
Аннотация
Проволочно-дуговое аддитивное производство (WAAM) — перспективная технология изготовления крупногабаритных алюминиевых компонентов, однако режим наплавки существенно влияет на термическую историю, микроструктуру и образование дефектов. В работе исследовано влияние трёх режимов WAAM на основе дуговой сварки плавящимся электродом в защитном газе (GMAW): импульсного GMAW, холодной дуги (cold arc) и импульсного переменного тока (pulsed AC) — на микроструктуру, твёрдость, износостойкость и коррозионное поведение стенок из сплава Al5356. Различия по тепловложению и характеристикам дуги привели к изменениям размера зерна пористости. Режим импульсного AC дал наибольший размер зерна и наименьшую пористость; импульсный GMAW — промежуточный размер зерна и наибольшую пористость; холодная дуга — наиболее мелкозернистую микроструктуру при промежуточной пористости. Во всех условиях наблюдалась сегрегация магния по границам зёрен с возможным образованием β-фазы Al3Mg2 при локальном термическом воздействии.
Твёрдость во всех образцах оказалась близкой, при этом импульсный AC показал несколько меньшую и более однородную твёрдость из-за более крупной микроструктуры. Трибологическое поведение не выявило явных различий между режимами наплавки. Электрохимические испытания показали, что импульсный AC обеспечивает наилучшее сопротивление коррозии благодаря пониженной пористости и меньшей плотности границ зёрен, что ограничивает межкристаллитное разрушение. В целом режим наплавки преимущественно влияет на микроструктуру и коррозионное поведение, тогда как его влияние на износостойкость в исследованных условиях ограничено.
Ключевые слова: Проволочно-дуговое аддитивное производство, Al5356, Микроструктура, Пористость, Межкристаллитная коррозия, Тепловложение, Износостойкость.
1 Введение
Проволочно-дуговое аддитивное производство (WAAM) относится к технологиямпрямого энергетического осаждения в семействе процессов аддитивного производства металлов. По концепции этот метод близок к автоматизированной дуговой сварке: электрическая дуга расплавляет металлическую проволоку, которая послойно наплавляется для построения металлических компонентов формы, близкой к окончательной (near-net-shape). В зависимости от типа сварочного источника и характеристик дуги процессы WAAM принято делить на варианты на основе GMAW (gas metal arc welding — дуговая сварка плавящимся электродом в защитном газе), GTAW (gas tungsten arc welding — дуговая сварка вольфрамовым электродом в защитном газе) и PAW (plasma arc welding — плазменно-дуговая сварка). Среди этих вариантов WAAM на основе GMAW особенно привлекателен благодаря высоким скоростям наплавки и применимости в промышленности. В этой конфигурации проволока выполняет функцию плавящегося электрода и подаётся коаксиально через сварочную горелку.
Алюминиевые сплавы — крайне привлекательный материал для изготовления крупногабаритных компонентов методом WAAM благодаря низкой плотности, высокой удельной прочности и хорошей коррозионной стойкости. Эти свойства привели к росту применения алюминиевых WAAM-компонентов в авиакосмосе, судостроении и автомобильной промышленности. В настоящей работе в качестве исходного материала выбран алюминиевый сплав 5356 (Al5356). Будучи представителем серии 5xxx, Al5356 легирован преимущественно магнием и хорошо известен превосходной свариваемостью и коррозионной стойкостью, что делает его особенно подходящим для обработки методом WAAM.
Исследование основано на предыдущих работах, в которых стенки из Al5356 изготавливались с помощью трёх различных режимов WAAM на основе GMAW, рекомендованных производителями оборудования: импульсный GMAW, холодная дуга (cold arc) и импульсный переменный ток (pulsed AC). Эти режимы различаются прежде всего формой тока, что приводит к различиям в тепловложении и механизмах переноса металла. Импульсный GMAW использует модулированный ток, обеспечивающий перенос металла в виде мелких капель и улучшенный контроль тепловложения и стабильности дуги. Холодная дуга характеризуется механизмом переноса металла с управляемым коротким замыканием, что уменьшает тепловложение. Оба режима (импульсный GMAW и cold arc) работают с положительной полярностью тока, тогда как импульсный AC чередует полярность тока, что позволяет управлять как стабильностью дуги, так и распределением тепла в процессе наплавки.
Aldalur и соавт. показали, что выбранные режимы приводят к заметным различиям в микроструктурных особенностях и уровне пористости наплавленного материала. В частности, режим импульсного AC дал наибольший средний размер зерна. По пористости импульсный GMAW показал наибольший уровень, а импульсный AC — наименьший. Тем не менее во всех трёх режимах переноса наблюдаемые поры были относительно небольшими: объём большинства пор составлял менее 5,7×10⁻³ мм³. Это указывает на то, что пористость преимущественно связана с полостями, образованными захваченным при кристаллизации водородом. Учитывая столь заметные различия в микроструктуре и пористости, цель настоящего исследования — выяснить, приводят ли эти различия к измеримым изменениям ключевых функциональных свойств компонентов из Al5356, изготовленных методом WAAM. В частности, работа посвящена оценке влияния режима наплавки на твёрдость, износостойкость и коррозионное поведение и тем самым более полной характеристике эксплуатационных характеристик стенок Al5356, полученных в различных режимах GMAW-based WAAM.
2 Материалы и методы
2.1. Материал и изготовление
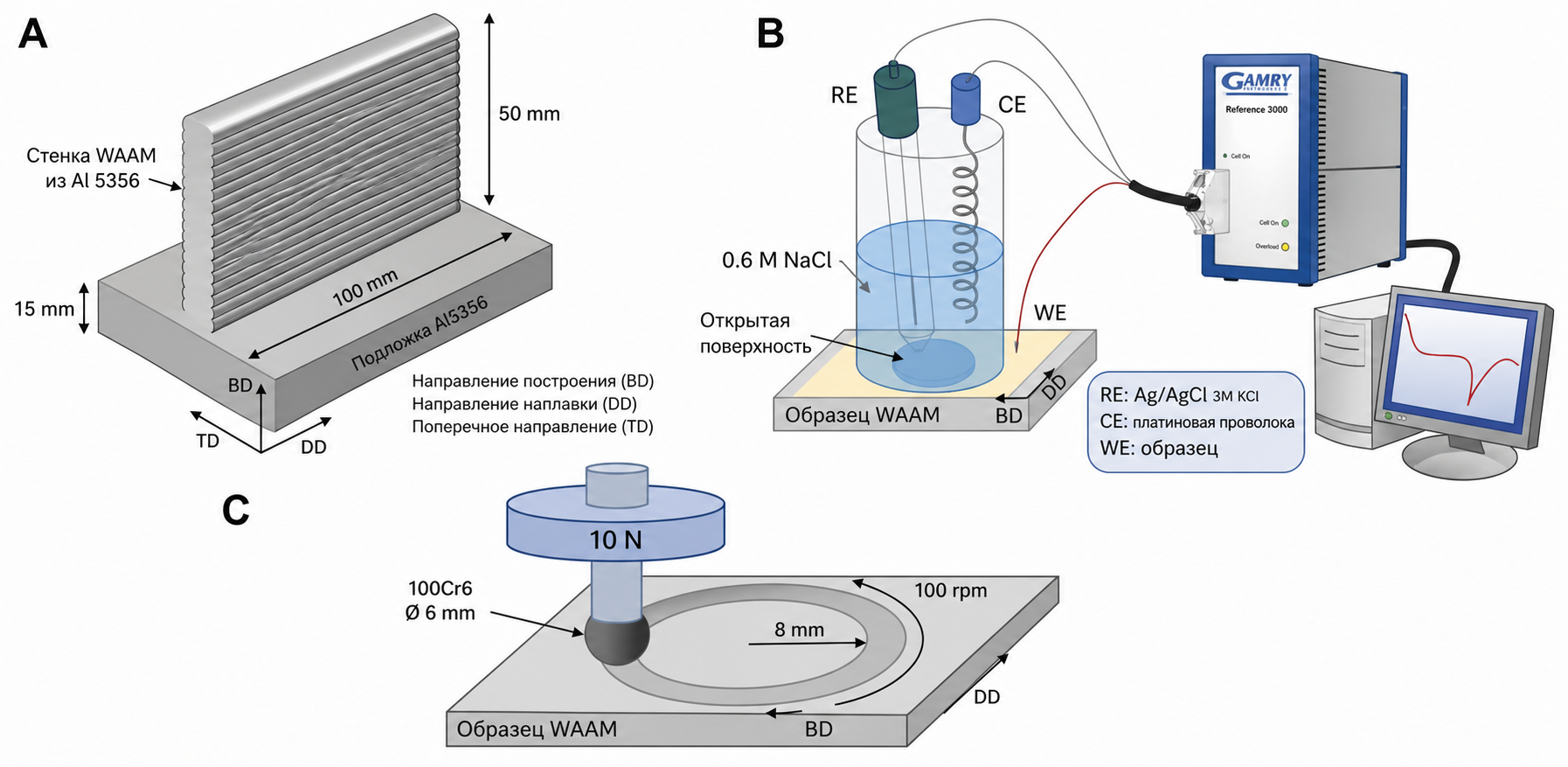
Стенки изготавливались на 3+2-осевой WAAM-системе производства Addilan (Addilan V0.1, Испания), оснащённой сварочным источником EWM AC Titan XQ 400 (EWM, Германия). Сравнительно исследовались три рабочих режима источника: импульсный GMAW, холодная дуга и импульсный AC. В качестве исходного материала использовалась коммерческая проволока Al5356 диаметром 1,2 мм, химический состав которой приведён в Таблице 1 Подложкой также служил Al5356 в виде пластин толщиной 15 мм. Стенки наплавлялись как однопроходные (single-bead), их размеры — 100 мм в длину и 50 мм в высоту. Перед наплавкой алюминиевые подложки шлифовались и очищались для удаления поверхностных оксидов и загрязнений. В качестве защитного газа использовался чистый аргон (100% Ar) с расходом 30 л/мин.
| Элемент | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Be | Al |
| мас.% | 0,05 | 0,11 | 0,001 | 0,16 | 4,8 | 0,12 | 0,001 | 0,081 | 0,0001 | ост. |
Наплавка велась по двунаправленной стратегии. Каждый слой наплавлялся за один проход, а следующий слой — в противоположном направлении после того, как начальная точка, соответствующая конечной точке предыдущего валика, остывала до 250 °C, что контролировалось пирометром. Основные параметры процесса для изготовления стенок сведены в таблицу 2. Во всех условиях скорость подачи проволоки была зафиксирована на 8 м/мин, а скорость перемещения — на 65 см/мин, что давало скорость наплавки 1,44 кг/ч.
