

По мере того, как производители стремятся к повышению производительности аддитивного производства (АП), ограничения традиционных методов удаления поддержек становятся всё более очевидными. Ручные методы не могут надёжно обеспечить требуемые показатели безопасности, воспроизводимости и себестоимости в промышленном лазерном порошковом наплавлении в слое (PBF-LB). Система SupportBlaster 320-HA компании toolcraft предлагает полуавтоматическую альтернативу — использование гранул сухого льда для контролируемого отделения поддержек. В данной статье Джозеф Коуэн рассматривает разработку технологии, лежащую в её основе физику процесса и экспериментальные данные, подчёркивая её значимость для масштабирования металлического АП.
Металлическое аддитивное производство прошло долгий путь. Кто-то скажет, что прогресс был значительным и быстрым. Другие могут утверждать, что развитие шло недостаточно быстро. Прогулка по выставочным залам АП-мероприятия не перестаёт впечатлять даже опытных профессионалов отрасли. Всегда появляется что-то новое — возможно, не революционное, но отражающее стабильное поступательное развитие. Прогресс — сложное понятие для измерения в лучшем случае. Прогресс в производстве лучше всего оценивать комплексно, наблюдая за всеми этапами конкретного процесса.
Большинство производственных процессов представляют собой зачастую сложную последовательность этапов технологической цепочки, завершающихся конечным продуктом. Зрелость или надёжность новой производственной технологии во многих случаях будет оцениваться по её слабейшему звену. Безусловно, когда процесс зависит от слабого или дорогостоящего звена, общие затраты и простота внедрения ослабляют его шансы на рассмотрение в качестве кандидата для производства данного изделия. Это, в свою очередь, возлагает повышенные требования к жизнеспособности на другие преимущества процесса, такие как, в случае АП, сложность конструкции, свобода проектирования и облегчение деталей.
Поддержки — необходимая часть процесса лазерного порошкового наплавления в слое (PBF-LB); некоторые могут сказать — неизбежное зло, и не без оснований. Подробный обзор многих проблем и факторов, связанных с использованием поддержек, был опубликован в осеннем выпуске Metal AM за 2021 год [1]. Поддержки выполняют ряд функций — больше, чем представляют себе многие пользователи. Фиксация деталей на месте — очевидная основная задача. Кроме того, поддержки противодействуют давлению отдачи, гравитации и силам консолидации. Они даже влияют на микроструктуру и отводят электрический ток.
«Из всех этапов технологической цепочки PBF-LB проблема удаления поддержек является наиболее острой, наиболее неприятной и, как правило, самой дорогостоящей задачей, с которой приходится сталкиваться большинству пользователей.»
Из всех этапов технологической цепочки PBF-LB проблема удаления поддержек является наиболее острой, наиболее неприятной и, как правило, самой дорогостоящей задачей, с которой приходится сталкиваться многие, если не большинство, пользователей. Это существенный фактор, затрудняющий внедрение PBF-LB — наиболее широко используемого процесса металлического АП.
Автоматизация технологической цепочки PBF-LB, тем не менее, добилась прогресса в последние годы. Автоматизированные системы могут выгружать построение, переносить рабочий бокс на станцию охлаждения и даже перемещать платформу построения в станцию удаления порошка. Продвинутые автоматизированные системы удаления порошка способны извлечь захваченный порошок до последней частицы.
Несмотря на этот прогресс, удаление поддержек оставалось постоянной проблемой. Впечатляющие достижения в автоматизации аддитивного производства подчёркивают контраст между высокотехнологичными цифровыми производственными процессами, которые на одном из последующих этапов сводятся к низкотехнологичной ручной практике — рабочие скалывают поддержки молотком и зубилом. В этой задаче, напоминающей ранние эпохи истории производства, критический путь определяется ручной ловкостью или настроением рабочего, выполняющего данную операцию в конкретный день. Процесс зависит от оператора и непоследователен — непредсказуемость, которая доводит производственных инженеров до отчаяния.
Современные подходы к удалению поддержек
На сегодняшний день существует несколько подходов к минимизации проблемы удаления опорных структур.
Проектирование для АП: сокращение, но не устранение поддержек
Продуманный дизайн, а также позиционирование и ориентация деталей потенциально могут уменьшить потребность в опорных структурах. Проектировщики могут заранее предусмотреть использование элементов самой детали вместо съёмных поддержек для фиксации элемента. В качестве альтернативы добавление элементов к детали может служить интегральной опорой, не требующей удаления.
Во многих, если не в большинстве, случаев проектирование не может полностью устранить проблему; в лучшем случае оно способно смягчить её до определённой степени. Детали обошлись бы дороже при проектировании инженерами с соответствующими навыками и глубокими знаниями АП для создания конструкции с минимальными поддержками. Интегрально спроектированные поддержки также могут увеличить стоимость и вес детали.

