3D‑печать часто подают как универсальную технологию, способную заменить традиционное производство. Это не всегда так. Технология действительно мощная, но её возможности регулярно искажаются — в рекламе, СМИ и даже в профессиональной среде.
Разберём ключевые мифы о 3D‑печати — отдельно для бытового и промышленного сегмента.
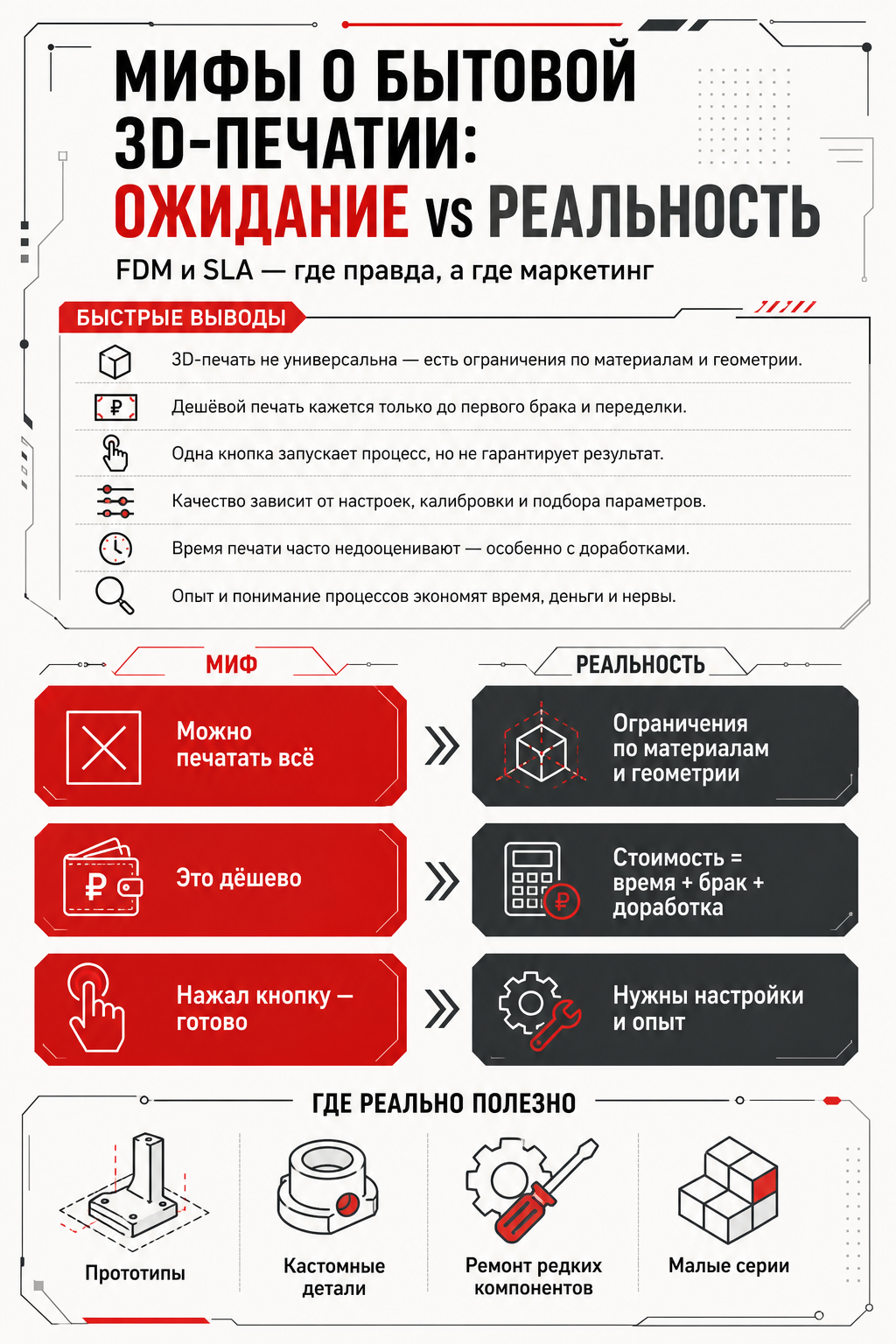
Мифы о бытовой 3D‑печати
Миф: можно печатать всё подряд
Реальность: ограничения — базовая часть технологии.
Бытовые принтеры работают в основном с PLA, PETG, ABS и фотополимерами. Металлы, керамика, инженерные композиты требуют другого уровня оборудования и знаний.
Ограничения:
- нависающие элементы требуют поддержек
- точность ограничена механикой и калибровкой
- мелкие детали и резьбы часто требуют доработки
Пример: деталь с внутренними каналами или сложной геометрией часто невозможно напечатать без изменения конструкции.
-
Принтер не печатает «что угодно» — существуют ограничения по материалам и геометрии.
Конечно 3D-печать подается как легкое производство с минимальными затратами. Но не стоит забывать и про ограничения. Материалы и геометрия деталей. Да, можно напечатать очень многое, но не стоит забывать о том, что материалы тоже важны. Если вам достаточно базовых ABS, PLA и PETG то проблем не возникнет.
Миф: это дёшево
Реальность: дешёвый только вход. Само оборудование и материалы.
Факторы стоимости:
- длительное время печати (часы и десятки часов)
- процент брака (особенно у новичков)
- расходники и обслуживание
- постобработка
Нет универсальной цифры: стоимость сильно зависит от задачи. Но в ряде случаев готовое изделие из магазина дешевле, чем печать дома — особенно при учёте времени.
-
Дешёвизна — в большинстве случаев иллюзия без учёта времени, возможного брака и доработок
Если речь идет о просто нескольких принтерах, которые вы поставите дома, когда не надо тратиться на аренду помещения, найм сотрудника и прочих расходах, то да – 3D-печать отличный выбор для закрытия потребности в каких либо деталях. Но если вам необходимо помещение, работники, то очень немногие не уходят в минус. Стоит учитывать многие факторы и не маловажный из них это налоги.
Миф: нажал кнопку — получил деталь
Реальность: стабильный результат требует опыта.
Необходимо управлять:
- температурой
- скоростью
- адгезией
- охлаждением
Даже при одинаковых настройках результат может отличаться из‑за:
- качества материала
- износа оборудования
- условий среды
Это не «умный чайник», а инструмент, требующий настройки.
-
Автоматизации «в один клик» не существует
При условии, что тебе нужна конкретная деталь и у тебя откуда-то есть ее модель считай тебе повезло. Но в случае если вам нужно хотя бы чуть-чуть доработать деталь, на это уже нужны по крайней мере базовые навыки моделирования и установленные программы на компьютер. В один клик никак не получиться.
Миф: качество как у заводских изделий
Реальность: без постобработки — нет.
FDM:
- видимые слои
- анизотропная прочность
SLA:
- лучше поверхность
- но ограничения по механическим свойствам
Чтобы получить «товарный вид», применяют:
- шлифовку
- химическую обработку
- покраску
Качество уступает традиционному производству без постобработки. Уступает например литью или штамповке по качеству поверхности. Однако тут стоит подумать о массовости. Печатать единичные детали намного дешевле чем вышеупомянутые метолы производства. Не забываем о разной стоимости оборудования для литья и штамповки и ее оснастки.
Миф: принтер заменит производство
Реальность: это инструмент для узких задач.
Подходит для:
- прототипирования
- кастомных изделий
- мелких серий
Не подходит для:
- массового производства
- дешёвых стандартных изделий
Литьё и штамповка остаются эффективнее при объёмах. В зависимости от тиража печати и размера детали: бывают и сильно мелкие детали, такие как кнопки в 1 см диаметром и тираж в 1000 штук. Их еще можно сделать на “домашнем” принтере, но тиражи свыше или детали больше уже становятся проблемой.
Миф: пластик прочный как металл
Реальность: некорректное сравнение.
Даже инженерные пластики уступают металлам по:
- прочности
- жёсткости
- температурной стойкости
Дополнительно:
- межслойная адгезия ослабляет деталь
- свойства зависят от ориентации детали и внутреннего заполнения
Существует множество различных вариантов заполнения детали. В специализированном ПО к принтеру можно настроить не только внешний вид будущей детали (спрятать швы например), но ее внутреннее строение (процент заполнения, количество периметров и прочее). Материал также подбирается в зависимости от задачи детали. Самым простым для начинающих принято считать PLA, а самым универсальным ABS. Ранее мы уже писали о нем подробный разбор.
Миф: не нужны навыки
Реальность: без базы — высокий процент брака.
Нужно понимать:
- слайсинг
- дефекты печати
- поведение материалов
Иначе пользователь сталкивается с нестабильным качеством. Если вы в первый раз купили принтер – даже хороший и уже с предустановленными настройками – это не гарантирует качество печати. Современные настолки, такие как BambooLab, Creality, Anicubic, Elegoo, QIDI, FlashForge и др. уже зарекомендовали себя на рынке, но без базовых знаний все равно будет сложно получить отличный результат. Существуют, кстати курсы по 3D-печати. Мы не будем их рекламировать, но достаточно вбить это в поисковик или спросить у ИИ – и вам выдадут целый список компаний, которые научат печатать. Можно даже научиться на том принтере, который вы хотите купить или уже купили.
Миф: это игрушка
Реальность: инструмент с ограниченной, но реальной ценностью.
Используется для:
- ремонта редких деталей
- прототипирования
- мелких производств
Проблема — не технология, а ожидания. Существует множество сайтов и телеграмм каналов, где можно бесплатно скачать готовые к печати детали/игрушки/статуэтки/прочее.
