Машиностроительная промышленность постоянно развивается, применяя все новые технологии повышая культуру производства, этим также и производство изделий, которые она производит. В настоящее время изделия бывают различных форм и конструкций, которые требуют высокой точности и детализации при изготовлении.
Изделие не всегда является конечным продуктом, а как правило является заготовкой, которую требуется обработать, чтобы получить деталь конечного продукта. Правильная центровка заготовки на станке важна для обеспечения точности и эффективности процесса механической обработки. Однако ручное выравнивание традиционным способом занимает много времени и может приводить к неточностям, как следствие к ошибкам.
Чтобы избежать этих ошибок и точно организовать процесс механической обработки, необходимо убедиться, что деталь находится в правильном положении относительно станка и режущего инструмента.
Лазерное 3D-сканирование представляет собой новый метод центровки заготовок для обеспечения точной обработки. Этот метод использует лазерные 3D-сканеры для создания точной трехмерной модели заготовки перед ее механической обработки.
Сегодня мы поговорим, как 3D-сканеры российского бренда AM.TECH могут помочь производству инновационным методом определять положение и ориентацию заготовки на станке перед механической обработкой.
Мы представим два случая центровки, вначале заготовку неправильной формы, а затем кованую заготовку вала, как заключение рассмотрим преимущества технологии 3D-сканирования для центровки заготовок.
Что такое центровка для постобработки?
Центровка детали для механической обработки – это процесс регулировки положения заготовки относительно станка и режущего инструмента для обеспечения качества и точности механической обработки.
Например, предположим, что у нас есть станок (черная секция), заготовка (серая секция) и CAD-модель обработки (оранжевая секция). В идеале мы хотим от центровать их по вертикали, например так:
Однако в реальности на выравнивание положения могут влиять множество факторов, таких как погрешности обработки и шероховатость поверхности. Если не скорректировать положение заготовки с учетом CAD-модели, то в итоге могут получиться детали, не имеющие достаточных припусков на обработку в некоторых местах.
Это может испортить всю заготовку, как показано здесь:
Чтобы избежать этой проблемы, необходимо измерить и скорректировать положение заготовки с учетом CAD-модели. Таким образом, можно соответствующим образом спрограммировать механическую обработку.
Это может гарантировать, что припуски на постобработку будут однородными и достаточными, например:
Выравнивание заготовок неправильной формы
Например, в качестве заготовки неправильной формы используется корпус, изготовленный из литого алюминиевого сплава. В этом случае трудно установить надежные ориентиры положения заготовки по отношению к обрабатывающему инструменту, потому что при каждом зажиме меняется положение, что влияет на механическую обработку.
Чтобы решить эту задачу, необходимо быстро и точно провести 3D-сканирование геометрии заготовки, а также измерить координаты заготовки и станка для выявления соотношений положения.
Затем соответствующим образом cпрограммировать координаты механической обработки, чтобы обеспечить достаточный припуск на механическую обработку поверхности изделия. Наконец, точно разместить деталь на станке для выполнения механической обработки.
Методыцентровки изделий
Традиционным методом центровки является ручная разметка. Это требует многократной настройки и зависит от опыта оператора, что занимает много времени это довольно утомительно и неэффективно.
Точное позиционирование нестандартных заготовок затруднено, тем что требует многочисленных проб и испытаний. Поэтому трудно гарантировать качество механической обработки, потому что даже маленькая неточность может легко привести к браку продукции.
Чтобы измерить литьевую заготовку для выполнения механической обработки, выполняются следующие операции:
Вначале выполняется 3D-сканирование отливки в полном масштабе, а затем они совмещаются с координатами сканирования и CAD-моделью.
Затем происходит анализ припуска на механическую обработку и корректировка координат, чтобы припуск был распределен равномерно.
После этого полученные данные сравниваются с данными 3D-сканирования с CAD-моделью в сформированном отчете.
Затем подготавливается исправленная CAD-модель для передачи в систему координат на станок для механической обработки.
Выравнивание кованой заготовки вала
Рассмотрим еще один метод измерения заготовки для выполнения механической обработки. В данном случае речь идет о большой кованой заготовки вала, которую необходимо подвергнуть механической обработке. Для изготовления вала режущий инструмент при вращении касается заготовки вала и снимает часть метала. Для выполнения данной работы необходимо произвести центровку для выполнения механической обработки, а для этого требуется точно найти ось вращения.
Чтобы произвести 3D-сканирование заготовки кованого вала, требуется выполнить следующие действия:
Для 3D-сканирования всей заготовки кованого вала используем оптическую систему российского бренда AM.TECH TrackSkan P42. Затем полученные данные системы координат заготовки совмещаем с CAD-моделью для определения припуска на механическую обработку для равномерного распределения.
Затем перемещением измерительный щуп T-Probe вокруг концов детали до тех пор, пока его координаты не совпадут с координатами центра заготовки, указанные в программном обеспечении. Таким способом определяем центр двух концов заготовки, которые и является осью вращения.
Точки, определенные измерительным щупом T-Prob, используем в качестве опорных точек для зажима на станке.
Преимущества лазерного 3D-сканирования
3D-сканирование определяет точный припуск на механическую обработку
С помощью 3D-сканера можно быстро и легко получить полноразмерные 3D-данные деталей, не прикасаясь к ним. Также они обеспечивают полный захват сканируемых деталей, даже если края и углы труднодоступны.
После этого можно всесторонне произвести измерения припуска на заготовке и убедиться, что его достаточно для механической обработки, во избежание отходов и брака.
Получение программы для механической обработки
С помощью программного обеспечения можно точно определять припуски и быстро создавать программу для станка на механическую обработку.
Это позволяет на следующем этапе обрабатывать заготовки, исключая человеческий фактор. Таким образом снижая риск возникновения ошибок, связанных с применением механической обработки, также повышая ее эффективность.
Удобное применение на объекте
3D-сканер управляется вручную и может быть перемещен на промышленный объект для выполнения работ. Он может работать в сложных условиях (таких как вибрация, различная температура на рабочей площадке, влажность, освещенность и т.д.) и при этом обеспечивать стабильную работу. 3D-сканер может легко захватывать 3D-данные различных материалов и объектов, экономя время и деньги.
Формирование точных отчетов в режиме реального времени
Полученные 3D-данные с помощью 3D-сканера можно сравнить с CAD-моделью и получить автоматический отчет об отклонениях в реальном времени. Это позволяет получить подробные данные для определения припуска на механическую обработку и центровку положения детали на следующих этапах.
Как мы видим, любое промышленное предприятия высокой культуры производства должна иметь в своем арсенале такую опцию как лазерные 3D-сканеры.
Полную информацию о 3D-сканерах российского бренда AM.TECH можно получить, обратившись к менеджерам компании AM.TECH или заказать услуги 3D-сканирования.
Немецкий производитель оборудования для производства пластмасс KraussMaffei объявил о выпуске нового крупногабаритного экструзионного 3D-принтера PowerPrint.
Принтер PowerPrint предназначен для эффективного аддитивного производства крупноформатных деталей, близких по форме, и сочетает в себе короткое время настройки, высокую производительность и высокую скорость 3D-печати.
Впервые анонсированная на выставке K 2022 в октябре прошлого года, система PowerPrint может использоваться во всех отраслях промышленности, где требуются крупноформатные объекты с неизменно высоким качеством продукции. Среди основных отраслей, на которые ориентирован 3D-принтер, KraussMaffei называет производство инструментов и пресс-форм, упаковку и логистику, а также автомобильную промышленность.
KraussMaffei также предлагает услугу 3D-печати по требованию с использованием PowerPrint. Приложения разрабатываются и 3D-печатаются в соответствии с техническими требованиями заказчика. Постобработка также осуществляется собственными силами. Компания утверждает, что с помощью PowerPrint уже напечатано несколько компонентов, в том числе формовочный инструмент для вакуумной инфузии, форма для литья в песок и загрузочная колонна.
“PowerPrint готов производить заказные детали для клиента на его предприятии с соблюдением самых высоких отраслевых стандартов и стандартов качества”, – прокомментировал Рольф Мак, вице-президент по аддитивному производству KraussMaffei”
Основные возможности PowerPrint
Ключевой особенностью PowerPrint является значительный объем сборки. Максимальная площадь сборки 2 x 2,5 x 2 м (10 м3) позволяет осуществлять 3D-печать крупногабаритных деталей для различных промышленных применений. В качестве возможных вариантов использования PowerPrint компания KraussMaffei называет пресс-формы, литьевые формы, трубы и фитинги, фасадные панели, а также прототипы строительных и функциональных деталей.
Также добавлен подогреваемый вакуумный стол для 3D-печати, включающий 16 индивидуально управляемых зон, позволяющих “оптимально использовать пространство”. Несколько монтажных поверхностей могут быть сконфигурированы с предварительно заданной температурой слоя для 3D-печати, которая может достигать 140℃.
После 3D-печати крыша PowerPrint складывается и автоматически отодвигается, позволяя легко извлекать готовые детали. Кроме того, беспрепятственный доступ к камере давления сверху и спереди позволяет использовать козловой кран для извлечения 3D-печатных деталей.
Компания KraussMaffei также подчеркивает, что ключевым элементом системы PowerPrint является встроенный “высокопроизводительный” экструдер printCore. Этот экструдер с размерами сопел 2-20 мм оснащен системой управления потоком расплава, что позволяет достигать высокой скорости печати – до 30 кг/ч. Кроме того, экструдер printCore точно управляется проверенными линейными осями робота, обеспечивая высокую скорость перемещения до 300 мм/с. Считается, что такая высокая скорость 3D-печати обеспечивает высокоэффективную, высокопроизводительную и широкоформатную 3D-печать.
Кроме того, экструдер обеспечивает высокое качество деталей и точную подачу материала, а также имеет прочную конструкцию для непрерывной работы в промышленных условиях. Автоматическая смазка осей повышает эксплуатационную готовность PowerPrint и ограничивает требования к техническому обслуживанию. Кроме того, сушка материала связана с подачей материала системой вакуумной подачи. Это позволяет осуществлять непрерывную 3D-печать без вмешательства оператора.
Экструдер принтера PowerPrint может нагреваться до 350℃, что делает его совместимым с широким спектром материалов и термопластичных композитов. 3D-принтер обрабатывает гранулы термопластичных материалов, армированных волокнами, и может осуществлять 3D-печать с использованием PLA, PA, PET, PLA, ASA, а также специальных смесей, таких как TPU и PP. Таким образом, PowerPrint позволяет производить высококачественные компоненты по доступной цене. Действительно, компания KraussMaffei утверждает, что PowerPrint уже успешно прошла испытания с широким спектром армированных волокнами и компаундированных материалов.
PowerPrint также осуществляет 3D-печать в закрытой камере под давлением, рассчитанной на температуру не менее 60℃. Это обеспечивает подходящую среду для 3D-печати даже самых сложных материалов, создавая “оптимальные условия для производства высококачественной продукции”.
Оснастка для формовки крыла, напечатанная с помощью PowerPrint
Технические характеристики
Система 3D-печати: Экструзия (FGF) Объем 3D-печати: 2 x 2,5 x 2 м (10 м3) Скорость экструзии: до 30 кг/ч Максимальная скорость перемещения экструдера: 300 мм/с Размеры сопел: 2-20 мм Максимальная температура экструдера: 350℃ Температура камеры 3D-печати: Не менее 60℃ Максимальная температура слоя для 3D-печати: 140℃ Совместимость материалов: Высокопроизводительные термопласты и материалы, армированные волокном, в том числе: ABS, PA, PET, PLA, ASA, а также специальные смеси, такие как TPU, PP и т.д.
От автора:
Технология FGF становится все более популярной, и вероятнее всего зона ее применения достаточно широка: это и формообразующие оснастки для композитного производства, оснастка для опиловки, литейные формы для пластиков и полиуретанов.
Активно эту технологию двигают отечественная компания АПТ, европейские CMS, CEAD, китайскаяPiocreat, американская 3D-systems и другие.
Testing&Control – международная выставка испытательного и контрольно-измерительного оборудования.
Ежегодно российские и зарубежные производители и поставщики демонстрируют специалистам на выставке Testing&Control широкий выбор измерительного, метрологического, испытательного и аналитического оборудования.
Среди участников выставки 2022 года: ООО “НПО “3Д-Интеграция” (i3D), «3Д Контроль», IMC, «Акметрон», «БЛМ Синержи,» «Синеркон», «Тест Партнер», «РИФТЭК», «Митутойо Рус», «Эрствак», «ЕМТ», «РеволЭМС», «НПК Прогресс», «Совтест АТЕ», «Прист», «Мелитэк», «Экситон Тест», «Диполь», «НТЦ АКТОР», Гровер, Лабораторные решения, Мастер-Тул и многие другие компании.
ПОСЕТИТЕЛИ
Руководители и специалисты, отвечающие за выбор испытательного и контрольно-измерительного оборудования из компаний-конечных заказчиков, а также представители предприятий специализированной торговли.
УЧАСТНИКИ
Российские и зарубежные поставщики и производители испытательного и контрольно-измерительного оборудования, заинтересованные в эффективном продвижении своей продукции.
РАЗДЕЛЫ ВЫСТАВКИ
• Измерительное и метрологическое оборудование • Испытательное оборудование • Оборудование для неразрушающего контроля/системы диагностики и мониторинга • Аналитическое и лабораторное оборудование • Оборудование для производственного контроля
ДЕЛОВАЯ ПРОГРАММА ВЫСТАВКИ
Всероссийская научно-техническая конференция «Измерения. Испытания. Контроль»: • Перспективы развития испытательного, измерительного и контрольного оборудования в современных условиях; • Метрологическое обеспечение исследований, испытаний и эксплуатации изделий в автомобилестроении, авиационной и ракетно-космической промышленности; • Цифровизация метрологического обеспечения производства. Спикеры – известные представители профильных государственных структур, руководители научно-исследовательских институтов и представители предприятий-конечных заказчиков оборудования.
3D-сканеры позволяют расширить спектр медицинских услуг, ориентированных на конкретного пациента.
Данной статьей мы хотим познакомить ортопедические медицинские учреждения с опытом применения 3D-сканеров для ускорения изготовления протезов. Также, хотим обратить внимание на широкую линейку 3D-сканеров российского бренда AM.TECH.
Традиционное гипсовое литье до сих пор является основным способом подгонки протеза для пациента. Для этого необходимо вручную измерить части конечностей, наложить неудобный слой гипса и дождаться, когда он высохнет. Во многих случаях полученные слепки не хранятся, что ведет к потери результатов измерений, которые могут оказаться ценными в дальнейшем. Гипс просто превращается в отходы и его утилизируют.
3D-сканеры же могут сделать изготовление протезов гораздо менее инвазивным и более простым для врачей. А в сочетании с программным обеспечением с искусственным интеллектом пациенты смогут быстрее получать более совершенные протезы.
Таковы результаты исследования, проведенного Университетом прикладных наук Томаса Мора (Бельгия) и компанией Orthobroker, которая разрабатывает и производит ортезы для пациентов с использованием технологии 3D-печати.