Таблица 2. Параметры процесса при изготовлении стенок
| Параметр | Импульсный GMAW | Cold arc | Импульсный AC |
| WFR — скорость подачи проволоки, м/мин | 8 | 8 | 8 |
| TS — скорость перемещения, см/мин | 65 | 65 | 65 |
| DR — скорость наплавки, кг/ч | 1,44 | 1,44 | 1,44 |
| I — ток, А | 136,75 | 136,84 | 128,36 |
| V — напряжение, В | 17,99 | 15,35 | 16,61 |
| HI — тепловложение, кДж/см | 2,04 | 1,75 | 1,89 |
WFR — скорость подачи проволоки; TS — скорость перемещения; DR — скорость наплавки; I — ток; V — напряжение; HI — тепловложение.
Как описано в исходном документе, высокочастотная система регистрации записывала мгновенные значения тока и напряжения во время наплавки. Эти сигналы обрабатывались для получения средних характеристических значений тока и напряжения для каждого режима. Кроме того, для каждого режима рассчитывалось линейное тепловложение HI по формуле (1):
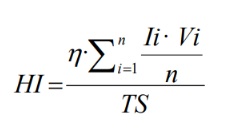
где Ii (А) и Vi (В) — мгновенные значения тока и напряжения соответственно; TS — скорость перемещения (см/с); и η — термический КПД дуги. Было принято постоянное значение КПД, равное 0,9, в соответствии со значениями, приведенными в предыдущих исследованиях. Полученные значения подводимой тепловой энергии также включены в таблицу 2 для сравнения.
2.2. Микроструктурный анализ
Образцы для микроструктурного исследования были изготовлены из каждой изготовленной стенки. Анализ проводился в плоскости, определяемой направлениями построения и осаждения, соответствующей ориентации, используемой для последующих испытаний. Образцы монтировали, механически шлифовали и полировали в соответствии со стандартными металлографическими процедурами, а затем травили в течение 30 секунд реактивом Келлера (95 мл H2O, 2,5 мл HNO3, 1,5 мл HCl, 1 мл HF; ES Laboratory, США). Микроструктурную характеристику проводили с помощью оптической микроскопии (BX60M, Olympus, Япония) и сканирующей электронной микроскопии (СЭМ) с энергодисперсионной рентгеновской спектроскопией (ЭДРС) на системе Zeiss (EVO 15, Zeiss, Германия).
2.3. Испытание на коррозию
Для оценки коррозионной стойкости алюминиевых стенок были проведены испытания методом потенциодинамической поляризации (ПДП). Как показано на рисунке 1B, электрохимические измерения проводились с использованием потенциостата Gamry (Gamry Reference 600, Gamry Instruments, США) в стандартной трехэлектродной конфигурации, включающей электрод сравнения Ag/AgCl (3 М KCl), платиновый противоэлектрод и образец, выступающий в качестве рабочего электрода. Все эксперименты проводились при комнатной температуре в 0,6 М водном растворе NaCl. Площадь открытой поверхности рабочего электрода была зафиксирована на уровне 0,49 см2, и для каждого условия измерения повторялись три раза, для обеспечения воспроизводимости и статистической достоверности.
Перед проведением испытаний образцы последовательно шлифовали с использованием абразивной бумаги из карбида кремния с зернистостью от 120 до 2000 (Struers, Дания), после чего полировали до зеркального блеска с помощью алмазной суспензии с размером частиц 3 мкм. Перед началом поляризационного сканирования потенциалу разомкнутой цепи давали стабилизироваться в течение 900 с. Затем проводили сканирование поляризационной дифракции, начиная с −300 мВ относительно стабилизированного потенциала разомкнутой цепи, и продолжая анодно до достижения потенциала 1 В или плотности тока 0,25 А/см2. Потенциал изменяли с постоянной скоростью сканирования 0,16 мВ/с. По полученным поляризационным кривым электрохимические параметры определяли с помощью метода экстраполяции Тафеля, путем аппроксимации линейных участков как анодной, так и катодной ветвей в полулогарифмическом представлении.
Экстраполяция проводилась в пределах как минимум одного десятилетия плотности тока в пределах линейной области Тафеля, избегая диффузионно-контролируемых и переходных областей.
2.4. Измерение твердости
Твердость образцов измеряли с помощью микротвердомера Mitutoyo MicroWizHard (Mitutoyo HM-210/220 Type A, Япония). Измерения проводились в трех разных точках вдоль каждой стенки: на левой стороне (начало стенки), в центральной области и на правой стороне (конец стенки). В каждой точке было выполнено 10 оттисков под нагрузкой 0,5 кгс.
2.5. Трибологические испытания
Трибологическое поведение образцов Al5356, изготовленных методом WAAM, оценивалось в условиях сухого скольжения с использованием испытаний “штифт-диск” на трибометре Microtest MT Series (MT Series Pin-on-Disk Tribometer, Microtest, Испания), в соответствии с рекомендациями стандарта ASTM G99-17.16 Как показано на рисунке 1C, использовался сферический контртело диаметром 6 мм, изготовленное из высокоуглеродистой хромистой стали (100Cr6, AISI 52100). Все испытания проводились при постоянной нормальной нагрузке 10 Н, скорости вращения 200 об/мин и радиусе следа износа 8 мм, что приводило к общей дистанции скольжения 100 м. Перед испытанием образцы были механически отполированы для достижения равномерной шероховатости поверхности Ra = 3 мкм, чтобы минимизировать влияние исходной топографии поверхности. Коэффициент трения (КТР) непрерывно регистрировался и рассчитывался как мгновенное отношение тангенциальной и нормальной сил в соответствии со стандартом ASTM G99-17. Потеря материала количественно оценивалась путем объемной оценки. Объем следа износа определялся путем измерения трех различных сегментов следа износа с помощью конфокальной микроскопии (Smart, Sensofar, Испания).
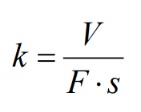
Затем эти измерения экстраполировались для оценки общего объема следа износа, и вычислялось среднее значение. После определения объема износа, возникшего во время испытания, коэффициент износа материала (k, в мм³/Н·м) рассчитывался по уравнению 2, определяемому как отношение объема износа (V, в мм³) к произведению приложенной нормальной нагрузки (F, в Н) и расстояния скольжения (с, в м).