Вот тут списочек вам напишем. Не полный, но уж как есть:
- t.me/STLCosplay
- t.me/morozprintm
- t.me/CosplayStaticFigure
- t.me/ArchiveStl
- t.me/savaragorus – тут вот даже можно на заказ себе сделать за недорого
- t.me/AnonymousSTL
- t.me/Model3D_stl
- t.me/AutomotiveGroup
Сайты:
- https://www.thingiverse.com/ – всеми любимый и бесплатный, но с кучей хлама.
- https://www.myminifactory.com/ – за деньги и бесплатные модели. Есть очень интересные.
- https://fab365.net/ – “за деньги да”
- Cults – тут много моделей для косплея.
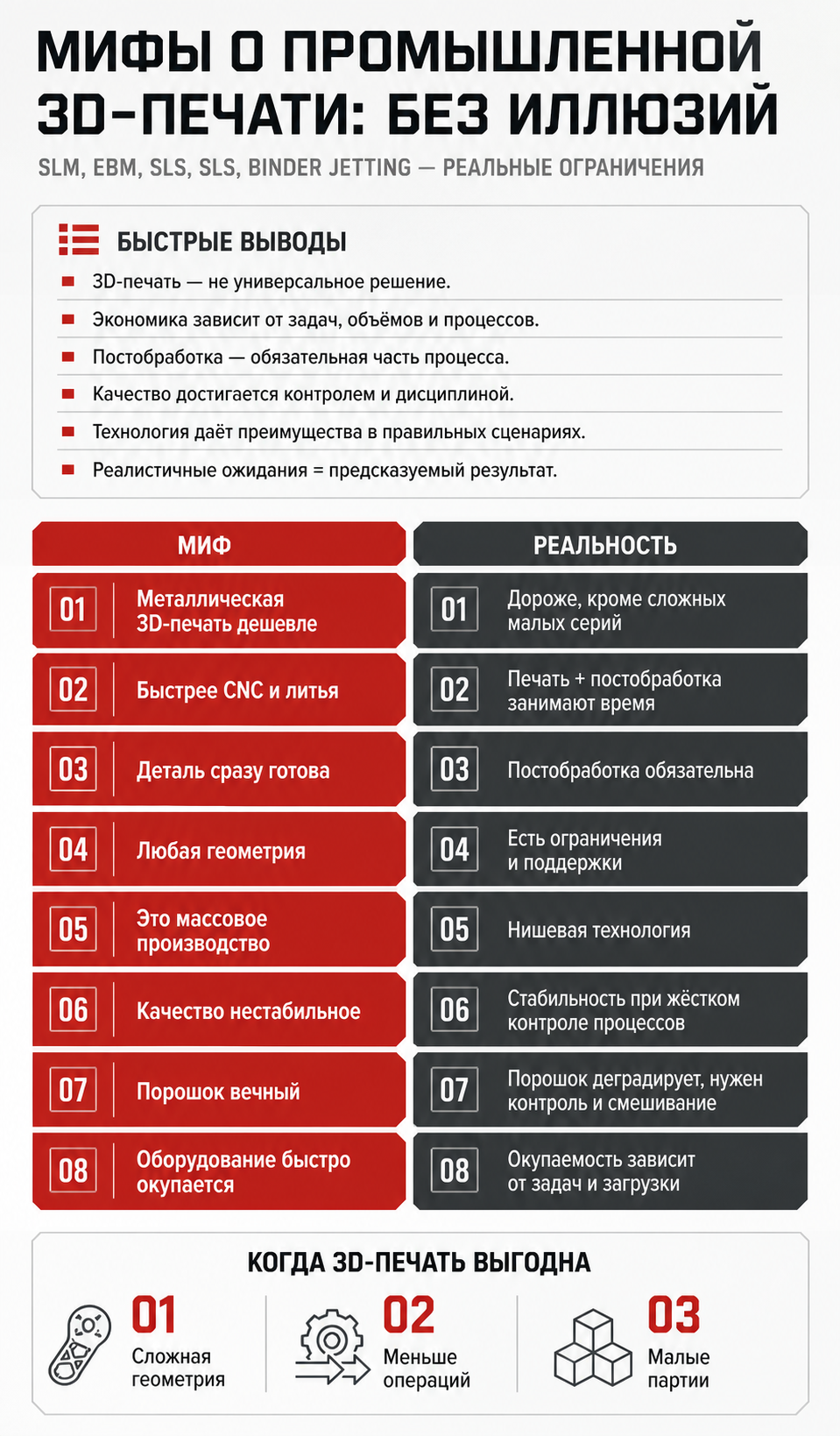
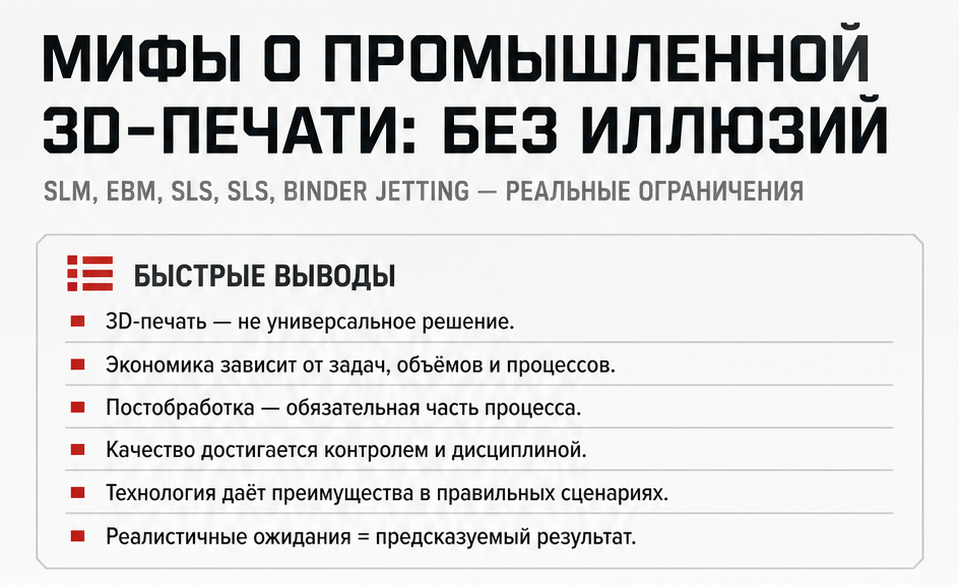
Промышленная 3D‑печать: быстрые выводы
- Не универсально дешевле традиционного производства
- Скорость зависит от задачи, а не от технологии
- Постобработка — обязательный этап
- Геометрия расширяется, но не без ограничений
- Это не замена массовому производству
- Качество контролируемо, но требует процессов
- Порошки деградируют при повторном использовании
- Окупаемость зависит от загрузки и задач
Мифы о промышленной 3D‑печати
Миф: металлическая 3D‑печать дешевле
Реальность: чаще наоборот.
Факторы стоимости:
- дорогое оборудование (стоимость исчисляется в млн рублей)
- высокая цена порошков (от 2000 руб за кг)
- энергозатраты
- постобработка (обязательная)
Экономика работает только при:
- сложной геометрии
- снижении числа операций
- малых сериях
Ранее мы также писали статью о стоимости металлической печати и объясняли почему она не стоит 100 рублей.
Почему 3D-печать металлом стоит 450–1100 руб./см³: реальная цена SLM в 2025 году
Резюмируя, есть много факторов, которые влияют на цену конечного изделия, от стоимости самого оборудования, до геометрии детали – все влияет на цену.
Миф: это быстрее, чем ЧПУ или литьё
Реальность: зависит от задачи.
Печать:
- может длиться десятки часов
- требует подготовки и постобработки
Традиционные методы:
- быстрее при серийном производстве
- предсказуемее по срокам
3D‑печать выигрывает при сложной геометрии и отсутствии оснастки. Несколько самых распространенных вариантов таковы:
- Вам нужна деталь, которую не купить (по определенным причинам) или слишком долго ждать, а производство стоит. И обычно та деталь, которая есть (такая же) уже сломана. Вот тогда ее конечно можно сделать аддитивным путем: 3Д-печать самой детали или литье в песчаные формы (в зависимости от детали и материала). Сам метод производства и технология бывает разной.