Дизайн протезов
Сотрудники лаборатории Mobilab&Care, расположенной в бельгийском городе Гель, работают над повышением качества жизни людей, нуждающихся в уходе и постоперационной поддержке. В течение последних 16 лет они изучали взаимодействие ортопедов и пациентов, чтобы найти новые подходы к созданию более подходящих для них устройств для создания протезов. Используя передовые технологии, включая 3D-сканирование и 3D-печать, команда оцифровывает процесс адаптации протезов, лунок и конечностей к пациентам, обеспечивая индивидуальный подход и точное соответствие анатомии пациента.
Команде Mobilab&Care удалось наладить партнерские отношения с большим количеством ортопедическими фирм, больниц и академических институтов, чтобы проверить свои идеи на практике. В рамках этих проектов, осуществляемых как в клинических, так и в научных условиях, исследователи совместно с врачами и пациентами разработали индивидуальные протезы и ортезы для кистей, запястий и других пораженных конечностей.
В начале этих инициатив исследователь и разработчик данного бизнеса Mobilab&Care Том Сэй, говорит, что они выявили разрыв на рынке между 3D-сканерами, наиболее часто применяемыми в клиниках, и теми, которые им действительно нужны для качественного получения данных 3D-сканирования.
«Мы заметили, что в ортопедической промышленности уже некоторое время используются 3D-сканеры, которые разработаны не для 3D-печати ортезов, а для фрезерования определенных моделей», – говорит Саи. «В то время большинство используемых 3D-сканеров с программным обеспечением продавались поставщиками этих фрезерных систем. Мы тоже рассматривали эти 3D-сканеры, но вскоре столкнулись с ограничениями».
Основываясь на своих выводах, Сей и его коллеги начали искать более эффективную альтернативу. Сначала его команда успешно произвела 3D-сканирование конечности с помощью проводного 3D-сканера, но со слов Сэй, было ясно, что беспроводное решение будет иметь больше преимуществ. Затем они перешли на беспроводной 3D-сканер, подключенный к искусственному интеллекту.
«Когда мы использовали проводные 3D-сканеры со студентами, мы заметили, что смотреть на экран компьютера во время сканирования затруднительно», — говорит Сэй. «Это большой недостаток во время 3D-сканирования пациентов. Кроме того, если вы сканируете пациентов и вам нужно перемещаться вокруг них, всегда легче сделать это, когда у вас нет проводов. Это две основные причины, по которым мы начали использовать без проводные 3D-сканеры».
Преимущество использования 3D-сканера для проведения точных измерений заключается в том, что нет необходимости прикасаться к пациенту вообще. Бесконтактный характер 3D-сканирования делает его идеальным для перехода от неточного литья к цифровым измерениям.
Автоматизация 3D–сканирования с использованием ИИ
После внедрения 3D-сканирования, команда Mobilab&Care начала работу с компанией Orthobroker над разработкой прогностической модели для проектирования протезов нижних конечностей. По словам Сая, в настоящее время эти устройства приходится каждый раз проектировать «с нуля», что требует «большого количества итераций с программным обеспечением CAD-систем» и ручных корректировок.
Однако, поскольку подавляющее большинство этих изменений схожи для многих пациентов, алгоритм ИИ, разработанный исследователями, как утверждается, способен предсказывать и вносить изменения автоматически.
Итак, как программное обеспечение научилось это делать? Именно здесь на помощь пришло 3D-сканирование.
С помощью 3D-сканеров команда смогла точно произвести 3D-сканирование тел большой группы людей с ампутированными конечностями. Затем полученные 3D-данные экспортировались в программу Rhino 3D автоматизированного проектирования, известную своими средствами моделирования произвольных форм. После импорта из моделей извлекались ключевые характеристики, которые использовались для обучения прогностической модели изготовления протезов.
В то время как компания Orthobroker продолжает совершенствовать эту прогностическую модель на основе искусственного интеллекта, команда Mobilab&Care возобновила поиски дальнейших путей улучшения жизни людей с ампутированными конечностями. Когда речь заходит о 3D-сканировании, Саи утверждает, что технология играет важную роль в этом процессе, но, по его словам, чтобы получить широкое распространение, устройства должны быть быстрыми, точными и простыми в обращении.
По мнению Сая, 3D-сканеры имеют все шансы стать инструментом индивидуального изготовления протезов, поскольку они позволяют измерять тело пациента с такой скоростью и точностью, которые не имеют аналогов среди устройств, используемых врачами в настоящее время.
«К сожалению мы видим в этом секторе, что многие компании смотрят на более дешевые альтернативы, но им нужно знать их недостатки, потому что вы не можете ожидать от них такого же высококачественного 3D-сканирования», — говорит Сей. «Если вам нужна точность, важно использовать качественный 3D-сканер, потому что, если используется 3D-печатать для производства на 3D-принтере, а модель 3D-сканирования не качественная, то результат также будет недостаточно качественным. Поэтому я думаю, что взвешивание этого вопроса является важным первым шагом».
Полную информацию о 3D-сканерах российского бренда AM.TECH можно получить, обратившись к менеджерам компании AM.TECH или заказать услуги 3D-сканирования.
Технология металлической 3D-печати струйного нанесения связующего (MBJ) переживает ренессанс. За последнее десятилетие многие новые компании начали конкурировать друг с другом имея свой взгляд на использование этой технологии в промышленных 3D-принтерах. Сегодня мы рассмотрим технологию российского бренда AM.TECH, представленного на недавно открывшемся предприятии Московский Цифровой Завод.
Интерес к данной технологии подпитывается коммерческими возможностями, которые предоставляет технология металлической 3D-печати струйного нанесения связующего (MBJ). В первую очередь технология привлекает высокой скоростью 3D-печати и точностью производимых деталей. Процесс металлической 3D-печати технологии струйного нанесения связующего (MBJ) претендует стать новым методом крупносерийного производства.
Но какие разработки способствуют развитию этой технологии?
В этой статье мы рассмотрим, как развивалась металлическая 3D-печать технологии струйного нанесения связующего (MBJ) и почему она становится новой технологией производства.
Истоки технологии металлической 3D-печати струйного нанесения связующего (MBJ)
Истоки технологии металлической 3D-печати струйного нанесения связующего (MBJ) начинаются в 1993 году, когда Массачусетский технологический институт (MIT) разработал процесс струйного нанесения металлических порошков для создания трехмерных объектов.
Интересно, что термин «3D-печать» был первоначально придуман Массачусетским технологическим институтом (MIT) в отношении технологии металлической 3D-печати струйного нанесения связующего (MBJ).
Производственная компания Extrude Hone Corporation получила эксклюзивную лицензию на технологию Массачусетского технологического института (MIT) в 1996 году. С тех пор компания разработала и коммерциализировала технологию металлической 3D-печати струйного нанесения связующего (MBJ), а первый 3D-принтер ProMetal RTS-300 был поставлен в компанию Motorola в 1999 году.
Компания ExOne отделившись от Extrude Hone Corporation в 2005 году, до начала 2010-х годов оставалась единственной компанией, которая использовала технологию металлической 3D-печати струйного нанесения связующего (MBJ). В то время срок действия ранних патентов Массачусетского технологического института (MIT) на технологию начал истекать, что позволило новым компаниям выйти на рынок со своими индивидуальными проектами.
Суть технологии металлической 3D-печати струйного нанесения связующего (MBJ)
При металлической 3D-печати технологией струйного нанесения связующего (MBJ) жидкое связующее выборочно подается в порошковый слой для соединения частиц порошка, слой за слоем.
Процесс начинается с нанесения тонкого слоя порошка, при этом печатающие головки осаждают капли связующего вещества в порошковом слое. Затем платформа построения опускается и наносится следующий слой порошка.
Процесс повторяется до тех пор, пока изделие не будет построено на платформе построения, а неиспользованный порошок (около 95%) переработан для повторного использования.
При металлической 3D-печати технологией струйного нанесения связующего (MBJ) детали 3D-печати остаются хрупкими зеленными заготовками и требуют в дальнейшем процессы постобработки, такие как спекание и инфильтрацию для укрепления детали.
Помимо металлической 3D-печати технология струйного нанесения связующего может применятся в песчаных 3D-принтерах или пластиковых ПММА 3D-принтерах.
Традиционно технология струйного нанесения связующего использует печатающую головку для нанесения жидкого связующего на слои порошка.
Также при металлической 3D-печати технологией струйного нанесения связующего (MBJ), детали 3D-печати требуют различные этапы постобработки, поскольку изначально они представляют собой зеленные заготовки, что означает, что они обладают низкими механическими свойствами и очень часто являются хрупкими. Этапы последующей обработки направлены на укрепление деталей и включают в себя: отверждение, спекание, инфильтрацию и другие процессы постобработки.
1. Отверждение
Отверждение повышает прочность зеленых заготовок, поэтому их можно безопасно снять с платформы построения. Во время процесса изделия затвердевают в печи при температуре 200 С в течении нескольких часов, в результате чего изделия становятся намного прочнее.
2. Спекание
Несмотря на отверждение, металлические изделия остаются по-прежнему очень пористыми. Однако можно значительно уменьшить пористость изделия за счет процессов спекания или инфильтрации. Обычно процесс спекания происходит в печи с контролируемой атмосферой, где изделие подвергается термообработке при температуре примерно 100 С в течении 24-36 часов, при этом связующее вещество выпаривается. Это приводит к сплавлению металлических частиц вместе и приводит к получению прочной металлической детали с низкой пористостью. Однако спекание может привести к неоднородной усадке детали, которую трудно предсказать, поэтому это необходимо учитывать на этапе проектирования.
3. Инфильтрация
Для получения высокой плотности в изделии, ее необходимо инфильтрировать, чтобы заполнить пустоты, оставленные при выпаривании связующего вещества. Обычно это делается путем нанесения расплавленной бронзы для проникновения в оставшиеся пустоты в изделии. Прохождение этих этапов последующей обработки значительно улучшит механические свойства металлического изделия. Например, бронзовая инфильтрация нержавеющей стали может достичь конечной плотности 95%.
4. Финишная обработка
Наконец, как вариант, деталь может быть отполирована и покрыта золотом или никелем, что позволяет получить эстетически привлекательную отделку поверхности.
Почему 3D-печать металлического струйного нанесение связующего становится все более популярной технологией для производства?
Технология металлического струйного нанесения связующего обладает рядом уникальных преимуществ, облегчающих ее внедрение в производство. Давайте рассмотрим почему же эта технология так привлекательна для современного производства.
Во-первых, струйное нанесение связующего не расплавляет металлический порошок в процессе 3D-печати, что исключает проблемы, связанные с накоплением остаточных напряжений.
Во-вторых, технология металлического струйного нанесения связующего не требует никаких поддержек, поскольку во время 3D-печати детали окружены рыхлым, неиспользованным порошком. Оба эти преимущества позволяют свести к минимуму постобработку.
Кроме того, 3D-принтеры струйного нанесения связующего являются менее дорогостоящими, чем 3D-принтеры технологий селективного лазерного плавления (SLM) или прямой подвод энергии и материала (DED). Это объясняется тем, что в них не используются дорогостоящие лазерные установки или электронные пушки.
Разработанные новые 3D-принтеры технологии металлического струйного нанесения связующего могут также использовать порошки для литья металлов под давлением (MIM). Они значительно дешевле металлических порошков, чем разработанные специально для 3D-печати, которые обычно производятся в небольших объемах с использованием таких дорогостоящих методов производства, как газовая атомизация.
Помимо использование более дешевых порошков, технология струйного нанесения связующего производит 3D-печать деталей с высокой детализацией и с механическими свойствами, сравнимыми с теми, которые характерны для традиционного производства металлических изделий.
Наконец, скорость 3D-печати технологией металлического струйного нанесения связующего обычно выше, чем у других технологий 3D-печати металлических порошков. Все эти преимущества в совокупности позволяют масштабировать данную технологию для использования в серийном производстве.
Заключение
Технология металлической 3D-печати струйного нанесение связующего становится одной из ключевых технологий 3D-печати металлическими порошками, пригодных для производства. Этому способствуют уникальные возможности технологии, позволяющие ей достигать высоких скоростей 3D-печати и при этом производить изделия сложной геометрии с высокой повторяемостью.
Другим важным фактором, определяющим успех технологии металлической 3D-печати струйного нанесение связующего, является ее совместимость с уже известными и относительно дешевыми MIM-порошками.
Ряд компаний признали прорывной потенциал технологии металлической 3D-печати струйного нанесение связующего и в настоящее время активно работают над тем, чтобы воспользоваться открывающимися возможностями.
В будущем мы увидим, как эти компании смогут еще больше развить технологию металлической 3D-печати струйного нанесение связующего. В конечном счете это позволит технологии занять значительную долю всего рынка производства.
Эта уникальная и перспективная технология аддитивного производства представлена на Московском Цифровом Заводе промышленным 3D-принтером российского бренда AM.TECH MBJ 400 Pro. Полную информацию можно получить, обратившись к менеджерам российского бренда AM.TECH.
В первой части статьи посвященной портативным 3D-сканерам российского бренда AM.TECH, который находится на недавно открытом предприятии Московский Цифровой Завод (МЦЗ) мы рассказали, как с помощью 3D-сканеров получить точные геометрические данные физических объектов, как они могут повысить качество, эффективность и инновационность производственных процессов.
В этой статье мы рассмотрим возможные области применения различных портативных 3D-сканеров российского бренда AM.TECH. Также, поговорим о тех преимуществах, которые они дают конструкторам, производителям и специалистам с точки зрения получения точности геометрии измерения, экономии времени и стоимости получения данных.
Применение портативных лазерных 3D-сканеров
Чаще всего портативные 3D-сканеры используются для контроля качества изделий, например, для определения размеров или сравнения изделия с номинальной CAD-моделью или для разработки новых изделий в цифровом формате.
Благодаря своей портативности, универсальности, гибкости и точности лазерные 3D-сканеры позволяют выполнять измерения в различных отраслях промышленности. Они широко применяются в таких отраслях, как автомобилестроение, тяжелая промышленность, ЖД транспорт, энергетическая и аэрокосмическая промышленности, в медицине или потребительских товаров.
Примеры использования портативных лазерных 3D-сканеров
Детали, произведенные литьем, поковки, пресс-формы, различные инструменты, песчаные или восковые стержни;
Штампы для литья под давлением деталей из пластмассы, углеродного волокна или композитных материалов;
Детали из листового металла, штамповочные инструменты и сварные детали;
Автомобильные запчасти, детали кузова автомобиля, интерьеры и автомобили в сборе;
Корпуса лодок, каюты яхт, моторные лодки и водные мотоциклы;
Мотоциклы, велосипеды, мотоциклетные и велосипедные рамы;
Имплантаты, протезы, конечности или тело человека во весь рост;
Полуприцепы, прицепы, сельскохозяйственная техника и инструменты;
Стальные конструкции, сварные конструкции и металлические отливки;
Турбины, ступицы, валы, роторы и лопасти;
Очки, трафареты и приспособления;
Результаты 3D-печати, токарной и фрезерной обработки, детали, произведенные на станках с ЧПУ;
Памятники, антиквариат, скульптуры, произведения искусства и археологические находки;
Для реверс-инжиниринга и контроля качества.
Контроль качества: лазерные 3D-сканеры могут производить контроль размеров изделий, отклонение геометрии, качество поверхности и дефекты деталей на соответствие проектным спецификациям или стандартам. Они также сравнивают различные партии или образцы деталей для обнаружения любых отклонений или неточностей.
