
По мере того как металлическое аддитивное производство переходит к изготовлению всё более крупных, дорогостоящих и критически нагруженных компонентов, традиционные методы моделирования процессов аддитивного производства сталкиваются с фундаментальными ограничениями масштабируемости. Большинство существующих инструментов ориентированы преимущественно на прогнозирование остаточных напряжений и деформаций, но не обеспечивают практических механизмов оптимизации процесса в условиях промышленного производства.
PanX, разработанный компанией PanOptimization, представляет собой масштабируемый высокоточный конечно-элементный решатель (FEA), предназначенный для процессов порошковой лазерной плавки (PBF-LB) и направленного энерговложения (DED). В отличие от традиционных симуляционных платформ, PanX ориентирован не только на прогнозирование поведения процесса, но и на активную оптимизацию параметров печати, сокращение времени расчёта и компенсацию искажений на этапе подготовки производства.
В данной статье Эрик Денлингер и Пан Михалерис рассматривают технические инновации, лежащие в основе моделирования аддитивного производства следующего поколения, а также анализируют коммерческие последствия внедрения подобных инструментов для повышения производительности, увеличения выхода годной продукции и развития рынка.
Проблема масштабируемости в моделировании металлического аддитивного производства
Компания PanOptimization была основана для удовлетворения потребностей в моделировании в отрасли аддитивного производства. Эти потребности можно сформулировать в виде двух приоритетов.
Во-первых, отрасли нужны инструменты, которые оптимизируют результаты производства, а не просто прогнозируют их.
Во-вторых, ей нужны методы моделирования, которые могут обрабатывать компоненты любого размера и сложности.
В совокупности эти приоритеты отражают, как часто детали, изготовленные методом аддитивного производства, сталкиваются с производственными отказами, вызванными пластической деформацией, металлургическими превращениями и термическими циклами, присущими этому процессу.
К таким отказам относятся любые проблемы, которые препятствуют успешному завершению процесса производства или соответствию спецификациям, такие как деформация, приводящая к деталям, не соответствующим допускам, растрескивание, застревание наполнителя, коробление, чрезмерное окисление поверхности, прилипание порошка, переплавление или образование сквозных отверстий,
отказ болтов или опор и неприемлемые свойства материала. Моделирование в аддитивном производстве (АМ) помогает выявлять и исправлять эти проблемы виртуально, избегая дорогостоящих и трудоемких физических сборок методом проб и ошибок.
Исторически сложилось так, что, несмотря на существование множества коммерческих инструментов для моделирования компонентов, изготовленных методом АМ в масштабе «детали», они были ограничены в отношении типов проблем сборки, которые они могли решать, а также размера и сложности компонентов, которые они могли моделировать, ограничивая их использование в основном прогнозированием деформаций и тенденций остаточных напряжений на деталях малого и среднего размера. Даже для случаев средней сложности моделирование могло занимать недели.
По мере того, как рынок АМ в металлообработке продолжал двигаться в направлении производства крупных и сложных деталей, эти ограничения означали, что многие организации вообще не могли использовать моделирование для серийных деталей.
Эта невозможность применения моделирования была особенно болезненной, учитывая, что по мере увеличения размера и сложности деталей увеличивается и стоимость компонентов, изготовленных методом АМ, а также количество отказов этих компонентов.

Всё это происходило в то время, когда организации начали сталкиваться с растущим давлением, требующим получения дохода от приложений аддитивного производства, а не просто инвестирования в ажиотаж вокруг этой технологии. Это сочетание рыночных факторов привело к увеличению спроса на инструменты, повышающие производительность оборудования за счет сокращения времени сборки и количества отказов деталей.
PanOptimization запустила в коммерческую эксплуатацию PanX, решатель на основе анализа методом конечных элементов (FEA) для моделирования и оптимизации процессов лазерного спекания порошкового слоя (PBF-LB) и направленного энергетического осаждения (DED), с целью извлечения выгоды из этой возможности. Применяя набор новых технологий, PanX позволяет пользователям точно моделировать и оптимизировать все аспекты процесса аддитивного производства, включая даже самые крупные и сложные компоненты.
Пользователи могут оптимизировать параметры лазера пространственно по каждому слою для достижения равномерного качества расплава и свойств материала, или оптимизировать время ожидания, чтобы избежать проблем с перегревом. Высокоточные прогнозы деформации и напряжений позволяют пользователям предварительно деформировать (компенсировать) геометрию детали для достижения жестких допусков, а также прогнозировать растрескивание, застревание при нанесении покрытия и коробление.
PanX работает локально на инженерной рабочей станции и не требует дорогостоящих графических процессоров (GPU). В отличие от инструментов моделирования аддитивного производства предыдущего поколения, которые обычно запускаются экспертами по моделированию и находятся вне рабочего процесса проектирования/подготовки/изготовления, PanX специально разработан для бесшовной интеграции с существующими рабочими процессами пользователей, взаимодействуя напрямую с процессорами изготовления и позволяя легко передавать в решатель информацию, такую как потребляемая энергия, время работы станка и компоновка изделия, а также передавать оптимизированные параметры обратно в процессор изготовления. Короче говоря, решатель направляет пользователей к успешному изготовлению, без экспериментальных проб и ошибок, при этом органично вписываясь в существующие рабочие процессы. PanOptimization называет это моделирование «моделированием аддитивного производства следующего поколения».
