Конец года – всегда особенное время. Время, когда мы оглядываемся назад, анализируем пройденный путь, подводим итоги и ставим новые цели. Для команды Volgobot 2024 год стал периодом активного развития, интересных вызовов и значимых достижений. Мы рады поделиться с вами нашими успехами, рассказать о том, чего мы достигли, и наметить планы на будущее. В этой статье мы рассмотрим главные достижения уходящего года, чтобы вы могли вместе с нами оценить, как развивалась компания, и понять, почему мы так гордимся результатами нашей работы.
Присоединяйтесь к нам в этом путешествии по итогам 2024 года!
С момента основания в 2015 году Volgobot демонстрировал двукратный рост оборотов ежегодно. 9 лет динамичного развития привели к накоплению значительного опыта в команде. Однако стремительный рост создал сложности в передаче знаний новым сотрудникам. В уходящем году мы решилисконцентрироваться на внутренних улучшениях: составе и качестве команды, оптимизации продуктов и усовершенствовании бизнес-процессов. Тем не менее, в 2024 обороты Volgobot выросли на 35% по сравнению с предыдущим годом.
Главные 3 достижения года
Мы полностью обновили нашу продуктовую линейку – теперь в каталоге оборудования 6 моделей 3D-принтеров, 2 модели печей для отжига и 1 отдельный модуль сушки филамента. Представлены не только высокотемпературные промышленные машины, но и настольные профессиональные 3D-принтеры. Предыдущее поколение линейки A_PRO, включало в себя популярные модели A4 PRO и A3 PRO (производились с 2019 и 2020 соответственно), а также серию A – модели A4 и A3 (производились с 2020 года). На протяжении этих лет мы активно работали над улучшением наших продуктов, но понимали, что для достижения лидерства на рынке необходимы более кардинальные изменения. За годы работы, мы накопили опыт, который позволил нам переосмыслить технологические и конструкционные решения наших 3D-принтеров. Новые решения было невозможно внедрить в старые модели. Поэтому мы полностью обновили всю продуктовую линейку, повысив эффективность печати и производительность оборудования. Все новые модели стали более удобными в обслуживании и эксплуатации, а характеристики линейки PRO при работе с высокотемпературными материалами находятся на самом высоком уровне, позволяя им занимать лидирующие позиции на рынке.
Мы увеличили эффективность работы команды на 70% – то есть 1 час нашего сотрудника стал в 1,7 раза полезнее. Этого удалось достичь благодаря работе по усовершенствованию и детализации многих внутренних регламентов и активным инвестициям в развитие компетенций наших сотрудников. Кроме того, мы доработали систему мотивации, что также внесло свой вклад в увеличение общей продуктивности. Особое внимание было уделено решению противоречий и конфликтов между отделами.
Мы значительно переработали систему подготовки кадров. Наше многолетнее сотрудничество с Волгоградскими колледжами и Волгоградским политехническим университетом вышло на новый уровень. Мы не только систематизировали работу с этими образовательными учреждениями, но и усовершенствовали процесс отбора кандидатов. В результате, мы внедрили более эффективную систему интеграции и обучения персонала, а также новые методики учета и проведения образовательных мероприятий.
Завершая 2024 год, Volgobot демонстрирует уверенную готовность к будущим проектам. Мы успешно реализовали стратегию внутреннего развития, и теперь готовы к запуску нескольких принципиально новых продуктов в 2025 году. Кроме того, мы наблюдаем продолжающийся рост интереса к функциональной 3D-печати комплектующих, и, учитывая эту тенденцию, полагаем, что в новом году станем свидетелями еще большего спроса на аддитивные технологии.
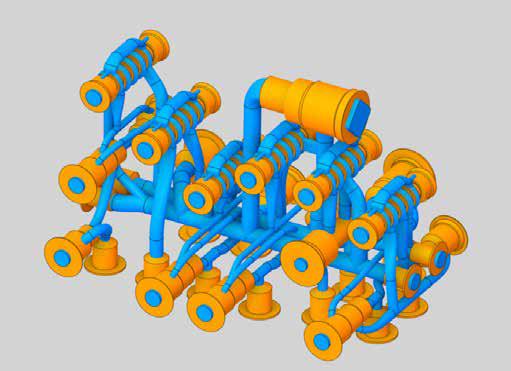
Гидравлические системы играют важную роль во многих отраслях промышленности, обеспечивая высокую плотность мощности в компактных и эффективных корпусах. Однако традиционные методы субтрактивного производства ограничивают дизайн и производительность. Аддитивное производство предлагает решение, позволяя создавать сложные геометрические формы, улучшающие динамику потока, при этом минимизируя расход материалов. В этой статье Валерия Тирелли, генеральный директор Aidro Srl, рассказывает о том, как АМ меняет дизайн и производство гидравлических компонентов, предлагая новые возможности для повышения производительности, устойчивости и адаптации к конкретным условиям применения.
Гидравлические насосы, цилиндры и другие приводы обеспечивают большую мощность при меньших габаритах, чем двигатели, электромоторы и механические приводы. Гидравлические клапаны легко управляют направлением, скоростью, крутящим моментом и силой с помощью различных видов управления – от полностью ручного до управляемого сложной электроникой. Исторически сложилось так, что технологии производства этих гидравлических компонентов не успевали за расширяющимся спектром их применения. Появилось аддитивное производство металлов – набор промышленных процессов, предлагающих новые возможности для использования высокой плотности мощности гидравлических технологий путем улучшения проектирования и производства деталей гидросистем, таких как коллекторы, клапанные блоки и компоненты клапанов. По мере того как аддитивное производство продолжает набирать обороты в промышленности в целом, все большее число пользователей гидравлических систем уже получают выгоду от использования оптимизированных по весу и размеру гидравлических компонентов со сложными характеристиками, которые было бы сложно или невозможно изготовить с помощью традиционного производства. Это особенно актуально после того, как АМ преодолела трудности, связанные с очень высоким давлением, под которым работают гидравлические компоненты.
Рис. 1 По мере того как АП продолжает набирать обороты в промышленности, все большее число пользователей гидравлических компонентов внедряют эту технологию (предоставлено Aidro Srl)
Почему АП выгодно отличается от других способов производста
Аддитивное Производство предлагает иной подход к устоявшимся методам проектирования и изготовления гидравлических деталей. Вместо того чтобы начинать с металлического блока, процесс аддитивного производства позволяет инженерам и техническим дизайнерам проектировать гидравлические детали, основываясь на конкретных потребностях приложения, а не на ограничениях прошлых производственных процессов. Свободные от ограничений традиционной механической обработки, детали могут быть разработаны для наиболее эффективного сочетания производства и производительности, включая оптимизацию внутренних каналов для увеличения расхода и снижения падения давления. Кроме того, в течение нескольких часов можно изготовить множество различных прототипов, чтобы определить наилучшую конструкцию, прежде чем перейти к массовому производству, будь то традиционные или аддитивные методы. Эти компоненты могут быть изготовлены из различных материалов, включая нержавеющую сталь, алюминий и инконель, характеристики которых выгодно отличаются от кованых материалов. Действительно, многие материалы, обработанные методом АП, обладают лучшими механическими свойствами и плотностью, чем их литые аналоги. Хотя гидравлические компоненты могут быть изготовлены как традиционным способом, так и методом АП, традиционное производство неизбежно имеет недостатки. Как субтрактивный процесс, материал удаляется – обычно с помощью обработки на станках с ЧПУ – из более крупной детали, обычно металлической отливки или прутка, чтобы получить желаемую форму. Избыточный материал часто оставляют на месте, чтобы сэкономить на его удалении, в результате чего детали весят гораздо больше, чем нужно. Механическая обработка также ограничена в возможности изготовления некоторых конструкций. Проходы в обычных коллекторах часто должны быть расположены таким образом, чтобы предотвратить пересечение каналов, просверленных поперек, и обеспечить достаточное количество материала между каналами для обеспечения достаточной прочности. Кроме того, вспомогательные отверстия, просверленные для соединения внутренних проходов, должны быть заглушены, что создает возможность будущей утечки.
Рис. 2 Генеральный директор компании Aidro Валерия Тирелли с гидравлическим компонентом, изготовленным изготовленным методом аддитивного производства (PBF-LB) (предоставлено Aidro Srl)
«Освободившись от ограничений обычной механической обработки, можно спроектировать детали для наиболее эффективного сочетания производственных и эксплуатационных характеристик, включая оптимизацию внутренних каналов для увеличения расхода и снижения падения давления. Кроме того, можно изготовить множество различных прототипов в течение нескольких часов…»
Аддитивное производство, с другой стороны, «создает» желаемую деталь слой за слоем. С помощью этой технологии каналы потока могут быть размещены именно там, где они нужны, и оптимизированы по размеру и форме. До сих пор проточные каналы, особенно в таких компонентах, как клапаны, обычно были круглыми, поскольку их обрабатывали вращающимися фрезами. Послойная сборка компонентов позволяет разработчикам создавать конфигурации, которые было бы сложно или невозможно использовать при субтрактивных методах производства. Проточные каналы коллекторов теперь можно изготавливать с поперечным сечением и специальной формой вместо круглого отверстия, что позволяет оптимизировать пропускную способность канала той же (или меньшей) ширины, а иногда и на меньшей площади. Поскольку проходы, соединяющие внутренние каналы, не нужно обрабатывать снаружи коллектора, отпадает необходимость в заглушках для отверстий. Хотя существует большое разнообразие процессов аддитивного производства, в этой статье речь пойдет о технологии Laser BeAM Powder Bed Fusion (PBF-LB), при которой металлический порошок послойно расплавляется с помощью лазера. Другие процессы, используемые для изготовления гидравлических компонентов, включают струйное напыление связующего (BJT), при котором частицы порошка удерживаются вместе связующим веществом перед спеканием. В обоих случаях материал добавляется только там, где это необходимо. Это позволяет производителям создавать новые, легкие конструкции с различной геометрией и уменьшенным количеством деталей. Вместо того чтобы собирать три или четыре компонента (например, клапаны и коллекторы), можно сконструировать одну деталь, включающую эти компоненты. Это обеспечивает снижение веса, исключает сборочные операции, снижает риск утечки при соединении нескольких деталей и сокращает время обработки.