3. Результаты
3.1. Микроструктура
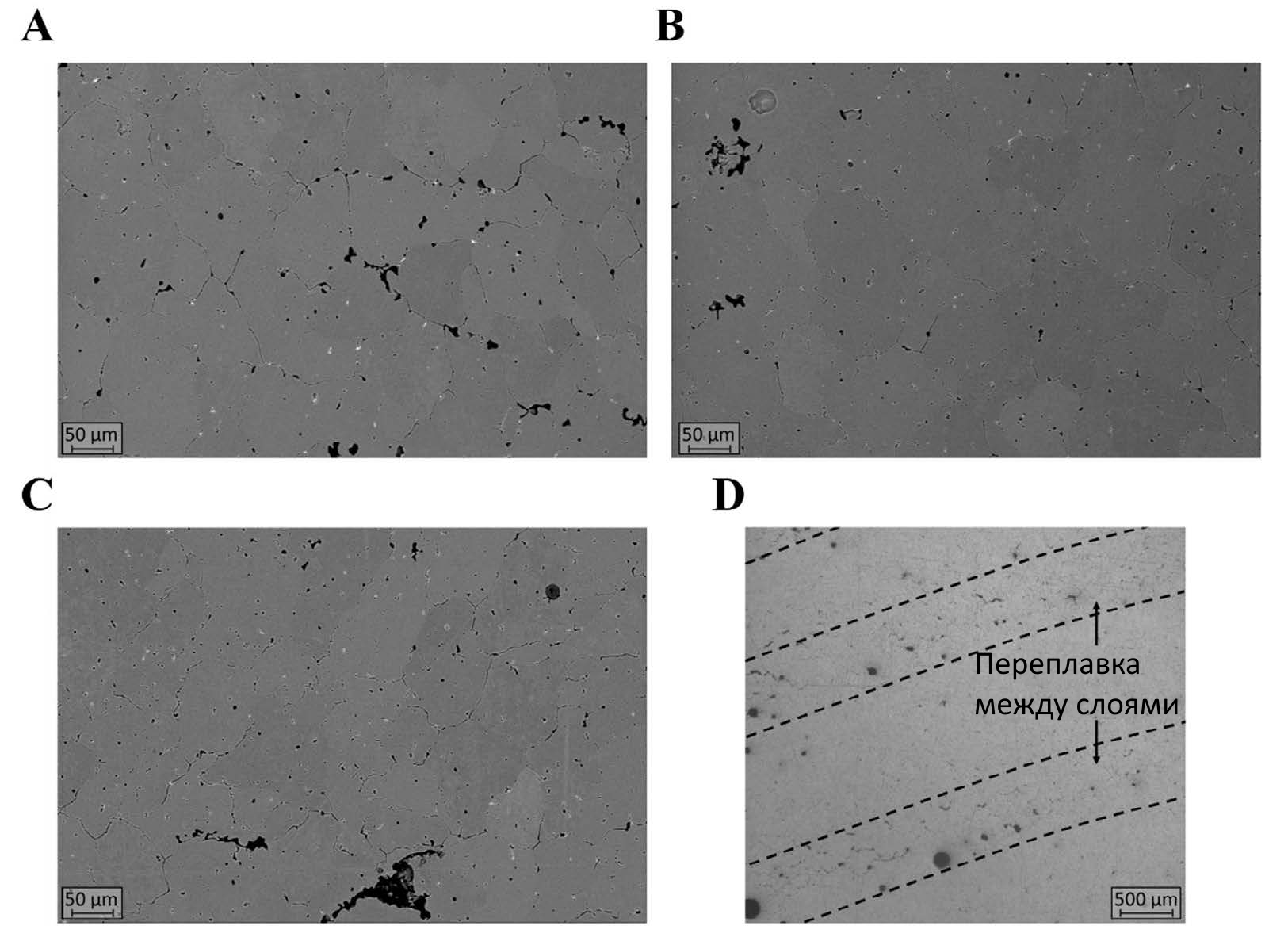
Согласно фазовой диаграмме Al–Mg и учитывая химический состав проволоки Al5356, содержащей менее 5 мас.% Mg, ожидается образование интерметаллических соединений β-Al3Mg2. Металлографический анализ показал, что независимо от используемого режима осаждения, микроструктура стенок Al5356, изготовленных методом WAAM, состоит из α-Al матрицы с заметной сегрегацией Mg на границах зерен и междендритных областях. Такая неоднородность состава может привести к образованию преципитатов β (Al3Mg2), особенно в условиях термического циклирования, присущих процессу WAAM.
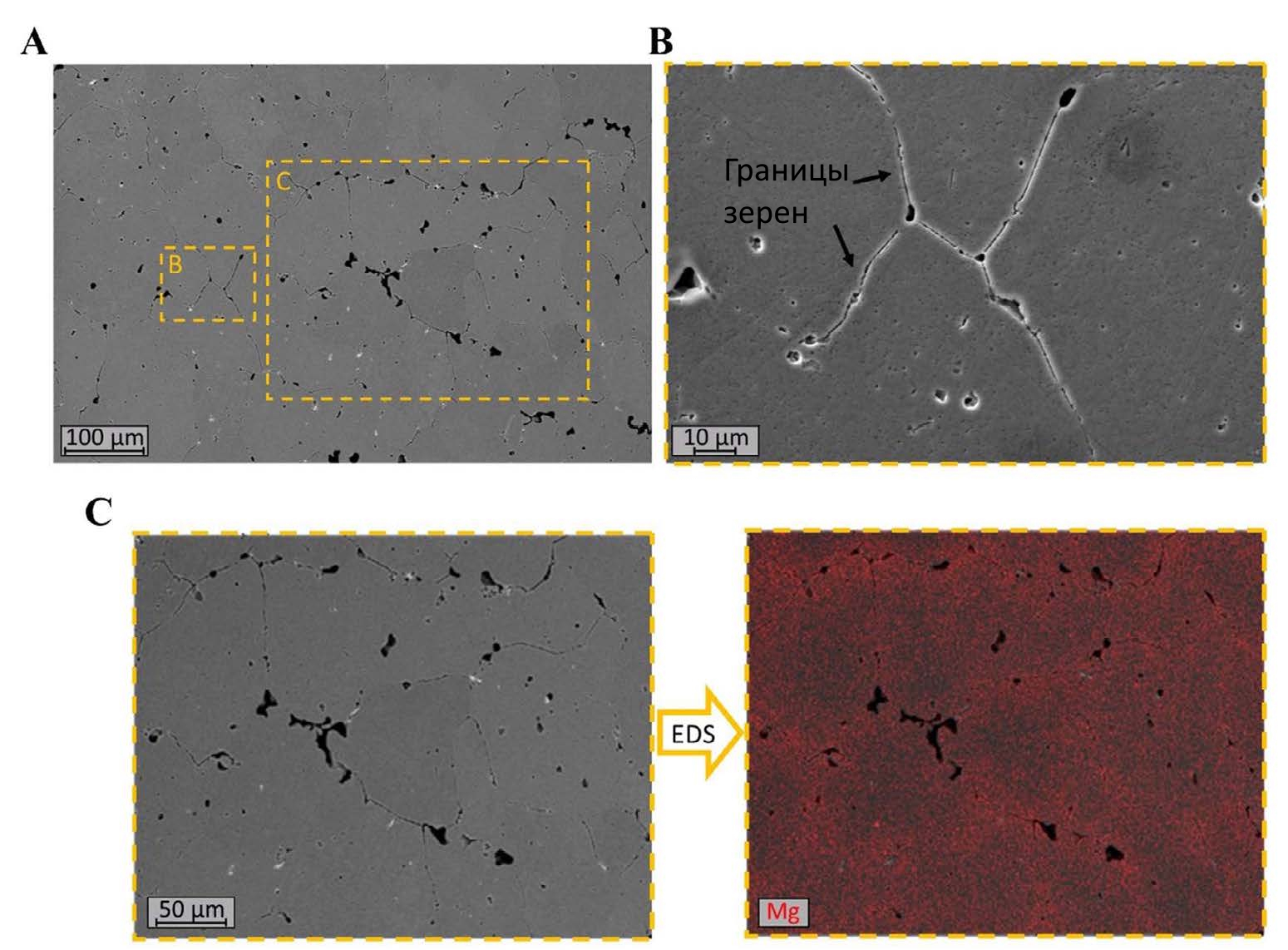
На рисунке 2, соответствующем образцу, изготовленному с использованием импульсного режима GMAW, показано изображение области границы зерен с большим увеличением. Эти области, по-видимому, сильнее подвержены воздействию реактива Келлера, что указывает на наличие неоднородностей состава на границах зерен.
Анализ EDX, проведенный в области, показанной на рисунке 2C, подтверждает более высокую концентрацию Mg на границах зерен по сравнению с окружающей α-Al матрицей. Такое поведение объясняется сегрегацией Mg во время затвердевания и термического циклирования, характерных для процесса WAAM, что может привести к образованию β-фазы (Al3Mg2) в междендритных и межзеренных областях при соответствующих локальных условиях.
На рисунке 3 показана микроструктура трех изготовленных стенок. Как было отмечено ранее в анализе дифракции обратнорассеянных электронов, представленном в нашей предыдущей работе, образец, обработанный импульсным переменным током, показал наибольшую среднюю площадь зерен, приблизительно 2300 мкм², тогда как образец, обработанный холодной дугой, продемонстрировал самую мелкозернистую микроструктуру со средней площадью зерен 1046 мкм². Образец, обработанный импульсным дуговым разрядом в среде GMAW, показал промежуточную площадь зерен, около 1900 мкм². Тем не менее, как видно на рисунке 3D, центральная область каждого осажденного слоя демонстрирует большую площадь зерен и меньшее количество областей, обогащенных магнием, и/или возможной β-фазы по сравнению с зонами переплавления между соседними слоями. Кроме того, зоны переплавления, выделенные на рисунке 3D, демонстрируют более выраженную реакцию на травитель и более высокую плотность пор, чем центральные области осажденных слоев, что указывает на большую микроструктурную неоднородность в этих областях. Это различие связано с повторяющимися термическими циклами, присущими процессу WAAM, которые способствуют перераспределению растворенных веществ и осаждению фаз в повторно нагретых областях. Предыдущие исследования также показали, что содержание Mg в стенках из сплава Al5356, изготовленных методом WAAM, ниже, чем в исходной проволоке, из-за испарения Mg во время осаждения. В локализованных областях температура процесса может превышать точку кипения Mg (выше 1100 °C), что приводит к частичной потере Mg и изменению состава осажденного материала.