В этой статье будут рассмотрены инновации, которые способствовали развитию моделирования аддитивного производства следующего поколения, как они обеспечивают точное и масштабируемое моделирование и оптимизацию, и как они применяются в промышленности сегодня. Это также дает представление о том, куда, вероятно, двинется рынок моделирования аддитивных технологий в будущем.
Прогнозирование поведения при крупномасштабном производстве
За прошедшие годы размеры и сложность деталей, изготовленных методом аддитивного производства, значительно увеличились. В начале 2010-х годов большинство доступных станков имели объемы печати, которые ограничивали высоту детали примерно 250 мм. Сейчас часто встречаются детали высотой более 1 м. AMCM, Nikon SLM Solutions и limlaser предлагают крупноформатные станки, способные изготавливать детали такого размера.
Увеличение размеров и сложности компонентов, изготовленных методом аддитивного производства, представляет собой серьезную проблему для моделей конечно-элементного анализа (FEA), существенно ограничивая внедрение инструментов моделирования в промышленности. Малые размеры элементов (~200 мкм) в сочетании с большими объемами деталей (~1 м³) приводят к созданию огромных моделей FEA и большому количеству уравнений.
Вычислительная производительность (время выполнения и потребление памяти)
инструментов моделирования масштабируется примерно кубически с размером/сложностью детали, это означает, что если моделирование определенной детали
занимает 10 часов, то моделирование другой, вдвое более сложной детали, займет не 20 часов, а 80 часов.
Та же тенденция наблюдается и в отношении потребления оперативной памяти (RAM).
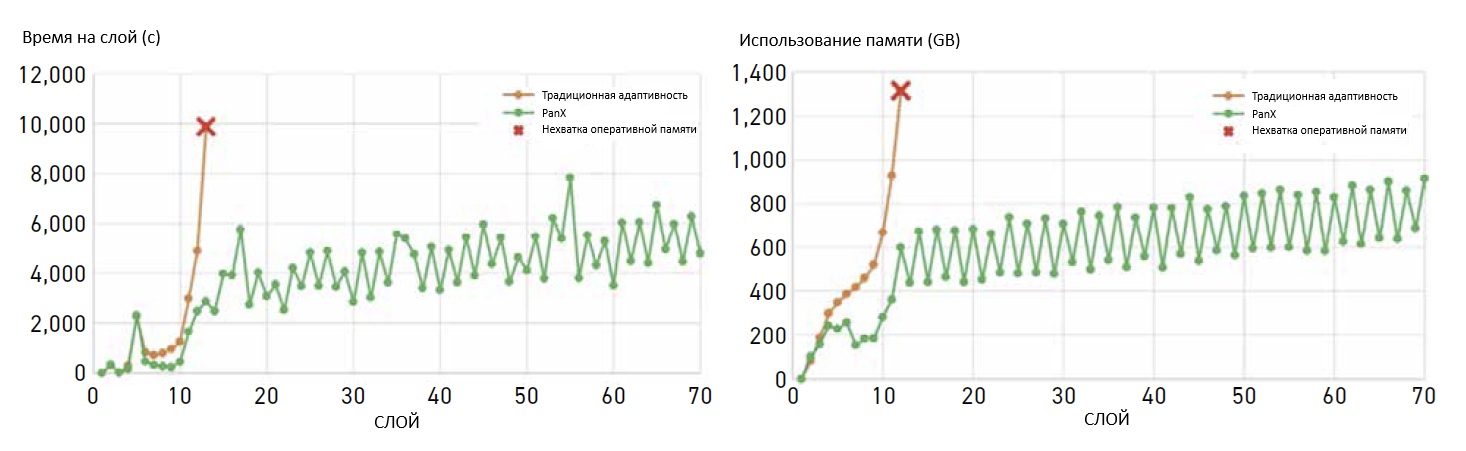
Рис. 2 иллюстрирует эту проблему, показывая, что для традиционных подходов к моделированию (показаны оранжевым цветом), по мере добавления большего количества материала в анализ, время выполнения и потребление памяти растут экспоненциально, при этом ограничивающим фактором является доступная память. Этот экспоненциальный рост делает моделирование большинства современных деталей слишком вычислительно затратным, с использованием типичных стратегий моделирования в масштабе детали.
Для небольших геометрических форм, которые можно моделировать с помощью традиционных методов моделирования, точность модели по-прежнему ограничена. Ошибки прогнозирования возникают по нескольким причинам: моделирование часто выполняется с очень грубыми настройками для решения проблем масштабируемости, модели часто игнорируют тепловой отклик процесса построения или аппроксимируют его лишь приблизительно, и решатели обычно не интегрированы с процессором построения, поэтому они не могут учитывать ключевые детали оборудования, такие как изменяющиеся параметры и время осаждения. Для DED-моделирования предварительные модели в масштабе детали, как правило, неприменимы, поскольку они основаны на предположениях, которые недействительны для реального производственного процесса.
