис. Серийное производство по LCD технологии (Merit3D)
Доступные технологии: демократизация 3D-печати
Рост доступных решений в области 3D-печати способствует их популяризации как среди производителей, так и среди конечных потребителей. Современные настольные 3D-принтеры уже сопоставимы с промышленными моделями по качеству и функциональности. Это открывает новые возможности для широкой аудитории, а демократизация технологий становится важным шагом на пути к ускорению научно-технического прогресса.
Материалы как ключ к серийности
Для дальнейшего развития АП очень важно совершенствование материалов. Именно улучшение их характеристик — стабильности, химической совместимости и устойчивости к внешним воздействиям — позволяет применять 3D-печать не только для прототипирования, но и в массовом производстве.
Тренды в оборонной сфере
Один из наиболее заметных трендов – интерес к АП в оборонной отрасли. Хотя эта область вызывает дискуссии, эксперты отмечают, что 3D-печать помогает оптимизировать выпуск продукции как оборонного назначения, так и двойного применения (ремонт продукции как на линии фронта, так и в тылу). Это открывает новые возможности для сотрудничества технологического (зрелые производители, стартапы) и оборонного сектора и стимулирует спрос на инновационные технологии.
Сотрудничество и стандартизация
Осознание важности коллективных усилий стало одной из ключевых вех 2024 года. Компании объединяются для решения общих проблем, создавая консорциумы и инициативы по стандартизации процессов. Это способствует устранению барьеров и ускоряет интеграцию АП в промышленные цепочки.
Основные вызовы
Наряду с достижениями, АП в минувшем году и по сей день сталкивается с рядом серьёзных проблем:
Несоответствие ожиданиям: громкие обещания компаний-поставщиков оборудования для АП и конечных продуктов нередко не подкрепляются реальными результатами, что вызывает разочарование у клиентов.
Сложности внедрения: многие предприятия сталкиваются с недостатком инженерной поддержки и обучения, что тормозит интеграцию технологий.
Проблемы сертификации: особенно остро это проявляется в критически важных секторах, таких как оборонная и аэрокосмическая отрасли, где сертификация материалов требует значительных усилий и ресурсов.
Финансовая стабильность: несмотря на наличие востребованных продуктов, даже опытные компании нередко испытывают трудности с устойчивостью своих бизнес-моделей.
Восстановление доверия
Важной задачей остаётся восстановление доверия конечных пользователей. Избыточные обещания со стороны стартапов подрывают репутацию технологий 3D-печати, поэтому прозрачность и доказательная база становятся ключевыми факторами для укрепления доверия к АП.
Подводя итоги исследования тенденций и вызовов АП, отметим, что эта сфера в 2024 году демонстрирует как успехи, так и трудности. Устойчивое развитие отрасли зависит от дальнейшей работы над материалами, сертификацией и стандартизацией, а также от умения компаний создавать жизнеспособные и долгосрочные бизнес-модели. Только преодолев существующие барьеры, отрасль сможет раскрыть свой полный потенциал и занять ещё более значимое место в глобальной промышленности.
2025: вызовы и возможности
Согласно прогнозам, 2025 год станет важным этапом в развитии АП. Однако наряду с возможностями перед отраслью стоят вызовы, которые могут определить её будущее. Эксперты выделяют несколько ключевых аспектов, которые помогут преодолеть трудности и достичь успеха.
Восстановление доверия и повышение прозрачности
Одной из главных задач для отрасли остается восстановление доверия среди клиентов и инвесторов. Увеличение рыночного спроса и улучшение финансовых показателей компаний напрямую зависят от демонстрации реальной ценности технологий для клиентов. Открытый, без умолчаний, аргументированный диалог поставщиков и потребителей о достижениях и ограничениях технологий становится фундаментом для долгосрочного партнерства.
Важно также обеспечить высокую прозрачность производственных процессов. Заявления о качестве продукции должны подкрепляться объективными доказательствами — тестированием деталей на различных устройствах и оценкой их производительности в реальных условиях. Честное представление результатов укрепляет доверие между производителями и клиентами, что критически важно для развития отрасли.
Устойчивые бизнес-модели как основа успеха
Переход к устойчивым бизнес-моделям – непременное условие для развития АП. Вместо типичных для начинающих рискованных стратегий типа «всё или ничего» отрасли необходимо доказывать жизнеспособность своих технологий постепенным, последовательным развитием. Такой подход обеспечит стабильный рост и долгосрочную прибыльность.