- Вам нужна небольшая партия деталей, которые также не купить или слишком долго ждать;
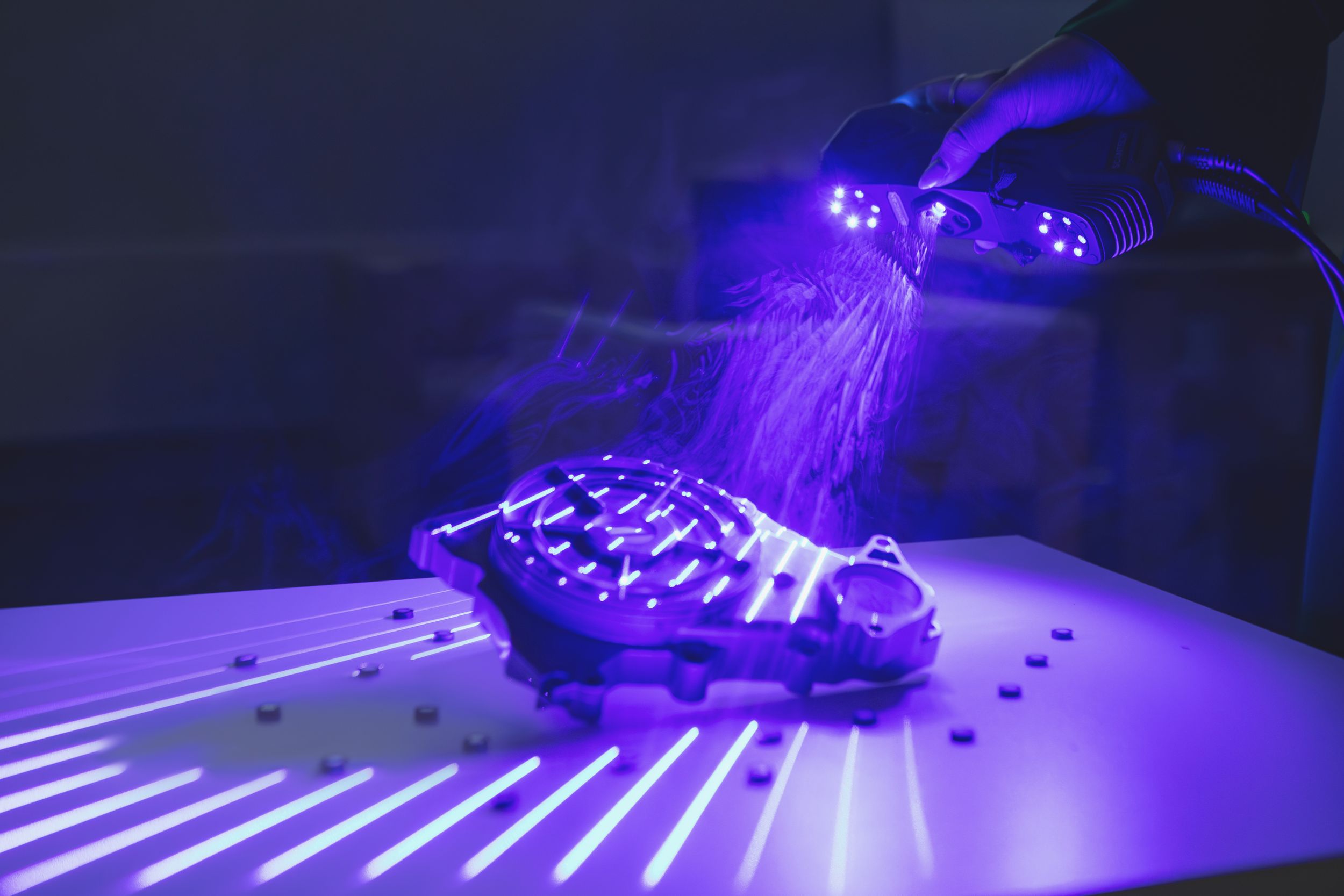
- Нужна деталь, а ее и нет такой как пример, нет даже чертежа на нее. Есть только ее осколки или что то подобное. Вот тут вариант даже с реверс-инжинирингом будет. Сканирование – моделирование – печать. Полный цикл, так сказать.
- Прототипирование, но металлических ответственных деталей. НИОКР.
- Совмещение множества деталей в одну. Сложная конструкторская работа, благодаря которой высвобождаются квалифицированные кадры, такие как конструктора и операторы станков с ЧПУ. 3Д-печать позволяет совместить детали без потери ее физико-механических свойств и даже с их улучшением.
- Топологическая оптимизация. Легче-быстрее-сильнее. Тут как раз тоже 3D-печать поможет. Сделать деталь легче и уменьшить затраты на материалы на ее производство – это и есть DFAM.
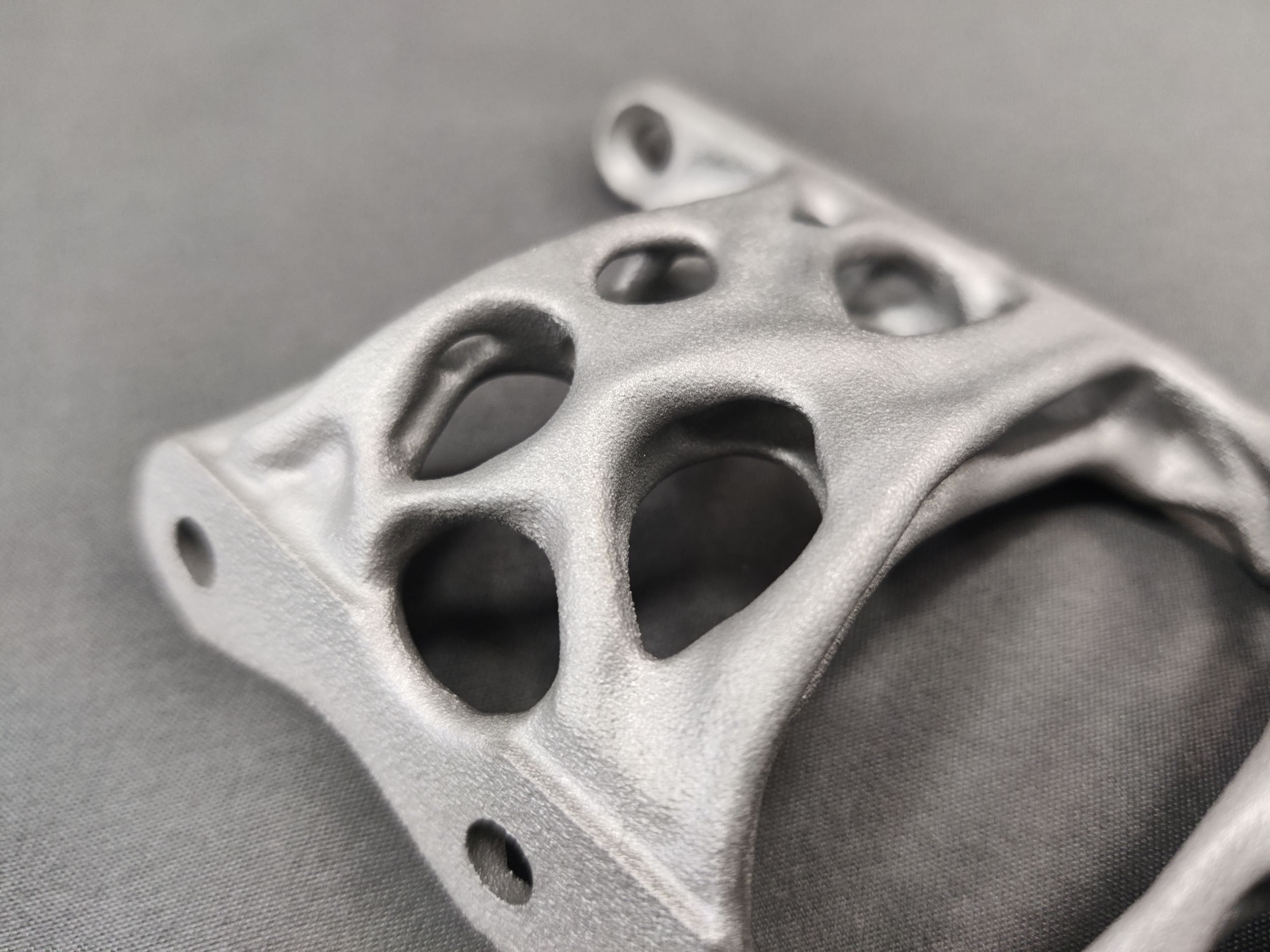
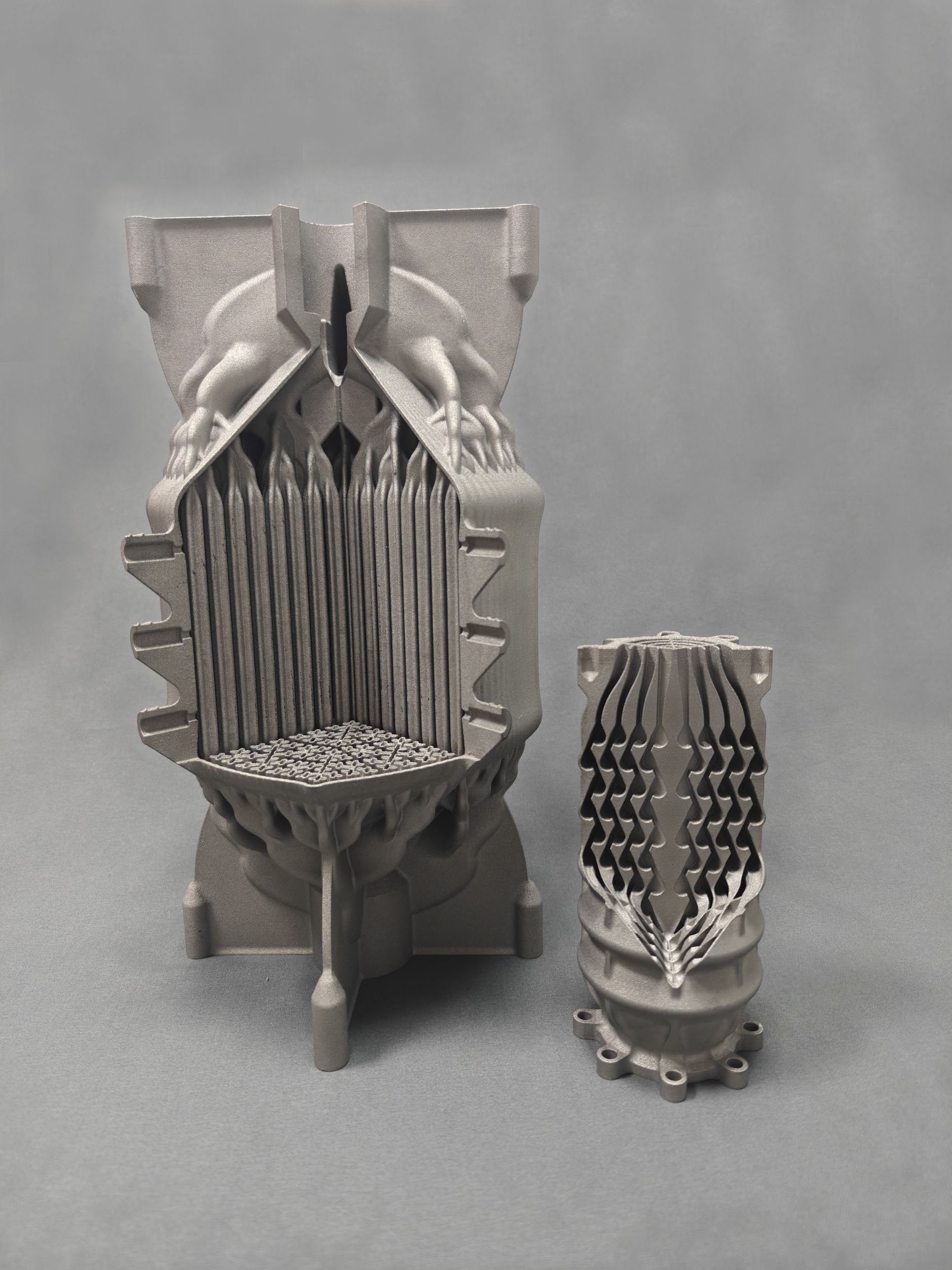
- Сложность формы. Внутренние каналы. Пример различные теплообменники. Сложные поверхности бывают и внешними – вертлюжные чашечки для протезирования.




- Есть еще уникальные запросы: У вас есть запас деталей, но вам нужно еще и вы не хотите рисковать потом остаться без них в самый неподходящий момент. Ну вы поняли, речь идет о тех людях, которые все планируют заранее. Тогда тут подходит история с реверс-инжинирингом. Вы отдаете исполнителю свои новенькие детали, далее они их сканируют или измеряют, далее делают чертежи и 3д модель, а уже после этого вы их можете отправить в печать в любой момент. У вас будет возможность сделать на них контрактное производство.