PanX преодолевает эти проблемы, которые мешали моделированию аддитивного производства полностью раскрыть свой потенциал, используя набор новых технологий, основанных на построении сетки методом конечных элементов и моделировании.
Инновации PanOptimization
Новый подход PanOptimization к многосеточному моделированию (MGM), сочетающий в себе передовые методы построения сетки, представляет собой новый подход к решению задач моделирования аддитивного производства, позволяющий получать высокоточные прогнозы для деталей любого размера и сложности. На рис. 2 показана вычислительная производительность MGM (показана зеленым цветом) в сравнении с традиционными подходами FEA при последовательном нанесении слоев на деталь.
Многосеточная модель масштабируется примерно линейно с размером задачи и позволяет избежать экспоненциального вычислительного взрыва, который происходит при использовании других подходов к моделированию. Чем больше модель, тем выгоднее становится многосеточная модель. На рис. 3 показано ускорение MGM по сравнению с традиционным моделированием деталей в масштабе FEA.
Даже для небольшой геометрии MGM обеспечивает почти 10-кратное ускорение производительности. Для геометрических форм среднего размера преимущество возрастает до 100 раз.
Для больших геометрических форм ускорение становится практически неограниченным, поскольку такие формы невозможно решить с помощью традиционных подходов.
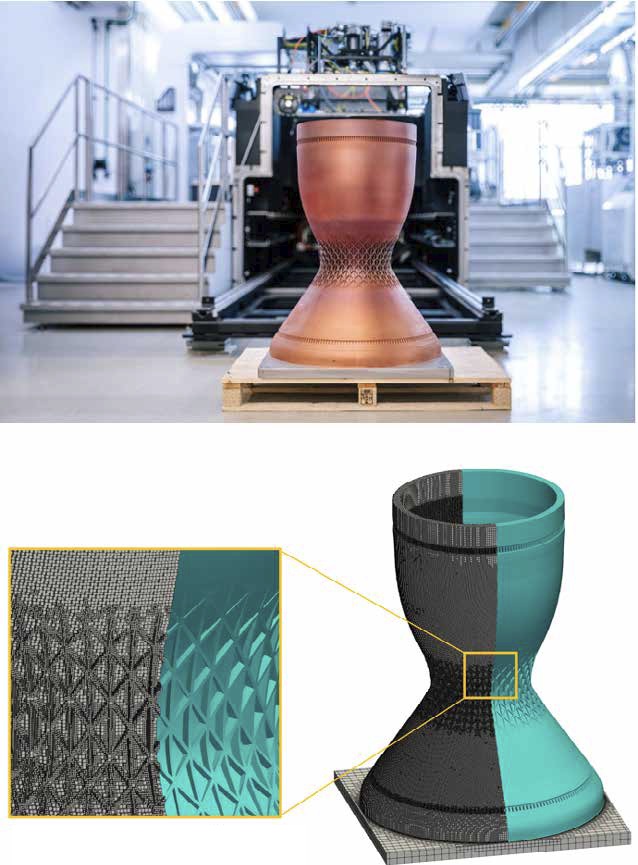
Масштабируемость позволяет моделировать процесс аддитивного производства для геометрических форм любого размера и сложности, при этом сохраняя все геометрические детали, как это продемонстрировано на примере сложной ракетной детали высотой 1200 мм, показанной на рис. 4.
Улучшения масштабируемости в PanX не достигаются за счет точности. На самом деле, подход MGM по своей сути более точен, чем традиционные методы моделирования.
PanX также может вводить фактические параметры станка, временные параметры и граничные условия, что еще больше повышает точность прогнозов.
Эти возможности прогнозирования PanX широко используются для производственных деталей в различных отраслях промышленности, среди популярных приложений – прогнозирование температуры, деформации и остаточных напряжений на деталях, изготовленных методом PBF-LB.
На рис. 5 показано моделирование PanX прогнозирования деформации большого компонента ракеты диаметром 1200 мм в сравнении с экспериментальным результатом, и моделирование очень близко к измерению.
PanX также используется для прогнозирования температуры, деформации и остаточных напряжений на деталях, изготовленных методом электронно-лучевой, лазерной и проволочной DED-печати, а также на наплавке.