Разработка нового продукта: 3D-сканеры облегчают работу при проектировании новых изделий или деталей, создавая прототипы, тестируя разработки, проверяя проекты или оптимизируя производительность.
Фото: № 1
Инспекция: Портативные лазерные 3D-сканеры позволяют проверять сложные или труднодоступные участки изделий или деталей, которые выходят за рамки других методов измерения. Они также позволяют производить контроль геометрии крупных или объектов с большим весом, которые трудно передвигать или транспортировать в зону контроля.
Фото: № 2
Техническое обслуживание: С помощью 3D-сканеров можно отслеживать функциональное состояние и старение изделия по истечении времени с выявлением любых признаков износа или повреждений. С их помощью можно также ремонтировать или заменять неисправные или изношенные детали, создавая точные модели для изготовления.
Цифровизация: 3D-сканеры могут оцифровывать физические объекты в цифровые модели, которые можно хранить, передавать, редактировать или воспроизводить с помощью программных продуктов. Они также могут создавать виртуальную реальность (VR) или дополненной реальности (AR) на основе цифровых моделей.
Примеры применения 3D-сканеров
Портативные 3D-сканеры KSCAN-Magic для контроля качества сварных деталей
Ручные средства лазерного 3D-сканирования являются одними из наиболее адаптируемых и универсальных решений для контроля измерений, представленных на рынке. Одним из примеров этого является 3D-сканер российского бренда AM.TECHKSCAN-Magic, в нем имеется три встроенные измерительные зоны разного размера, которые переключатся простым нажатием кнопки без изменения оптики.
Кроме того, этот сканирующий инструмент имеет уникальную запатентованную встроенную систему фотограмметрии, которая позволяет проводить измерения крупногабаритных объектов с высокой точностью и стабильностью. Таким образом, они могут выполнять 3D-измерения деталей с размерами от нескольких десятков миллиметров до нескольких метров.
Фото: № 3
Контроль качества важен для деталей после механообработки и сварных работ, таких как муфты для тракторов. Эти детали требуют точные измерения, чтобы обеспечить их соответствие оригинальной конструкции и спецификации.
В данном случае ( Фото: № 3) инженер использовал для 3D-сканирования детали портативный лазерный 3D-сканер KSCAN-Magic, который покрывает большую площадь для 3D-сканирования, что позволяет ускорять процесс измерения.
Инженер получил данные 3D-сканирования детали и сравнил их с CAD-моделью для выявления отклонений. 3D-сканер KSCAN-Magic является компактной и облегченной моделью, которая отличается простой в использовании.
Оптическая система отслеживания TrackScan для контроля литейных форм
Для получения данных измерения геометрии формы, размера и положения объектов в трехмерном пространстве используется оптическая 3D-система отслеживания с использованием оптического трекера и 3D-сканера.
Преимущество 3D-сканеров с оптическим отслеживанием заключается в том, что они позволяют измерять большие, сложные и нестандартные объекты с высокой точностью, скоростью и гибкостью, при этом не требуя фиксации или перемещения объектов и использования сложных приспособлений или специальных инструментов.
Оптическая система отслеживания TrackScan серии P российского бренда AM.TECH идеально подходит для измерения деталей средних и больших размеров. Она выполняет измерения со скоростью 2 600 000 измерений в секунду с точностью 0,025 мм.
3D-сканер TrackScan-Sharp российского бренда AM.TECH выводит оптические измерения на новый уровень: расстояние слежения до 6 метров, объемным диапазоном 49 м³ и точностью измерения до 0,049 мм (10,4 м³).
Фото: № 4
Формы для литья под давлением часто используются для производства сложных и крупных деталей, таких как блоки цилиндров и корпусов двигателей. Однако контроль форм для литья под давлением может быть сложной задачей из-за их размеров и геометрической формы. Некоторые формы имеют отражающие поверхности, которые могут мешать точности измерения.
Кроме того, некоторые пресс-формы слишком объемные и требуют разборки для транспортировки в лабораторию, где проходят измерительные работы. Оптические же 3D-сканеры могут быстро и точно измерять большие и сложные объекты, не касаясь и не повреждая их.
Используя 3D-сканирование, производители литья под давлением могут воспользоваться преимуществами более быстрых и эффективных процессов контроля, а также контроля качества при разработке изделия.
3D-сканирование помогает обнаруживать дефекты, такие как трещины или усадка изделия, путем сравнения данных сканирования с CAD-моделями. Кроме того, 3D-сканирование может оптимизировать пресс-формы или детали, создавая точные 3D-модели, которые можно изменять или анализировать, используя специальные программы.
Автоматизированные системы 3D-сканирования
Автоматизированная система 3D-сканирования-это способ использования роботов с 3D-сканерами для быстрого, точного и бесконтактного измерения формы и размера объектов. Эта система может использоваться для различных целей, таких как контроль качества изделия или создание цифровых моделей.
Рабочий процесс автоматизированной системы 3D-сканирования обычно включает в себя следующие этапы: планирование процесса сканирования, сканирование объектов, обработка данных и анализ результатов.
AM-DESK-это универсальная оптическая автоматизированная измерительная 3D-система, предназначенная для измерения деталей среднего размера. Его модульная конструкция обеспечивает гибкую компоновку и быстрый монтаж. Система предлагает автоматизированное решение измерений для контроля качества на протяжении всего жизненного цикла изделия.
Фото: № 5
Детали для автомобильной промышленности, произведенные методом штамповки, представляют собой металлические компоненты, которые формируются штамповочным прессом. Они используются для изготовления различных частей автомобиля, таких как кузов, шасси, двери, капоты и крылья. Контроль качества автомобильных штампованных деталей может быть сложной задачей, так как они зачастую больших размеров, сложной геометрии и имеют изогнутые поверхности.
Автоматизированный 3D-контроль-это решение, которое может улучшить процесс контроля автомобильных штампованных деталей. Благодаря быстрому, надежному и точному измерению деталей автоматизированные 3D-системы сокращают время и затраты на контроль, а также повышают производительность и качество производимых изделий.
Заключение
3D-сканеры российского бренда AM.TECH являются важными инструментами для многих отраслей промышленности, поскольку они обеспечивают высокую точность, мобильность и универсальность при использовании. Они генерируют большое количество данных, которые определяют качество и потенциальные дефекты изделия даже в неожиданных местах.
Они также позволяют воссоздавать и оптимизировать детали даже при отсутствии документации или CAD-моделей, что может значительно сократить время проектирования новых деталей.
Полную информацию о 3D-сканерах российского бренда AM.TECH можно получить, обратившись к менеджерам компании AM.TECH или заказать услуги 3D-сканирования.
Углубленный взгляд на то, как ChatGPT и другие большие языковые модели (LLM-large language model) влияют на аддитивное производство.
С появлением такого инновационного продукта как ChatGPT и другие LLM дали возможность публике в написании статей в сфере аддитивных технологий, не имея глубоких знаний и деталей, которые существуют, также, были попытки использования их в аддитивном производстве. Эта статья, основанная на экспертном мнении профессионалов о достоинствах и недостатках этой инновации для использования ее применительно в аддитивных технологиях.
Быстрое развитие аддитивного производства (AM) сопровождается невероятными скачками с использованием дизайнерских программ, таких как генеративный дизайн и системы проектирования. Встроенные платформы компьютерного интеллекта развиваются уже длительное время, а генеративный дизайн создает новые типы файлов, которые могут стать реальностью только с помощью цифровых технологий, таких как 3D-печать.
Но являются ли эти умные проекты только началом?
Искусственный интеллект (ИИ) сегодня повсюду с тех пор, как в конце ноября 2022 года ChatGPT от OpenAI анонсировали свое открытие. Свободно доступный чат-бот открыл доступ к большой языковой модели (LLM) для широкой публики, создав новые возможности для создания, придумывания, итерации, потенциального плагиата и ответов на вопросы:
Для чего нужен ИИ?
Для чего это вообще нужно?
Как и где ИИ вписывается в рабочие процессы Индустрии 4.0?
А как насчет конкретно аддитивного производства как отрасли?
3DGPT появился для 3D-печати, бросая вызов ChatGPT для использования большой языковой модели (LLM) в этой отрасли
Особенности и недостатки ИИ для LLM
ИИ предлагает невероятные преимущества, которые могут сэкономить реальные человеческие часы работы за счет автоматизации процесса. LLM, в частности, предлагает виртуальные разговоры, которые можно использовать для автоматизации кодирования, генерации идей из конкретных подсказок или быстрой сортировки огромных данных для достижения конкретных результатов.
Однако, как и любой собеседник, ИИ подвержен неточностям. Ответы LLM склонны к галлюцинациям, которые представляют собой уверенные реакции на вопрос, но в ответе предлагая не проверенные данные. Такие галлюцинации подчеркивают ненадежность в ответах ИИ. На этапе развития возможностей LLM даже чрезвычайно тщательная подготовка и тестирование, проведенные к настоящему времени, не позволяют избежать неточностей.
ChatGPT и подобные программы также ограничены с точки зрения своевременных обновлений: например, бесплатная версия ChatGPT содержит информацию только до 2021 года. Когда дело доходит до быстро развивающихся, передовых отраслей промышленности, данные двухлетней давности являются уже устаревшими. За последние два года появились новые открытия, которые уже продвинули вперед несколько секторов Индустрии 4.0, такой является и аддитивное производство.
ИИ для аддитивного производства
Аддитивное производство на сегодняшний день остается передовой производственной технологией, в которой используется не только 3D-принтеры, как инструмент, но и программное обеспечение, которое им управляет. Создание STL-файлов проекта, нарезка и подготовка для 3D-печати, автоматизированный контроль, рабочие процессы, постобработка, каждый этап этих процессов аддитивного производства требуют передового программного обеспечения и качественного программирования.
Совсем недавно произошел прорыва в создании производственного программного обеспечения для дизайна в аддитивном производстве (DfAM), таким как автоматические предложения для генеративного построения при проектировании детали.
Генеративный дизайн в программном обеспечении для 3D-печати не является чем-то новым. За последнее десятилетие мы видели анонсы разработок новых продуктов программного обеспечения от таких компаний, как Autodesk, Frustum, ANSYS, MIT, Jabil, Shapeways, Dassault Systèmes, Siemens , Desktop Metal и многих других.
Программное обеспечение может создать тысячи потенциальных сценариев проектирования, включая виртуальное прочностное симулирование, без которого дизайнерам и конструкторам для получения исследований понадобится провести несколько десятков испытаний, что приводит к затратам массы времени. Благодаря дополнительному преимуществу, заключающемуся в свободе проектирования при создании конструкционных деталей, которые могут быть произведены только с помощью аддитивного производства, ИИ для DfAM является заманчивым применением.
3DGPT для аддитивного производства
Так на волне интереса к LLM, поставщик программного обеспечения для производственных процессов Authentise недавно представил собственное решение ИИ, предназначенное для аддитивного производства с 3DGPT.
Компания Authentise с момента своего создания в Университете Сингулярности в 2012 г., сосредоточилась на создании удобных рабочих процессов для автоматизации и оптимизации задач на основе анализа данных в наиболее динамичных производственных и инновационных системах. Благодаря своему флагманскому продукту Flows, который помогает управлять процессом заказов деталей для их производства, путем подключения к оборудованию. Она предоставляет операторам систем цифровые данные для обеспечения отслеживания повторяемости и эффективности в цеху, тем самым компания стала лидером в создании ПО для управления процессами в аддитивном производстве. Компании Ricoh, 3M, Danfoss и другие потребители этого продукта с экономили до 93% при 6-кратной окупаемости инвестиций в первый год. Управление хранением материалов, Склад цифрового дизайна и Ответчик запроса предложений (RFQ Responder) являются примерами самостоятельных сопутствующих продуктов появившиеся в процессе применения.
Выход данного продукта 3DGPT, который в настоящее время является скорее экспериментом, чем продуктом как таковым, находится в свободном доступе для ознакомления заинтересованным лицам. Его алгоритмы построены на основе 12 000+ журнальных статей и стандартов по аддитивному производству, как описывает его создатель Authentise.
Этот продукт может быть полезен по многим направлениям, будь то помощь в создании надежных и эффективных рабочих процессов или серьезность глубины запросов (RFQ) с большим количеством ссылок на стандарты. Для этого, Authentise и партнеры, такие как ASTM, должны понять возможности и ограничения технологии, чтобы продукт соответствовал компетенциям помощника.
«Мы знаем, что, например, алгоритмы GPT иногда галлюцинируют»-заявил генеральный директор Authentise Андре Вегнер после обнародования результатов эксперимента.
Вскоре после дебюта 3DGPT Authentise представила программу Threads. Предполагается, что этот новый инструмент для организации рабочего процесса объединит средства коммуникации и управления проектами в новый пакет для совместной работы. Программа Threads представляет собой более конкретный выпуск продукта, уже подкрепленный отзывами первых пользователей.
Аддитивные технологии созревают для использования ИИ, со слов ГД Вегнера, что послужило толчком к созданию 3DGPT и Threads. Решение двух больших проблем, идентификации/инжиниринга применения и повторяемости, требует быстрого распространения знаний и совместной работы, поэтому 3DGPT и Threads разработаны для решения этих задач. В конце концов, они объединятся в ситуативное сотрудничество с поддержкой ИИ. Но интерес к 3DGPT и продемонстрированные результаты Threads показывают, что они каждый имеют свою индивидуальную значимость.
Итак, создана дорожная карта, а 3DGPT является экспериментом. Как это часто бывает с экспериментами в аддитивным производстве, это может не сработать, но все-таки на него стоит обратить внимание, так как он может стать крупным проектом в будущем.
В сочетании с более реалистичными выпусками, такими как Threads, а также с существующим программным обеспечением для управления проектами, грамотные пользователи смогут отличить галлюцинации ИИ от правильных подсказок. Также они смогут использовать такие инструменты как 3DGPT для развития своих рабочих процессов с использованием их в аддитивном производстве.
Сомнения использования ИИ в аддитивном производстве
Но даже если что-то вроде 3DGPT работает… Какой в этом смысл? Для такой компании, как Authentise, это хорошо, что она может претендовать на лидерство в рынке на волне шумихи вокруг ChatGPT, но актуально ли это для тех, кто работает в отрасли сегодня?
«Я полагаю, что пройдет около пяти лет, прежде чем ИИ сможет обеспечить надежное качество»,-говорит отраслевой эксперт Рэйчел Парк, которая работает в аддитивном производстве с 1997 года.
В разговоре Рэйчел Парк предлагает не торопиться с безоговорочными выводами по использованию ИИ, когда речь заходит о таких вопросах, как 3DGPT. Конечно, она видит потенциал, но она видела, как этот потенциал в 3D-печати десятилетиями поднимался и взлетал, а также падал и сгорал. Некоторые из результатов 3DGPT просто «читаются как повторение», отмечает она, и «для любой компании, которая хочет выделиться, использование ИИ является полной противоположностью тому, что она должна делать. Если это то, на что компания полагается в своем маркетинговом контенте, они потерпят неудачу».
Действительно, создание маркетингового контента, особенно в условиях участившихся увольнений во всем технологическом секторе во время COVID-19, в результате чего редко остаются нетронутыми целые команды маркетологов, представляется малопривлекательной сферой для использования LLM в технологических компаниях.
Копирайтинг предлагает, казалось бы, очевидный путь к использованию новых возможностей ИИ для его применения на практике, но, если контент действительно повторяется, он не будет звучать свежо, потому что он явно взят из существующих ресурсов.
К счастью, в случае с 3DGPT эти ресурсы четко обозначены в пояснении «Ссылки» в конце каждого раздела ответа.
Другие ставят под сомнение использование, применимость и надежность такого инструмента, как 3DGPT, который, как предполагается, специально разработан для аддитивного производства.
«Не уверен, что я действительно понимаю ценность чат-бота для применением в 3D-печати», — говорит Шон Мили, опытный маркетолог продуктов аддитивного производства и контента.
Authentise ответил непосредственно на замечания Мили, пояснив:
«Будущее за полностью специализированными моделями… Экспертам, которые хотят получить реальные ответы, потребуется нечто большее, чем общие банальности или по сути, полная чепуха, которую часто предоставляют общие ответы LLM. Если они становятся действительно ценными для экспертов, то специализированные LLM также могут быть интегрированы в экспертные системы. Нужны чат-боты, которые на основе данных 3D-принтера понимают, что именно идет не так в той или иной ситуации, поэтому используя свои специальные знания, предлагают стратегии исправления ситуации. Конечно, мы все еще далеки от этого, но это только начало, без которого мы не сможем узнать, что работает, а что нет».
Поможет ли ИИ в достижении целей в аддитивном производстве?
В конечном итоге ИИ является просто еще одним программным продуктом в наборе других. Его эффективность зависит от опыта пользователя. По мере распространения LLM быстро появляется все больше специалистов по формированию «лучших подсказок» для чат-ботов. Крупные технологические компании, от Google до Microsoft и Apple, все участвуют в игре с ИИ. Распространение таких предложений, неизбежно, поэтому они найдут все большее применение в “Индустрии 4.0”, а значит и в аддитивном производстве.
Тем не менее, каждое упоминание об ИИ в аддитивном производстве в первую очередь наталкивается на вопрос: зачем? Выход Authentise реалистичен, поскольку содержит предупреждающие надписи, а также приурочен к выпуску Workflow, указывающему на перспективность и обоснованность предложений в области ПО для управления рабочими процессами. В целом, нам предстоит многое узнать о лучших приложениях для ИИ и о том, как лучше всего адаптировать их для любой отрасли, а тем более для таких отраслей, как аддитивное производство, которое сами по себе все еще относительно развивается.
Итак, чтобы ответить на наш главный вопрос: что на самом деле может сделать ИИ для 3D-печати? Время покажет. Сегодня он ставит вопросы и помогает продумать наши рабочие процессы. Через пять лет, со слов Рэйчел Парк, вполне возможно, что ИИ найдет применение в автоматизации процесса аддитивного производства.
На самом деле, по моему мнению, Рэйчел Парк дает маленький временной отрезок в 5 лет, после которого возможно появится ИИ. Она, естественно, понимает всю палитру проблем, почему на данном этапе это невозможно. В первую очередь компании производители 3D-принтеров и материалов, оборудования для выполнения постобработки, сопутствующего оборудования должны предоставить всю техническую информацию в свободный доступ, что, конечно, маловероятно. Во-вторых, это касается производителей программного обеспечения, которые в свою очередь тоже должны предоставить все свои разработки, что тоже невозможно. Поэтому на данный момент все ответы ИИ носят информативные ответы, находящиеся в свободном доступе в интернете, без новых поступлений знаний дальнейшее развитие будет невозможно.
Однако, хочется верить, что инновационное развитие с использованием ИИ будет продолжаться, но какой будет выбран путь покажет время.
3D-печать с помощью роботизированных рук – она же роботизированное аддитивное производство – завоевывает все большую популярность как гибкий и эффективный способ 3D-печати больших размеров, быстрее и дешевле.
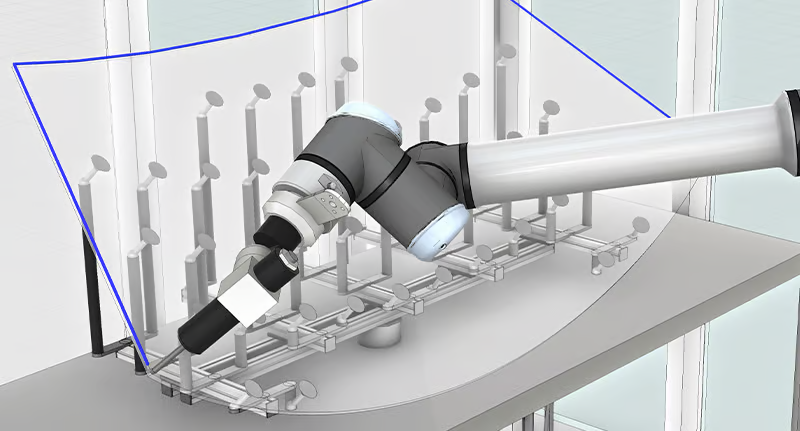
Роботизированная 3D-печать – также называемая роботизированной с манипулятором для 3D-печати и роботизированным аддитивным производством – сочетает в себе головку 3D-принтера, экструдирующую материалы, и многоосевой роботизированный манипулятор, что позволяет создать гораздо более гибкий 3D-принтер, чем обычные модели.
Благодаря большому диапазону движения, роботизированный манипулятор все чаще используется для реализации крупных проектов, таких как изготовление пресс-форм, масштабных прототипов, художественных скульптур, архитектурных элементов, мебели и даже ракет. Он открывает совершенно новый мир свободы дизайна в 3D-печати. Рука может печатать практически под любым углом, что позволяет создавать чрезвычайно сложные изогнутые геометрии. Он также обеспечивает гораздо большие размеры отпечатков, чем обычные принтеры – до 30 метров и более!
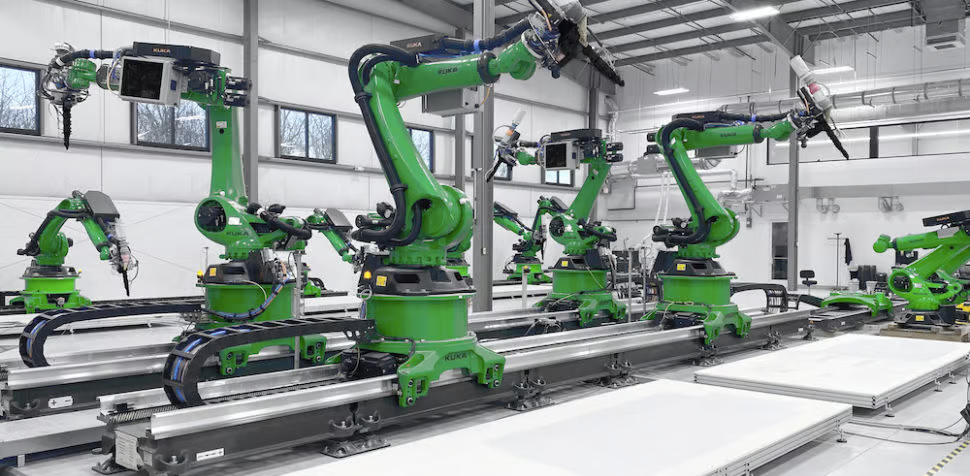
Branch Technology объединилась с Techmer PM для создания больших конструкций с помощью машин для аддитивного производства с роботизированными манипуляторами KUKA (Источник: Branch Technology)
У рук есть преимущества
Детали, напечатанные на 3D-принтерах с роботизированной рукой, обычно не требуют опор, что еще больше увеличивает степень свободы дизайна и экономит деньги на стоимости материалов. При этом конструкции должны быть самонесущими, что, как правило, исключает возможность создания нависающих конструкций. Однако многие производители решили эту проблему, позволяя переориентировать строительную платформу, что дает возможность создавать нависающие конструкции путем выравнивания экструзионного слоя с базовой геометрией для использования его в качестве опоры.
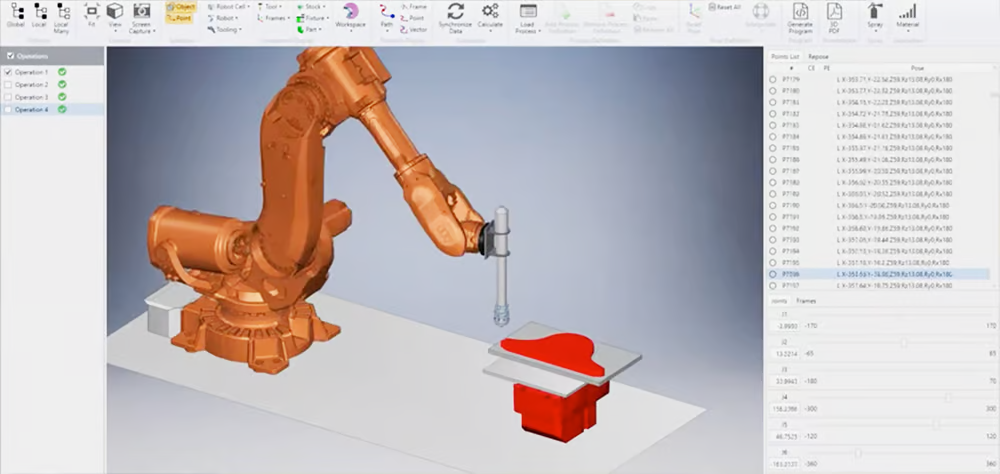
Еще одна уникальная особенность заключается в том, что эти принтеры не требуют программного обеспечения для нарезки слоев, как это необходимо в принтерах с фиксированной осью, благодаря многоосевым траекториям инструментов, которые можно запрограммировать с помощью специализированного программного обеспечения для 3D-печати (см. ниже). Это может быть как преимуществом, так и недостатком, поскольку операторы должны программировать инструкции для головки 3D-принтера и манипулятора робота. Если запрограммировать программное обеспечение неправильно, то можно столкнуть роботизированную руку с напечатанной деталью. К счастью, сегодня все больше вариантов программного обеспечения имеют модули 3D-печати, которые избавляют от многих догадок во всем процессе, а прогресс в этих программах приближает их к оптимизированному рабочему процессу CAD-печати.
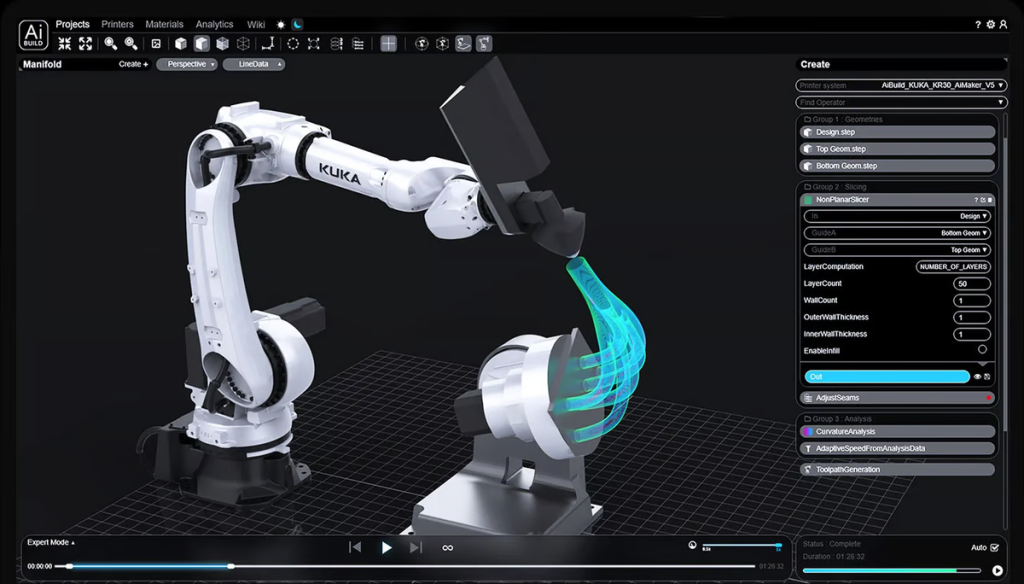
Ai Sync – это программа автоматического создания траектории инструмента для 3D-принтеров с роботизированной рукой (Источник: Ai Build)
Еще одной отличительной особенностью 3D-принтеров с роботизированной рукой является то, что они в основном собираются самостоятельно. Чаще всего компании приобретают роботизированный манипулятор, экструдер, программное обеспечение и другие детали отдельно. На самом деле существует всего несколько готовых систем. Этот фактор не позволяет 3D-принтерам с роботизированным манипулятором стать массовым решением. Тем не менее, технология получает все большее распространение, особенно в промышленном производстве, где многие компании уже владеют роботизированными манипуляторами и могут оснащать их новым оборудованием для новых целей.
Одна британская компания надеется расширить сферу применения роботизированной 3D-печати для компаний, которым мешает барьер “сделай сам”. Evo3D, дистрибьютор 3D-принтеров, предлагает комплексное решение, которое включает в себя верхний роботизированный манипулятор, систему экструдера, программное обеспечение и, что самое главное, обучение и поддержку.
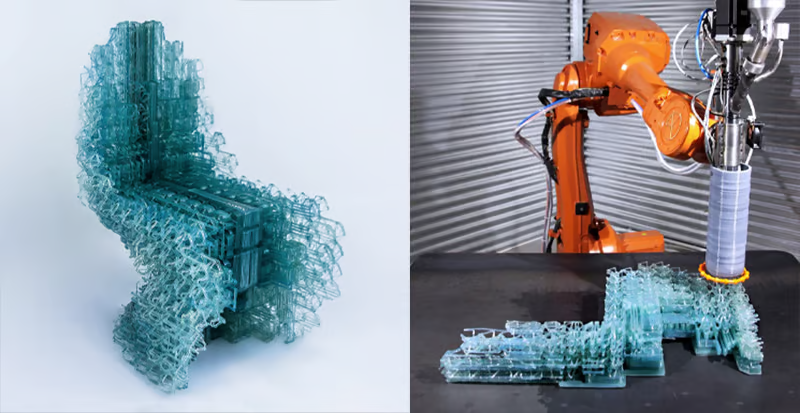
The New Raw – это исследовательская и дизайнерская студия в Роттердаме, основанная в 2015 году архитекторами Паносом Саккасом и Фотейни Сетаки с целью дать новую жизнь выброшенным материалам с помощью дизайна, роботов и ремесленного мастерства (Источник: The New Raw)
Более дешевые, экологичные материалы
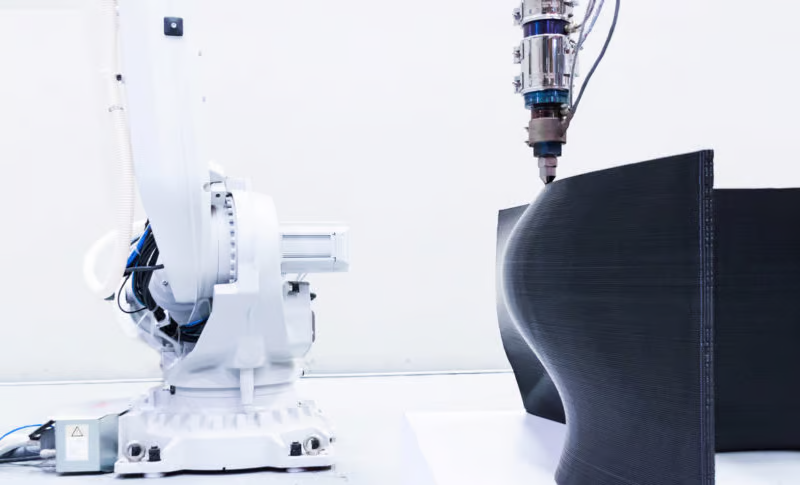
Роботизированные 3D-принтеры не используют гигантские рулоны нити. Вместо этого они обычно используют полимерный материал в виде гранул или стружки, но металл, глина и бетон также могут быть экструдированы при наличии соответствующего оборудования. Механизм экструдера забирает гранулы из центрального бункера и нагревает их, чтобы создать точную степень вязкости, необходимую для экструзии. Пластиковые гранулы используются в различных отраслях промышленности, включая литье под давлением, поэтому они обычно намного дешевле пластиковых нитей, используемых в обычных экструдерных 3D-принтерах. Форма гранул также открывает возможности для смешивания материалов и создания индивидуальных смесей, а также использования переработанного пластика, который был измельчен. Печать гранулами и измельченным пластиком также быстрее, чем печать нитью, поскольку они обычно используются в больших машинах с более длинными зонами нагрева, что позволяет увеличить пропускную способность материала.
Роботизированные руки также используются в 3D-печати методом направленного энергетического осаждения (слева) от Additec и в проволочно-дуговом аддитивном производстве (справа) от MX3D.
Роборуки для металла и бетона
3D-принтеры с роботизированными руками, конечно, не ограничиваются пластмассами. Однако 3D-печать металлом с помощью роботизированных рук обычно относится к категории технологий аддитивного производства проволочной дуги (WAAM) или направленного энергетического осаждения, о которых мы рассказываем в отдельных руководствах.
3D-принтеры с роботизированными манипуляторами также все чаще используются с материалами, похожими на бетон, для проектов в строительстве и архитектуре. Такие компании, как Vertico и Twente AM, предлагают различные конфигурации роботизированных манипуляторов и бетонных экструдеров для 3D-печати стен, скамеек, плантаций и легких строительных проектов.
Теперь, когда мы вкратце рассмотрели основы роботизированной 3D-печати, давайте перейдем к самим машинам и приложениям, которые иллюстрируют их использование сегодня.
Производители РобоПринтеров
Stäubli относится к марке роботов-рук, которые могут быть адаптированы для аддитивного производства (Источник: Stäubli)
Как вы, наверное, догадались по нишевому характеру роботизированной 3D-печати, на рынке не так много десятков производителей принтеров. Как мы уже упоминали, в настоящее время это немного смешанная ситуация, когда вы можете купить роботизированный манипулятор у одного производителя и инструмент для экструдера у другого. Некоторые компании предлагают пакеты, часто называемые ячейками, которые могут быть настроены с различными конфигурациями манипуляторов, экструдеров и вспомогательных аксессуаров для удовлетворения ваших конкретных потребностей в печати.
Именно поэтому вы найдете гораздо больше компаний, предлагающих услуги по 3D-печати с помощью роботизированных манипуляторов, используя свой собственный принтер, чем компаний, продающих принтеры с роботизированными манипуляторами. Ожидается, что ситуация будет меняться по мере того, как все больше компаний будут убеждаться в преимуществах аддитивного производства с использованием роботизированных манипуляторов.
Роботизированное Аддитивное Производство (РАП)
Robotic Additive Manufacturing (RAM)
ABB
Когда-то гранулированный материал был ограничен крупномасштабными 3D-принтерами с роботизированной рукой, но сейчас он становится все более популярным в настольных и промышленных установках, использующих портальную или дельтаобразную конфигурацию (Источник: Мебель от Nagami с использованием технологии ABB)
ABB Robotics, филиал шведско-швейцарского производственного гиганта ABB, производит роботов и решения по промышленной автоматизации для широкого спектра отраслей, включая 3D-печать. Многие манипуляторы роботов, такие как IRB 7600, отличаются гибкостью движений запястья и высокой точностью, что делает их очень подходящими для аддитивного производства.
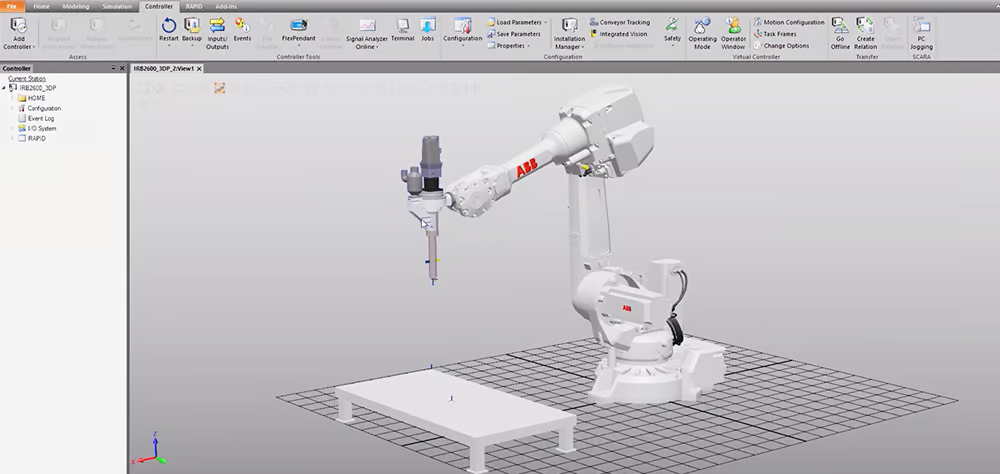
Обратите внимание, что ABB производит только манипулятор, а не экструдер. Однако компания признала рост и потенциал использования своих манипуляторов для аддитивного производства и выпустила новую версию своего программного обеспечения RobotStudio, которое позволяет управлять 3D-печатью. RobotStudio совместим с несколькими манипуляторами роботов АББ. Оно поддерживает различные процессы аддитивного производства и предназначено для малотиражной и многотиражной печати.
На конференции Automate 2022 компания АББ представила систему 3D-печати с использованием роботизированной руки IRB 4400, оснащенной экструдером частиц Massive Dimension MDPE10. Система программируется с помощью программы RobotStudio 3D Printing PowerPac компании АББ.
Прохожие останавливаются, чтобы заснять, как робот АББ 3D печатает аксессуары для дома в витрине лондонского универмага Selfridges (Источник: АББ)
CEAD
AM Flexbot (Источник: CEAD)
Голландский поставщик технологий 3D-печати CEAD разработал AM Flexbot – гибкое роботизированное решение для крупномасштабного аддитивного производства. Модульная система обладает высокой степенью настраиваемости, что позволяет модифицировать ее для решения различных задач и включать такие функции, как фрезерование с ЧПУ.
В отличие от ABB, CEAD AM Flexbot поставляется с экструдером, который может работать с высокотемпературными пластмассами инженерного класса, такими как ПЭТ и ABS-углеродное волокно. (Вы также можете приобрести любой из экструдеров CEAD отдельно, о чем мы расскажем ниже в разделе об экструдерах).
Используя контроллер Sinumerik 840D от Siemens для управления роботизированной рукой Comau по 31 оси, машина может выдавать высокоточные результаты с печатным столом размером 1,2 х 1,8 метра. В отличие от некоторых других решений, ей не требуется отдельный контроллер робота.
Flexbot может быть расширен с помощью дополнительных модулей, которые добавляют такие функции, как поворотный стол, рабочий стол с подогревом и фрезерный модуль. Последнее позволяет операторам достигать различных уровней чистоты поверхности при изготовлении пресс-форм и оснастки.
По данным компании, Flexbot от CEAD совместим с любым программным обеспечением для нарезки. В сочетании с операционной гибкостью манипулятора, его легко внедрить в различные производственные процессы.
Мюнхенский технический университет (TUM) сотрудничал с CEAD для печати пресс-формы для демонстрационного композитного флаперона для больших пассажирских самолетов. Flexbot позволил TUM использовать свой собственный G-код для управления роботом, что помогло быстрее печатать формы и уменьшить коробление при окончательной печати.
Маартен Логтенберг (справа), основатель и директор CEAD, передает новую систему AM-Flexbot Техническому университету Мюнхена (Источник: TUM)
KUKA
Соучредители и сотрудники компании Prototyp3, занимающейся 3D-печатью и разработкой концептов в Ноксвилле, штат Теннеси, которая использует роботизированный манипулятор Kuka в качестве компонента своей широкоформатной экструзионной системы (Источник: Prototyp3)
Немецкая компания KUKA производит множество промышленных роботов и решений по автоматизации для различных отраслей промышленности. Среди них – роботизированные руки для 3D-печати, включая роботы KR Quantec, KR 3 Agilus, KR30 и KR Cybertech Nano. Как и ABB, KUKA производит манипуляторы, а не концевой экструдер. Однако она производит концевую систему лазерного осаждения металла (LMD) для гибридного аддитивного производства металлов под названием ProLMD.
Полочные роботы KUKA способны печатать детали с максимальным диаметром 30 метров. По словам производителя, роботы для 3D-печати являются быстрыми и легкими, что позволяет экономить пространство и производственные ресурсы.
Программное обеспечение KUKA.CNC может импортировать данные из любого файла CAD после преобразования их в G-код, программу CAM-слайсера. Компания утверждает, что ее системное программное обеспечение позволяет обрабатывать всю цепочку CAD/CAM собственными силами без необходимости компиляции данных на язык роботов.
Компания Branch Technology использовала 3D-принтер KUKA с роботизированной рукой для создания этих легких облачных садов (Источник: Branch Technology)
Branch Technology, американская компания по производству сборных конструкций и технологий, специализирующаяся на крупномасштабной 3D-печати, использовала 3D-принтер с роботизированной рукой KUKA для создания четырех колоссальных висячих садов (на фото выше) для празднования 125-летия Чикагского полевого музея естественной истории.
Проект под названием “Облака природы” состоит из 3D-печатных садовых конструкций, изготовленных из растительного биопластика, поскольку сталь была бы слишком тяжелой. В органических формах, самая большая из которых имеет ширину 35 футов на 28 футов в длину, произрастает более 1 000 растений. Присущие 3D-печати преимущества позволяют создавать органические формы и модульные части.
Caracol
Два 3D-принтера с роботизированной рукой в Караколе (Источник: Caracol)
Итальянская компания Caracol разработала как аппаратное, так и программное обеспечение для своей услуги по роботизированному аддитивному производству. Изначально компания была поставщиком услуг, но теперь предлагает свое интегрированное аппаратно-программное решение Heron AM в качестве приобретаемого решения в сочетании с обучением на станке и с учетом индивидуальных требований.
Caracol использует свою запатентованную систему Scalprum 13800 – части которой запатентованы – с роботизированными манипуляторами KUKA в качестве опоры для производства крупномасштабных прототипов и готовых изделий, а также инструментов, оснастки, пресс-форм и деталей конечного использования. Компания утверждает, что эта шестиосевая технология не имеет ограничений по масштабу и сложности и значительно сокращает время производства и материальные затраты. Сегодня компания работает преимущественно в промышленности и производстве, в том числе в аэрокосмическом и автомобильном секторах.
Caracol может печатать на различных высокопроизводительных и переработанных материалах, включая PEEK, нейлон (PA12), армированный стеклянными или углеродными волокнами, PPS (полифениленсульфид), TPU, а также на таких переработанных материалах, как rPLA и rPET.
Демонстрируя потенциал технологии для обеспечения кругооборота материалов, компания Caracol недавно использовала переработанный полипропилен и стекловолокно для производства 3D-печатного инструмента для ламинирования ветровых турбин в рамках проекта RARe-WASTE (Robotic Large Format Additive Remanufacturing from Recycled Waste). В ответ на открытый конкурс Demo4Green, организованный EIT Manufacturing, компания Caracol утверждает, что ей удалось сократить время выполнения заказа на 50%, сэкономить 72% сырья и уменьшить количество отходов на 90% по сравнению с традиционным производством. Компания использовала комбинацию аддитивного и субтрактивного роботизированного производства, используя универсальный манипулятор KUKA с различными модульными головками.
3D-печатная головка и токарный станок с ЧПУ установлены на роботизированном манипуляторе Kuka компании Caracol (Источник: Caracol)
Bloom Robotics
Система Bloom Robitcs основана на роботизированном манипуляторе ABB (Источник: Bloom Robotics)
Голландская компания Bloom Robotics поставляет серийные аддитивные робототехнические системы “под ключ” для индивидуальных применений. Используя роботизированный манипулятор ABB, компания разработала экструдер гранул ADE25. Он способен перерабатывать широкий спектр пластмасс и композитов, включая PET-G, PET, PP, HDPE и PP-GF. Другие экструдеры, такие как ADE30f, работающий с хлопьями, и ADE30XL для еще более высокой производительности материала, в настоящее время находятся в разработке.
Используя позиционер, вращающуюся платформу для построения, ячейка AR System Cell удаляет ненужный вспомогательный материал при печати с фиксированным слоем, экономя материал, затраты и время. Ячейка также может использоваться для других операций, таких как фрезерование, сварка пластика и склеивание, и даже может быть приобретена в виде контейнерной мобильной версии. В системе AR System Gantry манипулятор робота размещен на портале, что обеспечивает еще большие возможности по размерам и позволяет печатать со скоростью 20+ кг/ч.
Производитель решений для сточных и ливневых вод Pipelife использует принтер Bloom Robotics для производства индивидуальных решений для трубопроводов. Руководитель научно-исследовательского проекта компании Pipelife Шенмейкер говорит: “Благодаря позиционеру мы можем продолжать печатать линии непосредственно друг на друге без необходимости дополнительной поддержки, сохраняя при этом отличную прочность и оптимальную гидравлику”.
Pipelife использует роботизированную 3D-печать для производства готовых к использованию профилей люков и проточных частей инспекционных камер, которые не требуют дополнительной сварки и резки (Источник: Pipelife)
Weber Additive
Ячейка DXR для аддитивного производства от Weber Additive (Источник: Weber Additive)
Немецкий производитель Weber, известный своей технологией экструдеров, предлагает полную роботизированную систему для аддитивного производства вместе с экструдерами, которые можно приобрести отдельно (об этом ниже в разделе “Экструдеры”). Через свое подразделение Weber Additive компания комплектует модульный 6-осевой промышленный робот (ABB, KUKA или Stäubli) с экструдером (AE 16, AE 20, AE 30) и корпусом, называемым роботизированной ячейкой, в виде пакета под названием DXR Series.
Системы DXR работают с различными промышленными роботами для перемещения специально разработанных компанией экструдеров. Экструдеры могут достигать температуры 450 °C, имеют сменные насадки и широкий выбор материалов, начиная от мягких термопластичных эластомеров и заканчивая полимерами из углеродного волокна. Портфолио Weber Additive также включает системы для прямой экструзии с портальной системой (серия DX), роботизированные производственные ячейки (серия DXR) и производство деталей как услуга.
Если вы хотите создать собственный 3D-принтер с роботизированной рукой – или модернизировать уже имеющийся роботизированный манипулятор или станок с ЧПУ, чтобы перепрофилировать оборудование для аддитивного производства, – вам понадобится экструдер для гранул. Ниже мы рассмотрим основные варианты.