Сертификация технологий: преодоление барьеров
Сложности с сертификацией остаются одним из основных препятствий для широкого внедрения АП. Важно, чтобы ключевые клиенты из таких секторов, как ВПК и аэрокосмос, играли активную роль в достижении необходимых стандартов. При достижении хотя бы 80% соответствия между возможностями технологий и требованиями клиентов это может стать важным шагом к массовому внедрению АП.
Интеграция искусственного интеллекта
Интеграция искусственного интеллекта (ИИ) в процессы АП открывает новые перспективы повышения производительности и эффективности. Автоматизация процессов, оптимизация параметров печати и прогнозирование результата — это лишь часть задач, которые могут быть решены с помощью ИИ.
Рис. Вычислительная инженерия с ИИ: технология, которая думает, как инженер (LEAP71)
Консолидация усилий и новые горизонты
Консолидация усилий между компаниями становится заметным трендом. Это способствует устранению барьеров для внедрения АП, ускоряя переход от прототипирования к реальным продуктам конечного использования.
Особый рост ожидается в таких отраслях, как ВПК, аэрокосмос, здравоохранение, автомобилестроение, где АП уже демонстрирует свои преимущества. Масштабирование производства и разработка новых технологий будут способствовать устойчивому развитию отрасли.
Вызовы и возможности
Темпы изменений стимулируют развитие новых приложений и технологий. Несмотря на существующие трудности, у АП есть все шансы на успешное развитие в 2025 году. Сфокусировавшись на прозрачности, устойчивых бизнес-моделях и сотрудничестве, отрасль может преодолеть вызовы и достичь новых высот.
2025 год обещает стать знаковым для АП, но успех будет зависеть от способности отрасли адаптироваться к новым вызовам и требованиям рынка. Этот год станет ещё одним шагом в эволюции АП, предлагая возможности для роста и требуя ответственного подхода со стороны всех участников рынка.
Мы рады сообщить вам, что возобновляем свою творческую активность на ресурсе Industry3d! Мы не только вернемся к прежнему формату и будем радовать вас самыми резонансными новостями, нашими размышлениями, вовлекать вас в совместную выработку экспертных оценок происходящего в мире аддитивного производства, но и пойдем заметно дальше.
Сегодняшняя реальность – это лавинообразное наступление IT и производственных технологий. Порой от такого массива данных становится даже немного страшновато… Но при вашей поддержке мы обязательно справимся, всё разложим по полочкам и вместе насладимся этим буйством технологий и эмоций!
Коллеги, 2024 год был сложным, но изменения, которые коснулись нашей любимой индустрии 3D-печати, уверили нас в самом важном: аддитивные технологии выходят на плато стабильности, а отечественные аддитивщики уверенно растут количественно и качественно, преодолевая пресловутый эффект Даннинга-Крюгера. Встречаем новый вызов, до которого мы доросли: ниша серийного аддитивного производства свободна! Занимайте ее, не бойтесь конкуренции! Именно этот аспект, так обожаемый нашей редакцией и культивируемый нами в профессиональных кругах, изменит производство раз и навсегда. И это произойдет уже в самое ближайшее время!
Именно таких новостей вы ждали от нас — полных оптимизма и сил для преодоления очередного рубикона?
Соратники, промышленники, энтузиасты, предприниматели! Мы поздравляем вас с наступающей чередой праздников — Новым 2025 годом и Рождеством! От всего сердца желаем вам ярких событий, которые неизбежно принесут новые вызовы и свершения! Не останавливайтесь на достигнутом, продолжайте свой путь в сердце новаций, будьте яркими и непокорными!
Industry3d остается с вами в ваших сердцах и на ведущих отраслевых площадках!