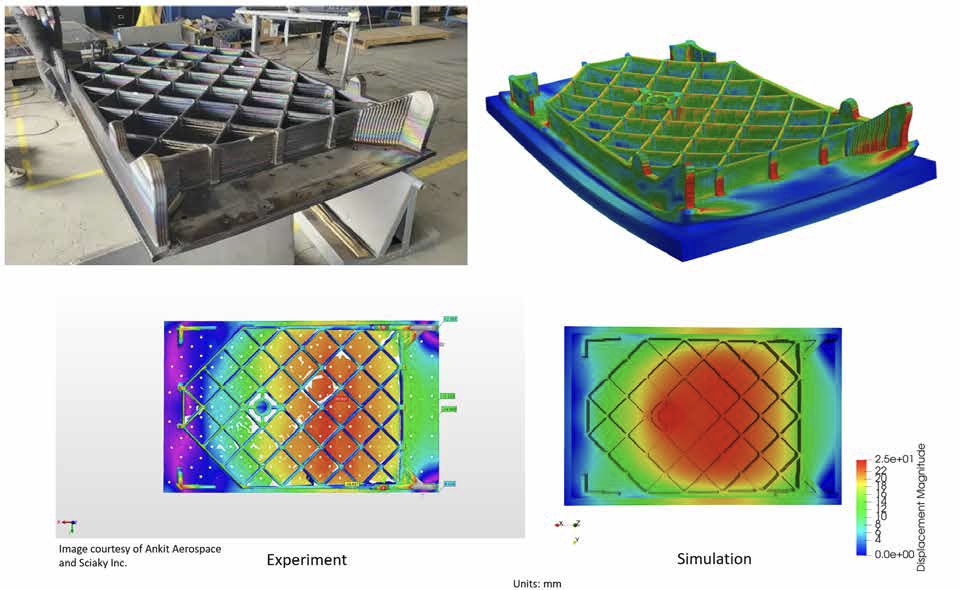
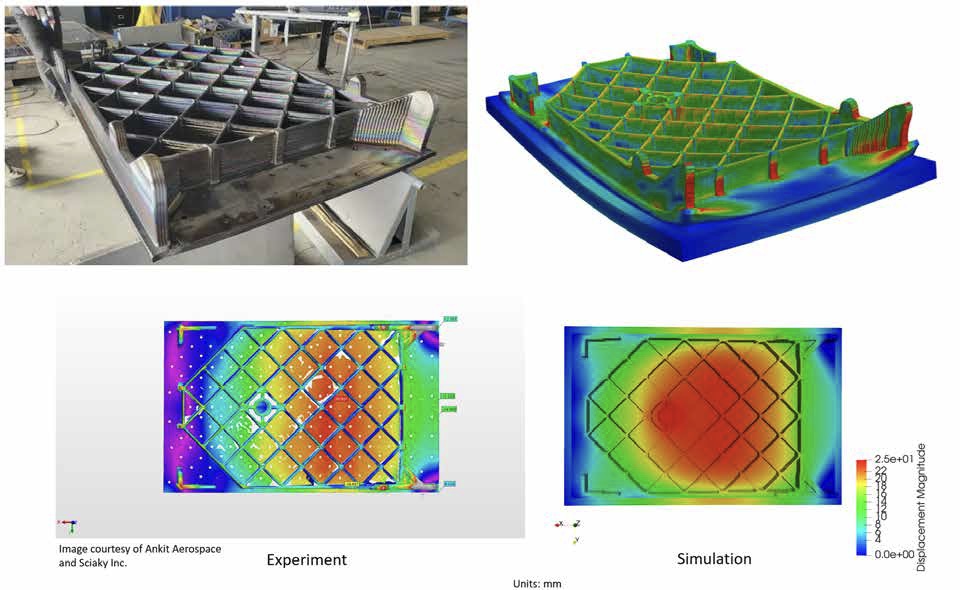
На рис. 6 показано моделирование PanX, сравненное с реальным изготовлением методом аддитивного производства решетчатого ребра длиной 2,65 м, изготовленного на системе Sciaky DED.
Моделирование точно предсказывает деформацию компонента, который согнул стальную деталь толщиной 4 дюйма примерно на 1 дюйм во время изготовления.
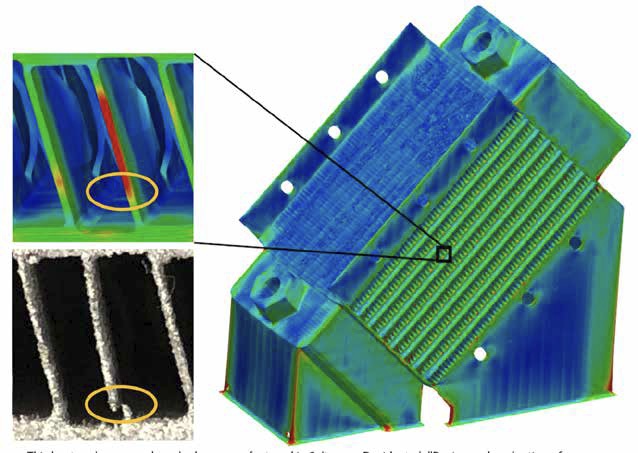
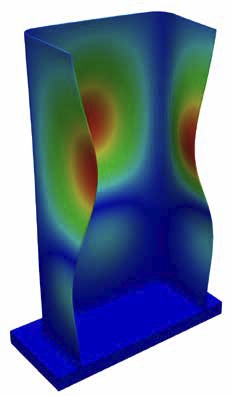
Другие распространенные области применения включают линии усадки или линии сборки, на рис. 7 показана прогнозируемая линия усадки по сравнению с экспериментальной сборкой большого теплообменника, прогнозирование трещин, как показано на рис. 8 на теплообменнике из AlSi10Mg по сравнению с изготовленной методом аддитивного производства деталью, и деформацию, при этом на рис. 9 представлено прогнозирование деформации PanX на тонкостенной конструкции. Помимо этого, PanX используется для прогнозирования других распространенных проблем, таких как поломка болтов или опор, застревание наполнителя и перегрев.