«Аддитивное производство, с другой стороны, «создает» желаемую деталь слой за слоем. С помощью этой технологии проточные каналы можно разместить именно там, где они нужны, и оптимизировать их размер и форму».
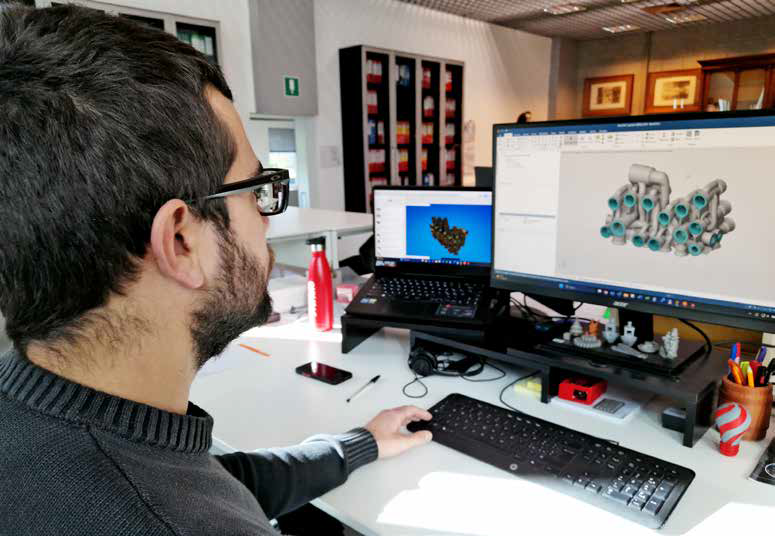
Рис. 3 Именно на этапе проектирования можно придать компоненту, изготовленному аддитивным способом, значительную ценность (Предоставлено Aidro Srl)
Обеспечение устойчивости как при производстве, так и при использовании
Во многих случаях аддитивное производство обеспечивает значительные преимущества с точки зрения устойчивости. Процессы АП требуют значительно меньше материала, чем субтрактивные процессы, такие как обработка на станках с ЧПУ, которые обязательно должны начинаться с большего количества материала, чем требуется для конечного компонента. Также было продемонстрировано снижение энергопотребления при сравнении ковки или литья с аддитивным производством. Создание легких деталей с помощью АП также способствует достижению целей устойчивого развития конечных пользователей. Транспортные средства или мобильная техника, в которые устанавливаются облегченные детали, могут выиграть от повышения топливной эффективности, поскольку использование облегченных компонентов снижает общий вес транспортного средства и, следовательно, расход топлива. Это особенно полезно в аэронавтике и космической отрасли, где каждый грамм, сэкономленный на компонентах, означает не только снижение воздействия на окружающую среду, но и значительную экономию средств.
Рис. 4 Изображение гидравлического коллектора UGO, используемого на зерноуборочных комбайнах (предоставлено Aidro Srl)
Пример из практики: коллектор UGO
Интересным примером из области сельскохозяйственного оборудования является гидравлический коллектор, показанный на рис. 4. Разработанный компанией Aidro, UGO является прекрасным примером коллектора, изготовленного аддитивным способом, который демонстрирует преимущества этой технологии для жидкостных силовых систем.
Коллектор UGO – это система, с помощью которой осуществляется управление зерноуборочными комбайнами. Он работает на гидравлических цилиндрах и моторах и традиционно состоит из:
Шесть клапанов управления направлением
Четыре редукционных клапана
Один клапан сброса давления
Один байпас
Два обратных клапана с пилотным управлением
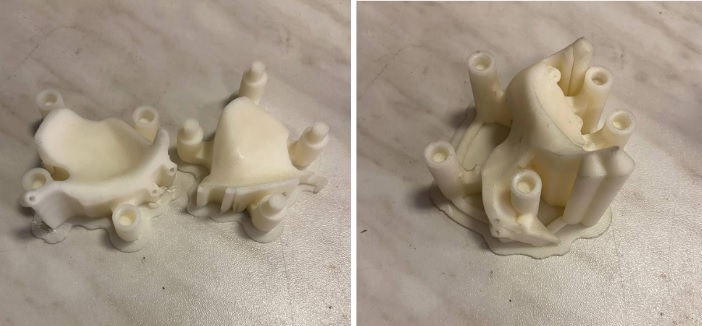
Рис. 5 Коллектор, изготовленный аддитивным способом (вверху), выполняет те же функции, что и оригинальный блок, который он заменяет (внизу), но имеет вдвое меньший размер. функции, что и оригинальный блок, который он заменяет (внизу), но при этом он вдвое меньше по размеру и (любезно предоставлено компанией Aidro Srl)
Коллектор, изготовленный методом аддитивного производства, выполняет те же функции, что и оригинальный блок, который он заменяет, но при этом имеет вдвое меньшие размеры и вес (рис. 5). В то время как традиционный коллектор изготавливается из нескольких материалов (алюминий для основания, чугун и сталь для клапанов), новая конструкция полностью выполнена из нержавеющей стали 316L. Этот материал сочетает в себе отличную прочность, высокую пластичность и хорошие термические свойства, что, наряду с высокой устойчивостью к коррозии и точечной коррозии (в том числе химической), делает его особенно подходящим для машин, используемых в сельском хозяйстве. 316L также лучше противостоит атмосферным агентам и химическим продуктам, используемым в этом секторе. Испытания под давлением аддитивно изготовленного 316L также показали, что механические свойства – такие как прочность на разрыв, удлинение, ударная вязкость и твердость – не хуже, а то и лучше, чем у обычных материалов через какие комбайны.
Сравнение традиционного производства с аддитивным производством сборного коллектора
Параметр
Классическая технология
Аддитивное производство
Комментарии
Масса
23,3 кг
11,3 кг
Обе массы включат клапана
Количество деталей
194
42
Снижение веса в основном за счет удаления винтов, прокладок, крышек
Материал
Алюминий для коллектора и чугун/сталь для клапанов
Сталь 316L
Рабочее давление
250 бар
250 бар
250 бар – это то, что требуется для данного приложения, хотя коллекторы AM могут без проблем выдерживать и более высокое давление; однако максимальное давление клапанов составляет 350 бар.
Таблица 1 Сравнение оригинальных и аддитивно-изготовленных коллекторов (предоставлено Aidro Srl)
«Во многих случаях аддитивное производство обеспечивает значительные преимущества с точки зрения устойчивости. Процессы АП требуют значительно меньше материала, чем субтрактивные процессы, такие как обработка с ЧПУ, которые обязательно должны начинаться с большего количества материала, чем требуется для конечного компонента.»
Как уже отмечалось ранее, одним из преимуществ внедрения аддитивного производства является возможность объединения нескольких деталей в одну, что сокращает время сборки и упрощает цепочку поставок. В случае с коллектором UGO оригинал состоял из 194 деталей, включая тринадцать основных блоков, двенадцать блоков корпуса клапана, один базовый коллектор и множество мелких компонентов, таких как золотники, уплотнительные кольца, винты, прокладки и крышки. Версия коллектора АП состоит всего из сорока двух деталей, включая один центральный блок.
Эффективность
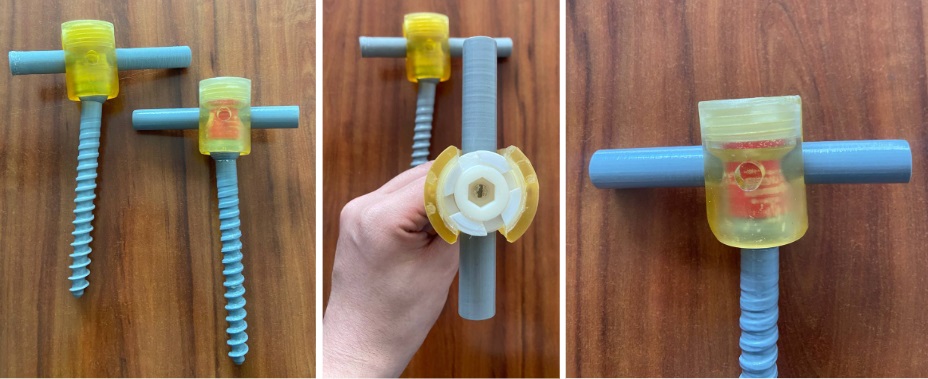
Рис. 6 Детальный вид коллектора UGO (предоставлено Aidro Srl)
Рис. 7 Испытание коллектора UGO в условиях эксплуатации (предоставлено
Aidro Srl)
Эксплуатационные характеристики коллектора UGO превосходят характеристики оригинальной детали, поскольку изогнутая форма внутренних каналов означает отсутствие углов 90° в местах пересечения (рис. 6). Кроме того, как уже упоминалось выше, проходы, соединяющие два или более внутренних канала, не нужно обрабатывать снаружи коллектора и впоследствии закупоривать, чтобы предотвратить вытекание жидкости. Действительно, при традиционном производстве гидравлических систем пересечения коллекторов создаются путем сверления отверстия с одной стороны и другого отверстия с другой стороны блока, что является результатом ограничений, накладываемых станками. Освободившись от этих ограничений, инженеры могут проектировать компоненты на основе принципов вычислительной гидродинамики. Возможность аддитивного производства оптимизированных изогнутых каналов позволяет улучшить динамику потока и снизить перепады давления. Это, в сочетании с устранением риска утечки за счет отказа от вспомогательных крышек и заглушек, дает двойное преимущество: оптимизируются эксплуатационные характеристики и снижается риск нанесения ущерба окружающей среде. Более того, свобода проектирования, которую дает аддитивное производство, позволяет инженерам размещать проточные каналы именно там, где они необходимы, причем самых разных форм и размеров. Это означает, что каналы могут быть расположены ближе друг к другу, чем в обычных коллекторах, что делает готовые изделия более компактными и легкими. В данном примере коллектор АП UGO на 50 % меньше исходного компонента. Уменьшение размеров компонентов, достигаемое с помощью АП, особенно ценно, когда детали предназначены для мобильного применения и имеют сравнительно небольшое пространство для размещения гидравлических систем. Форма коллектора UGO была адаптирована к имеющемуся пространству, а соединения подобраны точно к месту подвода внешних трубопроводов. Это означает, что коллектор не нуждается в модификации после производства, поскольку он разработан именно для своего уникального применения.
Заключение
Аддитивное производство представляет собой трансформационный сдвиг в проектировании и производстве гидравлических компонентов. Освобождая инженеров от ограничений традиционного производства, АМ позволяет создавать более легкие и эффективные детали с оптимизированной динамикой потока и улучшенными характеристиками. На примере коллектора UGO показано, как АМ позволяет значительно уменьшить размер и вес компонентов, упростить сборку и повысить надежность за счет исключения элементов, склонных к поломкам, таких как вспомогательные заглушки. Помимо производительности, преимущества АМ с точки зрения экологичности, включая снижение расхода материалов и энергопотребления, соответствуют растущему вниманию к экологически ответственному производству. По мере развития технологии она будет играть все более важную роль в секторе жидкостных систем, стимулируя инновации и удовлетворяя разнообразные требования современных приложений.
Рис. 8 Оригинальный коллектор (вверху) состоит из 194 деталей, включая тринадцать основных блоков, двенадцать блоков клапанных корпусов, один базовый коллектор и множество мелких компонентов, таких как золотники, уплотнительные кольца, винты, прокладки и крышки. Коллектор AM (вверху) состоит всего из сорока двух деталей, включая один центральный блок, и имеет значительно улучшенные характеристики благодаря оптимизированной конструкции каналов (Предоставлено Aidro Srl)
«Освобождая инженеров от ограничений традиционного производства, АП позволяет создавать более легкие и эффективные детали с оптимизированной динамикой потока и улучшенными характеристиками».
Volgobot продолжает активно сотрудничать с различными организациями и предприятиями, и сегодня мы хотим рассказать еще об одном из наших клиентов – НП ООО «МЕДБИОТЕХ».
Давайте познакомимся с деятельностью предприятия ближе.
НП ООО «МЕДБИОТЕХ» специализируется на разработке и изготовлении изделий медицинского назначения: имплантов и медицинского инструментария для различных медицинских отраслей, таких как травматология и ортопедия, спинальная хирургия, нейрохирургия, челюстно-лицевая хирургия, офтальмология и другие.
Основой работы является тесное сотрудничество с ведущими мед.учреждениями Республики Беларусь и стран СНГ, а также широкое применение современных технологий в производстве: лазерное оборудование, нанотехнологии, индивидуальное изготовление конструкций, применение новых покрытий.
Предприятие имеет развитую промышленную базу с металлообрабатывающим производством, лабораторией по разработке и производству биокомпозиционных материалов и изделий из них, офтальмологический участок и участок 3D-печати.
Оцифровывая снимки КТ и МРТ, специалисты создают 3D-модели, на основе которых разрабатывают индивидуальные конструкции для создания имплантатов из титана. Несколько лет назад благодаря деятельности «МЕДБИОТЕХ» в Беларуси стала доступна уникальная технология глазного протезирования – восстановление утраченного глаза экзопротезом с фиксацией на внутрикостных имплантатах.
Специалисты предприятия в сотрудничестве с научными медицинскими работниками за последние 30 лет разработали и выпускают более 40 видов продукции, которые применяют в Беларуси, России, Узбекистане, Киргизии, Таджикистане, Казахстане и других странах.
В апреле 2020 года компания вошла в ряды резидентов Минского городского технопарка, а в этом году предприятие отмечает 30-тилетие создания и работы на медицинском рынке.
Мы поговорили с ведущим специалистом по 3D-проектированию, технологом и оператором 3D-принтеров Горбатским Алексеем Владимировичем и попросили рассказать, какое оборудование Volgobot применяется на производстве.
«У нас установлены и отлично показывают себя в работе три 3D-принтера Volgobot: две модели A4 PRO и одна A3 PRO. Мы очень довольны оборудованием и планируем расширять парк вашей техникой.
В прототипировании используется большое количество аддитивного оборудования различных производителей. 3D-принтеры используются для печати анатомических макетов пациентов, различных технических изделий, таких как рентгенопрозрачный HALO-аппарат, ранарасширители, ручки под различный мед.инструмент, а также прототипов разного вида и макетов.
Анатомические макеты необходимы для последующей гибки по ним титановых пластин, а изготовление индивидуальных имплантов сейчас настолько плотно привязано к печатному прототипированию, что невозможно без 3D-принтера».
Для нашей компании важна обратная связь от клиентов, поэтому мы попросили отзыв о работе нашего оборудования и спросили, что можно улучшить.
«В общем, мы довольны оборудованием. Особенно понравилось, что технические характеристики 3D-принтеров соответствуют заявленным. Также очень радуют возможность работы со сложными материалами и надёжная механика.
Из того, что хотелось бы изменить, отмечу прошивку. Над ней однозначно стоит поработать. Есть мелкие огрехи, которые стоит убрать. Эргономика прошивки местами выглядит нелогичной или неудобной. Хотелось бы исправить ее, чтобы работа с оборудованием стала более комфортной и понятной».
Клиент отдельно отметил работу технической поддержки Volgobot:
«Специалисты с тех.поддержки приехали, помогли с запуском и настройкой оборудования, качественно выполнили все работы и оперативно закрыли все вопросы. Из дополнительных пожеланий – хотелось бы ускорить поставку оборудования».
Мы услышали предложения клиента и в ближайшее время займемся улучшением прошивки на нашем оборудовании и сделаем все возможное по уменьшению времени поставки.
Команда Volgobot всегда рада, когда наше оборудование помогает в развитии и работе других предприятий. Благодарим сотрудников НП ООО «МЕДБИОТЕХ» за плодотворное сотрудничество.
Надеемся, данная статья была вам интересна и полезна. Если у вас остались вопросы или вы заинтересованы в нашем оборудовании, оставляйте комментарии под публикацией. Мы всегда на связи и готовы к продуктивному общению.
Напоследок покажем фотографии наших 3D-принтеров на рабочем месте и модели, изготовленные на Volgobot A4 PRO и A3 PRO. Фотографии получены от нашего клиента НП ООО «МЕДБИОТЕХ».
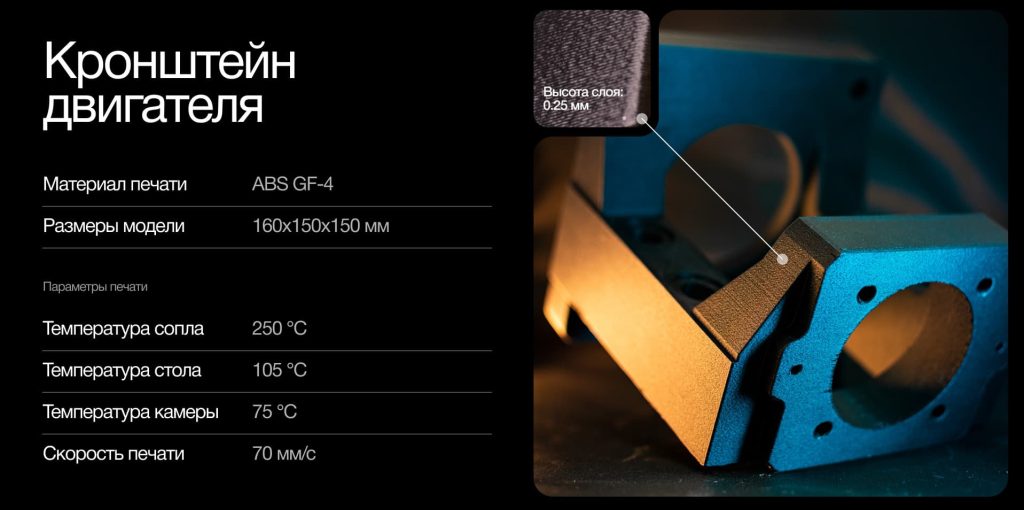
Кондуктор для первичной гибки орбитальных пластин
Модели Volgobot A4 PRO в работе. На них производилось тестирование печатных изделий из высокотемпературных полимеров. С этих моделей НП ООО «МЕДБИОТЕХ» начало работу и взаимодействие с нашей компанией
Увеличенный винт-макет, который используется при протезировании. Имеет возможность фиксации. Материал: Головка из фотополимерной смолы, остальное – из ABS
Деталь для замены оригинальных элементов медицинского инструмента. Материал: UltraX от REC (полиамид 6 + 30% углеродных волокон)
Распечатанный рентгенопрозрачный HALO-аппарат (используется в МРТ для внешней фиксации шейного отдела позвоночника при одноэтапном и двухэтапном хирургическом лечении его повреждений). Материал: UltraX от REC (полиамид 6 + 30% углеродных волокон)
Предварительный макет шарнирной системы под гало-аппарат. Тест был необходим перед окончательной печатью всего аппарата. Материал: ABS
Элементы конструкции гало-аппарата. Материал: UltraX от REC (полиамид 6 + 30% углеродных волокон)
Распечатанная 3D-модель черепа пациена, полученная по снимку КТ. Используется как лекало для гибки титановых вставок-пластин. Титановая пластина может быть далее смонтирована как на клиновидную или скуловую кость, так и на более крупные кости человеческого черепа. Материал: ABS
Распечатанная 3D-модель нижней челюсти пациента для изготовления индивидуальной реконструкционной нижнечелюстной пластины. Материал: ABS
Распечатанная 3D-модель части лица пациента для разработки экзопротеза глаза с фиксацией на внутрикостных имплантатах. Материал: ABS.
Несколько месяцев назад мы представили новое поколение высокотемпературных 3D-принтеров – линейку A_PRO. А в начале ноября выпустили анонс аддитивного оборудования с доступными термокамерами. Теперь мы готовы представить что-то побольше.
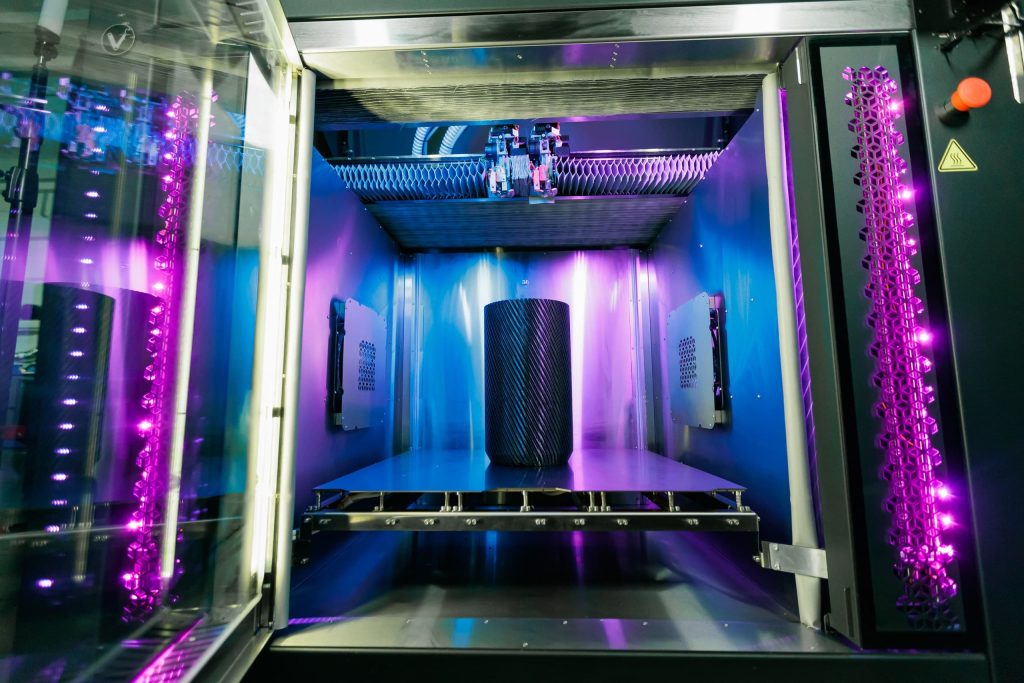
Сегодня хотим показать вам самый большой 3D-принтер Volgobot – CUBE600 PRO.
Модель Volgobot CUBE600 PRO – это промышленный 3D-принтер для эксплуатации на технологических предприятиях. Оборудование в первую очередь предназначается для печати больших функциональных деталей.
3D-принтер позволяет печатать большинством доступных филаментов. Все технические решения в первую очередь опираются на высокие характеристики оборудования и качество продукции.
CUBE600 PRO создан для печати габаритных корпусных деталей из сложных полимеров, например, полиамидов и полиэфиримидов. Хорошо подойдет для автомобильной отрасли, в тюнинг-ателье. Также его возможности будут полезны в авиации для печати легких деталей сложной формы.
Модель Volgobot CUBE600 PRO имеет рабочую область 600х600х600 мм и параметры линейки PRO. Мы уже подробно освещали каждое решение линейки, поэтому здесь расскажем только об основных особенностях модели.
Удобство эксплуатации
Мы оптимизировали обслуживание систем оборудования. 3D-принтер разделен на модули, каждый из которых может быть быстро снят и заменен.
В проекте применены быстросъемные гармошки в качестве теплоизолятора для термокамеры. Для обеспечения полного доступа к экструдерам при замене или тех.обслуживании достаточно приподнять гармошку вверх и потянуть на себя.
Монитор сделан полностью съемным.
Отдельное внимание уделено легкости технического обслуживания. 3D-принтер скомпонован таким образом, что вся механика может обслуживаться либо непосредственно сверху при снятой крышке, либо через легкосъемные декоративные панели на пазах. Также выполнена крышка блока электроники.
На боковых декоративных панелях для определения состояния оборудования предусмотрена цветовая индикация.
Основная техническая информация
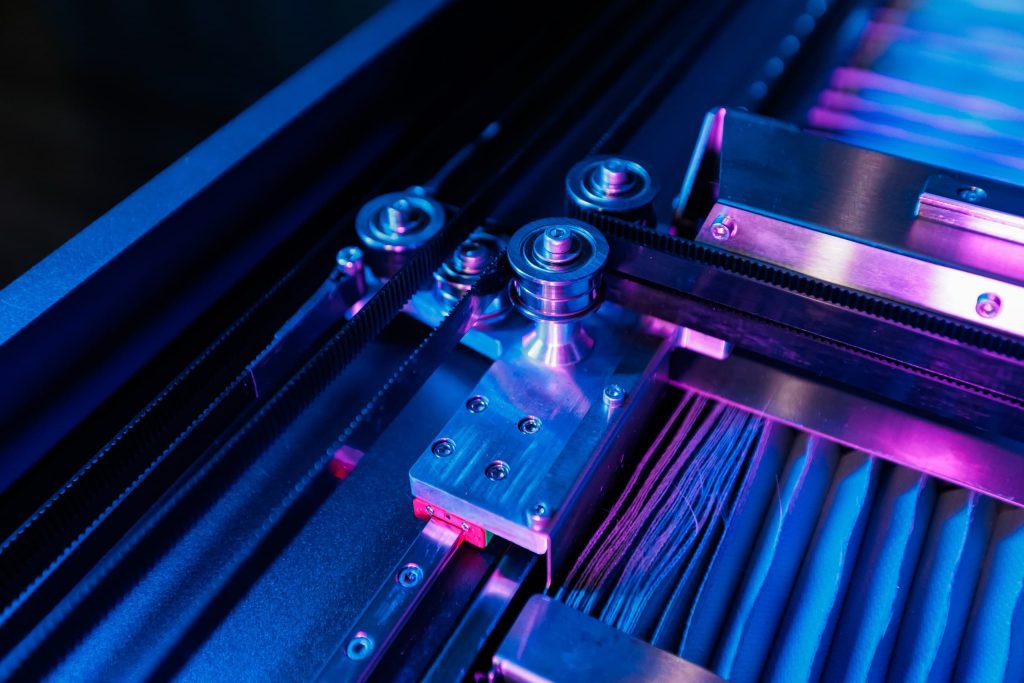
Кинематика
В CUBE600 A_PRO используется кинематическая схема IDEX (CoreXYU). 3D-принтер справляется с печатью одной детали из двух материалов или синхронной печати двумя экструдерами. Это увеличивает производительность работ в два раза.
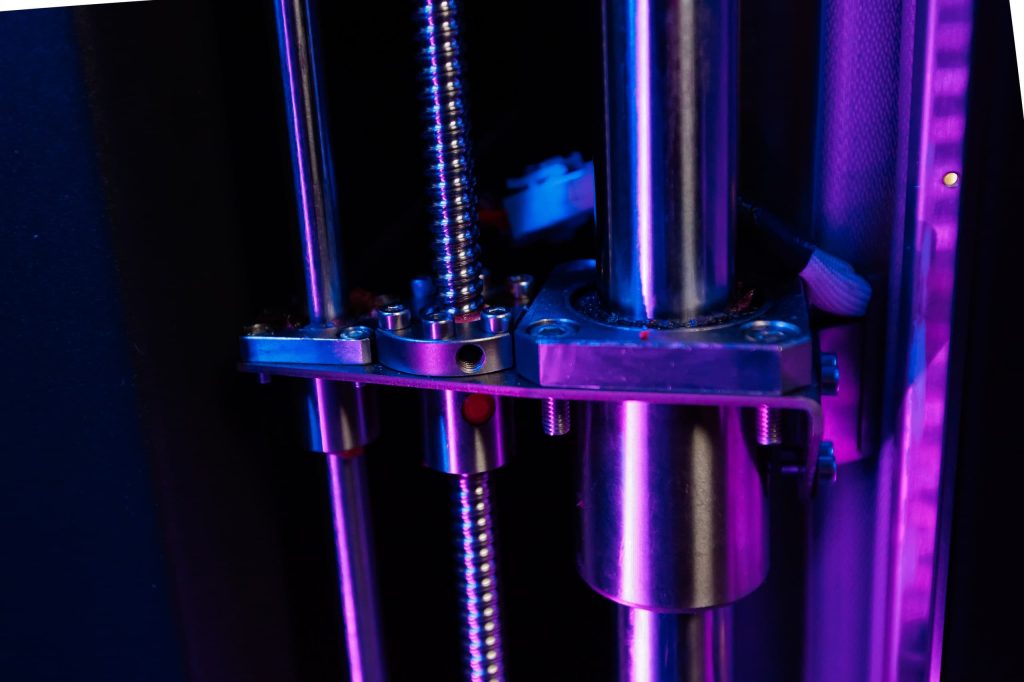
На оси Z использованы цилиндрические направляющие, а не рельсовые. Особое внимание уделено их креплению – концы обработаны на токарном станке для обеспечения перпендикулярности закрепления к плоскости привода XYU и исключения необходимости их выравнивания.
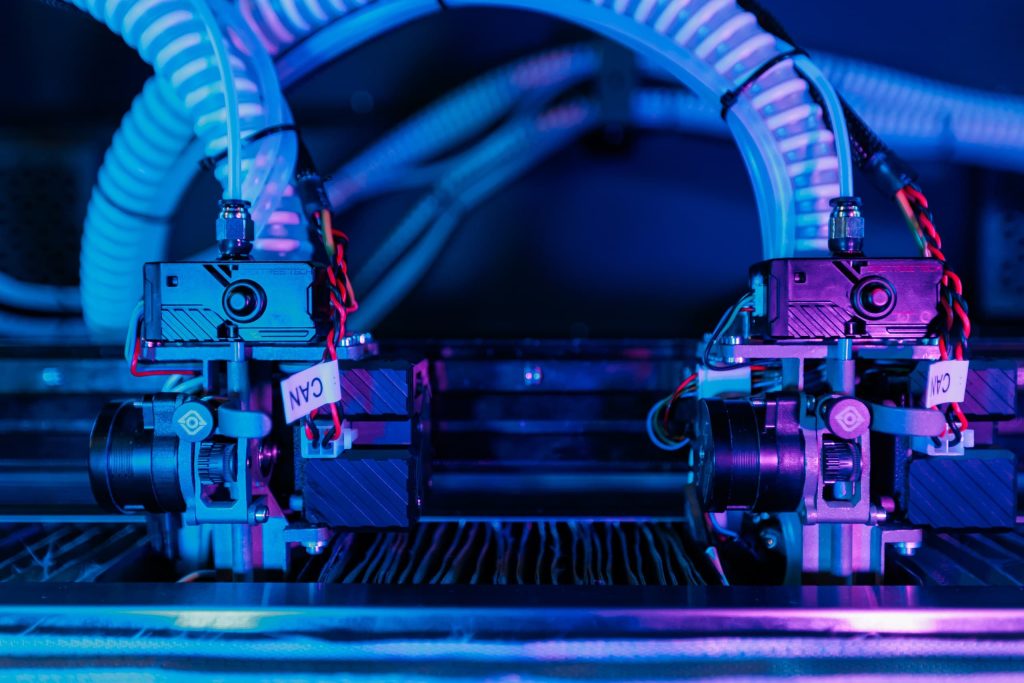
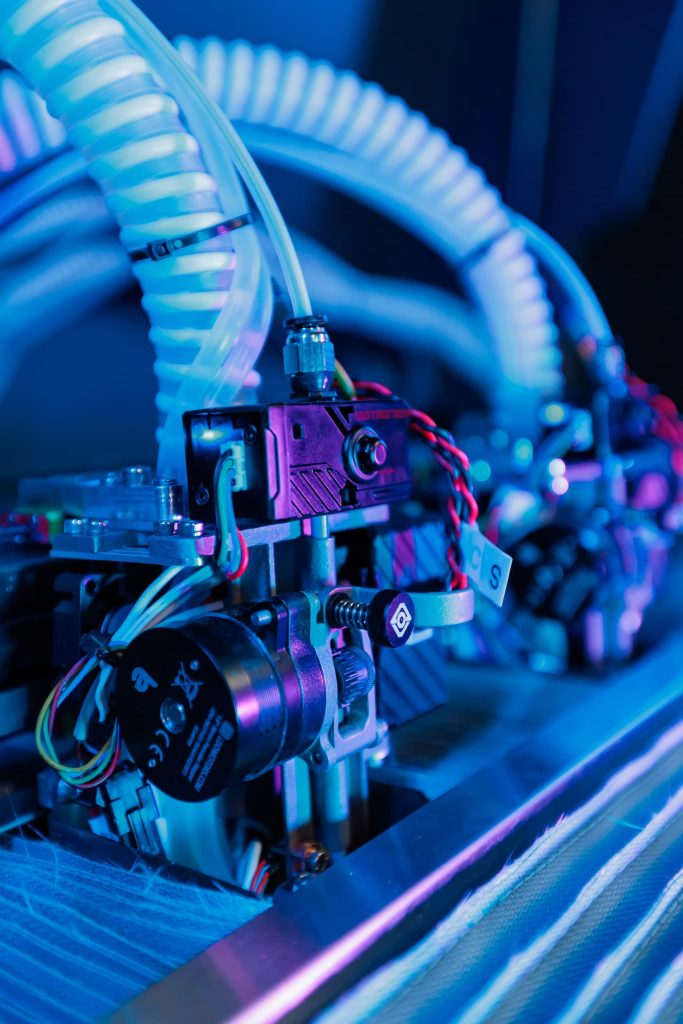
Экструдеры
Используются стандартные печатающие головки e3d volcano, но предусмотрена возможность установки других по желанию заказчика. Мы работаем с надежным поставщиком Trianglelab и используем водяное охлаждение термобарьеров для всех головок, что позволяет работать со всеми типами филаментов.
В 3D-принтере предусмотрена автокалибровка с применением индуктивного датчика, который находится в собственном теплообменнике с жидкостным охлаждением. Также установлен датчик наличия и застревания филамента.
Фидер выполнен на базе деталей для Orbiter и обладает шаговым двигателем и планетарным редуктором, что обеспечивает достаточное усилие и производительность для печати на максимальных скоростях перемещения. Регулировка прижима прутка осуществляется с использованием барашка и пружины, что позволяет настроить фидер под любой тип филамента.
Обдув организован с использованием мощных турбин, установленных на станине для каждого экструдера. Для печати тугоплавкими материалами предусмотрен отжиг с прогревом до 450оС. Используется CAN шина.
Замена самого экструдера проста и удобна – необходимо открутить 3 винта и отсоединить коннектор, снять старый экструдер, поставить новый, повторить последовательность в обратном порядке и изменить идентификатор экструдера в конфигурации программного обеспечения.
Электрика и электроника
Для увеличения эффективности используются 2 блока питания с разными уровнями напряжения. Это способствует увеличению производительности шаговых двигателей.
В силовой цепи предусмотрен прерыватель. Благодаря ему при аварийной остановке полностью обесточивается все устройство. В цепи также присутствует дифференциальный автомат, который обесточивает устройство при обнаружении утечки тока.
В качестве контроллера на оборудовании установлен микрокомпьютер BigTreeTech Cb1 и плата BigTreeTech Manta m8p. Для шаговых двигателей оси Z установлены драйверы TMC2209. 3D-принтер работает на основе прошивки Klipper.
Система водяного охлаждения
Используется система жидкостного охлаждения. Теплоноситель – дистиллированная вода. Теплообменники – медные. Для конструкции мы подобрали такие материалы, которые обеспечивают отсутствие коррозии. Такое решение позволяет печатать большим спектром материалов.
Термокамера
Максимальная температура термокамеры – 200°С. Этого достаточно для работы с большим спектром филаментов. Модуль нагрева также легкосъемный и просто обслуживается.
Рабочая платформа
Выполнена в виде сменных магнитных подложек. Это может быть как чистая нержавеющая сталь, так и подложки с PEI покрытием.
Нагревательная платформа крепится не по консольной схеме в 2 точках, а в 4 по углам. Это значительно повышает жесткость конструкции и стабильность толщины слоев.
Дополнительные опции
Модуль сушки филамента встроен внутрь 3D-принтера и расположен справа. Он выполнен в минималистичном стиле, с закрывающейся стеклянной дверцей и отдельным блоком управления. Модуль нагревается до 80°С и может эффективно сушить абсолютное большинство филаментов. Для удаления влаги из сушилки предусмотрен контейнер индикаторного силикагеля.
3D-принтер предназначен для того чтобы разместить на полу. Рядом с ним может быть размещен бесперебойный блок питания и ящик для хранения инструмента. Продолжительность работы бесперебойного блока питания в значительной степени зависит от выбранного режима печати. При включенной термокамере его запаса в среднем хватает на полчаса.
Примеры печати
Ниже вы можете увидеть примеры печати на Volgobot CUBE600 PRO.
Также предлагаем вам писать свои вопросы в комментарии под данной статьей.
12 декабря в 15:00 топ-менеджеры из МТС Линк, многопрофильной российской IT-компании – Sitronics Group, ООО «Интеллектуальные Робот Системы» и другие выступят перед слушателями конференции «2024: Промышленная роботизация – истории успеха и перспективы» в Корпорации развития Зеленограда по адресу: г. Зеленоград, ул. Юности, д.8. Участие в конференции бесплатное. <em>Регистрация ограничена и доступна по ссылке</em>.
Ведущие эксперты в сфере промышленной роботизации выступят перед участниками конференции со специальными докладами, расскажут о современных роботизированных комплексах, цифровизации промышленных предприятий, использовании обучающего робототехнического комплекса в кластерном подходе при подготовке специалистов и не только.
Гостей мероприятия ждут: инсайты от экспертов инновационной сферы; возможность задать волнующие вопросы гуру отрасли сразу после их выступления; деловой нетворкинг во время фуршета после конференции.
Руководитель направления по работе с органами государственной власти и местного самоуправления МТС Линк Александр Чернышев выступит перед участниками конференции с презентацией «Искусственный интеллект — драйвер развития коммуникаций в промышленности». Директор по развитию программных продуктов и решений для промышленных предприятий АО «Ситроникс» Василий Ведерников расскажет о цифровизации промышленных предприятий. Заместитель директора по развитию бизнеса ООО «Интеллектуальные робот системы» Михаил Перевозчиков выступит с темой «Робототехнические комплексы для ключевых отраслей промышленности».
Volgobot продолжает активно сотрудничать с различными организациями и предприятиями, и сегодня мы хотим рассказать еще об одном из наших клиентов — НПК «ГЕРМЕТИКА».
Давайте познакомимся с деятельностью предприятия ближе.
НПК «ГЕРМЕТИКА» — машиностроительная научно-производственная компания, основанная в 1992 году группой научных сотрудников отдела торцовых уплотнений института ВНИИГидромаш. Передовые технологии, новейшие разработки и более чем 40-летний опыт работы в области уплотнительной техники позволили компании занять лидирующее положение на профильном рынке.
В настоящее время НПК «ГЕРМЕТИКА» является ведущей организацией страны по разработке и производству торцовых уплотнений и систем обеспечения для насосов разных отраслей промышленности. Штат организации — 142 человека — обеспечивает работу предприятий бумажно-целлюлозной, судостроительной, химической и нефтехимической, коммунально-хозяйственной, нефтедобывающей и нефтеперерабатывающей и энергетической отраслей.
Заказчиками НПК являются более 2500 предприятий, эксплуатирующих насосное оборудование. Компания практически полностью закрывает потребности в торцовых уплотнениях всех заводов страны, производящих насосное оборудование. Одни из крупнейших заказчиков организации — Лукойл, Сибур, Транснефть, Росатом, Газпромнефть.
3D-принтер Volgobot A4 PRO в компании используется для изготовления вспомогательных элементов выпускаемой продукции.
Ранее эти составляющие изготавливались классическими методами из металла. Внедрение печати на производство помогло значительно сократить трудозатраты при обеспечении основной продукции вспомогательными деталями.
Мы поговорили с заместителем исполнительного директора Сигаревым Максимом Николаевичем и попросили дать отзыв о работе нашего оборудования.
Максим Николаевич непосредственно занимался подбором и закупкой оборудования и внедрением его в производственную цепочку.
«Оборудованием довольны, очень понравилось качество исполнения 3D-принтера. Жесткая конструкция, хорошая теплоизоляция, удобный интерфейс управления. Технические характеристики позволяют производить печать практически всеми видами пластика, представленными на рынке».
Нам важна обратная связь клиента и его комфорт, поэтому мы также узнаем мнение о работе технической поддержки Volgobot:
«Техподдержка работает хорошо. Понравилось сопровождение оборудования с этапа подбора до этапа запуска. На этапе проработки технологии на нашем производстве компания Volgobot помогла выполнить техническое задание по изготовлению прототипа согласно нашим требованиям. После проведения испытания было принято решение о том, что замена металла высокопрочным пластиком в данном случае целесообразна.
Хорошо проведены пусконаладочные работы, приехала команда специалистов, которые несколько дней внятно и доходчиво проводили запуск, инструктаж, первичное обучение сотрудников. Обучение проводилось до тех пор, пока технология полностью не была отработана на практике.
Также хотим отметить удобство техподдержки после пусконаладочных работ, оперативные ответы на наши вопросы».
Команда Volgobot всегда рада, когда наше оборудование помогает в развитии и работе других предприятий. Благодарим сотрудников НПК «Герметика» за плодотворное сотрудничество.
Надеемся, данная статья была вам интересна и полезна. Если у вас остались вопросы или вы заинтересованы в нашем оборудовании, оставляйте комментарии под публикацией. Мы всегда на связи и готовы к продуктивному общению.
Напоследок покажем фотографии нашего 3D-принтера в работе и модели, изготовленные на Volgobot A4 PRO. Фотографии получены от нашего клиента — НПК «Герметика».
Фото оператора с Volgobot A4 PRO
Процесс печати скоб, которые выполняют роль держателя установочного размера в торцевом уплотнении.
Фото скоб, которые выполняют роль держателя установочного размера в торцевом уплотнении. Материалы печати: ABS, PA-66, GF30.
Volgobot продолжает активно сотрудничать с различными организациями и предприятиями, и сегодня мы хотим рассказать об одном из наших последних клиентов – Волгоградском заводе медицинского оборудования.
Давайте познакомимся с деятельностью завода ближе.
ВЗМО – производственная компания с традициями и историей, начинающейся с 1960-х годов. На сегодняшний день компания является одной из наиболее технологичных, эффективных и конкурентных в отрасли производства медицинской мебели.
Volgobot уже долгое время сотрудничает с ВЗМО. Мы заказываем у ребят изготовление листовых комплектующих под наше оборудование.
В этот раз ВЗМО обратились к нам за помощью.
Проблема с которой столкнулся завод сейчас достаточно распространенная.
Один из ключевых элементов, который используется для гибки листового металла на листогибочных прессах – стальные пуансоны – сильно подорожал и его доставка занимает очень длительное время, что сильно влияет на сроки работ. Ребята попросили нас изготовить печатный аналог этому элементу.
Проведя анализ рынка, сравнив соотношение цены и доступности подходящих материалов, мы выбрали материал от компании Filamentarno – ПА66 ГФ30.
Расскажем подробнее о ходе работ.
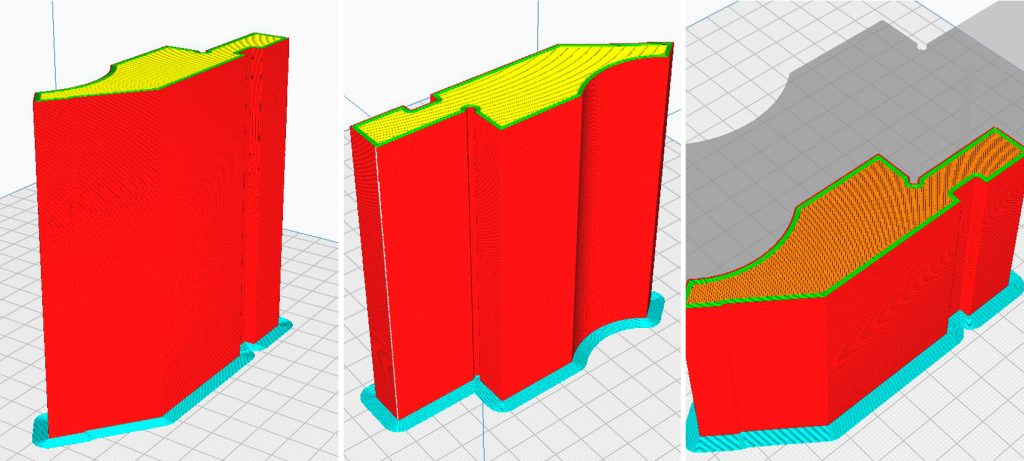
ВЗМО передали нам оригинальный пуансон. Наши специалисты перевели элемент в электронный вид и создали 3D-модель в соответствии с сечениями и масштабировали ее до необходимого размера. Оригинальный пуансон имеет высоту 10 мм. Необходимая ширина элемента конструкции набирается количеством таких же пуансонов (10 штук). Для оптимизации процесса мы совместили несколько пуансонов по ширине в один, то есть растянули модель до необходимых 100 мм.
По завершении моделирования, модель пуансона отправили на изготовление сотрудникам по 3D-печати.
При изготовлении использовались следующие параметры печати:
Температура сопла: 324 °С
Температура рабочей платформы (печатного стола): 160 °С
Температура активной камеры: 140 °С
Скорость печати: 30 мм/сек
Заполнение: 80%
Высота слоя: 0.2 мм.
Ширина линии: 0.4 мм.
Тип сопла: коррундовое 0.4мм в диаметре
3D-Принтер: Volgobot A4 PRO
Фото модели из слайсера Cura
Далее распечатанная модель проходила испытания.
Распечатанная деталь требовала незначительной постобработки – точку контакта пуансона с листовым металлом необходимо было обработать наждачкой, так как абразивные включения в материал оставляли на листовом металле заметные следы после гиба.
В ходе испытаний распечатанный пуансон проверили на прочность. Для этого деталь закрепили в гидравлический гибочный станок Durma ADR 25100 и ей осуществляли давление на листовой металл для гибки последнего.
При многократном гибе листового металла марки СТ3 деталь отлично себя показала. Испытания были направлены на максимально допустимый предел прочности пуансона, изготовленным таким методом.
Распечатанный пуансон успешно испытывался под гибку стали толщиной 0.5, 0.8, 1, 2, 4 и 6 мм. И только при нагрузке в 4 тонны распечатанный аналог лопнул.
Отзывы клиента о результатах испытаний.
Производство ВЗМО более чем удовлетворены результатами испытаний – сотрудники выразили приятное удивление результатами испытаний.
Фото распечатанного аналога пуансона
По согласованию с заводом, Volgobot уже запустила первую партию печатных пуансонов в работу.
Хотим отметить, что далее мы планируем проводить испытания на изучение выработки и количества циклов нагрузки печатного аналога. Поэтому, если вас заинтересовал данный кейс, советуем вам оставаться на связи.
Предлагаем вам посмотреть ролик про испытания напечатанных деталей на ВЗМО.
Надеемся, данная статья была вам интересна и полезна. Если у вас остались вопросы или вы заинтересованы в нашем оборудовании, оставляйте комментарии под публикацией. Мы всегда на связи и готовы к продуктивному общению.
Volgobot продолжает активно сотрудничать с различными организациями и предприятиями, и сегодня мы хотим рассказать еще об одном из наших клиентов — ПАО «Тяжпрессмаш».
Давайте познакомимся с деятельностью предприятия ближе.
ПАО «Тяжпрессмаш» — одно из динамично развивающихся предприятий России, имеющее богатую историю с 65-летним опытом работы в области отечественного машиностроения.
«Тяжпрессмаш» обладает огромным научно-техническим потенциалом, солидной производственно-технической базой, оснащенной современным и уникальным оборудованием, позволяющим выполнять полный цикл производства: от генерации конструкторских и технологических идей до их воплощения в готовую продукцию.
Основные направления деятельности предприятия: металлообработка, литье, ковка, мех. обработка.
Производственная база предприятия размещена в крупных производственных корпусах с переделами чугунного, стального и цветного литья, кузнечного, сварочного, механосборочного производства. Производственные мощности предприятия состоят из тесно взаимодействующих между собой технологических производств.
Мы поговорили с начальником бюро ЧПУ Черепковым Андреем Александровичем и попросили его рассказать как используется оборудование Volgobot.
На предприятии установлен Volgobot CUBE 600, на котором печатают крупногабаритные детали для макетирования и литейной оснастки.
«При использовании качественных печатных моделей мы сильно экономим время и ресурсы. Нам больше не нужно заказывать заготовку, отрезать ее и терять время на ожидание, а после на обработку детали. Теперь мы ускорили этот процесс, что сильно оптимизирует сроки изготовления нашей продукции и значительно снижает затраты по многим категориям».
Для нашей компании важна обратная связь от клиентов, поэтому мы попросили отзыв о работе нашего оборудования и спросили, что можно улучшить.
«Оборудованием в целом довольны. Все необходимые нам функции выполняет исправно и качественно. Особенно довольны размерами печати и наличием термокамеры.
Из того, что хотелось бы поправить для повышения удобства использования:
Датчик филамента установить по умолчанию в комплектацию;
Сделать расположение катушки пластика внутри камеры (для сушки);
Ждем klipper»
Мы услышали предложения клиента. Датчик филамента уже установлен в базовую версию нашего оборудования, над расположением катушки ведется работа. Про klipper мы скоро расскажем подробно на широкую аудиторию.
Также Андрей дал положительный отзыв о работе технической поддержки Volgobot:
«Ребята работают отлично. На любой запрос реагируют быстро, консультируют грамотно и понятно».
Команда Volgobot всегда рада, когда наше оборудование помогает в развитии и работе других предприятий. Благодарим сотрудников ПАО «Тяжпрессмаш» за плодотворное сотрудничество.
Надеемся, данная статья была вам интересна и полезна. Если у вас остались вопросы или вы заинтересованы в нашем оборудовании, оставляйте комментарии под публикацией. Мы всегда на связи и готовы к продуктивному общению.
И напоследок мы покажем вам фотографии нашего 3D-Принтера в работе и модели, изготовленные на Volgobot CUBE 600. Фотографии получены от нашего клиента ПАО «Тяжпрессмаш».
Volgobot продолжает активно сотрудничать с различными организациями и предприятиями. Мы работаем не только с крупными, но и c молодыми развивающимися компаниями. Сегодня хотим рассказать об одном из таких клиентов – компания 3DREX.
Познакомимся с деятельностью организации.
Компания 3DREX представляет полный спектр услуг в области разработок, инженерного дизайна, реверс-инжиниринга и производства с помощью ЧПУ. За 3 года существования конструкторского подразделения разработано множество новых уникальных разработок. Компания реализует собственные проекты и обеспечивает высококачественные услуги по решению технических вопросов заказчиков и контрагентов. На данный момент в компании работает 2 человека, но в скором времени планируется расширение.