Рис. 2. Зажим детали в установке SupportBlaster 320-HA (Предоставлено toolcraft)
«Безопорные» машины и стратегии параметров процесса
Ряд производителей PBF-LB-оборудования заявляют о возможности снижения потребности в поддержках. Компания Velo3D продвигала сокращение поддержек как ключевое преимущество и отличительную особенность своих машин. EOS и несколько других поставщиков PBF-LB-оборудования представили подходы, направленные на уменьшение или, в ряде случаев, устранение поддержек. На практике эти системы могут значительно сократить объём поддержек, однако большинство приложений по-прежнему требуют некоторого ручного удаления.
Предложения производителей оборудования, обещающих решение проблемы, не устраняют необходимости частичного удаления поддержек иным методом. Более того, это не является универсальным решением, предлагаемым всеми поставщиками машин.
Химическое утоньшение и удаление остатков поддержек
Данное решение использует химические реагенты для растворения опорных структур. Химическое удаление в PBF-LB, как правило, применимо лишь для утоньшения, эрозии или удаления остатков поддержек, но не для полного растворения массивных конструкций. Поэтому данная группа решений лучше всего подходит для сглаживания шероховатых участков, включая точки крепления поддержек к деталям. Химические процессы могут быть полезны для обработки внутренних каналов и сложных геометрий.
Химическое удаление поддержек является дорогостоящим и не представляет собой полного решения для всех задач удаления поддержек. Химические реагенты также могут вызвать нежелательные эффекты на металлической детали, создавая проблемы экологического характера и охраны труда.
Механическое удаление поддержек и обработка на станках с ЧПУ
«Механическое удаление поддержек в металлическом PBF-LB — это процесс физического удаления поддержек с помощью инструментов, зубил, шлифовальных машин и фрезерных станков с ЧПУ. Они варьируются от полностью ручных до полуавтоматических процессов.»
Механическое удаление поддержек в металлическом PBF-LB — это процесс физического удаления поддержек с помощью инструментов, зубил, шлифовальных машин и фрезерных станков с ЧПУ (CNC). Методы варьируются от полностью ручных до полуавтоматических процессов. Эти решения могут подходить для крупных, менее сложных деталей, а в случае фрезерования — обеспечивать высокое качество обработанных поверхностей, что делает их пригодными для точного структурного сопряжения металлических деталей с другими обработанными элементами. Фрезерование является подходящим решением, но только для определённых деталей. Учитывая, что в любом случае некоторые АП-детали требуют фрезерования для финишной обработки с целью достижения необходимых допусков или качества поверхности, нетрудно представить использование фрезерной технологии, включая установленные на роботах вращающиеся инструменты, для улучшения качества поверхности и допусков сопряжения при одновременном удалении поддержек.
Однако это ограничено областями, доступными инструменту, и плохо справляется с внутренними или сложными геометриями. Обработка на ЧПУ может деформировать тонкостенные детали из-за сил резания. Она также требует оснастки, программирования и значительных трудозатрат и не является универсальным решением. Ручное механическое удаление поддержек несёт риск повреждения детали при соскальзывании инструмента или неточном ударе зубилом.
Каким должна быть идеальная система удаления поддержек
Обобщая все существующие методы и учитывая недостатки каждого из них, можно составить представление о том, как выглядела бы идеальная автоматизированная система удаления поддержек. После максимального использования возможностей сокращения опорных структур посредством правил проектирования пользователю металлического АП потребуется контролируемый, предсказуемый и воспроизводимый процесс. Он должен быть как минимум полуавтоматическим с самого начала, с чётким путём к более высокому уровню автоматизации со временем. Процесс также должен минимизировать случайное повреждение годных деталей, тем самым максимизируя общий выход АП. Параллельно он должен избегать агрессивных, экологически вредных химикатов, которые могут повлиять на свойства материала и увеличить затраты на утилизацию отходов или профессиональные риски для операторов. Наконец, необходимо обеспечить низкие затраты на подготовку каждой детали, в том числе за счёт снижения требований к высокоточной оснастке и обширному программированию.
Новый подход: SupportBlaster 320-HA компании toolcraft
Хорошая новость заключается в том, что на рынок может выходить решение, соответствующее всем или большинству перечисленных требований. Учитывая дефицит решений, это потенциально очень хорошая новость для индустриализации АП.
В январе 2025 года немецкая компания toolcraft представила SupportBlaster 320-HA — полуавтоматическую систему для удаления опорных структур методом очистки сухим льдом. Инновационный рабочий принцип использует разогнанные гранулы сухого льда для ослабления опорных структур непосредственно в точке соединения, что значительно сокращает время механической обработки. Первая коммерческая установка направляется на монтаж в начале следующего года к немецкому автомобильному OEM-производителю.
Поскольку toolcraft — известный производитель деталей для ведущих мировых OEM — не является традиционным производителем серийного оборудования (хотя и разрабатывает специализированные системы для определённых приложений), стоит описать компанию, её корни и то, как она пришла к разработке системы, способной стать важным шагом вперёд в индустриализации АП в целом.