Каждая из показанных на рис. 5-8 деталей имеет такие размеры и сложность, что делает невозможным моделирование с использованием любого другого продукта, представленного на рынке.
Оптимизация с опережающим управлением для серийного производства
Область оптимизации аддитивного производства в значительной степени не изучена, особенно за пределами исследований и в производственных условиях.
Исторически это было связано с отсутствием на рынке возможностей прогнозного моделирования для имитации таких компонентов. Без масштабируемого и точного моделирования задачи оптимизации производства практически невозможно решить.
Теперь, когда PanX решила проблему опережающего (прогнозирующего) управления, связанную с производственным процессом, масштабируемым образом, становится возможным решить обратную (оптимизирующую) задачу.
Поэтому PanX предлагает ряд модулей оптимизации, цель которых — интеллектуально оптимизировать входные параметры производственного процесса для достижения успешного изготовления и получения приемлемого конечного компонента. Эти оптимизации включают настройку параметров процесса станка, таких как мощность, и скорость сканирования для достижения равномерного качества расплава и свойств материала, оптимизацию времени выдержки для предотвращения проблем, связанных с перегревом, таких как окисление, и прилипание порошка, применение геометрической компенсации для уменьшения деформации и соответствия размерным допускам, а также выполнение топологической оптимизации геометрии или поддержек для обеспечения технологичности изготовления.
Конкретный тип оптимизации, представляющий интерес, будет варьироваться в зависимости от применения и ограничений конкретного заказчика. Например, часто встречаются случаи использования, когда не допускается изменение номинальных параметров станка или топологии детали. Эти ограничения приведут к тому, что конечный пользователь, скорее всего, предпочтет управлять термическим откликом изделия путем добавления времени ожидания и управлять деформацией путем применения предварительной деформации (компенсации), а не использовать оптимизацию параметров или топологическую оптимизацию.
Отрасли
Отрасли, с которыми работает PanOptimization (в основном аэрокосмическая и
оборонная), также обычно требуют, чтобы условия процесса аддитивного производства были заранее известны и «фиксированы».
Это означает, что компания видит спрос на оптимизацию с «прямой связью», основанную на прогнозах моделирования, а не на оптимизацию с «обратной связью», основанную на измерениях на месте.
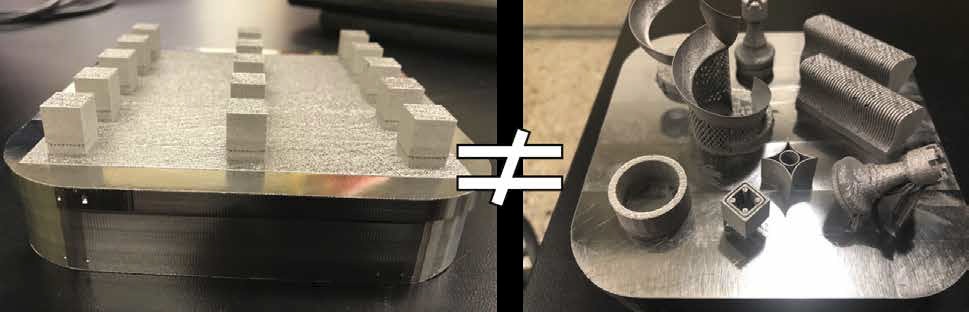
«Оптимизация параметров с опережением включает в себя пространственную модуляцию плотности энергии по каждому слою построения для достижения равномерных характеристик плавления и свойств материала. Необходимость такой оптимизации обусловлена тем, что во многих процессах построения возникают проблемы, связанные с переплавлением…»
Оптимизация параметров. Оптимизация параметров с опережением включает в себя пространственную модуляцию плотности энергии по каждому слою построения для достижения равномерных характеристик расплава и свойств материала. Необходимость такой оптимизации обусловлена тем, что во многих процессах построения возникают проблемы, связанные с переплавлением, например, образование сквозных отверстий, ухудшение свойств материала и т. д. Эти проблемы вызваны тем, что номинальные параметры машины устанавливаются путем характеризации простых тестовых геометрических форм, которые будут иметь значительно отличающуюся термическую историю от реальных построений, концепция, проиллюстрированная на рис. 10.
В идеале эти параметры станка следовало бы корректировать в зависимости от температуры материала, который будет подвергаться лазерной обработке. Например, если нанесение производится на материал комнатной температуры, следует применять номинальные параметры станка.
Однако, если температура материала значительно повышена, плотность энергии следует уменьшить, чтобы добиться равномерного плавления.
Возможности PanX
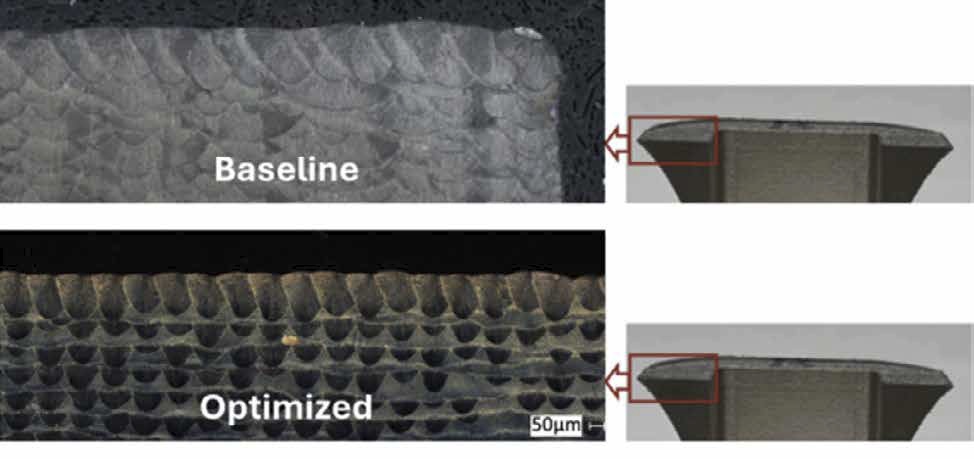
Способность PanX точно прогнозировать температуры межслойного пространства, а также возможность тесной интеграции с процессорами построения, делает его идеальным для подобной оптимизации параметров с опережающей обратной связью. PanX способен вводить параметры процесса станка пространственно по всей области построения, моделировать тепловой отклик, выбирать оптимальные параметры, автоматически обновлять параметры в моделировании и затем передавать параметры обратно в процессор построения. На рис. 11 показано, что даже при обработке областей детали, которые могут быть очень горячими, оптимизированные мощности лазера приводят к равномерным характеристикам плавления по сравнению с перегретым базовым случаем. Этот тип оптимизации может значительно повысить стабильность процесса; однако он не решит всех проблем, связанных с перегревом детали, поскольку все еще необходимо ввести достаточно энергии для расплавления материала.
Температурный контроль
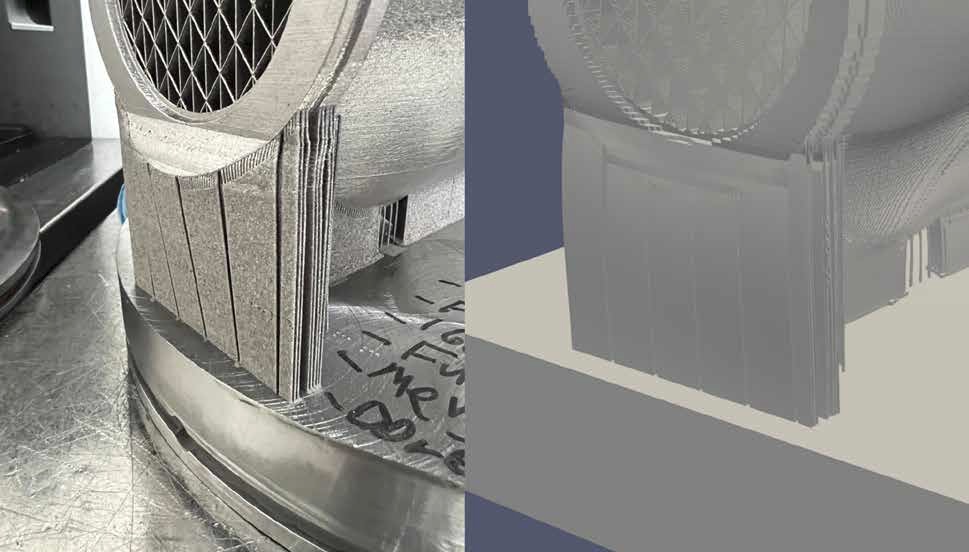
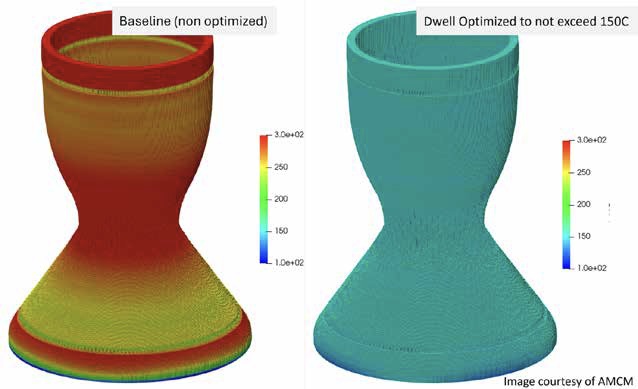
Контроль температуры между слоями Оптимизация времени выдержки включает в себя вычисление необходимого времени ожидания между каждым слоем для достижения целевой температуры между слоями, приемлемой для нанесения покрытия сверху. PanX способен вычислять эти времена ожидания, при условии, что он может точно вычислять температуры между слоями. Оптимизация времени выдержки является широко используемым инструментом, несмотря на очевидный недостаток, заключающийся в том, что она увеличивает время изготовления, поскольку параметры процесса и геометрия часто фиксированы. Даже если пользователь может изменить параметры процесса или геометрию детали, он все равно может столкнуться с проблемами перегрева и необходимостью добавить время выдержки. Рис. 12 иллюстрирует концепцию компонента AMCM высотой 1,2 м. При температурах выше 150 °C материал испытывает проблемы с поверхностным окислением и прилипанием порошка, что может привести к закупорке внутренних каналов. PanX может выполнить термический анализ и рассчитать необходимое время ожидания примерно за 1 час вычислительных затрат, что приводит к успешному изготовлению детали методом аддитивного производства.