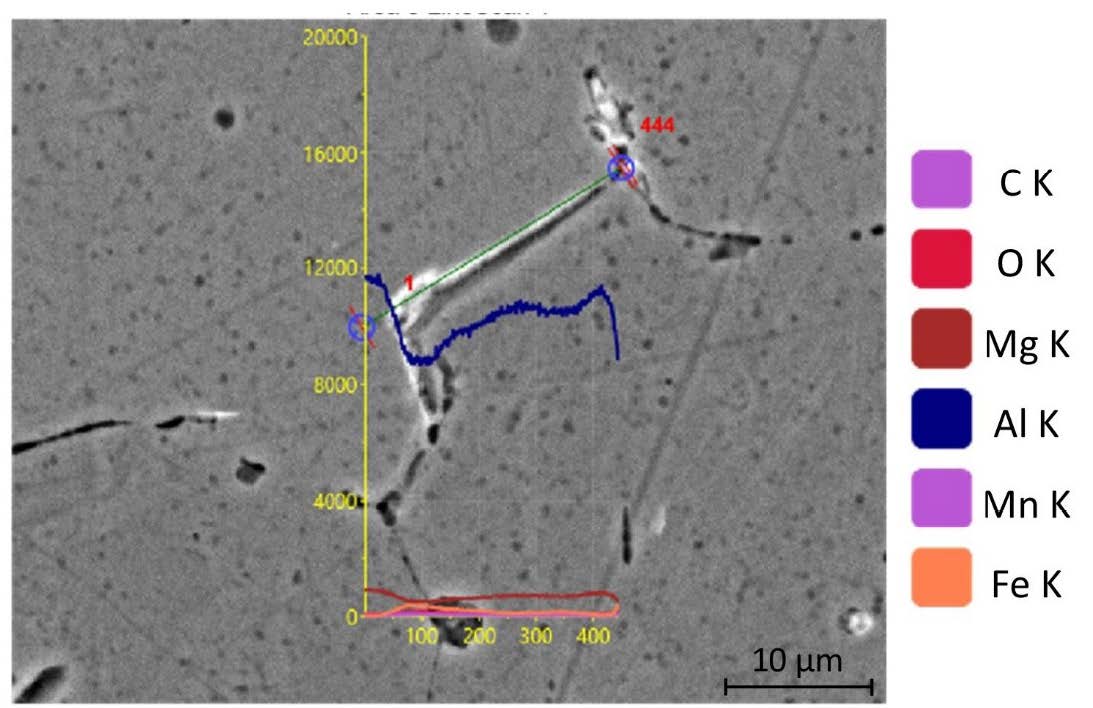
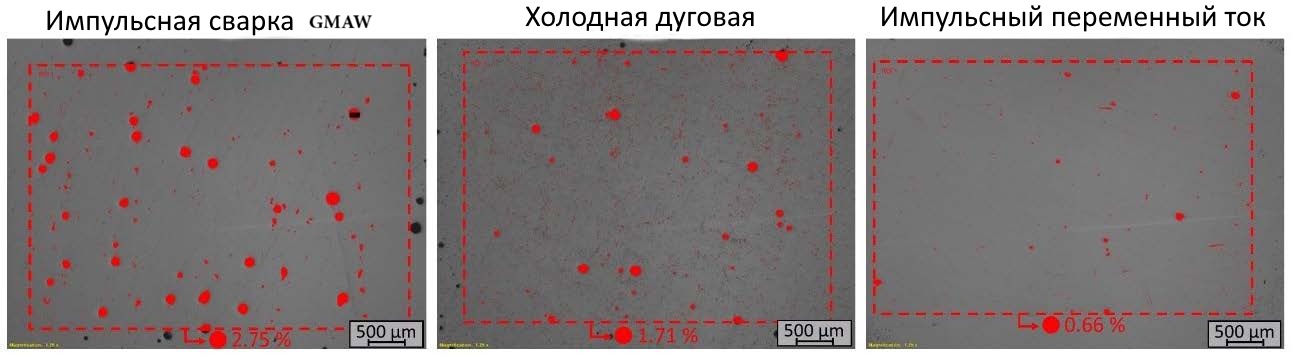
Помимо фаз Al–Mg, следовые количества легирующих элементов, таких как Fe, присутствующие в сварочной проволоке, могут приводить к образованию богатых железом интерметаллических соединений. На рисунке 4 показано линейное сканирование EDX, выполненное в более светлой области, идентифицированной на изображении детектора обратнорассеянных электронов высокого разрешения (HD-BSD). Соответствующий профиль состава показывает локальное уменьшение сигналов Al и Mg и одновременное увеличение сигнала Fe относительно окружающей матрицы. Эти наблюдения указывают на присутствие интерметаллических частиц, содержащих Fe, которые могут соответствовать таким фазам, как Al6(Fe,Mn), Al3(Fe) или Al2(Fe,Mn). Такие частицы могут локально влиять на механическое и коррозионное поведение материала, выступая в качестве предпочтительных мест для концентрации напряжений или микрогальванической связи. На рисунке 5 показано распределение пор, наблюдаемое в образцах, использованных для коррозионных испытаний до воздействия.
Между тремя режимами осаждения можно выявить явные различия в уровнях пористости. В условиях импульсной дуговой сварки GMAW наиболее высокий уровень пористости, достигающий 2,75%, с наличием нескольких относительно крупных пор диаметром приблизительно 150 мкм. Однако распределение пористости внутри стенки не является полностью однородным, и некоторые области одного и того же образца показывают заметно более низкие уровни пористости, близкие к 1%. В условиях холодной дуговой сварки наблюдается более низкий общий уровень пористости (1,71%), характеризующийся меньшим количеством крупных пор, но более высокой плотностью микропор, распределенных по всей микроструктуре. В отличие от этого, в условиях импульсной дуговой сварки переменным током наиболее низкий уровень пористости (0,66%), с как уменьшенным количеством пор, так и меньшими размерами пор.
В процессе WAAM Al5356 микроструктурная эволюция и образование дефектов сильно зависят от взаимодействия между тепловыми условиями процесса и присущими дуге характеристиками, связанными с каждым режимом осаждения. Хотя рассчитанные значения подводимой тепловой энергии (2,04, 1,89 и 1,75 кДж/см² для импульсной GMAW, импульсной AC и холодной дуги соответственно) указывают на умеренные различия, они обеспечивают полезную основу для интерпретации результирующей термической истории. Более высокая подводимая тепловая энергия в режиме импульсной GMAW способствует более медленным скоростям охлаждения, что благоприятствует росту зерен и усиливает перераспределение растворенных элементов. Напротив, более низкая подводимая тепловая энергия в режиме холодной дуги приводит к более быстрой кристаллизации и более мелкозернистой микроструктуре, в то время как в режиме импульсной AC наблюдается промежуточное термическое поведение.
Однако, помимо этих тепловых эффектов, решающую роль играют внутренние характеристики каждого режима дуги. Более мелкая зернистая структура, наблюдаемая в условиях холодной дуги, может быть связана с контролируемым режимом переноса короткого замыкания, который приводит к менее энергичному и более стабильному переносу металла, ограничивая перемешивание расплавленной ванны и способствуя быстрому затвердеванию. Напротив, больший размер зерен, измеренный в условиях импульсного переменного тока, согласуется не только с его промежуточным тепловым воздействием, но и с эффектом переменной полярности. Во время фазы отрицательного тока поток электронов к электроду вызывает дополнительный нагрев ранее осажденного материала, эффективно увеличивая локальное тепловое воздействие и способствуя укрупнению зерен. Этот эффект повторного нагрева отсутствует в импульсном режиме GMAW, где ток остается строго положительным.
Что касается образования дефектов, в частности пористости, необходимо учитывать как подвод тепла, так и динамику переноса металла. Хотя меньший подвод тепла обычно ограничивает время, доступное для выхода газа, послойное накопление тепла, присущее технологии WAAM, может частично компенсировать этот эффект, особенно в условиях холодной дуги. В этом случае сочетание повторного нагрева между слоями и контролируемого, менее агрессивного механизма переноса капель способствует образованию более стабильной расплавленной ванны, облегчая выход газа и приводя к относительно низкому уровню пористости. В отличие от этого, распыляющая характеристика переноса в импульсном режиме GMAW и импульсном режиме переменного тока, обусловленная преимущественно электромагнитными силами, генерирует более турбулентную расплавленную ванну, что может способствовать захвату газа. Тем не менее, импульсный режим переменного тока выигрывает от изменения полярности, которое разрушает оксидный слой и усиливает дегазацию водорода, способствуя его сравнительно меньшей пористости.
В целом, эти результаты показывают, что микроструктурная эволюция и образование дефектов в сплаве Al5356, полученном методом WAAM, определяются сложным взаимодействием между подводимой теплотой, термическими циклами и физикой дуги.