Миф: деталь сразу готова
Реальность: постобработка обязательна почти в 100% случаев.
Типичные этапы:
- удаление поддержек
- термообработка
- механическая обработка
- контроль качества
Без этого деталь редко соответствует требованиям.

Вообще постобработка деталей после 3д печати состоит не из одного этапа. Ранее мы писали про это довольно подробно. Вот для вас список этих статей:
- Постобработка MBJ: этапы обработки
- 3D печать SLA и постобработка мастер моделей: полный гид
- Постобработка SLM-деталей: этапы, технологии и лучшие практики
- Сухое электрохимическое полирование для обработки изделий после 3D-печати
- Удаление поддержек сухим льдом в SLM
Миф: можно печатать любые геометрии
Реальность: можно, а зачем?
Проблемы:
- стоимость производства
- сроки производства
Фактически, можно напечатать все, мы ограничены лишь материалами для 3д печати и платформой построения или же бункерами (в случае печати литейных форм). обсуждая этот вопрос с несколькими конструкторами и инженерами оказалось, что мы не смогли придумать деталь, которую нельзя было бы напечатать. Ну то есть ту деталь, которая потом именно в этой конфигурации будет применима. Мы обсуждали теплообменники с внутренними каналами, как сложный вариант, но обдумав это решили, что если зашить внутри какую то полость, то она и не нужна будет, а значит эту полость можно будет упростить. И тут подключается всем известная фраза: можем, а зачем?