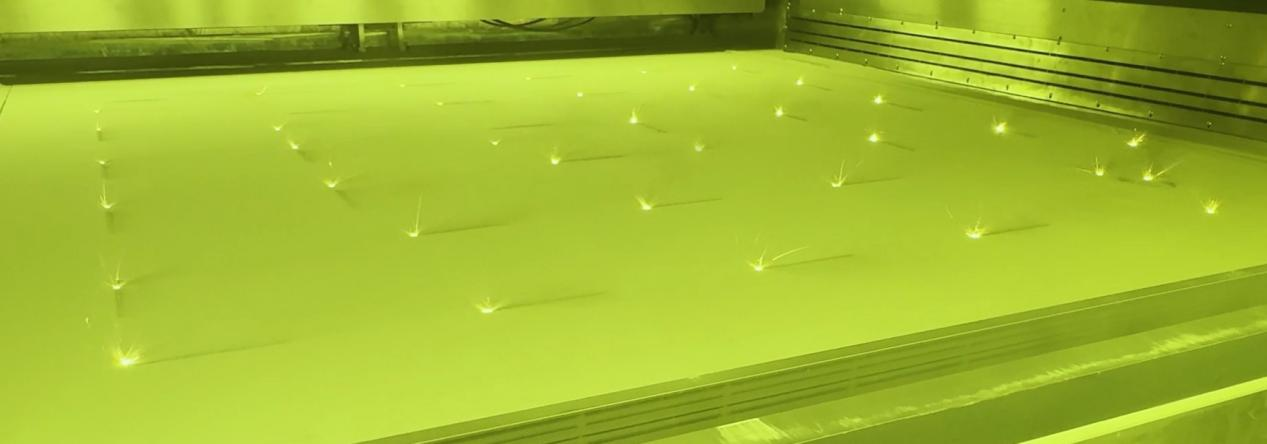

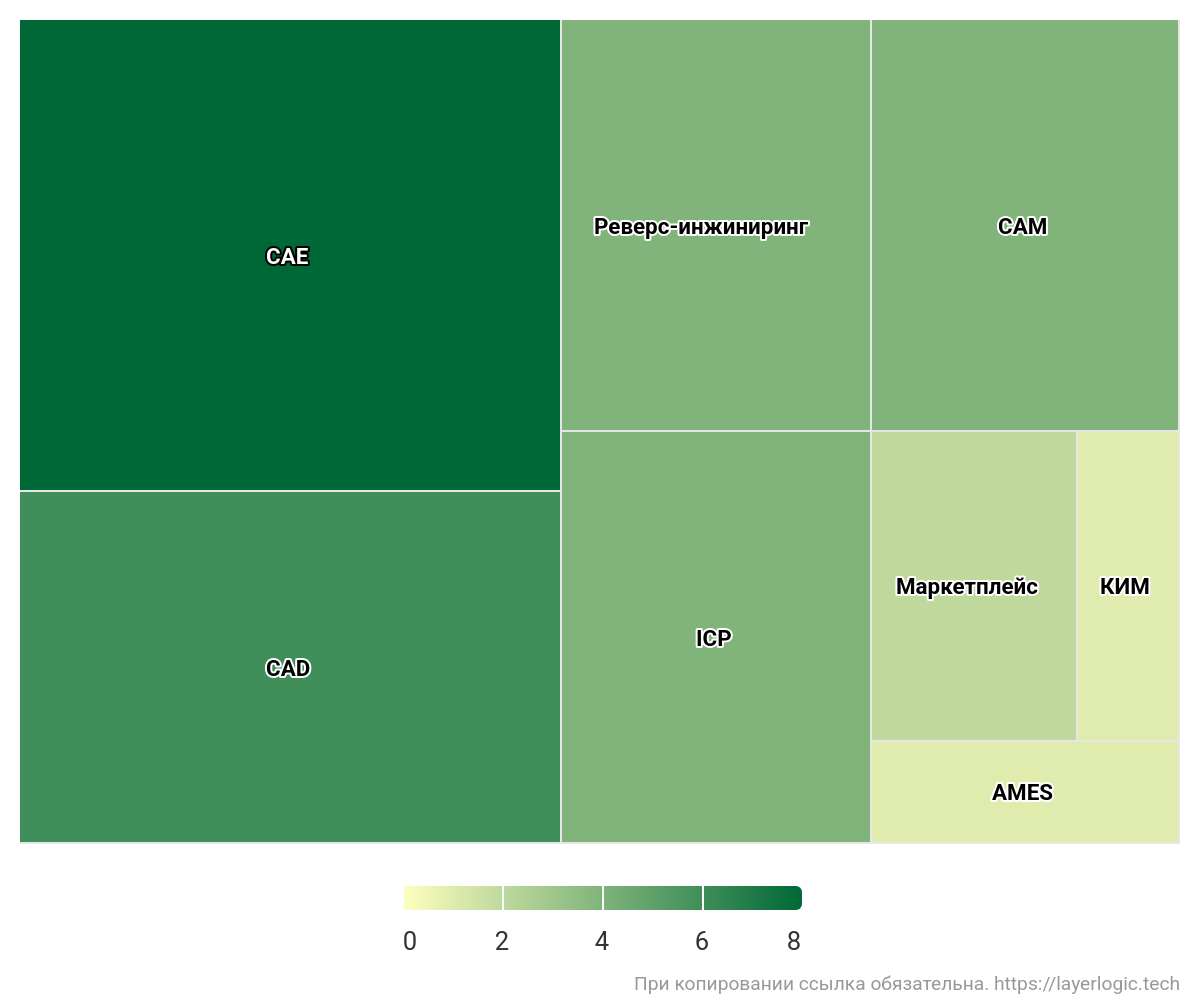
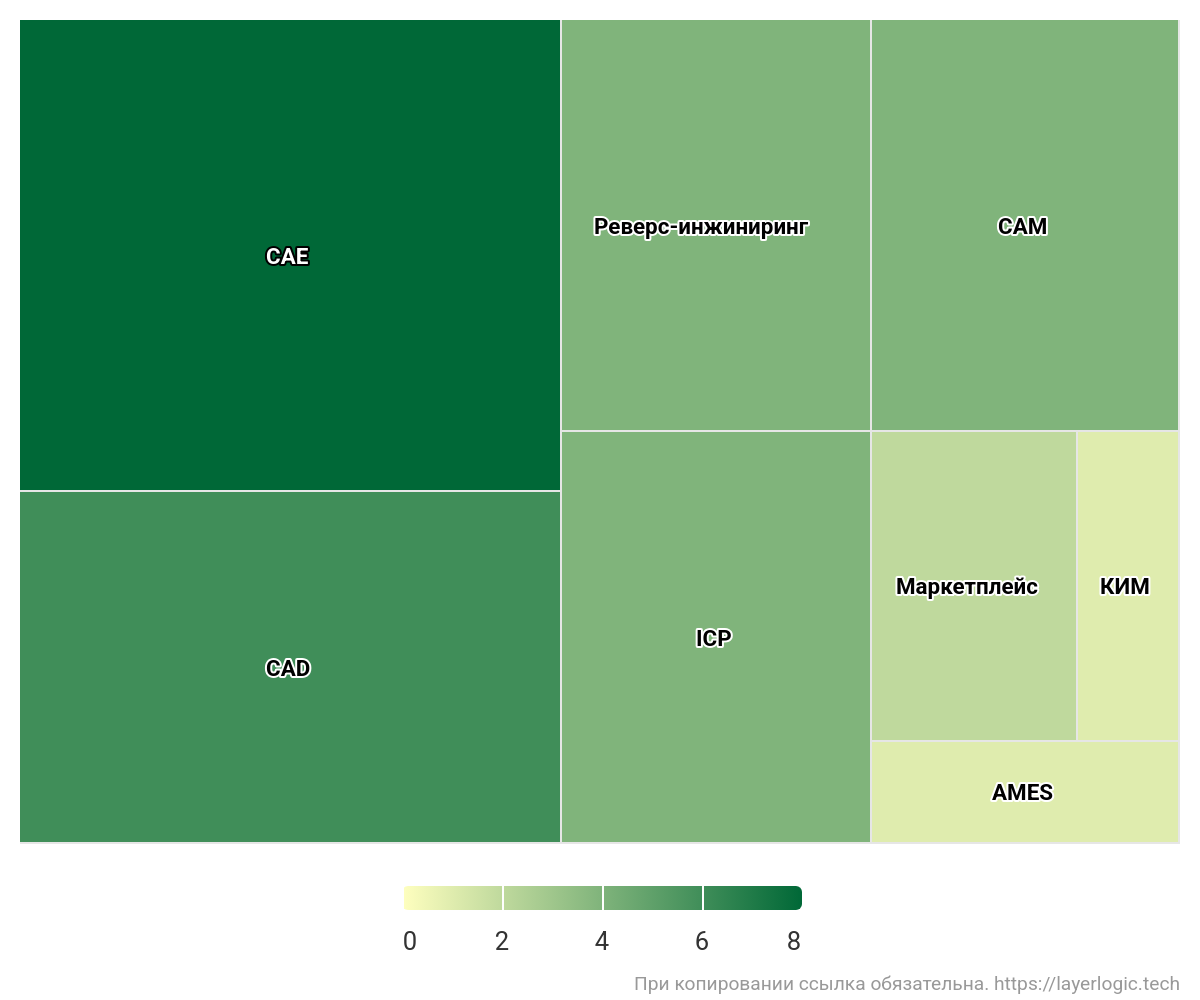




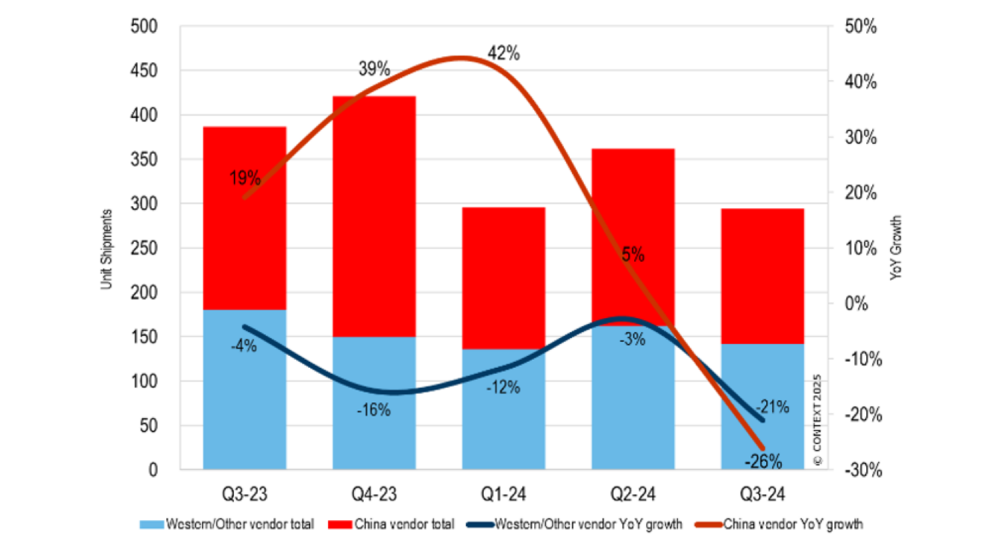



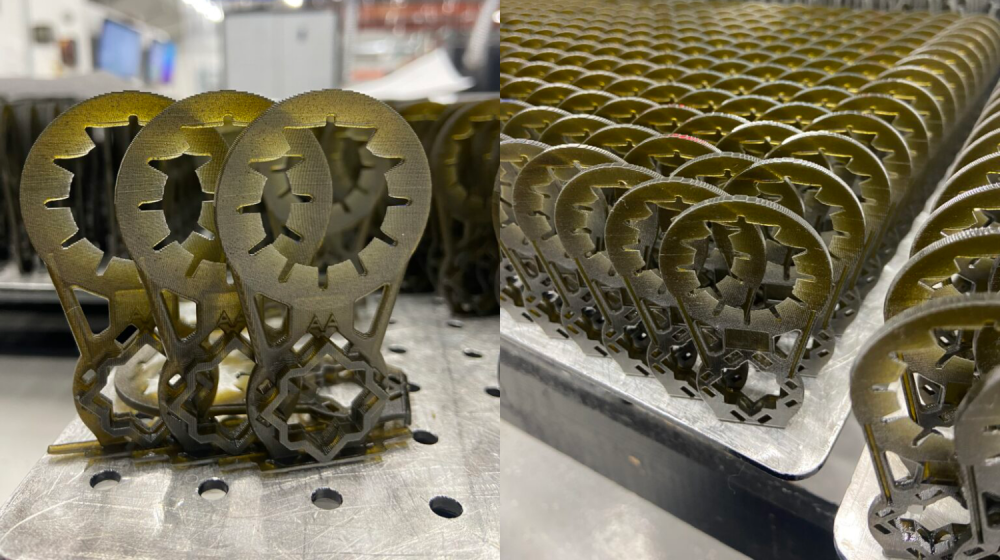


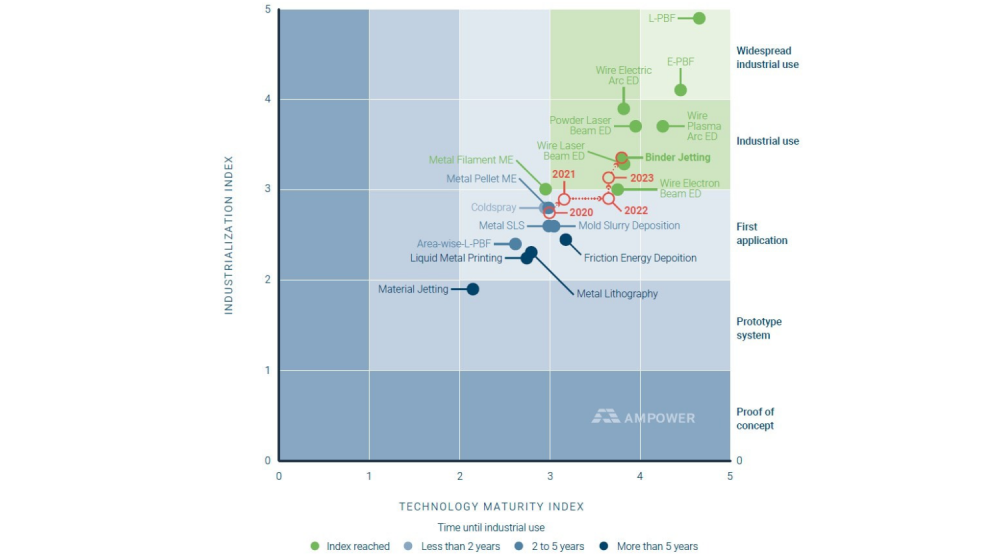
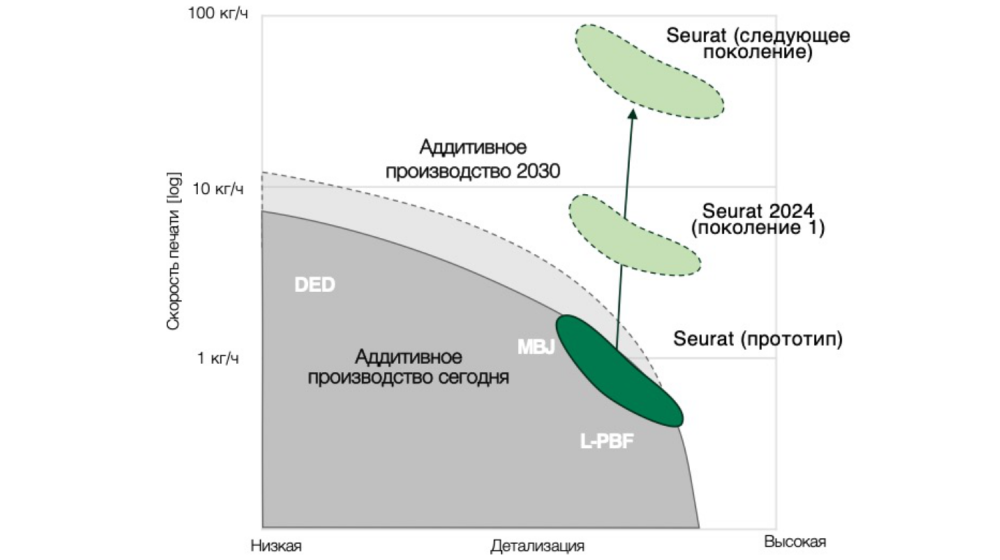
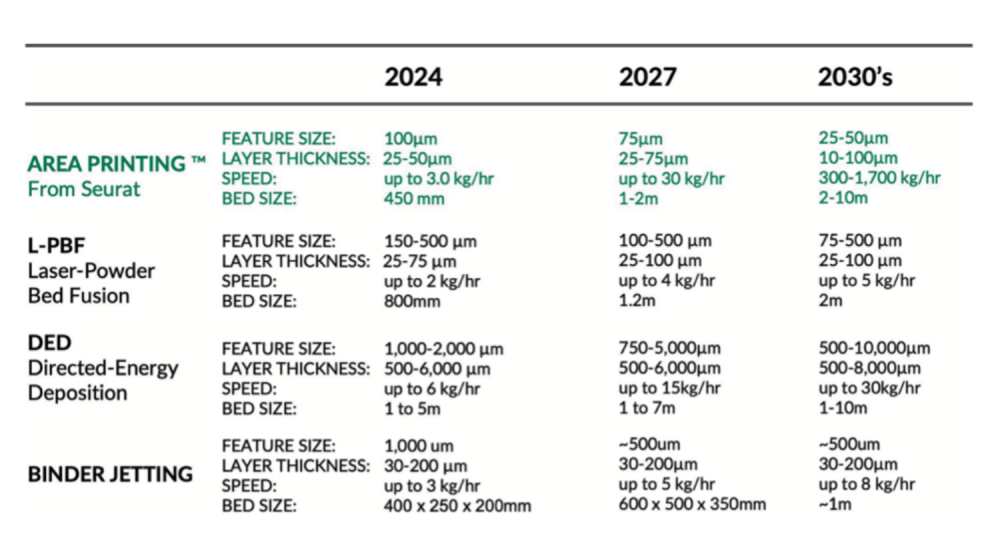