Вам также понадобятся другие принадлежности, которые также предлагают многие производители экструдеров, например, устройство для подачи материала из бункера в печатающую головку, мешалка для сырья и охлаждающий вентилятор. Возможно, вам также понадобится подогрев рабочей поверхности.
Massive Dimension
Роботизированная камера Massive Dimension включает экструдер компании и роботизированный манипулятор ABB (Источник: Massive Dimension)
Американская компания Massive Dimension была создана с учетом принципов устойчивого развития. Целью компании является продвижение использования переработанных и гранулированных материалов через 3D-печать роботизированных манипуляторов.
Линейка продукции Massive Dimension включает в себя все компоненты, необходимые для преобразования промышленного роботизированного манипулятора в широкоформатную платформу для аддитивного производства. Компания работает в области технологии экструзии термопластов уже более десяти лет через свою дочернюю компанию Filabot, производителя машин для экструзии филамента.
Экструдер Massive Dimension MDPH2 с гранулированной головкой (4 945 долларов) – это легкий и экономичный вариант для тех, кто хочет выйти на рубеж широкоформатного аддитивного производства. Экструдер MDPE10 (14 848 долларов США) производит 10 фунтов в час, в пять раз больше материала, чем MDPH2, что позволяет сократить время печати и получить более толстые стенки за один проход. Самый большой промышленный экструдер MDPE10 (17 973 долл. США) предназначен для крупносерийного производства, экструзии высоконаполненных полимеров и абразивных добавок.
Экструдеры для гранул от Massive Dimension работают с системами 3D-печати с роботизированной рукой и другими 3D-принтерами (Источник: Massive Dimension)
Помимо трех экструдеров, которые могут быть установлены на роботизированные манипуляторы, Massive Dimension предлагает готовые роботизированные печатные ячейки для широкоформатного аддитивного производства с манипуляторами от ABB. Вы также можете приобрести услуги по обучению от Massive Dimension и ABB для ознакомления с принтером, чтобы ваши операторы были хорошо подготовлены для начала производства деталей без значительных простоев или ненужных сбоев в печати. Эти услуги по обучению включают обзорный курс по всем аспектам процесса печати, включая программное обеспечение слайсера, экструзию полимеров, быстрое программирование и обслуживание экструдера.
Dyze Design
Pulsar предназначен для высокопоточной экструзии гранул (Источник: Dyze Design)
Компания Dyze Design предлагает гранульный экструдер Pulsar (10 850 долларов США), который можно установить на любой крупногабаритный 3D-принтер или роботизированный манипулятор, превратив его в гранульный принтер.
Pulsar имеет высокую производительность 500 мм3/с, что делает его одним из самых быстрых экструдеров гранул. Он имеет три зоны нагрева, предназначенные для поддержания постоянной температуры расплавленного пластика, перемещаемого его специализированным экструзионным шнеком. Pulsar поддерживает несколько размеров сопел от 1 мм до 5 мм и может поставляться с дополнительной системой автоматической подачи, которая также определяет уровень гранул в бункере. Хотя экструдер не имеет ретракции, его механизм защиты от смазывания должен поддерживать высокое качество печати, утверждают в компании.
Pulsar может нагреваться до 500°C и, таким образом, поддерживает все доступные типы стандартных, инженерных и армированных термопластов, как переработанных, так и первичных. Этот экструдер – отличный вариант для операторов принтеров, которые хотят начать использовать гранулы, но не хотят приобретать совершенно новый принтер.
CEAD
Экструдеры для материалов CEAD четырех размеров: E25, S25, E40 и E50 (Источник: CEAD)
CEAD предлагает свои роботы-экструдеры для производства полимерных гранул в качестве комплексных автономных систем, в комплекте с базовым блоком, который контролирует температуру, скорость экструзии и автоматическую транспортировку материала, что обеспечивает безопасность работы. Экструдеры регулярно интегрируются с роботизированными манипуляторами и портальными решениями.
Экструдеры предназначены для переработки гранул термопластов, наполненных волокном, и могут перерабатывать практически все термопластичные композиты, армированные коротким волокном, что делает их широко применимыми во многих отраслях промышленности. Компания также предлагает сушилку для гранул и запатентованный печатный стол.
Экструдеры четырех размеров (E25, S25, E40 и E50) имеют максимальную производительность от 12 килограммов в час до 84 килограммов в час.
Rev3rd
Rev3rd предлагает экструдеры для 3D-печати гранулами с различными объемами в час (Источник: Rev3rd)
Компания Rev3rd производит экструдеры для гранул и предлагает широкоформатные 3D-принтеры с поддержкой гранул, а также услуги печати на гранулах.
Экструдеры компании имеют конструкцию с четырьмя зонами нагрева, которая помогает поддерживать постоянную температуру полимера. В загрузочную секцию поступают холодные гранулы и выделяется больше тепла для их расплавления. Затем зона сжатия стабилизирует полимер при точной температуре, обеспечивая процесс пластификации (все твердые гранулы превращаются в расплавленное состояние). Наконец, дозирующий нагреватель обеспечивает равномерный поток. Контур водяного охлаждения поддерживает постоянную температуру всей системы (двигателя, хвостовика шнека, редуктора и зоны подачи).
Три экструдера, RD-M40, RD-M25 и RD-M10, готовы к работе с роботами и станками с ЧПУ и предлагают различные объемы производства в час (40 кг, 25 кг и 9,5 кг). Каждый вариант поставляется с дополнительной системой подачи Вентури, которая определяет уровень гранул и автоматически загружает экструдер. Гранулы могут подаваться из сыпучего источника или непосредственно из сушилки.
Weber Additive
Компания Weber Additive предлагает три экструдера серии AE (Источник: Weber Additive)
Компания Weber Additive, известная своими роботами и экструдерами, может оснастить любого модульного 6-осевого промышленного робота (KUKA или Stäubli) экструдером (AE 16, AE 20, AE 30) и корпусом, называемым роботизированной ячейкой, в виде пакета под названием DXR Series. Если вам нужен только экструдер, он тоже продается по запросу.
Экструдеры Weber могут достигать температуры 450 °C и оснащены закаленными зонами подачи, водяным охлаждением и сменными соплами. Они легкие, оптимизированы для переменной производительности, оснащены мощным серводвигателем и компактным устройством подачи материала. По словам компании, правильная конфигурация и размер экструдера для гранул зависят от многих факторов, таких как желаемая скорость экструзии, толщина слоя и стенок, а также материал.
Портфолио Weber Additive включает системы для прямой экструзии с портальной системой (серия DX), роботизированные производственные ячейки (серия DXR), а также производство деталей для клиентов по требованию.
ПО для программирования промышленных роботов
Программное обеспечение ABB RobotStudio (Источник: ABB)
Хотя некоторые из описанных выше роботизированных 3D-принтеров утверждают, что их можно использовать с любым программным обеспечением для нарезки, на самом деле многие машины на рынке не совместимы с типичными программами для нарезки. Здесь мы рассмотрим программные решения, которые помогают превратить файл 3D-детали в программу для робота.
Robotmaster
Robotmaster печатает аэрокосмическую деталь с помощью робота ABB (Источник: Robotmaster)
Компания Robotmaster производит программное обеспечение CAD/CAM, которое помогает операторам роботов интегрировать автономное программирование, моделирование и генерацию кода для аддитивного производства. Программа обладает мощной визуализацией любых проблем и ошибок, что облегчает производство успешных отпечатков с первой попытки. Компания утверждает, что автоматизированное программирование для роботизированного аддитивного производства может быть сгенерировано на основе моделей CAD и впоследствии изменено с минимальными усилиями для корректировки всех параметров процесса.
Интерфейс Robotmaster, основанный на принципе “нажми и перетащи”, позволяет легко переориентировать и изменить траекторию движения манипулятора робота для достижения оптимальных результатов печати. Он также оснащен функцией идентификации контура одним щелчком мыши, что позволяет операторам настраивать оптимизированные программы роботов без изучения сложных навыков моделирования.
В целом, Robotmaster автоматизирует многие из самых сложных задач в программировании роботов. Производитель утверждает, что эти функции позволяют ускорить время печати и повысить качество деталей.
ABB RobotStudio
Программное обеспечение ABB Robot Studio (Источник: ABB)
Ранее мы уже упоминали RobotStudio компании ABB. Это программное обеспечение для моделирования и программирования позволяет операторам программировать роботов компании для аддитивного производства менее чем за час.
Компания заявляет, что RobotStudio, входящая в портфель PowerPac компании ABB, с функцией 3D-печати, представленной в 2020 году, устраняет необходимость ручного программирования манипуляторов роботов, позволяя быстрее создавать прототипы. Программное обеспечение может перевести любой стандартный проект слайсера в среду моделирования АББ и код робота RAPID без необходимости ручного программирования.
RobotStudio имеет функцию фильтрации G-кода, которая удаляет ненужные точки G-кода для более плавного движения робота. Включение совместимого с АББ шнека экструдера на принтере позволяет программе управлять экструзией для точной печати.
Ai Build
Ai Sync может автоматически компенсировать коробление и отслоение слоев (Источник: Ai Build)
Программное обеспечение AiSync британской компании Ai Build обеспечивает автоматизированное создание траектории инструмента, управление процессом и мониторинг рабочих процессов для промышленных 3D-принтеров на базе экструдеров. Программа способна управлять несколькими принтерами на одной платформе с минимальной настройкой.
AiSync создает многоосевые траектории инструментов, которые – в отличие от тех, что создаются с помощью обычного программного обеспечения для нарезки – не ограничены слоями. Программное обеспечение имеет библиотеку предопределенных геометрических операторов, что облегчает настройку и оптимизацию траекторий инструментов.
Производитель утверждает, что программное обеспечение автоматически компенсирует такие проблемы, как коробление и отслоение слоев. Функции автоматического обнаружения отказов и предиктивного анализа помогают операторам еще больше оптимизировать процессы печати.
В настоящее время Ai Build специализируется на программных решениях, но компания также осуществляет ограниченную печать на заказ. Система AiSync нашла применение в различных областях, включая энергетику, аэрокосмическую промышленность, автомобилестроение и строительство.
Adaxis
Программное обеспечение Adaxis для роботизированной AM (Источник: Adaxis)
Adaxis – это франко-шведская компания по разработке программного обеспечения для робототехники, цель которой – создать гибкую и устойчивую производственную индустрию, сделав передовые производственные процессы доступными для каждой компании. Они утверждают, что их программное обеспечение превратит любого робота в гибкий 3D-принтер.
AdaOne – это надежное программное обеспечение для роботизированного аддитивного производства металлов, пластмасс, композитов и бетона. Программная платформа охватывает все аспекты, необходимые для перехода от идеи к готовой детали, включая моделирование робота, планирование многоосевой траектории, обнаружение столкновений и создание программы для робота.
Octopuz OLRP
Программное обеспечение робота Octopuz (Источник: Octopuz)
Компания Octopuz со штаб-квартирой в Онтарио, Канада, выпустила крупное обновление 3.0 своего программного обеспечения для автономного программирования роботов (OLRP) в середине 2020 года. Компания добавила новый набор инструментов PathPlanner для усовершенствованного программирования траекторий.
Octopuz OLRP для аддитивного производства позволяет настраивать множество угловых параметров для обеспечения высокой надежности и точности перемещения робота. Новые инструменты PathPlanner позволяют операторам создавать, изменять и преобразовывать траектории для дальнейшего повышения эффективности движения манипулятора.
Программа также способна анализировать толщину и качество материала с помощью расширенных функций моделирования. OLRP поддерживает интеграцию CAM и импорт G-кода слайсера.
Программные решения Octopuz поддерживают манипуляторы роботов различных производителей. Например, оно использовалось с роботизированными манипуляторами KUKA, о которых говорилось в предыдущем разделе.
RoboDK
Программное обеспечение RoboDK (Источник: RoboDK)
RoboDK – еще один канадский поставщик программных решений. Его программа для автономного программирования роботов подчеркивает свою совместимость с различными опциями – она поддерживает более 500 промышленных роботов от 50 производителей, включая ABB и KUKA.
Программа позволяет пользователям определить свой инструмент, просто загрузив его 3D-модель через простой интерфейс перетаскивания. Это позволяет операторам быстро определить 3D-печатающую головку для выбранного манипулятора робота.
По словам производителя, интуитивно понятный, автоматизированный интерфейс интеграции CAD/CAM позволяет быстро создавать безошибочные траектории движения инструмента, исключающие столкновения, сингулярности и ограничения по осям. Генерация окончательной траектории движения робота в RoboDK не требует опыта программирования. Автоматизированный процесс в два клика работает с более чем 70 постпроцессорами, что гарантирует поддержку поразительного разнообразия роботов.
Операторам, которые ищут универсальное программное решение, стоит обратить внимание на RoboDK. Компания постоянно добавляет поддержку новых роботов на основе рекомендаций пользователей и производителей, поэтому вероятность того, что программа не будет работать с вашим роботом, довольно низка.
Поставщики услуг РобоПечати
3D-печатные модули Marie Tecnimont (Источник: Caracol AM)
Как это обычно бывает с промышленной 3D-печатью, приобретение собственной машины является дорогостоящим предложением, что вдвойне актуально для продвинутых промышленных роботов. Особенно для мелких создателей может оказаться более выгодной идея нанять стороннего поставщика услуг, чтобы он напечатал вашу деталь для вас.
Все перечисленные ниже компании предлагают решения для печати на 3D-принтере с роботизированной рукой. Это далеко не полный список, но эти поставщики услуг напечатают вашу деталь независимо от сферы применения, от архитектуры до мебели.
Несколько компаний также рассматривают возможность уменьшения размеров роботизированных рук для настольного использования. Эти системы могут быть оснащены такими модулями, как лазерные резаки и граверы, 3D-печатные головки или захваты. Если вы хотите погрузиться в реальность управления роботизированными руками, и размер не имеет значения, стоит обратить внимание на такие комплекты, как Rotrics DexArm или Dobot Magician. Но пока давайте рассмотрим доступных поставщиков услуг для промышленного оборудования.
Nagami Design
Крупномасштабная роботизированная 3D-печатная мебель от Nagami Design (Источник: Nagami)
Компания Nagami Design из Испании привносит 3D-печать и роботизированное производство в крупномасштабные продукты и объекты с различными возможностями персонализации. Исследования и инновации лежат в основе их продукции, разработанной в сотрудничестве с всемирно известными дизайнерами, которые бросают вызов технологии для создания революционных продуктов.
Совместно с UCL Design Computation Lab Нагами создал стул Voxel-Chair v1.0 из непрерывной линии пластика длиной 2,4 км, которая была расплавлена и затвердела в воздухе, создав новый уровень сложности. Стул Voxel – это первый прототип, созданный с использованием нового программного обеспечения, разработанного специально для роботизированной 3D-печати. Программное обеспечение основано на исследованиях, проведенных Мануэлем Хименесом Гарсиа и Жилем Ретсином в архитектурной школе Бартлетта, в лаборатории Design Computation Lab.
Стул Voxel Chair демонстрирует возможности 3D-печати роботизированных рук (Источник: Nagami)
Branch Technology
Компания Branch Technology имеет около 15 роботов, которые печатают в 3D (Источник: Branch Technology)
Мы уже упоминали Branch Technology в разделе о компании KUKA в связи с их сотрудничеством с ботаническим садом. Но вы тоже можете нанять этих инновационных специалистов по проектированию и производству для своих архитектурных проектов.
Технология C-Fab (Cellular Fabrication) компании Branch Technology создает 3D-печатную полимерную матрицу свободной формы, заполненную композитным материалом, на которую накладываются фасадные панели и соединения. Этот метод использует в 20 раз меньше материала, чем традиционная послойная печать, обеспечивая более высокое соотношение прочности и веса.
В 2019 году Бранч объединился с Университетом Западной Флориды, чтобы создать художественную инсталляцию для его кампуса. Конечным творением стал павильон, напечатанный 3D методом C-Fab, который позволил сделать павильон прочным и легким, обеспечив при этом высокую степень свободы дизайна для его параболических форм.
Aectual
3D-печатный пол из терраццо в аэропорту Схипхол от Aectual (Источник: Aectual)
Голландская дизайнерская компания Aectual создает мебель для интерьера и экстерьера, а также архитектурные элементы. Компания разработала собственную систему 3D-печати XL, используя роботизированный манипулятор ABB и контроллер IRC5, промышленный экструдер и ПЛК Siemens. Пакет 3D-принтеров также доступен для приобретения избранным партнерам.
Aectual может печатать на различных материалах, от бетона до биопластика, терраццо и переработанных отходов пластмасс, таких как упаковка Tetra Pak. Запущенная в 2022 году компания Tetra Pak намерена оснастить все свои офисы 3D-печатной мебелью, изготовленной Aectual из переработанной тары. Компания предлагает крупносерийную печать на своем предприятии в Амстердаме с площадью печати 500 кв. футов.
В январе 2021 года компания Aectual запустила сообщество Aectual Community, которое позволяет участникам получать проекты мебели, напечатанные на заказ. В 2019 году компания сотрудничала с известным испанским архитектором Патрисией Уркуалой, печатая ее проекты напольных покрытий для выставки BMW Welt в Мюнхене в том году.
Серия KSCAN Magic – это революционный прорыв в производительности ручных 3D-сканеров. Его беспрецедентная скорость сканирования, точность, детализация, область сканирования и глубина резкости значительно оптимизируют рабочие процессы трехмерных измерений.
Для получения данных о труднодоступных или сложных поверхностях серия KSCAN Magic может быть оснащена портативной КИМ K-Probe для контактных измерений, позволяющей получать корректные трехмерные данные при сканировании отверстий, плоскостей, кромок и т.д., а также устройством для контроля граней и тонких кромок Edge.
Программное обеспечение ScanViewer позволяет выполнять различные типы измерений, например, измерение труб (модуль Tube), поиск деформаций, и создавать цветовые карты отклонений. 3D-сканер KSCAN предназначен для профессионалов в области обратного проектирования и контроля изделий.
Наши контакты: 8 (495) 108 60 68 <#link#3d@i3d.ru #EMAIL%3Amailto%3A3d%40i3d.ru#>
Контакты подразделения СПИН: +7 499 213-49-20 zakaz@i3d.ru
Стало известно, что Apple Inc.использует технологию 3D-печати металлом от китайских производителей 3D-принтеровFarsoon TechnologiesиBright Laser Technologies (BLT) для производства ключевых компонентов своих новых умных часов.
Недавние сообщения указывают на то, что американский технологический гигант активно внедряет технологию 3D-печати, при этом компания, по слухам, тестирует использование систем binder jet для производства корпусов из нержавеющей стали для своих будущих продуктов Apple Watch.
Более того, во времяконференции Formnext + PM South China 2023китайский производитель 3D-принтеров binder jetEasyMFGпродемонстрировал корпуса умных часов, напечатанные в 3D из нержавеющей стали 316L с использованием технологии струйной печати binder. Это еще раз подчеркивает растущее внедрение 3D-печати металлом для производства умных часов.
Последствия этих разработок могут быть значительными для индустрии 3D-печати, потенциально ускоряя использование аддитивного производства для серийного и массового производства потребительских товаров.
Рис.1. Корпуса умных часов, изготовленные с использованием системы струйной печати EasyMFG binder
3D-печать Apple Watches
Ранее Apple использовала традиционные методы производства для производства своих часов из нержавеющей стали, которые составляют примерно 10% от общего количества единиц линейки продуктов.
Еще в июле 2023 г. аналитикTF International SecuritiesМинг Чи-Куо сообщил, что Apple активно внедряет технологию 3D-печати. В то время Чи-Куо выразил свои ожидания, что некоторые титановые механические детали новых Apple Watch Ultra будут изготовлены с использованиемметаллической 3D-печати. По словам Чи-Куо, 3D-принтеры поставляют Farsoon и BLT, в то время как специалист по промышленным лазерным системампоставляет исключительно лазерные компоненты.
Недавняя публикация Bloomberg подтвердила эти выводы, указав на производство корпусов Apple Watch с использованием технологии 3D-печати на металле. Согласно отчету, для 3D-печати устройств, максимально приближенных к их реальным размерам, используетсяструйная обработка металлического связующего. Детали, печатаются на 3D-принтере из нержавеющей стали, затем фрезеруются на следующем этапе обработки.
Говорят, что Apple разрабатывает эту технологию в течение последних трех лет и тестирует процесс на стальных корпусах, предназначенных для грядущей Apple Watch Series 9. Пока неясно, будут ли первые потребительские поставки новых стальных Apple Watches напечатаны на 3D-принтере, но Apple, как сообщается, планирует применить аддитивное производство для своих часов titanium Ultra watch в 2024 году.
Несмотря на эти изменения, ожидается, что 3D-печать будет использоваться для продуктов меньшего объема в рамках производственного процесса Apple. Действительно, большинство корпусов Apple Watch, а также других устройств, таких как Mac, iPad и некоторые iPhone, сделаны из алюминия. Apple еще предстоит добиться значительных успехов в 3D-печати с использованием алюминия, и ожидается, что она сосредоточит свои усилия на таких материалах, как сталь и титан.
Корпуса умных часов с 3D-печатью EasyMFG
Помимо Apple, технология струйной печати EasyMFG также используется для производства корпусов умных часов.
EasyMFG базируется в Ухане, Китай. Основанная в 2013 году профессором университета, компания запустила свою первую систему струйной печати металлических биндеров в 2018 году. Нынешний 3D-принтер – это система третьего поколения EasyMFG. У компании есть клиенты в Сингапуре, Гонконге, Индии, России и Украине.
Рис. 2. 3D-принтер EasyMFG на выставке Formnext + PM South China 2023
На этой неделе на выставке Formnext South China в Шэньчжэне компания показала корпуса умных часов, произведенные с помощью 3D-печати из нержавеющей стали. Этот процесс струйной обработки металлического связующего требует нескольких этапов: 3D-печати, обезжиривания и спекания в печи. Согласно EasyMFG, детали, напечатанные на 3D-принтере, после спекания подвергаются усадке на 18-20%.
Детали умных часов также могут быть изготовлены из других материалов, включая титан. Другие сплавы, которые можно печатать на 3D-принтере, включают медь и вольфрам.
Рис. 3. Головка клюшки для гольфа, напечатанная в 3D от EasyMFG


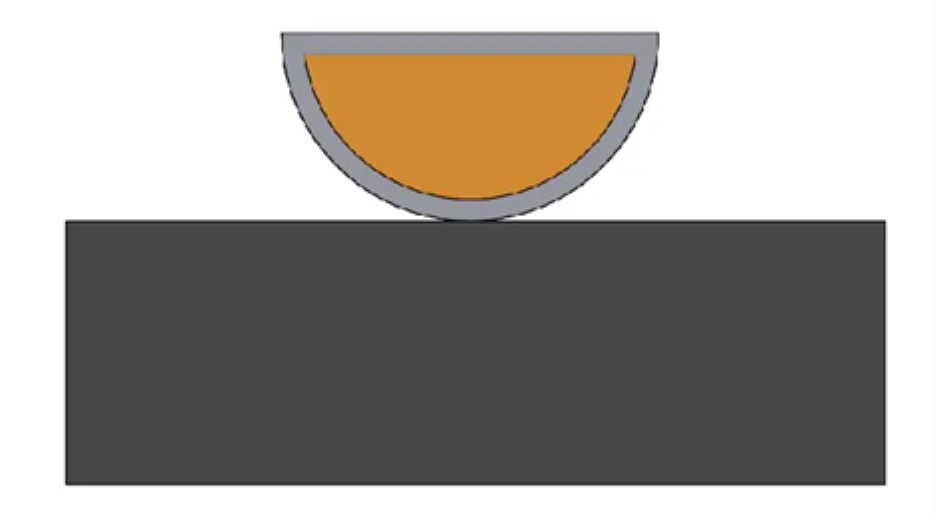
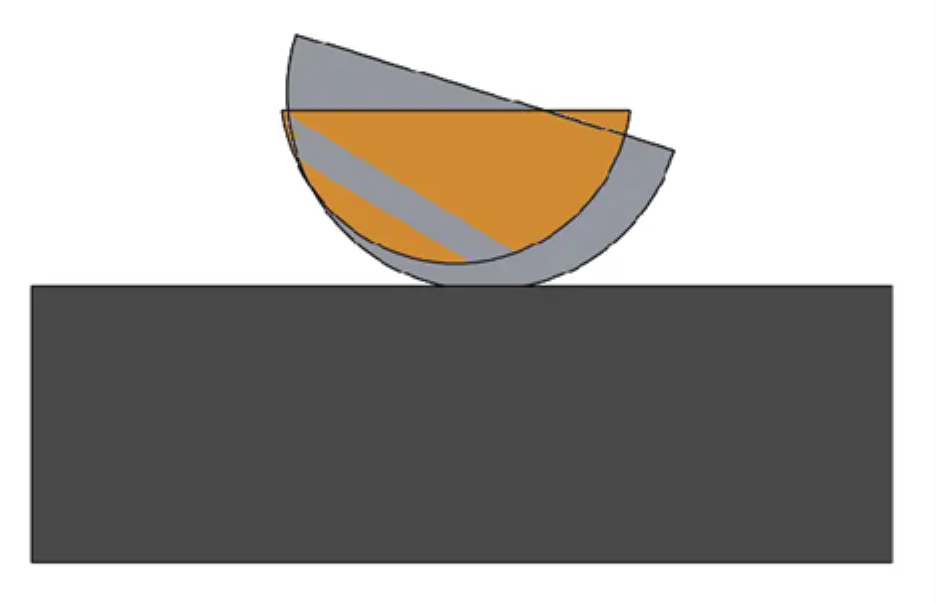 Чтобы избежать этой проблемы, необходимо измерить и скорректировать положение заготовки с учетом CAD-модели. Таким образом, можно соответствующим образом спрограммировать механическую обработку.