На данный момент существует множество методов аддитивного производства деталей и у каждого из них свои плюсы и минусы. Свое применение для конкретных задач. От наплавки металлом до очень точной печати керамикой. Ниже список с подробными схемами производства по данным технологиям.
- Полимеризация в ванне (VAT Polymerization) – SLA/DLP
- Синтез металлов на подложке (Metal Powder Bed Fusion) – DMLS/SLM(LPBF)/EBM(EB‑PBF)
- Синтез полимеров на подложке (Powder Bed Fusion) – Выборочное лазерное спекание (SLS))
- Струйное нанесение материала – Подача по требованию (Material Jetting, DOD)
- Струйное нанесение связующего вещества (Binder Jetting)
- Экструзия материала – Моделирование методом наплавления (FFF)
- FGF: технология 3D‑печати гранулами (Fused Granular Fabrication)
- Технология 3D-печать WJP (многоцветная печать)
Миф: это массовое производство
Реальность: технология для нишевых задач.
Эффективна при:
- малых и средних партиях (по крайней мере пока, но мы то с вами надеемся, что вскоре 3д печать будет повсеместной и ее стоимость будет только снижаться)
- высокой сложности изделия
Неэффективна при:
- массовом выпуске простых изделий
Ну тут все просто: чем сложнее геометрия детали, тем 100% она будет дешевле в производстве аддитивном, а не традиционном.