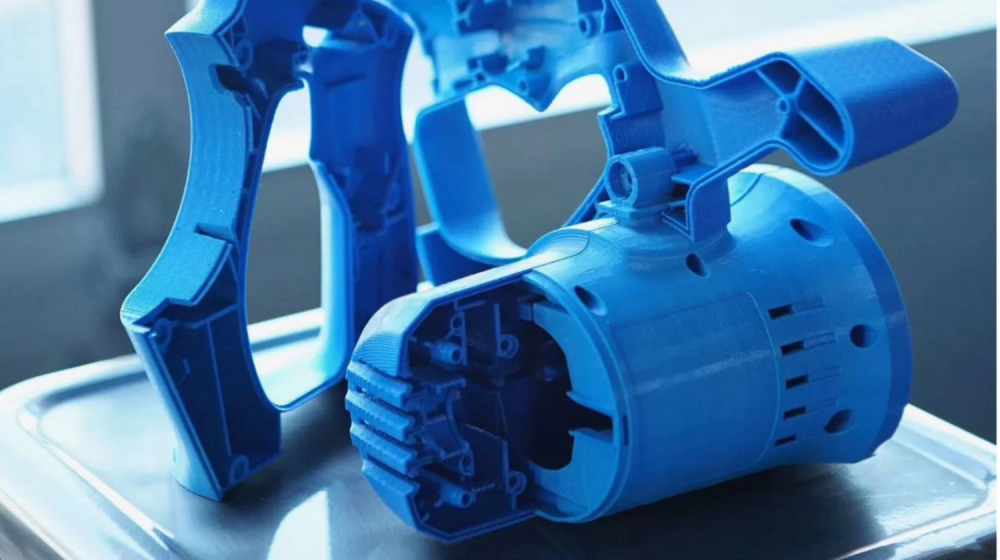
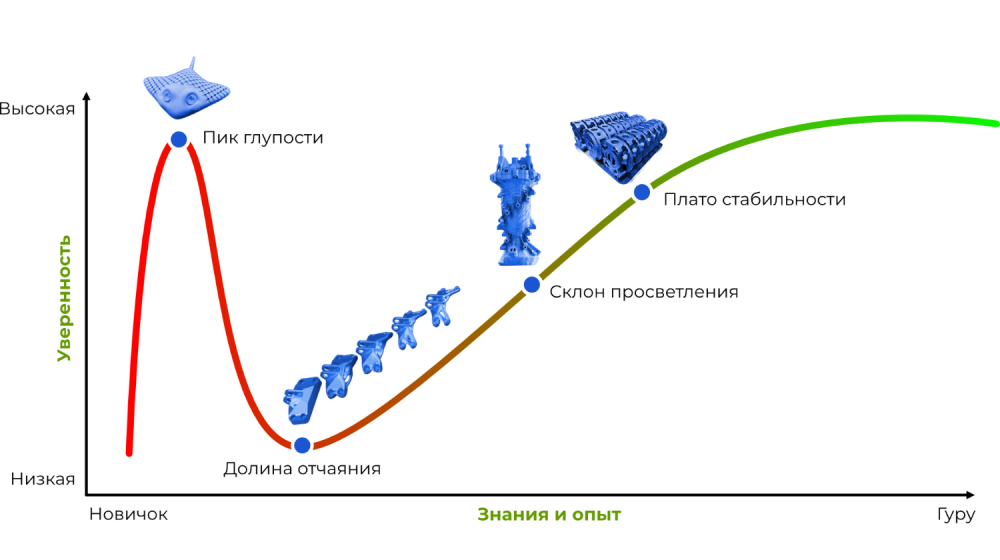

.png") Промышленный 3D-принтер KraussMaffei PowerPrint.
Промышленный 3D-принтер KraussMaffei PowerPrint..jpeg")