Чтобы избежать этой проблемы, необходимо измерить и скорректировать положение заготовки с учетом CAD-модели. Таким образом, можно соответствующим образом спрограммировать механическую обработку.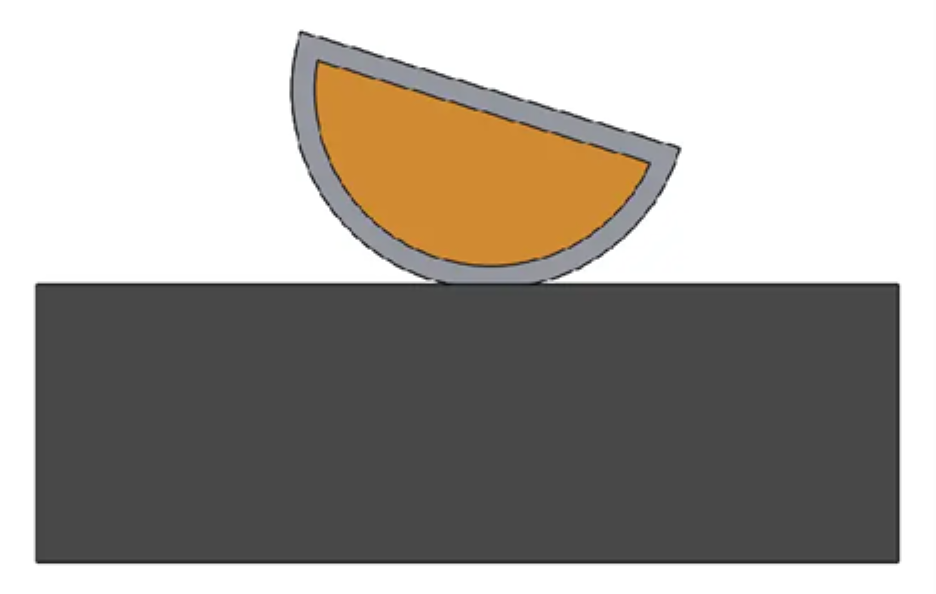

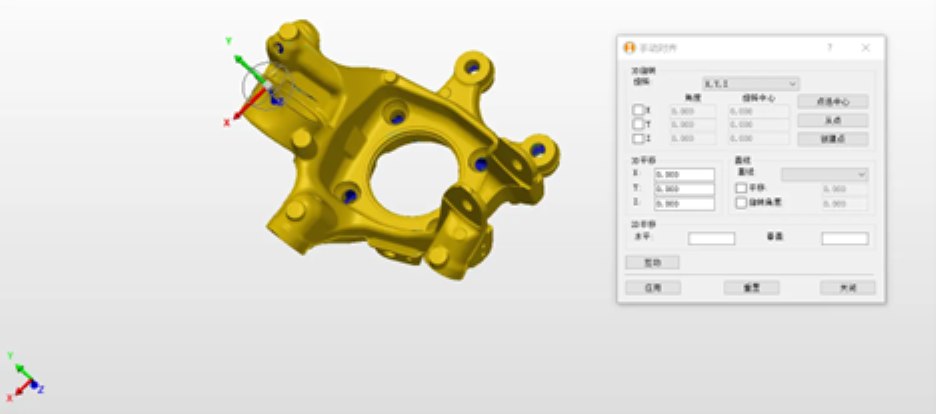
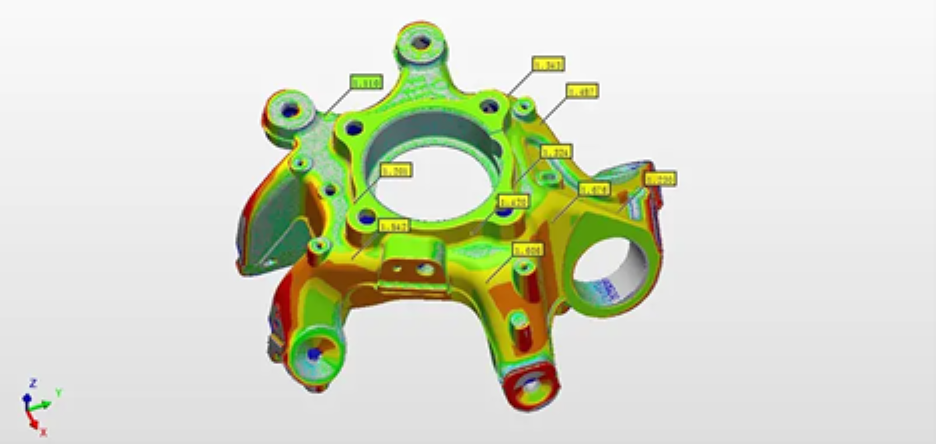

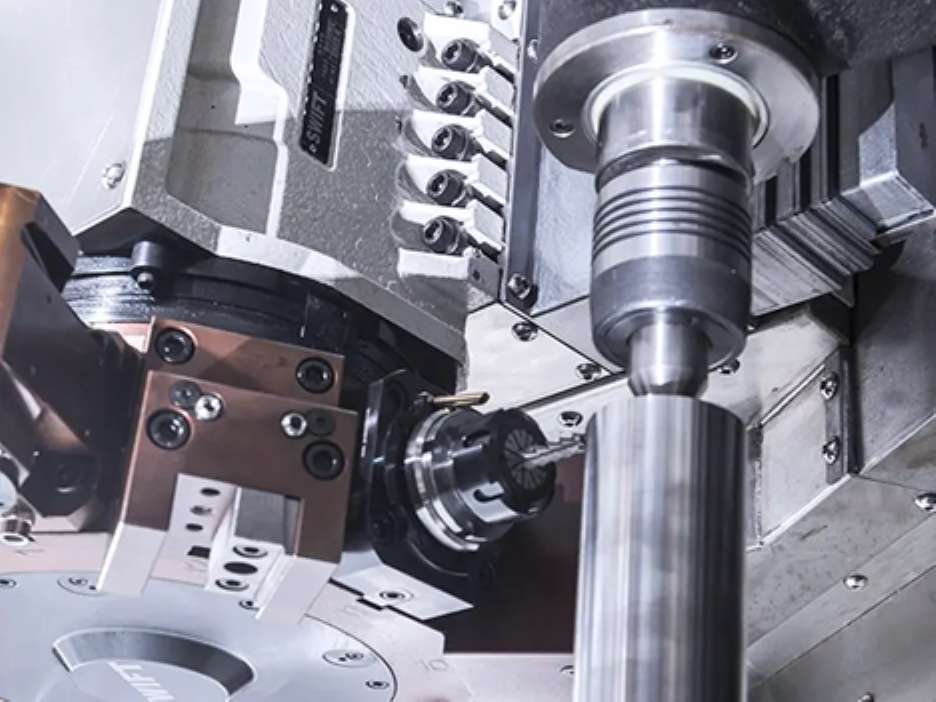
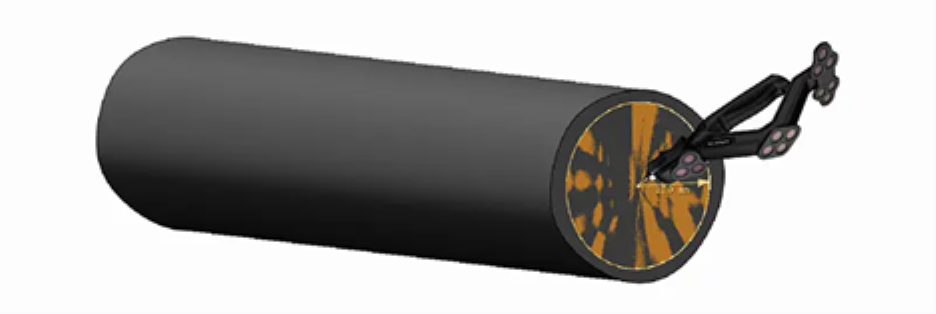


.jpeg")





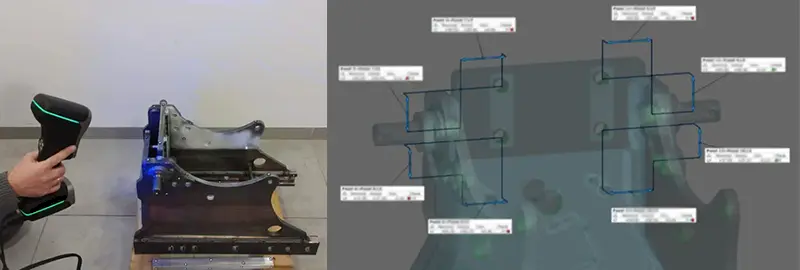





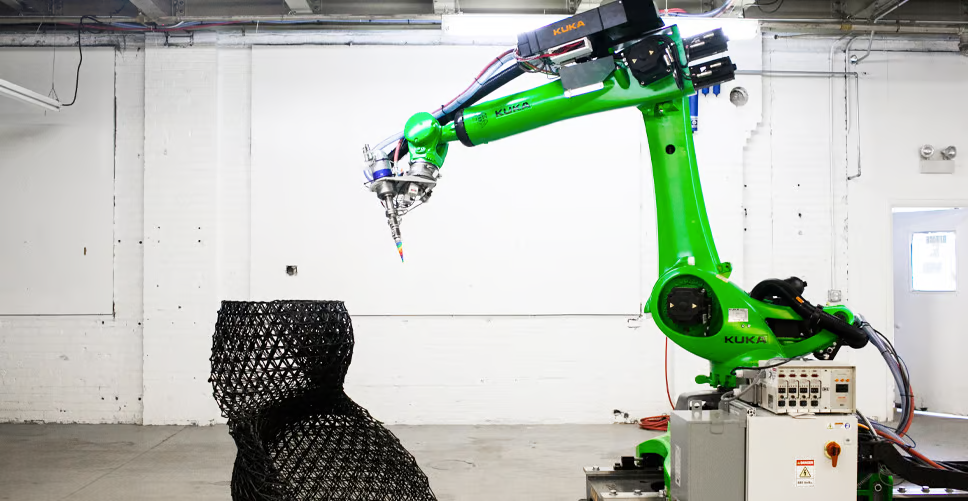
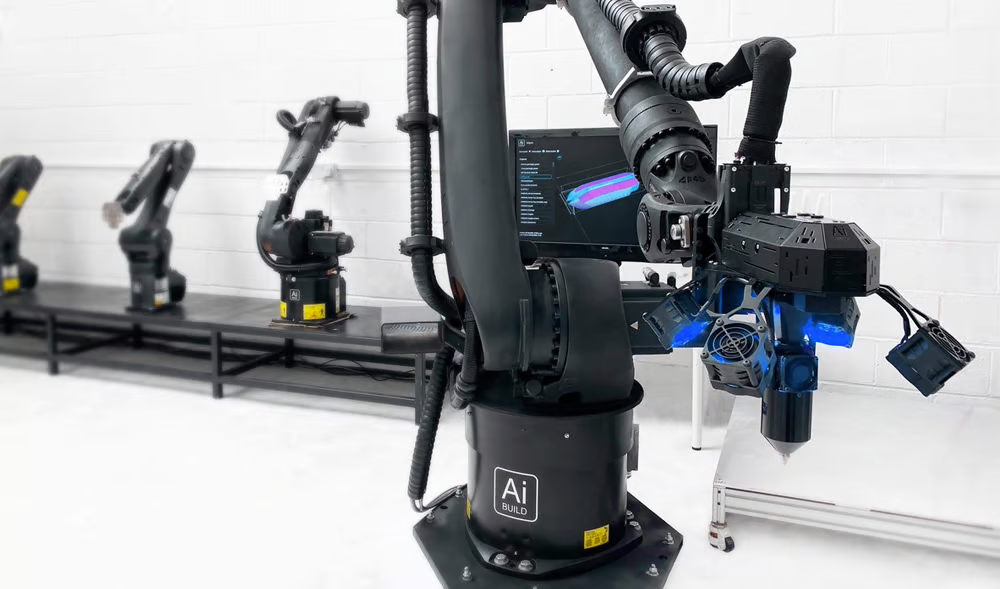
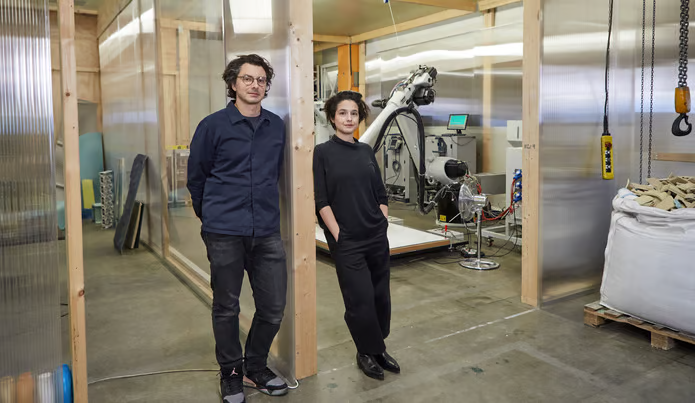
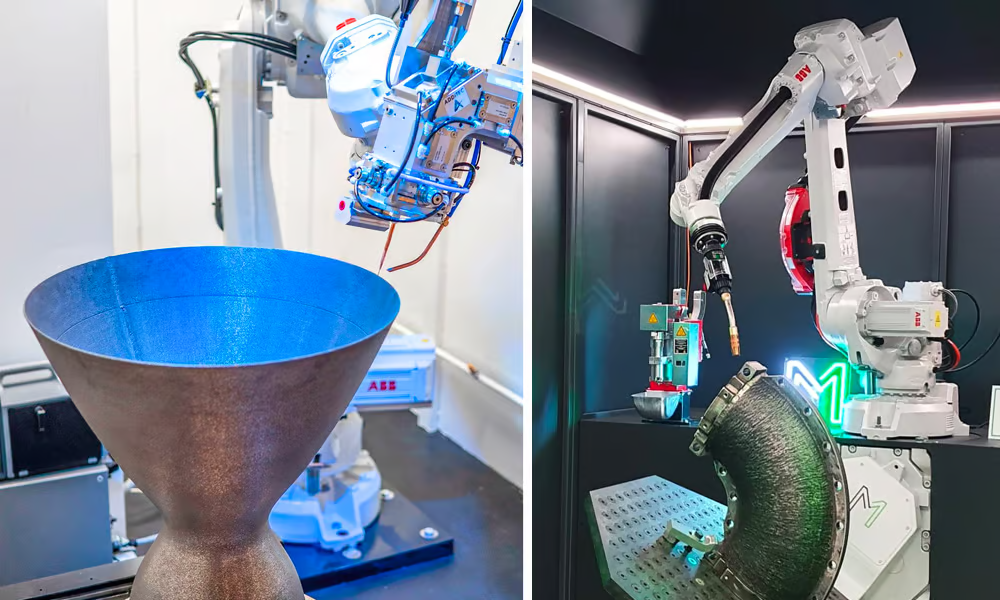
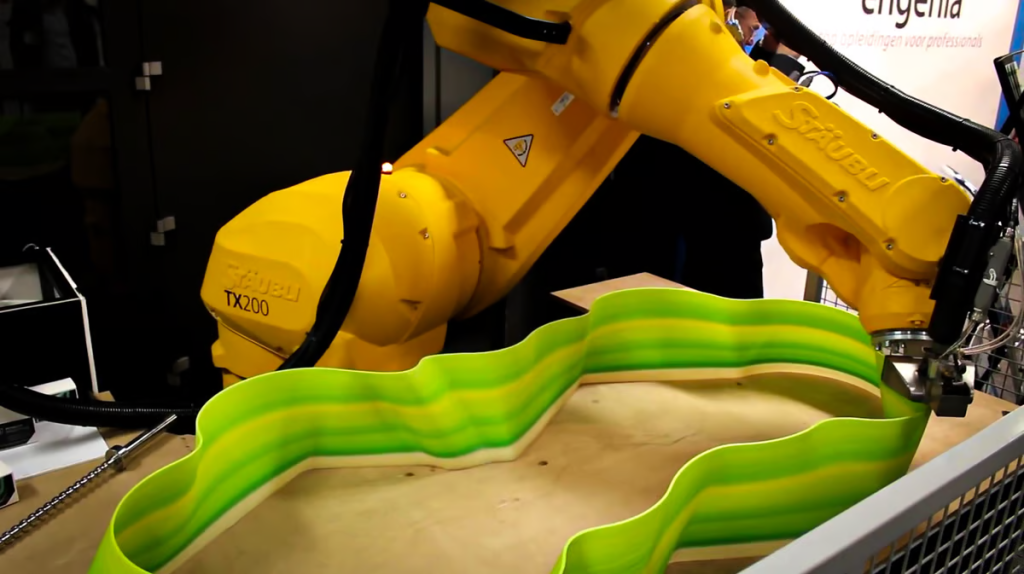




.png")

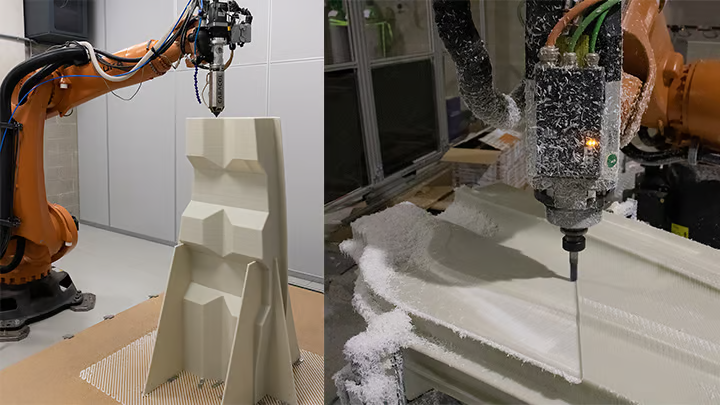


.png")


.jpeg")
.jpeg")
.jpeg")

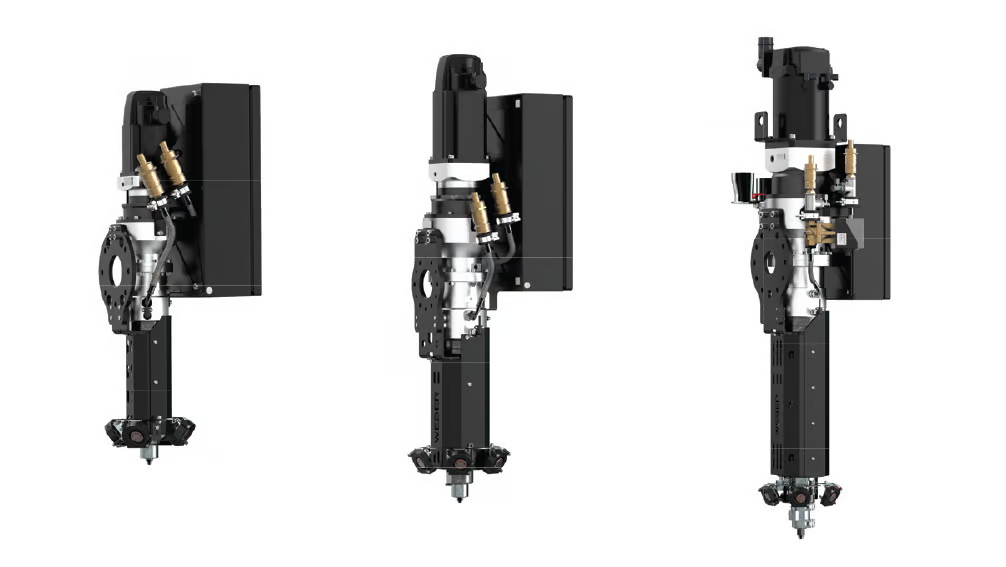
.png")