3.2. Коррозия
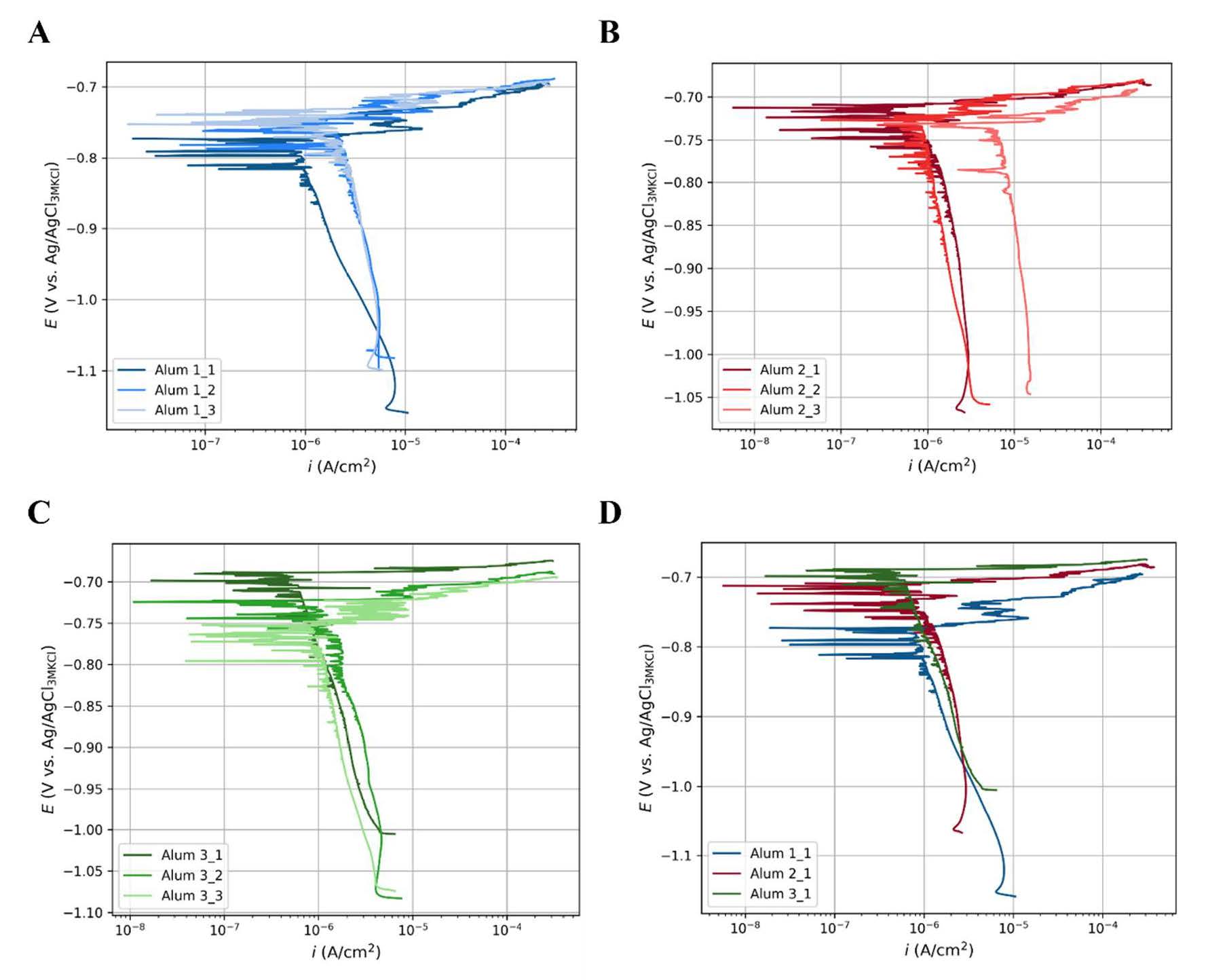
Различия в пористости, микроструктуре и сегрегации Mg, выявленные в предыдущем разделе, предположительно, повлияют на коррозионное поведение материала, поскольку как существующие поры, так и обогащенные Mg области границ зерен могут выступать в качестве предпочтительных мест для накопления электролита и локализованного инициирования коррозии. Для оценки коррозионной стойкости алюминиевых стенок были проведены испытания PDP. На рисунке 6 представлены кривые PDP, полученные в результате электрохимических испытаний, проведенных в растворе 0,6 М NaCl. В катодной области все образцы демонстрируют схожие наклоны, что указывает на сопоставимую катодную кинетику и подтверждает, что электрохимический отклик преимущественно контролируется процессами переноса заряда, а не диффузионными ограничениями. При анодной поляризации плотность тока первоначально остается низкой, что связано с образованием поверхностной оксидной пленки. Однако, этот режим узок и нестабилен, о чем свидетельствует непрерывное увеличение плотности тока с увеличением потенциала. Отсутствие четко определенного пассивного диапазона указывает на ограниченную пассивацию; следовательно, вскоре после превышения потенциала коррозии наблюдается резкий скачок плотности тока, сигнализирующий о начале активной коррозии.
В каждом состоянии материала три поляризационные кривые демонстрируют хорошую воспроизводимость, что указывает на согласованный электрохимический отклик. Исключение наблюдается для состояния холодной дуги, где третья кривая смещена в сторону более высоких плотностей тока, примерно на порядок больше, чем два других измерения. Этот сдвиг отражает повышенную коррозионную активность для этого конкретного теста и объясняет более высокое стандартное отклонение, наблюдаемое в плотности тока коррозии для этогосостояния.
Электрохимические параметры, полученные в результате поляризационных испытаний, суммированы в таблице 3 в виде средних значений и стандартных отклонений коррозионного потенциала (Ecorr) и плотности коррозионного тока (Icorr).
Три состояния алюминия демонстрируют сопоставимые коррозионные потенциалы, при этом средние значения Ecorr варьируются от −0,76 до −0,73 В, что указывает на схожие термодинамические тенденции к коррозии. Импульсная дуговая сварка GMAW показывает наиболее отрицательное среднее значение Ecorr (−0,759 В), тогда как холодная дуга и импульсный переменный ток демонстрируют несколько более благородные значения, хотя различия остаются в относительно узком потенциальном диапазоне. Более выраженные различия наблюдались в Icorr.</p>
Холодная дуговая сварка показала самое высокое среднее значение Icorr (2,92 × 10-6 А/см²), что указывает на самую низкую коррозионную стойкость среди трех условий, в то время как импульсная дуговая сварка показала самое низкое значение Icorr (8,36 × 10-7 А/см²), что свидетельствует об улучшенных коррозионных характеристиках. Импульсная дуговая сварка GMAW показала промежуточное поведение со средним значением Icorr 1,54 × 10-6 А/см². Импульсная дуговая сварка также продемонстрировала наименьшую дисперсию Icorr, что указывает на более однородный электрохимический отклик. Тем не менее, все условия демонстрируют относительно низкие значения плотности коррозионного тока, что указывает на то, что скорость коррозии ожидается низкой в исследуемых условиях.
Это говорит о том, что, несмотря на ограниченное пассивирующее поведение, наблюдаемое на поляризационных кривых, общая коррозионная кинетика алюминиевых образцов, изготовленных методом WAAM, в растворе 0,6 М NaCl остается от умеренной до низкой. В целом, эти результаты показывают, что, хотя коррозионные потенциалы в целом схожи, кинетика коррозии в большей степени зависит от конкретных условий обработки, при этом образец, подвергнутый импульсному переменному току, демонстрирует наиболее благоприятное коррозионное поведение и самый низкий средний Icorr среди трех условий.
В конечном итоге, поры действуют как неровности поверхности, которые служат предпочтительными местами для коррозионного воздействия; следовательно, увеличение плотности пор приводит к снижению коррозионной стойкости материала. В результате, более низкая пористость, наблюдаемая в стенке, подвергнутой импульсному переменному току, обусловленная переменной полярностью, характерной для этого процесса, приводит к улучшению коррозионных характеристик в агрессивных средах.
Таблица 3. Электрохимические параметры, извлечённые из потенциодинамических поляризационных кривых
|
Условие |
Ecorr, В | Icorr, А/см² |
|
Импульсная сварка GMAW |
−0,759 ± 0,014 |
1,54×10⁻⁶ ± 7,86×10⁻⁷ |
|
Холодная дуга |
−0,725 ± 0,010 |
2,92×10⁻⁶ ± 3,52×10⁻⁶ |
| Импульсный переменный ток | −0,726 ± 0,030 |
8,36×10⁻⁷ ± 3,00×10⁻⁷ |
Опубликовано ограниченное количество исследований, посвященных конкретно коррозионной стойкости сплавов Al5356, изготовленных методом WAAM. Тем не менее, при сравнении полученных результатов с имеющейся литературой, сообщили о плотности коррозионного тока в диапазоне 2-9 × 10-6 А/см² для сплава Al5356, изготовленного методом WAAM. Кроме того, сопоставимые значения плотности коррозионного тока были зарегистрированы и для других алюминиевых сплавов, полученных методом WAAM; например, Ван и др. наблюдали значения коррозионного тока того же порядка величины (6,61 × 10-6 А/см²) для сплава Al2319, изготовленного методом WAAM.