Компенсация искажений геометрии
Компенсация искажений включает в себя смещение геометрии заготовки таким образом, чтобы при искажении она искажалась до желаемой формы и в пределах допусков номинальной целевой геометрии. Искажения обычно определяются экспериментально или численно (с помощью МКЭ), при этом оба варианта предлагают преимущества и потенциальные ограничения. Когда искажения определяются экспериментально, существует высокая степень уверенности (в зависимости от величины погрешности измерения) в том, что искажения, используемые для компенсации, будут точными. Однако для определения искажения требуется дорогостоящее экспериментальное изготовление компонента, и данные измерений будут доступны только на внешних поверхностях детали. При выполнении компенсации искажений с использованием смоделированных искажений данные будут доступны для любой детали, включенной в модель; однако результат компенсации может быть настолько же хорош, насколько хорош результат моделирования. Это особенно проблематично для компонентов, имеющих жесткие допуски.
Возможность PanX вычислять высокоточные прогнозы искажений делает его хорошо подходящим для использования в рабочих процессах компенсации.
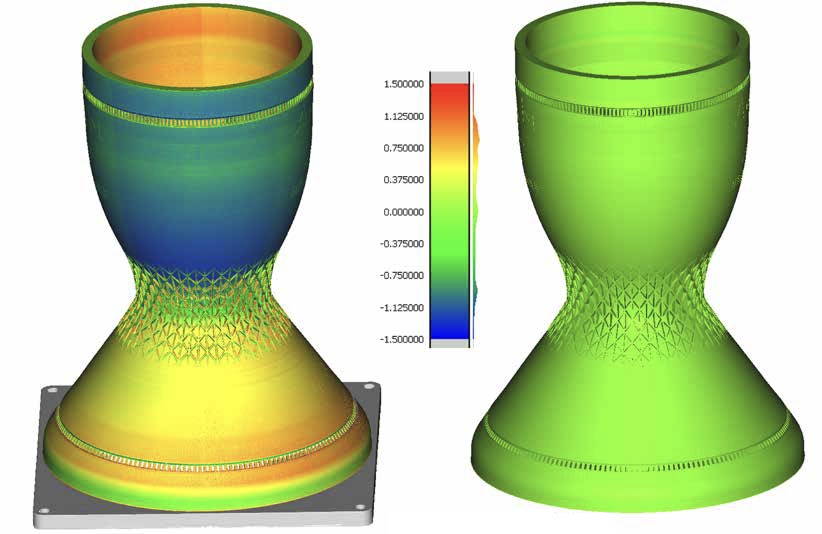
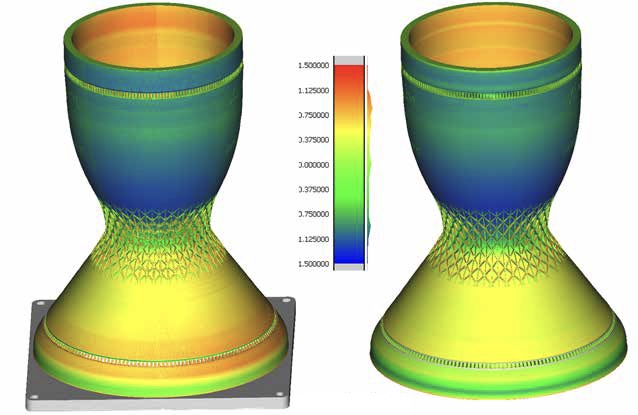
На рис. 13 показана концепция компенсации искажений на большой геометрии высотой 1200 мм путем сравнения искаженного результата некомпенсированной модели с результатом моделирования компенсированной модели. На момент публикации компенсированная модель еще не была изготовлена; следовательно, данные сканирования отсутствуют. Рисунок служит только для иллюстрации концепции компенсации искажений. Учитывая, что основной задачей компенсации искажений на основе моделирования является вычисление точных искажений (как показано на рис. 5), ожидается, что компенсация будет весьма успешной.
Хотя на рынке существует множество инструментов для компенсации искажений, размер и сложность этого примера таковы, что его можно моделировать только с помощью PanX.