Миф: качество нестабильное
Реальность: зависит от процессов и ровных рук сотрудников.
При контроле:
- параметров печати
- качества порошка
- постобработки
можно получать повторяемый результат. Без этого — да, разброс возможен.
Миф: это только для прототипов
Реальность: уже используется в серийных изделиях.
Примеры:
- авиация (турбинные колеса для горячих частей турбины)
- БПЛА (некоторые производители печатают полностью свои корпуса БПЛА по технологии SLS)


- медицина (брекеты, импланты, эндопротезы, экзопротезы)
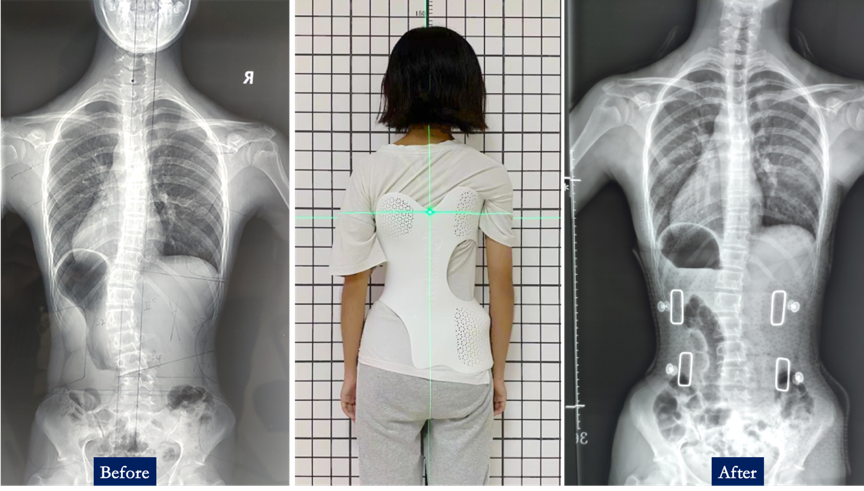

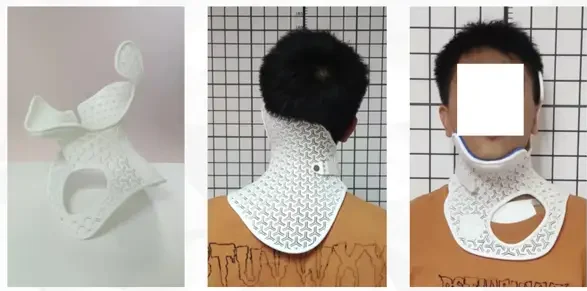


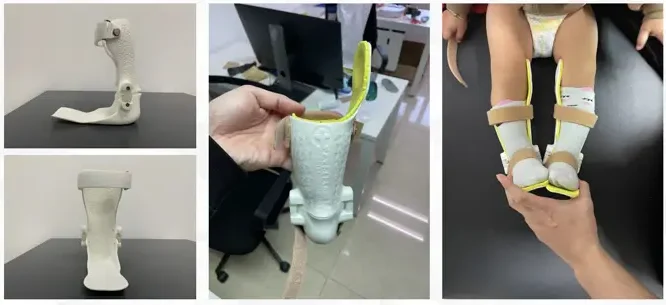




Медицина довольно плотно уже подсела на аддитивку и продолжает развиваться именно там. Различные протезы и поддерживающие корсеты, брекеты, импланты уже печатаются по различным технологиям.
Миф: порошок можно использовать бесконечно
Реальность: свойства ухудшаются.
Факторы:
- окисление
- изменение гранулометрии
- загрязнение
На практике используют смеси свежего и переработанного порошка. Каждый производитель указывает свой цикл аддитивного материала.
Миф: оборудование быстро окупается
Реальность: зависит от загрузки.
Ключевые факторы:
- стабильный поток заказов
- правильный выбор задач
- квалификация персонала
Без загрузки оборудование становится затратой, а не активом. Здесь стоит конечно же просчитать стоимость затрат и стоимость окупаемости по конкретно вашей задачи. Бывает, что интеграторы, которые поставляют оборудование или даже сами производители готовы просчитать вам это.
3D‑печать vs традиционное производство
Выигрывает:
- сложная геометрия
- кастомизация
- отсутствие оснастки
Проигрывает:
- массовое производство
- себестоимость простых деталей
- скорость серийного выпуска
Не имеет смысла:
- простые массовые изделия
- задачи без требований к геометрии
Итог без маркетинга
3D‑печать — не универсальная замена производству, а инструмент с чёткой областью применения.
Главная ошибка — ожидание, что одна технология решит все задачи. В реальности она работает только там, где её преимущества критичны.
Во всех остальных случаях традиционные методы остаются эффективнее.