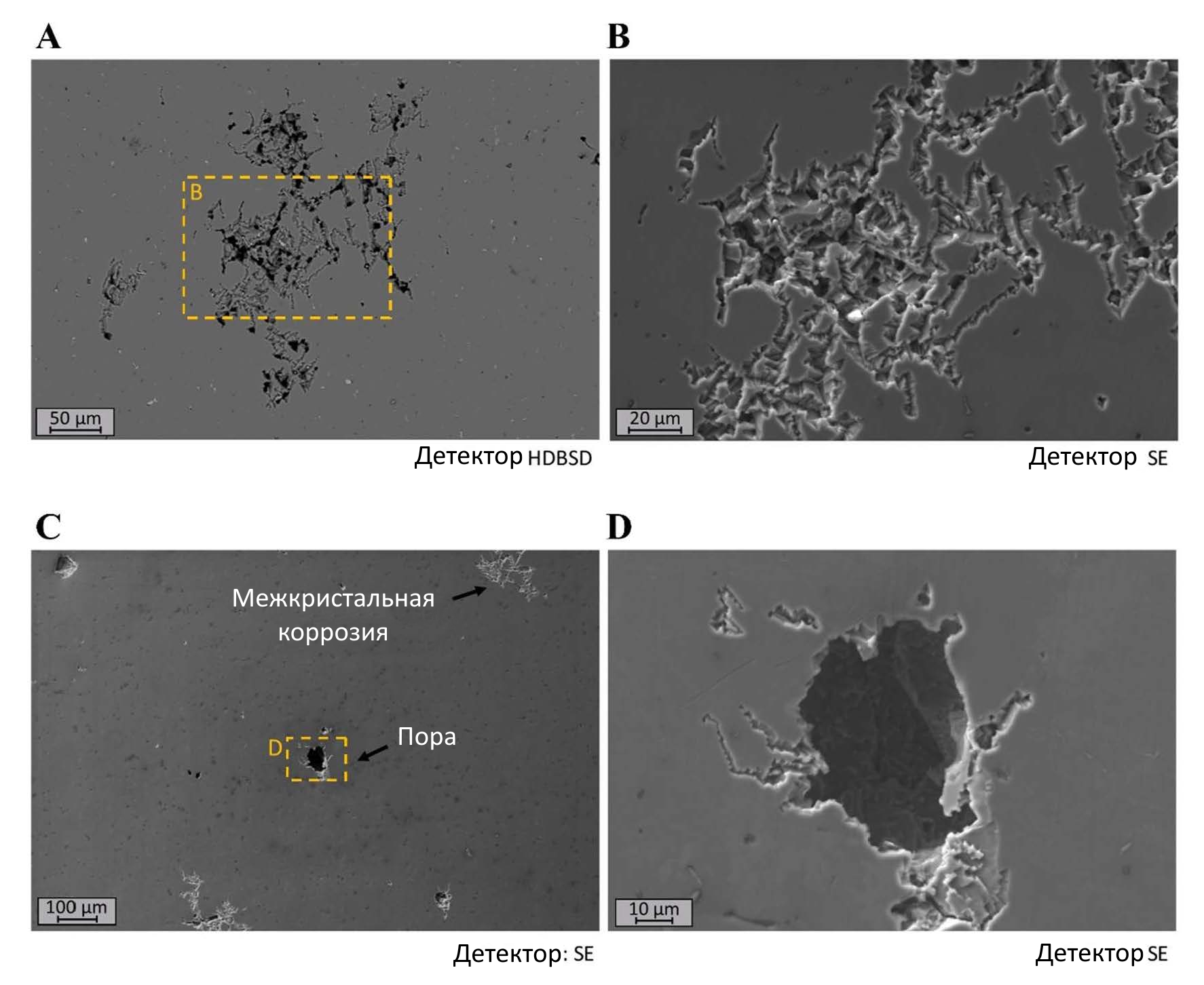
На рисунке 7 показаны типичные морфологии коррозии образцов после коррозионных испытаний, где можно наблюдать признаки межкристаллитной коррозии. Коррозия преимущественно концентрируется вдоль границ зерен, что указывает на то, что эти области более восприимчивы к коррозии, чем окружающая α-Al матрица. Такое поведение связано с сегрегацией Mg на границах зерен и возможным образованием β-фазы (Al3Mg2) в условиях локализованной сенсибилизации, вызванной термическим циклированием, присущим процессу WAAM, как это было ранее установлено металлографическим и EDX-анализами. Из-за контраста состава между обогащенными Mg граничными областями (и возможным осаждением β-Al3Mg2) и окружающей α-Al матрицей может устанавливаться локальная гальваническая связь, способствующая преимущественному растворению вдоль границ зерен. В результате процесс коррозии распространяется по сети границ зерен, приводя к характерной межзеренной коррозии, наблюдаемой на микроснимках. Этот механизм согласуется с известным коррозионным поведением сплавов Al–Mg, в котором богатые магнием интерметаллические фазы могут снижать локальную стабильность пассивной оксидной пленки и способствовать локальной деградации.
Локализованные механизмы межзеренной коррозии, выявленные на микроуровне с помощью СЭМ, дополнительно подтверждаются на более крупном уровне с помощью оптической микроскопии, которая подчеркивает различия в интенсивности коррозии в зависимости от условий осаждения.

Перед проведением коррозионных испытаний образец, подвергнутый импульсному активированному углекислому газу, демонстрировал более низкий уровень пористости по сравнению с другими условиями, что могло уменьшить количество потенциальных мест для начала коррозии и, таким образом, способствовать незначительному улучшению коррозионной стойкости, наблюдаемому при этом способе осаждения. Кроме того, это улучшенное поведение может быть также связано с более крупнозернистой структурой, поскольку больший размер зерен уменьшает общую плотность границ зерен, тем самым ограничивая доступные места для сегрегации Mg и возможного осаждения β-фазы, что, в свою очередь, снижает восприимчивость к межкристаллитной коррозии.
3.3. Твердость
На рисунке 9 показаны средние значения и стандартные отклонения, полученные в результате 10 измерений твердости по Виккерсу, проведенных в каждой анализируемой зоне образцов, а также общая средняя твердость, рассчитанная по трем зонам для каждой стенки. В условиях импульсной сварки GMAW и холодной дуги наблюдаются заметные различия между тремя областями стенки. В случае импульсной сварки GMAW центральная область демонстрирует значительно более высокое значение твердости (88,88 HV) по сравнению с боковыми зонами (76,41 HV и 71,70 HV). Аналогично, в условиях холодной дуги левая (начальная) область стенки показывает значение твердости почти на 20 HV выше, чем измеренное в двух других областях. Эти различия можно объяснить локальными микроструктурными неоднородностями, такими как распределение пористости или различия в размере зерен, вызванные температурными градиентами в процессе.
Предыдущие исследования показали, что импульсная дуговая сварка GMAW и процессы холодной дуги, как правило, приводят к более высоким уровням пористости, с неравномерным пространственным распределением вдоль стенки. Следовательно, локальные различия в пористости могут сильно влиять на измеренные значения твердости в разных областях.

При рассмотрении общей твердости, рассчитанной как среднее значение по всем трем областям каждой стенки, импульсный режим сварки GMAW демонстрирует самую высокую среднюю твердость (79 HV), за ним следует режим холодной дуги (75,5 HV), в то время как импульсный режим сварки переменным током показывает самую низкую среднюю твердость (73,6 HV). Обзор литературы показывает, что значения твердости, полученные в данном исследовании, хорошо согласуются с ранее опубликованными результатами для сварки Al5356 методом WAAM. Мутукумаран и др. сообщили о значениях твердости, близких к 80 HV вдоль наплавленной стенки, в то время как Имширович и др. сообщили о значениях около 71 HV. Цзуо и др. наблюдали значения твердости в диапазоне от 69,4 HV до 77,9 HV в зависимости от приложенного теплового воздействия. Аналогично, Ван и др.
В работе сообщается о значениях твердости от 68 до 76 HV, что объясняется различиями в рассеивании тепла вдоль стенки, которые влияют на размер зерна и, следовательно, на микротвердость. В частности, области с большим размером зерна и наличием микропористости были связаны с более низкими значениями твердости. Шарма и др. также пришли к выводу, что изменения скорости рассеивания тепла от нижней к верхней части стенки приводят к изменениям микроструктуры и размера зерна, что приводит к пространственным вариациям микротвердости со значениями около 70 HV.
Сниженная твердость, наблюдаемая для образцов, подвергнутых импульсному переменному току, может быть объяснена их большим размером зерна по сравнению с другими условиями, как сообщалось в предыдущей работе. В режиме импульсного переменного тока изменение полярности тока вызывает поток электронов в противоположных направлениях во время фазы отрицательной полярности, что приводит к дополнительному нагреву ранее осажденного материала и способствует росту зерен. Кроме того, импульсный режим переменного тока демонстрирует наименьшее распределение твердости среди трех режимов. Это более однородное распределение твердости, вероятно, связано с более низким уровнем пористости, достигаемым в этом процессе, как обсуждалось в вышеупомянутых исследованиях, что способствует более однородной микроструктуре вдоль стенки.
Хотя несколько меньшая твердость, измеренная в импульсном режиме переменного тока, может быть частично объяснена его большим размером зерна, в соответствии с соотношением Холла-Петча, размер зерна не является единственным фактором, контролирующим твердость Al5356. В сплавах Al-Mg упрочнение твердым раствором, обеспечиваемое Mg, играет ключевую роль в механических свойствах.
Металлографический и EDX-анализы, проведенные в этом исследовании, подтвердили сегрегацию Mg на границах зерен, связанную с осаждением β-фазы (Al3Mg2), что указывает на то, что локальные вариации состава также вносят вклад в твердость. Кроме того, в литературе сообщалось об испарении Mg во время процесса WAAM (волновой аддитивной обработки), обусловленном высокими температурами, достигаемыми в расплавленной ванне, что может локально снижать эффект упрочнения твердого раствора в α-Al матрице. Поскольку термическая история различается в зависимости от режима осаждения, степень перераспределения Mg, сегрегации и возможного испарения также может варьироваться в зависимости от условий. Поэтому наблюдаемые в данной работе различия в твердости, вероятно, являются результатом комбинированного воздействия размера зерен, локального распределения Mg и пористости, а не обусловлены исключительно размером зерен.
3.4. Трибология
На рисунке 10 показана зависимость коэффициента трения от расстояния скольжения для трех образцов. Во всех случаях коэффициент трения демонстрирует выраженные колебания на протяжении всего испытания, значения которых варьируются приблизительно от 0,2 до 1,0. После короткого начального этапа приработки система достигает квазистационарного режима, характеризующегося высокой нестабильностью. Такое поведение объясняется механизмами адгезионного износа и непрерывным образованием и разрушением механически перемешанного переносного слоя, что типично для сплавов Al–Mg в условиях сухого скольжения. Как видно из таблицы 4, среди оцененных условий образец, подвергнутый холодной дуговой сварке, демонстрирует самый низкий средний коэффициент трения (0,459), тогда как образец, подвергнутый импульсной сварке GMAW, показывает самое высокое значение (0,627).
Образец, подвергнутый импульсной сварке переменным током, демонстрирует промежуточное поведение со средним коэффициентом трения 0,582. Стандартное отклонение коэффициента трения очень похоже для всех трех образцов, составляя значения, близкие к 0,2, что отражает сильные флуктуации, наблюдаемые во время скольжения, и подчеркивает изначально нестабильный характер трибологического контакта. Это говорит о том, что видимые различия в средних значениях коэффициента трения в значительной степени маскируются внутренними флуктуациями сухого скользящего контакта, и четкой разницы между тремя условиями установить невозможно.
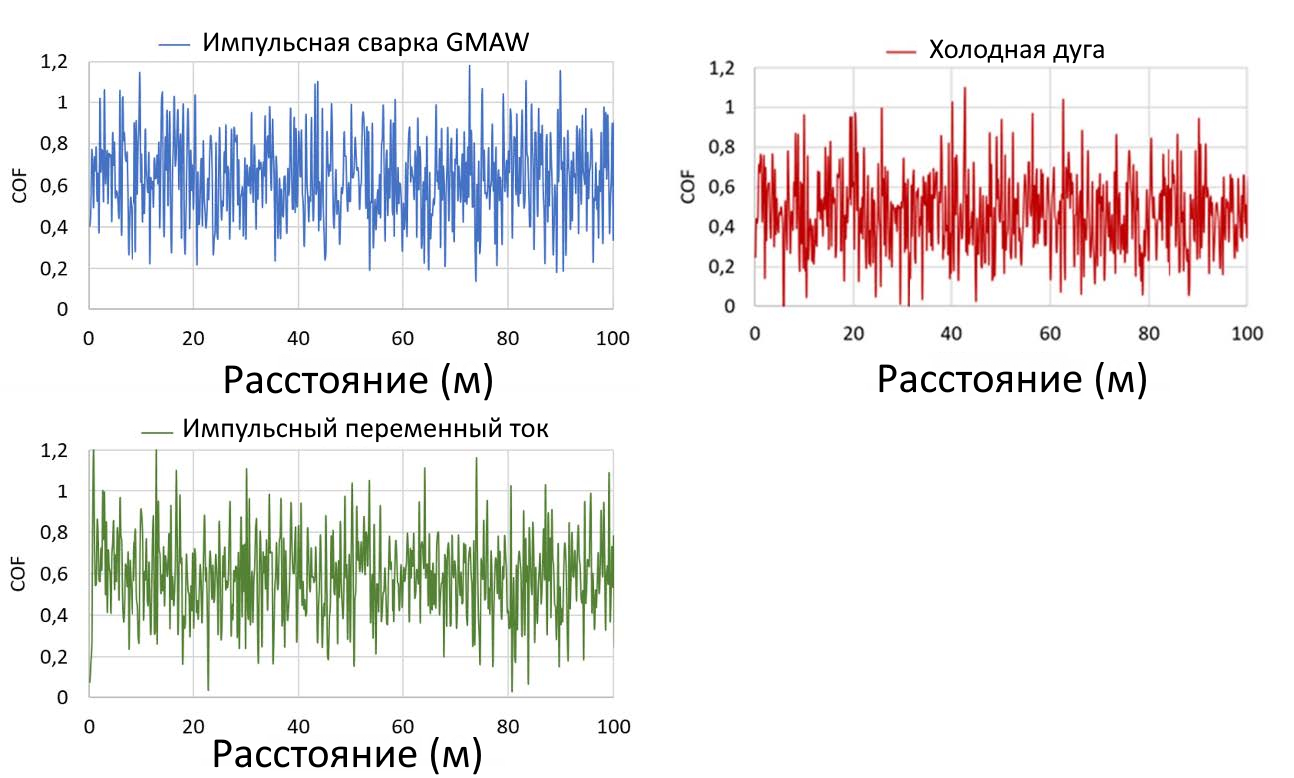
Таблица 4. Средние значения и стандартные отклонения коэффициента трения при сухом скольжении
|
Показатель |
Импульсная сварка GMAW | Холодная дуга | Импульсный переменный ток |
| Коэффициент трения | 0,627 ± 0,2 | 0,459 ± 0,2 |
0,582 ± 0,2 |
В таблице 5 представлены средние значения и стандартные отклонения объемов следов износа, измеренных в трех анализируемых областях каждого образца, определенные с помощью конфокальной микроскопии и проиллюстрированные на рисунке 11. Поскольку все трибологические испытания проводились при одинаковых условиях нормальной нагрузки и расстояния скольжения, различия в коэффициенте износа напрямую определяются объемом материала, удаленного со следа износа, как определено в уравнении 2. Соответственно, условия холодной дуги, которые демонстрируют наибольший объем следа износа, показывают самый высокий коэффициент износа, тогда как условия импульсного переменного тока показывают наименьшее значение. Тем не менее, эти различия относительно невелики, в то время как соответствующие стандартные отклонения сравнительно велики. В результате в пределах экспериментального разброса не удается установить четких различий в износостойкости между тремя режимами осаждения.
Таблица 5. Объём дорожки износа и коэффициент износа WAAM-образцов Al5356 при сухом скольжении
| Режим | Vпотерь, мм³ | Коэффициент износа k, мм³/Н·м |
| Импульсная сварка GMAW | 3,61 ± 0,67 | 3,59×10⁻³ ± 6,7×10⁻⁴ |
| Холодная дуга | 4,33 ± 0,86 | 4,30×10⁻³ ± 8,6×10⁻⁴ |
| Импульсный переменный ток | 3,24 ± 0,87 | 3,22×10⁻³ ± 8,7×10⁻⁴ |
Во всех случаях трехмерные конфокальные реконструкции, показанные на
рисунке 11, выявляют четко выраженные следы износа с явным удалением материала
вдоль направления скольжения. Эта морфология подтверждает, что износ обусловлен преимущественно сильной пластической деформацией и адгезионными механизмами, что согласуется с выраженными колебаниями, наблюдаемыми в коэффициенте трения.
Наличие глубоких борозд и нерегулярных впадин указывает на локализованные процессы разрыва и переноса материала. Кроме того, на краях дорожек износа наблюдается скопление материала, образующее гребни в результате бокового смещения материала изнутри борозд к границам дорожек.

Помимо адгезионных свойств, на следах износа также видны продольные бороздки, выровненные по направлению скольжения, характерные для механизмов износа типа «вспахивание» и абразивного износа. Эти бороздки образуются твердыми неровностями или захваченными частицами износа, действующими как третьи тела, которые проникают в более мягкую поверхность алюминия и смещают материал вбок без немедленного удаления. Сосуществование этих особенностей указывает на смешанный механизм износа, в котором преобладает адгезионный износ, но сопровождается абразивным вкладом.
На рисунке 12 показаны изображения, полученные с помощью сканирующего электронного микроскопа (СЭМ), типичного следа износа после испытания на сухое скольжение. Изображения на рисунке 12A и 12B были получены с использованием вторичных электронов, тогда как изображения на рисунке 12C и 12D были получены с использованием HD-BSD-изображения в топографически чувствительной конфигурации.
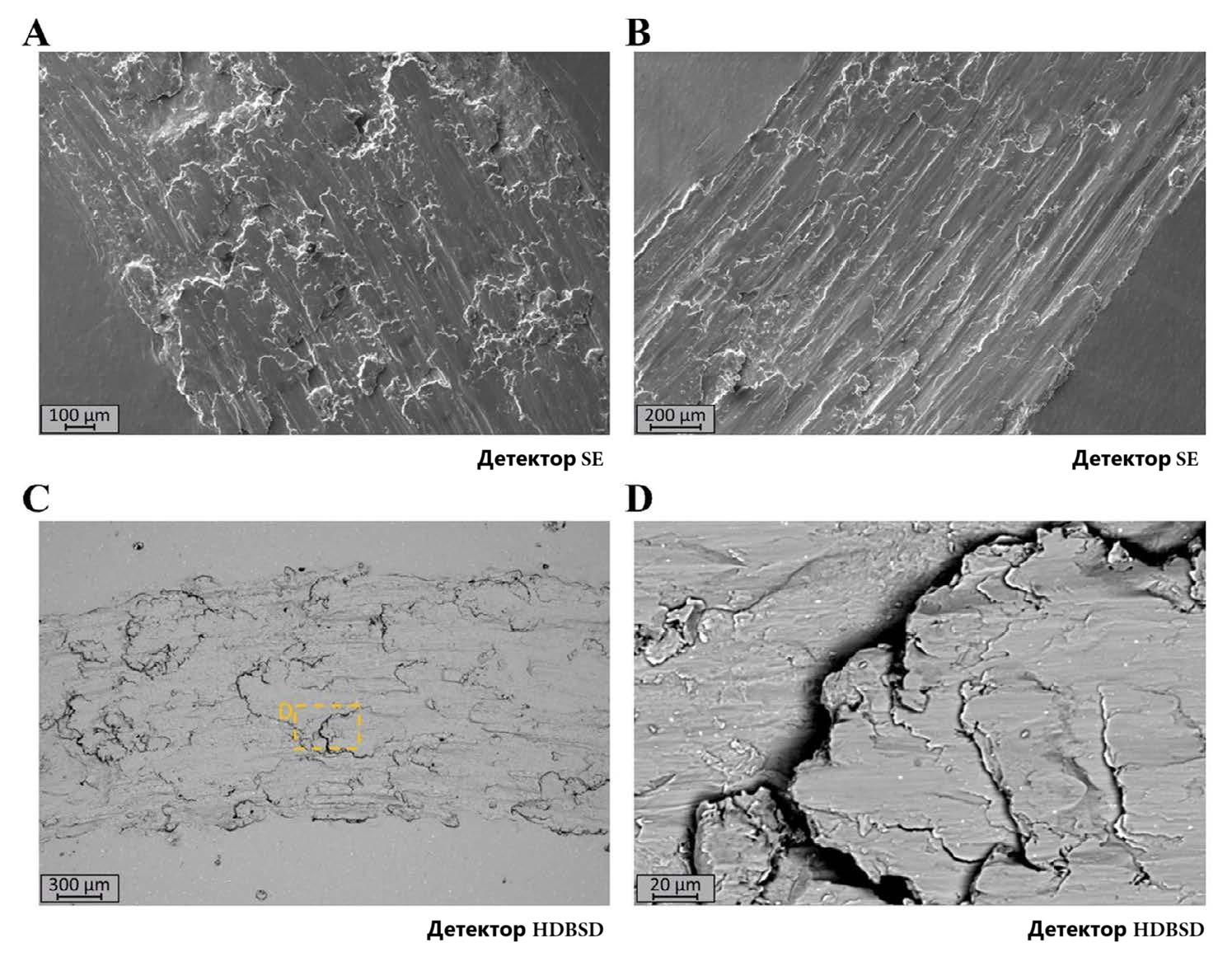 Рисунок 12. Сканирующие электронные микроснимки типичного следа износа: (A, B) изображения вторичных электронов (SE) и (C, D) изображения обратнорассеянных электронов высокого разрешения (HDBSD) с улучшенным топографическим контрастом. Масштабные линейки: 100 мкм/200 мкм/300 мкм/20 мкм; увеличение: 150×/125×/70×/1000×.