Мы поговорили с основателем компании Иваном Кожеуровым и узнали, как используется оборудование Volgobot.
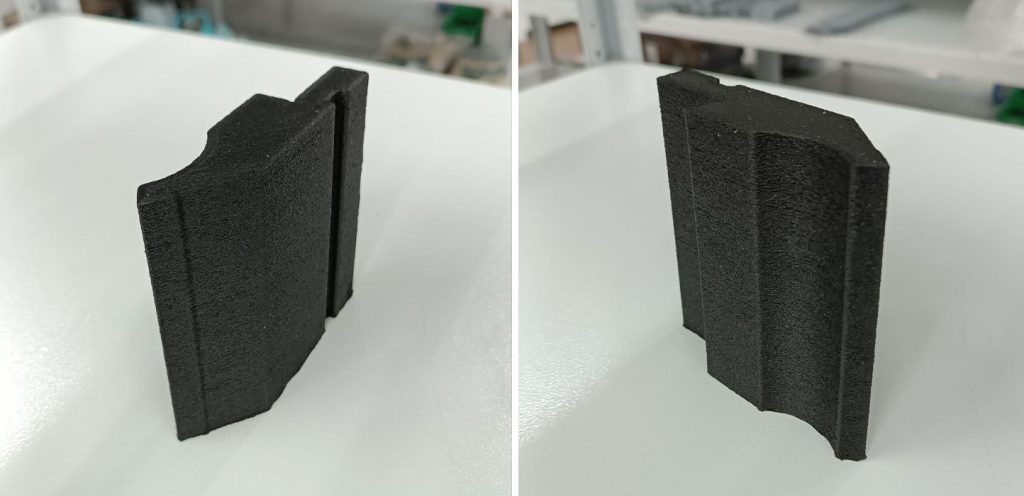
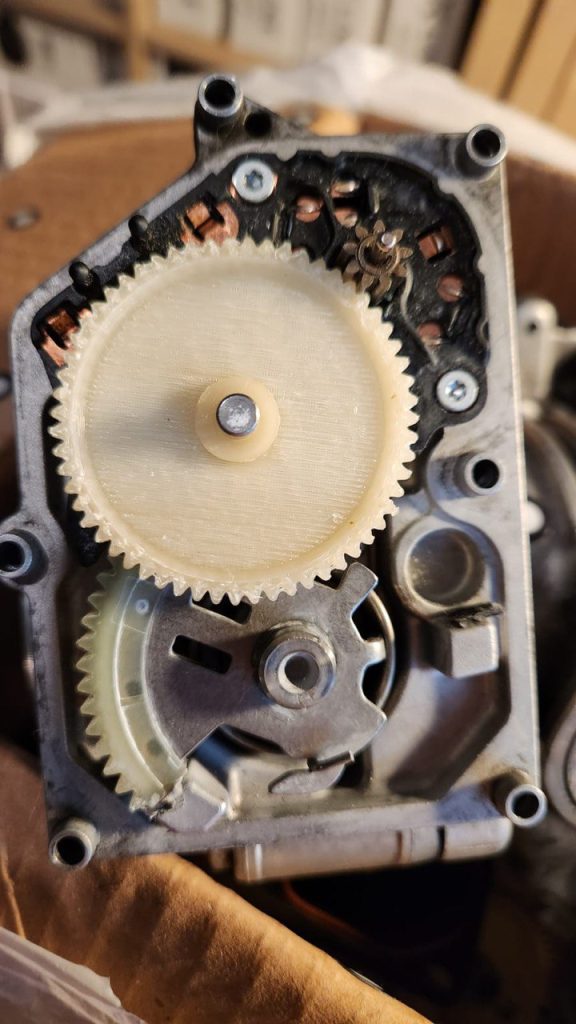
«У нас стоит 3D-Принтер Volgobot A4 PRO. Это уже не первое аддитивное оборудование, которым мы пользуемся, но одно из отлично показавших себя в работе. Моя дружба с Volgobot A4 PRO основана на работе с полиамидными материалами. На 3D-Принтере Volgobot мы печатаем прочные корпуса, шестерни, узлы и детали, от которых требуется повышенная прочность и стойкость к различным воздействиям».
Для нашей компании важна обратная связь от клиентов, поэтому мы попросили отзыв о работе нашего оборудования и спросили, что можно улучшить.
Иван ответил, что оборудованием доволен:
«Из пожеланий мы бы хотели подсветку резервуара с жидкостью, более холодную лампу подсветки, автоматическую настройку стола по тензодатчику, энкодер, датчик окончания филамента на голове 3D-Принтера, а не на входе в корпус, больший размер портала для печати в полный размер стола, возможно, ручки или закладные под ручки для переноски оборудования».
Мы учтем пожелания клиента и рассмотрим его предложения при модернизации модели и в другом оборудовании линейки.
Также основатель 3DREX отметил отличную работу нашей технической поддержки.
«Специалисты Volgobot своевременно и развернуто отвечают на любые возникающие вопросы, всегда на связи и готовы помочь».
Напоследок покажем фотографии моделей, распечатанных на Volgobot A4 PRO.
К сожалению, клиент не смог дать нам описания моделей в силу коммерческой тайны.
От команды Volgobot хочется отметить, что мы всегда рады, когда наше оборудование позволяет клиентам активно развиваться и качественно работать. Благодарим 3DREX за развернутый отзыв.
Надеемся, данная статья была вам интересна и полезна. Если у вас остались вопросы или вы заинтересованы в нашем оборудовании, оставляйте комментарии под публикацией. Мы всегда на связи и готовы к продуктивному общению.
Представьте себе производственный процесс, в котором сложные металлические детали создаются даже не за часы, а за считанные минуты, причем, с непревзойденной точностью. Таков потенциал зонального АП — нового передового метода 3D-печати, который в обозримом будущем способен изменить правила игры в отрасли. Как устроена эта технология и чем она отличается от привычных нам технологий АП по металлам, – давайте разбираться.
Что такое зональное АП?
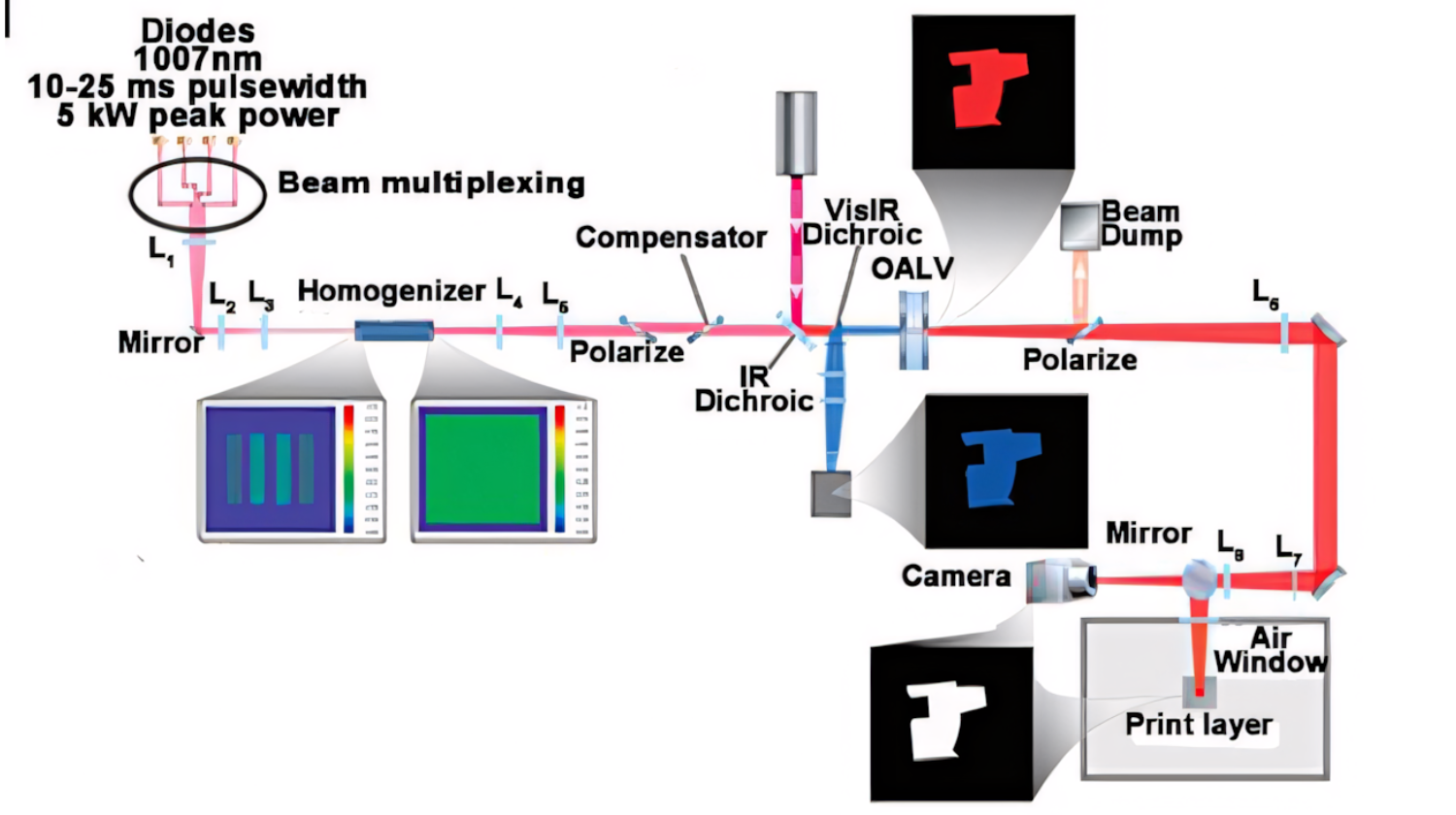
Зачастую аддитивщики и «классические» промышленники при обсуждении 3D-печати металлами и сплавами сразу же негласно решают, что речь идет о популярной технологии L-PBF/SLM, в которой лазер или лазеры достаточно шустро сканируют поверхность порошка с получением твердотельных деталей. Что ж, несмотря на количество предустановленных лазерных источников (которые заметно увеличивают стоимость установки), данная технология использует точечный способ печати, ограниченный производительностью всего процесса (скорость сканирования и мощность лазера, высота слоя металлопорошка). Вот здесь и кроется проблема всегдашнего ограничения в лазерах. Зональное АП (англ. Area-Exposure Additive Manufacturing) делает заметный шаг вперед, используя световую маску для сплавления частиц порошка всего слоя одновременно. В качестве источника используется цифровое микрозеркальное устройство DMD (англ. digital micromirror device) или жидкокристаллический дисплей LCD (англ. liquid crystal display), каждый из которых способен проецировать световую маску, не прибегая к векторному и длительному сканированию.