Рис. 3. Машины PBF-LB и DED в центре АП компании toolcraft (Предоставлено toolcraft)

Рис. 4. Штаб-квартира и основная производственная площадка toolcraft AG в Георгенсгмюнде, Германия (Предоставлено toolcraft)
Компания toolcraft AG была основана в 1989 году в Георгенсгмюнде (Германия) как предприятие прецизионной механообработки, специализирующееся на CNC-производстве для высокотехнологичных отраслей. Это среднее семейное предприятие, насчитывающее около 500 сотрудников. Промышленная направленность компании охватывает аэрокосмическую, оборонную, медицинскую и полупроводниковую отрасли. В 2000-х и 2010-х годах компания расширила деятельность в области литья под давлением, изготовления пресс-форм, робототехники/автоматизации и передовой метрологии, постепенно выстраивая вертикально интегрированную производственную экосистему.
«В 2011 году компания toolcraft выявила потенциал добавления АП к своим услугам. Она в значительной степени приобрела оборудование Trumpf и стала флагманским заказчиком компании, которая недавно была выделена и переименована в Atlix.»
В 2011 году toolcraft выявила потенциал добавления аддитивного производства к своим услугам. Компания в значительной степени приобрела оборудование Trumpf и стала флагманским заказчиком, который недавно был выделен и переименован в Atlix. Автоматизированное и хорошо оснащённое АП-производство toolcraft признаётся одним из наиболее передовых и технологически развитых АП-предприятий в Германии.
Помимо систем Trumpf/Atlix, toolcraft эксплуатирует установки EOS, Colibrium (ранее Concept Laser) и Farsoon. Для удаления порошка компания также использует системы депорошкования Solukon. Она предлагает детали из алюминия, титана, никелевых сплавов и нержавеющей стали. Помимо PBF-LB, toolcraft эксплуатирует установки направленного энергетического осаждения (DED). АП-объект аккредитован по ряду систем качества, включая TÜV, Nadcap и DEKRA.