Рисунок 12. Сканирующие электронные микроснимки типичного следа износа: (A, B) изображения вторичных электронов (SE) и (C, D) изображения обратнорассеянных электронов высокого разрешения (HDBSD) с улучшенным топографическим контрастом. Масштабные линейки: 100 мкм/200 мкм/300 мкм/20 мкм; увеличение: 150×/125×/70×/1000×.
На всех изображениях изношенные поверхности демонстрируют выраженные бороздки, выровненные по направлению скольжения, что подтверждает, что износ типа «вспахивание» является одним из доминирующих механизмов износа.
Эти бороздки связаны с действием твердых неровностей или захваченных частиц износа, действующих как третьи тела, которые проникают в более мягкую поверхность алюминия и перемещают материал вдоль пути скольжения. Помимо следов вспахивания, следы износа демонстрируют явные признаки адгезионного износа. Наличие расслоенных участков, вырывания материала и пластически деформированных областей указывает на то, что во время скольжения происходили многократные события адгезии и разрыва. В частности, на рисунке 12D с большим увеличением видно образование слоистых и треснувших трибослоев, которые
характерны для механически перемешанных переносных слоев, образующихся в условиях сухого скольжения. Растрескивание и частичное отслоение этих слоев указывают на нестабильный трибологический контакт, что согласуется с большими флуктуациями, наблюдаемыми в коэффициенте трения.
В целом, наблюдения с помощью сканирующего электронного микроскопа подтверждают, что износ образцов Al5356, изготовленных методом WAAM, определяется смешанным механизмом износа, в котором преобладает адгезионный износ, сопровождающийся абразивным/вспахивающим воздействием. Эта интерпретация согласуется с результатами конфокальной микроскопии и измеренными коэффициентами износа.
При сравнении следов износа между различными образцами существенных качественных различий не наблюдается.
Следы износа имеют сопоставимую ширину и глубину, что указывает на то, что общая интенсивность износа одинакова независимо от используемого метода нанесения WAAM. Хотя можно обнаружить небольшие локальные вариации, такие как незначительно более глубокие или более неровные профили в некоторых случаях, они не приводят к существенным различиям в рассчитанных объемах износа.
Таким образом, хотя на рисунке 13 можно выявить незначительные тенденции, такие как более низкий средний коэффициент трения для условий холодной дуги, сильное совпадение экспериментальных данных указывает на то, что между тремя режимами обработки WAAM не может быть установлено каких-либо существенных различий в фрикционном или износостойком поведении. В целом, морфология следов износа подтверждает количественные трибологические результаты, подтверждая преимущественно адгезионный режим износа с сопутствующим вспахивающим компонентом для всех изученных условий.
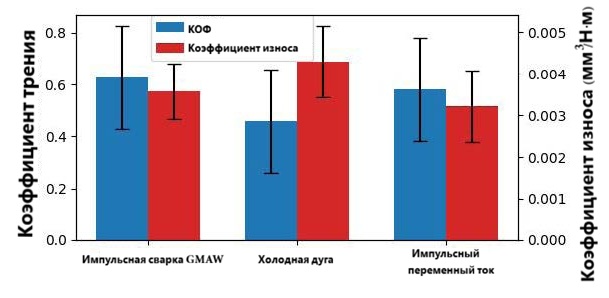 Рисунок 13. Средние значения и стандартные отклонения коэффициента трения (КТР) и коэффициента износа для образцов Al5356, изготовленных методом аддитивного производства с использованием проволочной дуговой сварки, в условиях сухого скольжения.
Рисунок 13. Средние значения и стандартные отклонения коэффициента трения (КТР) и коэффициента износа для образцов Al5356, изготовленных методом аддитивного производства с использованием проволочной дуговой сварки, в условиях сухого скольжения.
4. Заключение
- В данном исследовании оценивалось влияние различных режимов нанесения WAAM на основе GMAW (импульсный GMAW, холодная дуга и импульсный переменный ток) на микроструктуру, твердость, износостойкость и коррозионную стойкость стенок из сплава Al5356. На основании полученных результатов можно сделать следующие выводы:
- Микроструктурный анализ показал, что режим нанесения существенно влияет на размер зерен, распределение Mg и пористость. Импульсный переменный ток показал наибольший размер зерен, импульсный GMAW — средний, а холодная дуга — наиболее мелкозернистую микроструктуру. Эти различия согласуются с различными уровнями подводимой тепловой энергии и характеристиками дуги каждого процесса, которые контролируют температурные градиенты, скорости охлаждения и термические циклы во время нанесения. Кроме того, во всех условиях наблюдалась сегрегация Mg на границах зерен, с возможным образованием β-фазы (Al3Mg2) при локальном термическом воздействии, что способствует микроструктурной неоднородности.
- Электрохимические испытания, проведенные в растворе 0,6 М NaCl, показали умеренные и низкие общие скорости коррозии для всех образцов, изготовленных методом WAAM. Хотя коррозионные потенциалы в трех условиях были относительно схожими, плотность коррозионного тока показала явные различия в зависимости от способа осаждения. Импульсный переменный ток продемонстрировал наиболее благоприятные коррозионные характеристики с самым низким средним значением Icorr среди трех условий, что может быть связано с его меньшей пористостью и более крупной зернистой структурой, что приводит к меньшей плотности границ зерен, доступных для сегрегации Mg и возможного осаждения β-фазы. Коррозионное поведение всех образцов также сильно зависело от межзеренного воздействия, связанного с обогащенными Mg границами зерен и локализованными гальваническими эффектами.
- Средняя твердость, измеренная вдоль стенок, была сопоставима для всех способов осаждения, хотя наблюдались небольшие вариации. Импульсная дуговая сварка показала незначительно более низкие значения твердости, что можно объяснить
большим размером зерен и меньшей плотностью границ зерен, согласующимися с соотношением Холла-Петча, и сниженным упрочнением границ. Более того, импульсная дуговая сварка также продемонстрировала наиболее однородное распределение твердости вдоль стенки. В отличие от этого, образцы, полученные импульсной дуговой сваркой GMAW и холодной дугой, показали более высокую пространственную изменчивость, вероятно, связанную с микроструктурными неоднородностями, вариациями размера зерен и неравномерным распределением пористости. - Что касается трибологических характеристик, все режимы нанесения покрытия
продемонстрировали схожее поведение при износе в условиях сухого скольжения, без существенных различий в коэффициенте трения или износостойкости. Хотя были отмечены незначительные тенденции (например, несколько более низкий
коэффициент трения для условий холодной дуги), перекрытие экспериментального разброса указывает на то, что износ не сильно зависит от режима нанесения покрытия в исследуемых условиях. Это позволяет предположить, что, несмотря на различия в микроструктуре и пористости, основные механизмы износа остаются сопоставимыми во всех образцах.
В целом, результаты показывают, что режим осаждения WAAM явно влияет на микроструктурное развитие, в частности, на размер зерен, сегрегацию Mg и пористость, что, в свою очередь, определяет коррозионное поведение и распределение твердости. В отличие от этого, его влияние на трибологические
характеристики в исследуемых условиях, по-видимому, ограничено, что указывает на меньшую чувствительность механизмов износа к наблюдаемым микроструктурным изменениям по сравнению с процессами, связанными с коррозией.
Благодарности
Авторы хотели бы выразить свою благодарность Пабло Пухолю из UCTAI (Научно-техническое подразделение поддержки исследований) за его помощь в проведении анализа методом сканирующей электронной микроскопии.
Финансирование
Данное исследование было профинансировано Министерством науки и инноваций Испании (MCIN/AEI/10.13039/501100011033) в рамках проекта FactorIA (номер гранта PLEC2024-011165), а также при дополнительной поддержке Европейского союза в рамках 2-го конкурса проектов программы POCTEFA 2021–2027, проект SURFAV EFA239/06.
Конфликт интересов
Фернандо Вейга является членом редакционной коллегии этого журнала и приглашенным редактором данного специального выпуска, но никоим образом не принимал участия в редакционном процессе и процессе рецензирования данной статьи, прямо или косвенно. Другие авторы заявляют, что у них нет конфликта интересов.
Вклад авторов
Концептуализация: Энеко Виллабона, Фернандо Вейга, Педро Риверо
Формальный анализ: Энеко Виллабона, Эйдер Алдалур
Приобретение финансирования: Фернандо Вейга
Расследование: Энеко Виллабона, Фернандо Вейга, Альфредо Суарес, Эйдер Алдалур
Методология: Энеко Виллабона, Фернандо Вейга, Эйдер Алдалур
Надзор: Фернандо Вейга
Написание сценария – оригинальный вариант: Энеко Виллабона, Альфредо Суарес.
Написание, рецензирование и редактирование: Фернандо Вейга, Педро Риверо.