Рис. Схема зонального АП
Как работает зональное АП?
На самом деле для производства изделий из металлов даже в зональном производстве также требуется подвод достаточно большого количества энергии, например, через оптические световые заслонки OALV (англ. optically addressable light valves) и цифровые микрозеркала DMD (англ. digital micromirrors), способные выдерживать интенсивное тепло и мощность, так необходимые для плавления металлических порошков. В отличие от АП на основе полимеров, которым обычно требуется маломощный источник УФ света, для зональной печати металлов требуются мощные инфракрасные или ближние инфракрасные источники света.
Ключевыми компонентами в этой технологии являются:
DMD: крошечные, сверхчувствительные зеркала, которые отклоняются для проецирования света в нужную точку.
OALV: заслонки, направляющие лучи высокоэнергетического инфракрасного лазера, включая или выключая пиксели по всей области построения и обеспечивая точный контроль над областями экспозиции.
Используя подобные мощные системы, технология зональной печати может сплавлять порошок во всем сечении сразу за считанные секунды, что делает процесс не только быстрым, но и чрезвычайно точным.
Зональное АП для полимеров
Зональная печать уже давно полюбилась тем, кто работает с полимерами. Однако разница между полимерами и металлами накладывает свой отпечаток и на процесс печати, делая его отличным.
Для полимеров:
Зональное АП, как и цифровая обработка света DLP (англ. digital light processing) и стереолитография SLA, использует УФ-излучение для отверждения фотополимеров сразу всего слоя.
УФ-излучения достаточно для полимеров, поскольку фотополимеры могут затвердевать под действием света с низкой энергией. Этот процесс эффективен и позволяет создавать детали с очень высоким разрешением.
Для металлов:
Для плавления металлических порошков требуется гораздо больше энергии, поэтому необходимы мощные инфракрасные или лазерные источники.
Поскольку металлы не реагируют на УФ-излучение так, как полимеры, для систем зонального производства для металлов и сплавов требуются сложные устройства модуляции света, такие как OALV и DMD, обеспечивающие необходимую мощность и точность.
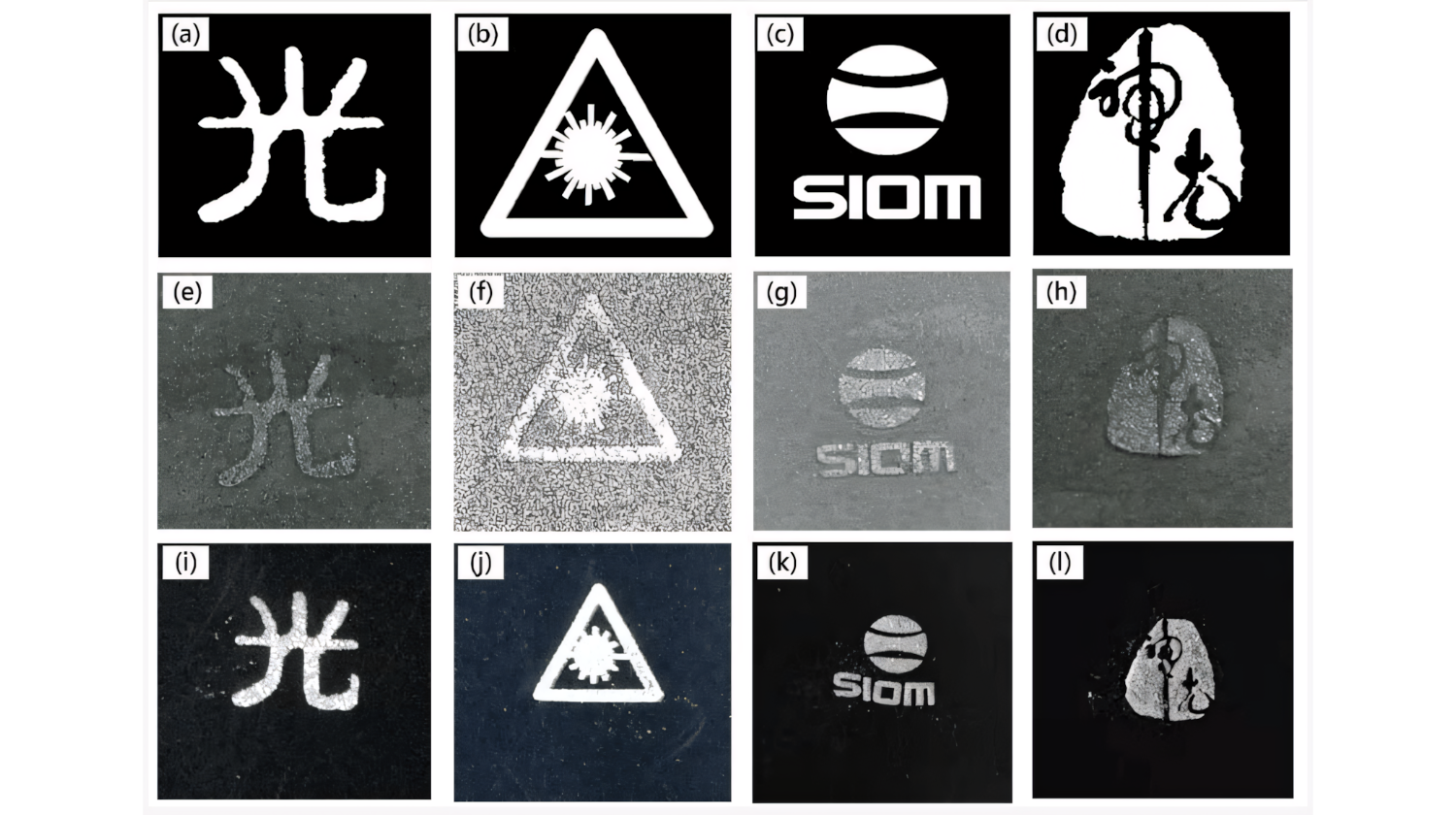
Рис. Пример напечатанных областей на металле (верхний ряд: маска; средний ряд: напечатанные образцы; 3-й ряд: сравнение)
Сравнение точечных и зональных источников излучения
Скорость
Сплавление металлов на основе точечных источников (пятен), например, как у технологии L-PBF/SLM, требует, чтобы лазер короткими отрезками сканировал всю площадь каждого сечения модели. Ввиду малого диаметра пятна, лазер делает печать точной, но медленной, особенно для большой или сложной геометрии. Зональная печать, напротив, проецирует свет целого слоя за один раз, что значительно сокращает время построения.
Точность и разрешение
В точечных системах лазер работает с высокой разрешающей способностью, беря под контроль каждую точку площади сечения. Но и здесь могут быть погрешности, особенно, если принимать во внимание морфологию порошковой частицы. Зональное АП жертвует небольшой частью этого точного контроля в обмен на скорость. С методами DMD и OALV точность достигается на больших площадях, что позволяет печатать мелкие детали в масштабе, необходимом для большинства промышленных компонентов.
Нагрев
Одной из самых больших проблем при печати металлами является контроль нагрева. Точечные лазерные системы вызывают неравномерность нагрева, что чаще всего приводит к напряжениям в деталях, короблению и даже трещинам. С другой стороны, зональная печать распределяет тепло более равномерно, проецируя свет на большую площадь, минимизируя локальный перегрев и делая процесс более предсказуемым.
Сложности зонального АП металлами
Несмотря на свой высокий потенциал, сегодня зональная печать имеет ряд проблем:
Высокие требования к мощности: для плавления металлов требуется большое количество энергии, что может быть дорогостоящим и сложным при текущем развитии зональной печати.
Сравнительно короткий срок службы оборудования: высокая интенсивность тепла может привести к более быстрому износу DMD, OALV и других компонентов, чем в АП полимерами.
Ограничения по материалам: в настоящее время для зональной печати металлами доступен крайне ограниченный ассортимент материалов, что пока сдерживает широкое распространение этой технологии.
Однако достижения в области термостойких материалов для DMD компонентов и исследования новых металлических сплавов продвигают эту технологию вперед.
Перспективы
Зональная печать имеет огромный потенциал, что подтверждается желанием многих предприятий увеличить скорость производства при сохранении его высокой гибкости и высоких стандартов точности. По мере разработки более долговечных устройств модуляции света и энергоэффективных систем зональная печать в перспективе может стать основным методом производства в авиационной, ракетокосмической, автомобильной и даже биомедицинской промышленности, где металлические детали со сложной геометрией пользуются большим спросом.
Более того, компании уже изучают гибридные технологии, которые сочетают скорость воздействия на поверхность с точностью точечных методов, потенциально предлагая лучшее из обоих миров.
Выводы
Зональная 3D-печать заставляет приверженцев традиционной металлообработки взглянуть на мир производства по-новому, заново открыть для себя технологии АП, в которых ранее они видели для себя серьёзные сдерживающие факторы. Теперь остается все меньше компромиссов, поскольку в одной технологии удачно сочетаются скорость, точность и масштабируемость. Близится время, когда зональная печать может стать основной технологией для производства сложных металлических деталей для многих отраслей промышленности. Сегодняшние проблемы зональной печати, например, высокие требования к мощности и ограничения по материалам, будут решены благодаря достижениям в области устройств модуляции света и высокоэнергетических систем. По мере развития технологии мы можем ожидать, что с ней произойдут такие же важные и долгожданные метаморфозы, как это произошло с технологией SLA перед растущей популярностью DLP и LCD. Способность предвидеть тренды и удовлетворять потребности рынка – сегодня одно из ключевых качеств современного разработчика и интегратора.