

Многие, кто не знаком с аддитивным производством, часто представляют себе металлическую 3D-печать как нечто простое: загрузил модель, нажал кнопку и получил готовую деталь. Однако в реальности технология селективного лазерного плавления (SLM) — это сложный многоэтапный процесс, где каждый шаг, начиная от качества металлического порошка и заканчивая постобработкой, критически влияет на характеристики конечного изделия.
Чтобы понять все возможности и нюансы SLM-печати, давайте пройдемся по полному циклу: от момента, когда порошок попадает в цех, до получения полностью готовой к работе детали.
Что такое SLM-печать и как работает SLM-принтер
SLM (Selective Laser Melting) — это одна из ключевых технологий аддитивного производства, в которой металлический порошок полностью расплавляется сфокусированным лазерным лучом, формируя плотную, монолитную деталь.
Принцип послойного формирования
Работа SLM-принтера строится на повторяющихся циклах:
- на рабочую платформу наносится тонкий, равномерный слой порошка толщиной 50–100 мкм;
- лазерный луч выборочно сплавляет частицы порошка в соответствии с сечением 3D-модели;
- платформа опускается на толщину одного слоя;
- процесс повторяется: наносится новый слой порошка, который снова сплавляется лазером.
Эти циклы повторяются до полного построения изделия.
Физика процесса селективного лазерного плавления
За кажущейся простотой скрываются экстремальные физические условия: скорости нагрева и охлаждения могут достигать миллионов градусов в секунду, создавая огромные температурные градиенты. Именно эти уникальные условия формируют особую микроструктуру материала, чьи механические свойства напрямую зависят от заданных параметров печати.
Металлические порошки для SLM-печати
Качество металлического порошка — фундаментальный фактор, определяющий стабильность всего процесса печати и повторяемость свойств готовых деталей.
Подходящие сплавы для SLM
Хотя теоретически технология совместима со многими сплавами, на практике чаще всего используются материалы с отработанными режимами печати и доступным качественным порошком:
- нержавеющие стали (например, 316L, 17-4PH);
- титановые сплавы (в частности, Ti-6Al-4V);
- жаростойкие никелевые сплавы (Inconel);
- кобальт-хромовые сплавы;
- алюминиевые сплавы (такие как AlSi10Mg).
Стоит отметить, что чугуны и высокоуглеродистые стали склонны к образованию трещин, а чистая медь из-за низкого поглощения ИК-излучения требует применения специальных лазеров.
Гранулометрические характеристики порошка
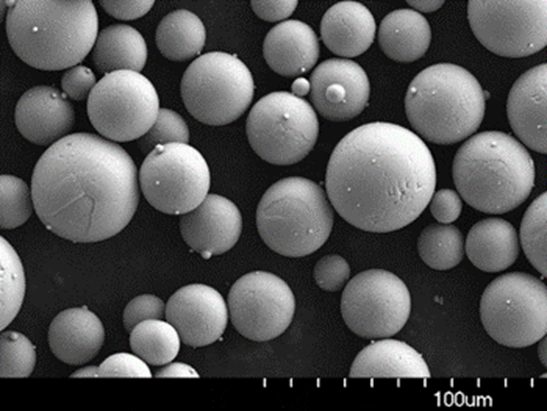
Для SLM применяются порошки с размером частиц, как правило, от 15 до 63 мкм. Идеальным считается материал с узким фракционным составом и сферической формой частиц — это гарантирует отличную текучесть, равномерное нанесение слоев и стабильность процесса.
Защитная газовая среда в SLM-принтерах
Главные враги металлического порошка в процессе печати — кислород и влага. Поэтому селективное лазерное плавление всегда происходит в инертной атмосфере:
- азот — обычно для сплавов на основе железа;
- аргон — для титановых и алюминиевых сплавов.
Перед началом работы камера принтера тщательно продувается, пока содержание остаточного кислорода не упадет до уровня 0,1–0,2%.
 |
 |
| Перепускная рампа
для подключения баллонов |
Адсорбционный генератор азота |
Требования безопасности при работе с SLM-оборудованием
Хотя сами металлы не опасны, мелкодисперсные порошки требуют строжайшего соблюдения мер безопасности:
- обязательное использование спецодежды, перчаток, защитных очков и респираторов;
- меры по предотвращению электростатических разрядов;
- наличие специализированных огнетушителей (порошковых или углекислотных);
- обучение персонала действиям в нештатных ситуациях.
Металлическая пыль легко воспламеняется, а некоторые порошки при контакте с водой могут вступать в бурную реакцию.

Подготовка порошка к SLM-печати
Поставка и хранение
Порошки поступают на производство в герметичных контейнерах объемом 1–5 литров. Для таких активных материалов, как титан и алюминий, тара дополнительно заполняется инертным газом. Хранить сырье необходимо в сухих помещениях с контролируемой влажностью.
Сушка и просеивание
Непосредственно перед загрузкой в принтер порошок обязательно:
- высушивается в вакуумной печи при температуре 100–200 °C;
- просеивается для удаления агломератов и посторонних включений.
Даже первичный, только что полученный от производителя порошок не всегда готов к использованию без этой предварительной подготовки.
Контроль качества порошка
Минимальный контроль включает проверку текучести. Для более глубокого анализа могут применяться приборы для измерения влажности, гранулометрического состава и даже химического анализа.
 |
 |
| Анализатор текучести порошка | Вакуумная сушильная печь |
Загрузка порошка и формирование защитной атмосферы
Современные SLM-принтеры оснащены системами автоматической подачи порошка. Перед стартом печати рабочая камера герметично закрывается и заполняется защитным газом. В зависимости от класса оборудования, эта процедура может выполняться как вручную, так и в автоматическом режиме.
Подготовка 3D-модели к печати
Подготовка цифровой модели к печати — важный этап, который включает:
- импорт и проверку STL-файлов;
- оптимальную ориентацию деталей на платформе построения;
- генерацию поддерживающих структур;
- назначение и калибровку параметров печати.
Режим печати может содержать десятки настроек, но для большинства распространенных материалов они уже предустановлены и оптимизированы производителем оборудования.
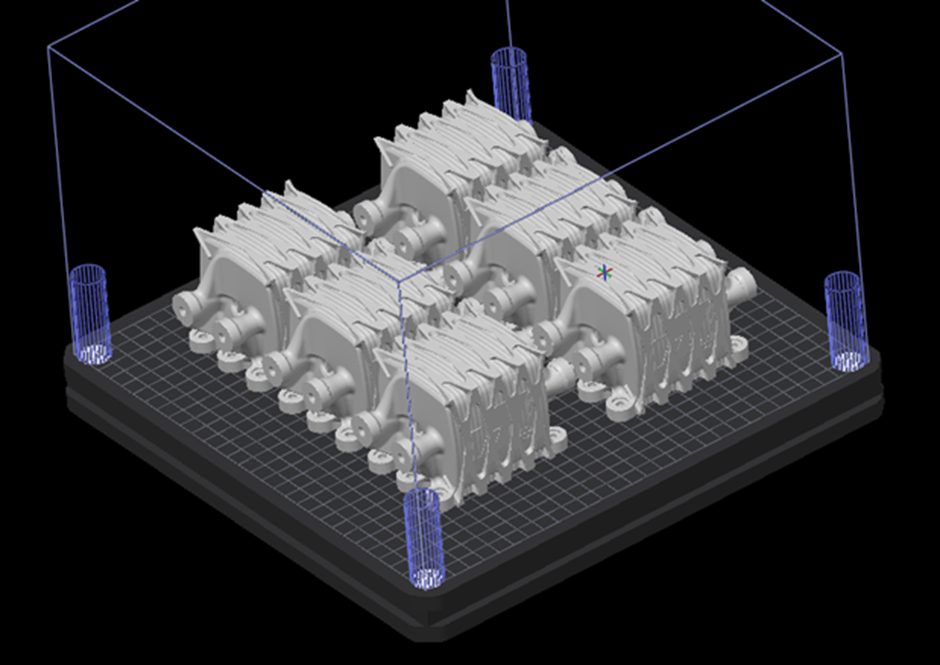
Шесть теплообменников, размещённых на плите построения принтера AMT-32 в программе PrintMate
Процесс селективного лазерного плавления
После запуска процесс печати протекает полностью автоматически. Лазер, управляемый компьютером, плавит порошок слой за слоем. Задача оператора — контролировать подачу газа и порошка, а также следить за ключевыми параметрами процесса на мониторе.
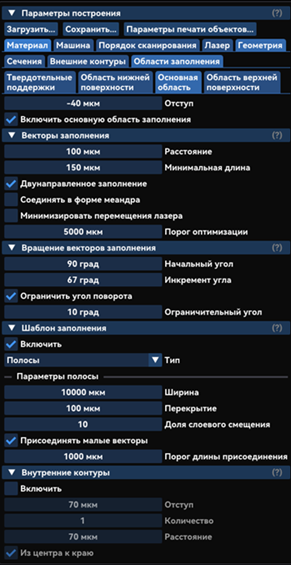
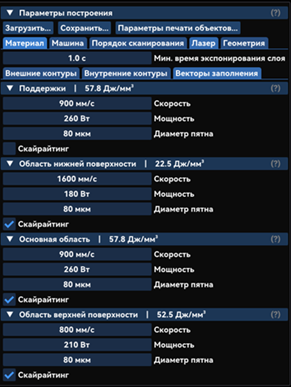
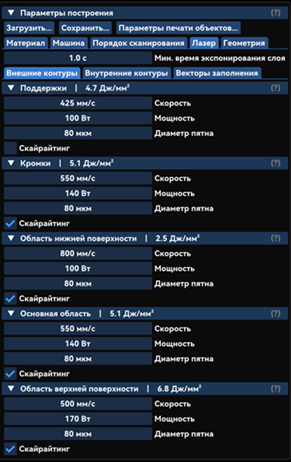
Настройка параметров печати в программе PrintMate
Извлечение изделий после SLM-печати

После окончания построения камере дают остыть. Готовое изделие извлекается вместе со всей строительной платформой, а неиспользованный порошок аккуратно собирается для последующей рециркуляции. Вес платформы с деталями может быть очень большим, поэтому на этом этапе часто не обойтись без подъемного оборудования.

Послепечатная обработка SLM-деталей
Удаление остатков порошка
Остатки порошка из внутренних каналов и полостей удаляются с помощью обдува сжатым воздухом или в специальных автоматических камерах очистки.
Термообработка
Поскольку в SLM-деталях присутствуют значительные остаточные напряжения, термообработка — обязательный этап. Ее обычно проводят до отделения детали от платформы, и она может включать:
- отпуск для снятия напряжений;
- закалку и последующий отпуск;
- старение (для определенных сплавов);
- горячее изостатическое прессование (ГИП) для повышения плотности.

Станция очистки изделий
TOP TCB-100
Отделение от платформы и механическая обработка
Деталь отделяют от строительной платформы с помощью электроэрозионной резки или ленточной пилы. Далее следует стандартная механическая доработка: фрезерование, токарная обработка, шлифовка, пескоструйная обработка для улучшения поверхности.

Электроэрозионный станок
Kingred Electrical DK 7732
Контроль качества изделий, изготовленных по технологии SLM
Контроль качества — комплексный процесс. Он включает визуальный осмотр, проверку геометрических размеров, неразрушающий контроль (например, рентген) и механические испытания образцов-свидетелей, напечатанных вместе с деталями. Крайне важна полная документация всех параметров печати и постобработки для обеспечения прослеживаемости.
Рециркуляция и утилизация порошка
Несплавленный порошок после просеивания и сушки может использоваться повторно. Соотношение свежего и рециклированного порошка в смеси подбирается индивидуально, исходя из требований к механическим свойствам конечных изделий.
Заключение
SLM-принтеры и технология селективного лазерного плавления сегодня — это уже не эксперимент, а полноценное промышленное решение для производства сложных металлических компонентов. При строгом соблюдении всех технологических регламентов SLM обеспечивает высокую плотность, отличные механические свойства и повторяемость результатов, открывая новые горизонты для машиностроения, аэрокосмической отрасли и медицины.