Перспективы развития: оптимизация на основе чувствительности и суррогаты ИИ
Возможности моделирования PanX достигли значительного коммерческого успеха, обеспечивая моделирование и оптимизацию, которые повышают производительность производства.
В то время как до появления PanX моделирование больших и сложных компонентов было невозможно, сейчас эти типы компонентов являются наиболее часто моделируемыми.
Помимо коммерчески доступных возможностей для оптимизации процесса аддитивного производства, будущее оптимизации аддитивного производства в PanX движется в сторону геометрической оптимизации на основе чувствительности, которую можно рассматривать как топологическую оптимизацию для процесса построения.
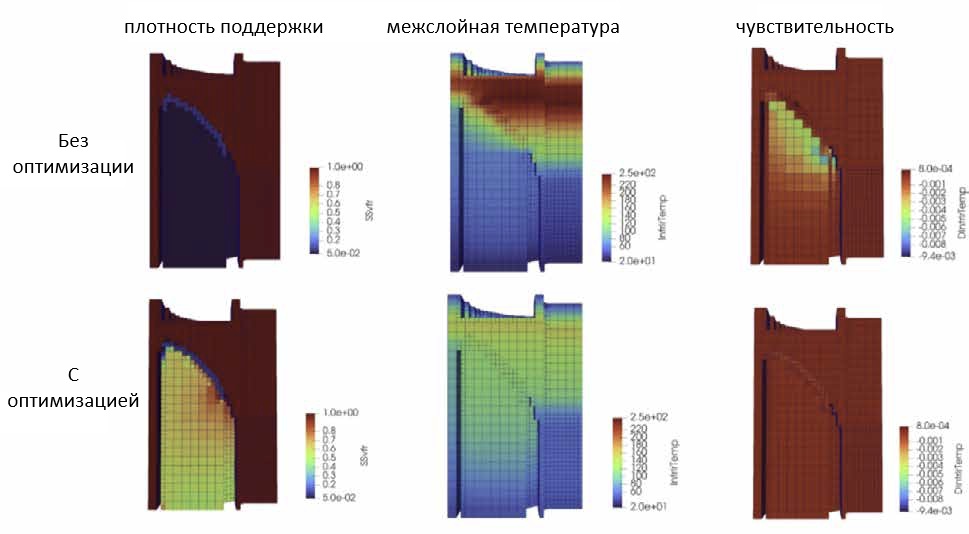
На рис. 14 показан пример со следующей постановкой задачи: минимизировать объем опоры, поддерживая при этом заданную температуру межслойного соединения. Плотность каждого элемента в объеме опоры является переменной проектирования. Решатель итеративно сходится к решению. Это всего лишь пример. Любой выход модели может выступать в качестве ограничения, а любой вход может быть оптимизирован. Оптимизатор может изменять либо материал опоры, либо саму геометрию.
Этот тип оптимизации привлекателен, поскольку он может привести к неочевидным конструкциям, обеспечивающим технологичность без необходимости дополнительного времени на изготовление.
Оптимизированная геометрия может быть объединена с такими функциями, как оптимизация параметров процесса и компенсация искажений, что приводит к полностью оптимизированным конечным компонентам.
Бета-версия этой возможности уже существует в PanX. Машинное обучение и искусственный интеллект также остаются популярными темами обсуждения в отрасли, касающимися потенциальных будущих направлений моделирования и оптимизации.
Основная идея
В целом, идея заключается в том, что модели МКЭ, такие как PanX, можно использовать для обучения аппроксимирующих моделей, при этом полностью обученная аппроксимирующая модель в конечном итоге полностью заменит модель МКЭ в рабочем процессе, что позволит значительно ускорить вычисления. Сложность реализации этой идеи заключается в том, что природа термомеханической задачи сильно зависит от геометрии и граничных условий, а это проектные пространства, для которых нет очевидного способа параметризации.
По сути, потребуется обширное обучение модели ИИ, и полученные результаты будут применимы только к той геометрии или классу геометрии, на которых была обучена модель аддитивного производства. Обобщаемое, коммерчески успешное решение на основе ИИ, вероятно, останется целью на далекое будущее.
Заключение
Многосеточный подход к моделированию PanX — это технологический прорыв, знаменующий начало моделирования аддитивного производства следующего поколения и позиционирующий PanX как единственный на рынке решатель FEA, способный моделировать крупномасштабное производство компонентов, изготовленных методом аддитивного производства. Помимо быстрого прогнозирования температуры, деформации и остаточных напряжений для деталей, изготовленных методами PBF-LB и DED, PanX позволяет оптимизировать все аспекты производственного процесса, включая геометрию, параметры процесса и время выполнения процесса. PanOptimization продолжает расширять возможности PanX, добавляя новые функции моделирования и оптимизации для обеспечения надежного изготовления и более эффективного производства.
Авторы
Эрик Денлингер Соучредитель (операционный директор, главный инженер) erik.denlinger@panoptimization.com Пан Михалерис Соучредитель (генеральный директор, технический директор) PanOptimization Стейт-Колледж Пенсильвания, 16803 www.panoptimization.com.