Рис. 5. Вид на часть зоны металлического АП-производства toolcraft с установленными машинами PBF-LB (Предоставлено toolcraft)
От внутренней проблемы к идее продукта
Как крупный производитель деталей методом металлического АП, компания toolcraft с самого начала остро осознавала сложность и стоимость удаления поддержек, испытав эту проблему на себе. Компания столкнулась со всеми негативными последствиями удаления поддержек: пылью; острыми кромками и потенциальными травмами операторов, работающих молотком и зубилом; значительными затратами времени и связанными с этим расходами на рабочую силу; а также экономическими потерями от повреждения и, как следствие, отбраковки АП-деталей из-за ошибок при работе молотком и зубилом. Производимые детали варьируются от хрупких конструкций, требующих крайне осторожного обращения, до компонентов со сложнодоступными опорными геометриями. Компания научилась тщательно продумывать организацию рабочего процесса постобработки, отвечающего внутренним и клиентским требованиям к качеству.
toolcraft не довольствовалась пассивной ролью в использовании АП как полноценного производственного решения, дополняющего традиционный бизнес. Компания начала поиск решений для удаления поддержек в 2020 году. Поскольку она уже использовала очистку сухим льдом в инструментальном производстве и очистке деталей, было изучено, можно ли адаптировать эту технологию для постобработки в АП. Очистка сухим льдом применяется в различных отраслях, прежде всего для очистки. В научных работах [2] изучалась эффективность данного процесса в сравнении с другими методами очистки, такими как пескоструйная обработка, гидроструйная очистка и методы на основе растворителей.
Компания начала экспериментировать с очисткой сухим льдом, рассчитывая найти внутреннее решение для собственных нужд. Улучшение и успех разработки привели toolcraft к решению предложить это решение рынку АП, и так родилась концепция SupportBlaster. По мере выхода на рынок другие пользователи, страдающие от проблемы удаления поддержек, получат возможность воспользоваться инновационным решением дорогостоящей и неприятной задачи.
Очистка сухим льдом как процесс удаления поддержек
«Принцип очистки сухим льдом заключается в том, что холодовой удар разрушает связь между опорными структурами и деталью, облегчая их удаление.»
Принцип очистки сухим льдом состоит в том, что холодовой удар приводит к разрушению связи между опорными структурами и деталью, облегчая их удаление. Компания toolcraft развила этот эффект и построила прототип системы, обеспечивающей точный контроль, гарантируя удаление только поддержек при сохранении целостности детали. Принцип сочетает термические и механические эффекты. Разница температур создаёт холодовой удар. Сухой лёд переходит из твёрдого состояния в газообразное при температуре −78,5 °C, вызывая охрупчивание материала. Когда материал охлаждён и становится хрупким, начинает действовать механический фактор. Критическими переменными здесь являются скорость потока и масса гранул сухого льда.

Рис. 6. Система очистки сухим льдом SupportBlaster 320-HA (Предоставлено toolcraft)
Устройство системы
Система включает кабину, внутри которой производится очистка. В кабине обрабатываемая деталь фиксируется на управляемом поворотном столе, который вращается и наклоняется для оптимального позиционирования подлежащих удалению поддержек относительно потока гранул сухого льда, направляемого из сопла.
На этапе разработки стало очевидно, что давление и расход воздуха обычных компрессорных систем недостаточны для надёжного процесса. Аналогично, традиционная подача готовых гранул сухого льда оказалась неподходящей. Компания toolcraft разработала сопло, через которое высокого давления блок выбрасывает гранулы сухого льда со скоростью до 130 м/с. Для обеспечения чистого и стабильного потока сухого льда toolcraft оснастила свою тестовую систему отдельным высокопроизводительным компрессором и гранулятором сухого льда, который производит сухой лёд из жидкого CO₂ по запросу. Система полностью закрыта и оснащена вытяжной вентиляцией, фильтрующей и отводящей воздух наружу. Пыль и частицы материала — потенциальные экологические и профессиональные риски для здоровья — эффективно нейтрализуются.

Рис. 7. Оператор за работой на установке SupportBlaster (Предоставлено toolcraft)
Позиционирование детали осуществляется с помощью джойстика, наклоняющего поворотный стол в требуемое оператору положение, обеспечивая максимальную экспозицию относительно потока гранул, направленного из сопла. Оператор также может управлять точным положением сопла. Сочетая управление положением сопла с джойстиковым управлением положением детали, оператор может быстро и интуитивно находить наиболее эффективную конфигурацию для удаления поддержек. Левая рука управляет положением сопла, правая — джойстиком поворотного стола. Управление подачей потока сухого льда осуществляется ножной педалью.

Рис. 8. