
3D-печать прототипов широко используется на ранних этапах разработки, но ошибка в выборе технологии может привести к полной переделке детали. На практике чаще всего путают возможности SLA (фотополимерной печати) и SLS (полиамидной печати).
Разберём ключевые различия на основе реального кейса с печатью корпуса картоприёмника.
Что такое SLA 3D печать
SLA (Stereolithography) — это технология 3D-печати жидким фотополимером с отверждением под воздействием света. Подробнее о принципе работы можно прочитать в нашем материале.
Ключевые особенности:
- высокая точность и детализация
- гладкая поверхность
- отсутствие выраженной слоистости
SLA часто используют для:
- визуальных прототипов
- презентационных моделей
- мастер-моделей
Важно: фотополимеры по своим свойствам не являются полноценной заменой инженерных пластиков.
По данным производителей материалов (например, Formlabs):
- материалы хрупкие
- чувствительны к нагреву
- плохо работают под механической нагрузкой
Ограничения фотополимеров
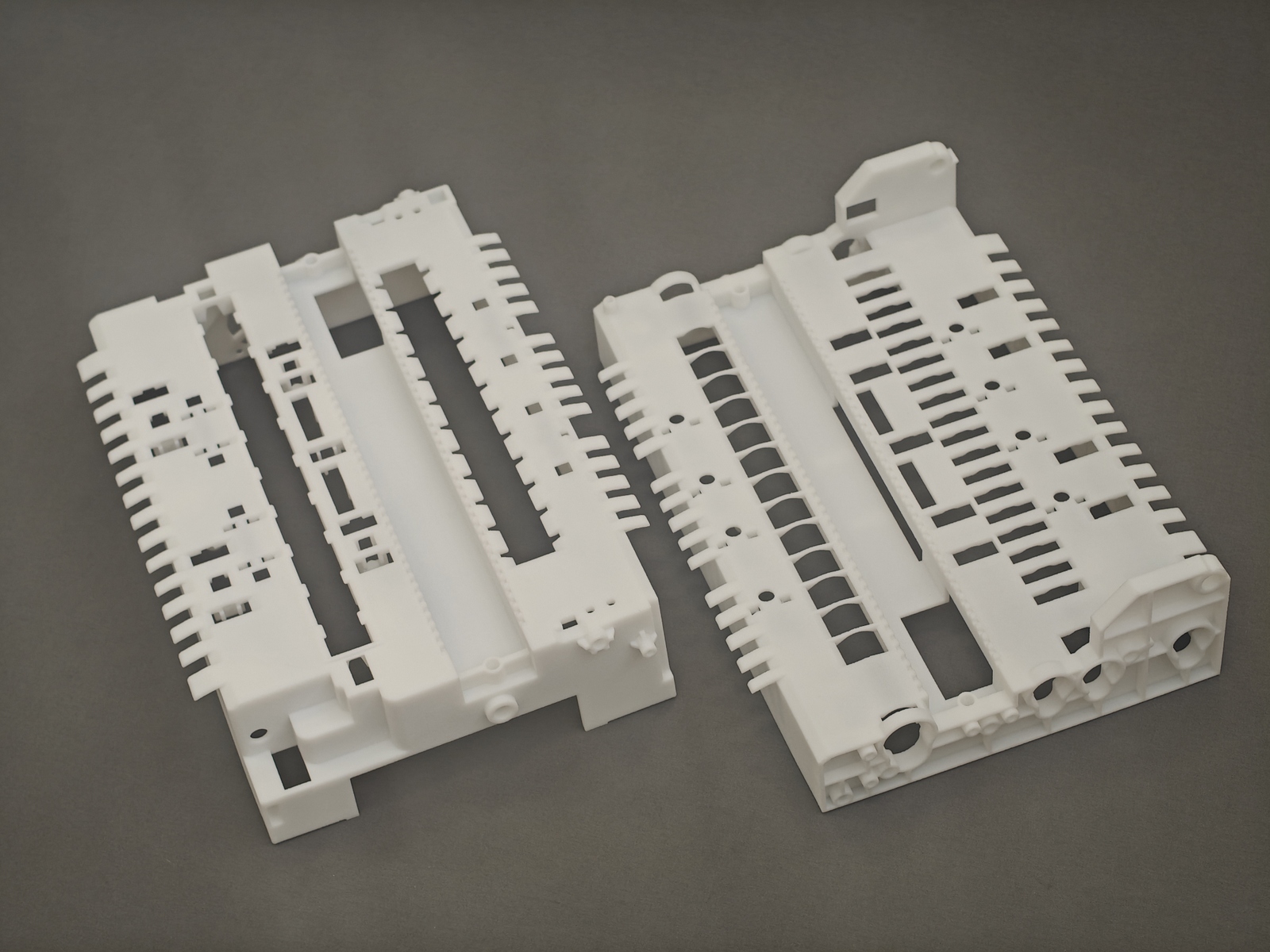
В кейсе с корпусом картоприёмника заказчик выбрал SLA из-за гладкой поверхности.
Результат:
- деталь получилась визуально качественной
- при попытке впайки втулок материал начал трескаться
- корпус стал непригоден для использования
Причина: фотополимер не рассчитан на локальный нагрев и точечные нагрузки.


Это типовая ошибка при разработке прототипов, когда выбор делается по внешнему виду, а не по условиям эксплуатации.
Что такое SLS 3D печать
SLS (Selective Laser Sintering) — технология спекания порошковых материалов, чаще всего полиамида PA12. Подробный разбор технологии.
Свойства PA12 (по данным производителей, например EOS):
- высокая прочность
- ударная вязкость
- устойчивость к температуре
- пригодность для функциональных деталей
SLS применяется для:
- функциональных прототипов
- деталей под нагрузку
- малосерийного производства
Особенности поверхности SLS
В отличие от SLA, SLS-печать даёт шероховатую поверхность.
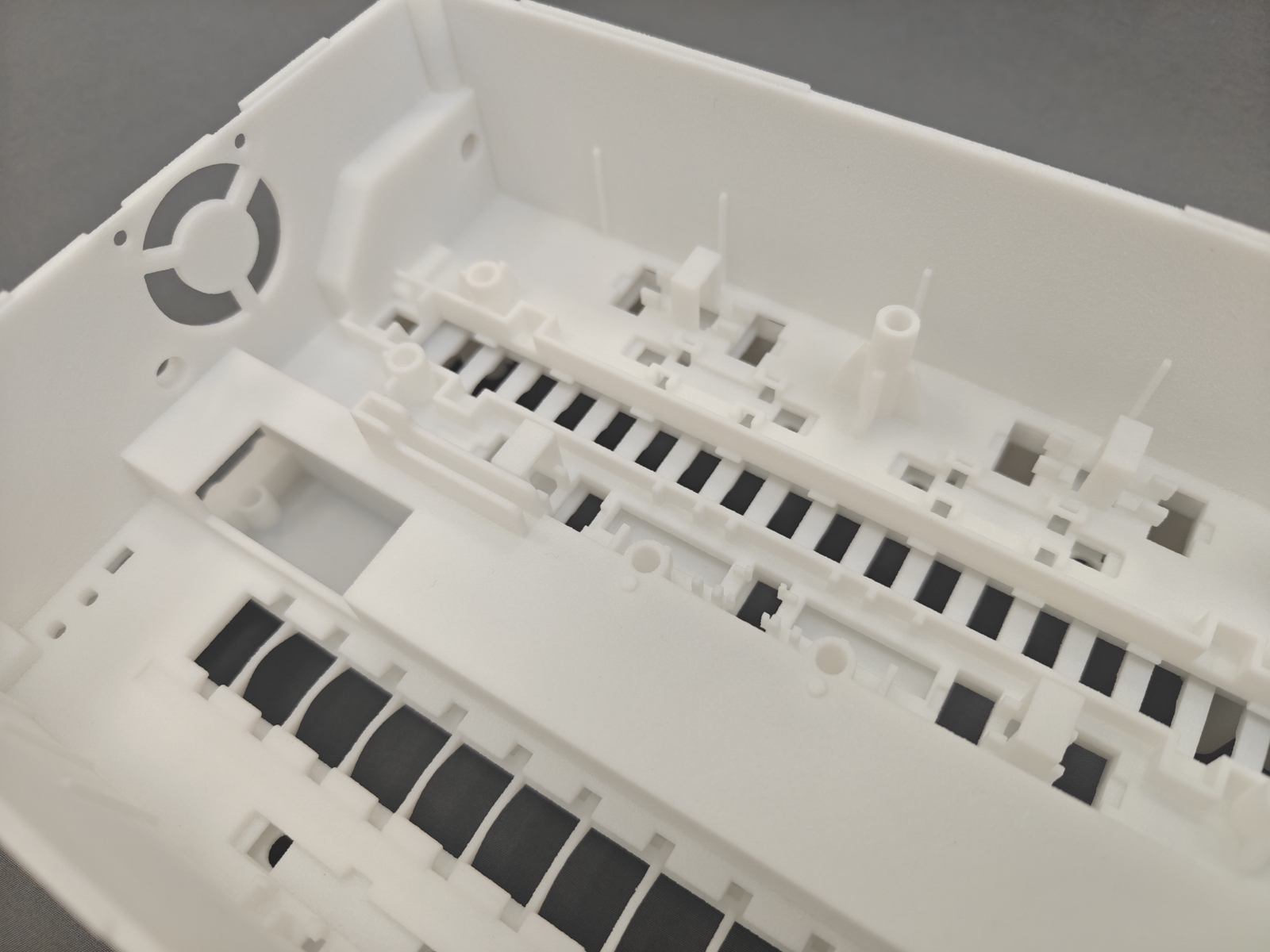
Причина — технология построения из порошка.
Это не дефект, а нормальное свойство процесса.
При необходимости применяются:
- химическое сглаживание
- шлифовка
- покраска
Важно: в SLS изначально закладывается функциональность, а не внешний вид.
SLA vs SLS: ключевые отличия
SLA:
- гладкая поверхность
- высокая детализация
- низкая прочность при нагрузке
SLS (PA12):
- шероховатая поверхность
- высокая прочность
- подходит для эксплуатации
Разбор кейса: ошибка и решение
В рассматриваемом проекте:
Первая версия (SLA):
- отличная геометрия
- гладкая поверхность
- разрушение при установке втулок
Вторая версия (SLS, PA12):
- шероховатая поверхность
- успешная впайка втулок
- полностью рабочий корпус
Факт: технология напрямую определяет применимость детали.


Как выбрать технологию для прототипа
SLA подходит, если:
- важен внешний вид
- нет нагрузки
- не требуется сборка с использованием впаивания в детали
SLS подходит, если:
- есть механическая нагрузка
- требуется установка втулок или крепежа
- деталь будет использоваться
Если важны оба параметра:
- выбирают SLS
- добавляют постобработку
Частые ошибки при 3D печати
- выбор материала по внешнему виду
- попытка использовать фотополимер как аналог ABS
- игнорирование условий эксплуатации
Факт:
ABS — термопласт,
фотополимер — термореактивный материал с другими свойствами.
Это принципиально разные классы материалов.
FAQ
Что лучше для прототипа — SLA или SLS?
Зависит от задачи. SLA подходит для визуальных моделей, SLS — для функциональных деталей с нагрузкой.
Можно ли впаивать втулки в фотополимер?
Нет. Большинство фотополимеров плохо переносят локальный нагрев и разрушаются.
Почему SLS детали шероховатые?
Потому что они формируются из порошка. Это технологическая особенность, а не дефект.
Можно ли сделать гладкий PA12?
Да, с помощью постобработки (например, химического сглаживания или шлифовки).
Практический вывод
SLA и SLS решают разные задачи в прототипировании.
SLA — про внешний вид.
SLS — про функциональность.
Ошибка в выборе технологии приводит к переделкам и дополнительным затратам.
Правильный выбор материала на старте — ключевой фактор успешного прототипа.
SLA vs SLS: сравнение технологий
| Параметр | SLA (фотополимер) | SLS (PA12) |
|---|---|---|
| Поверхность | Гладкая, высокая детализация | Шероховатая, порошковая структура |
| Прочность | Низкая, хрупкий материал | Высокая, ударная вязкость |
| Температурная устойчивость | Низкая | Выше, подходит для эксплуатации |
| Впайка втулок | Невозможна или приводит к разрушению | Возможна |
| Назначение | Визуальные прототипы, мастер модели, функциональные детали | Функциональные детали с возможностью нагрева для впайки металла |
| Постобработка | Обычная постобработка после печати | По необходимости (сглаживание, покраска) |




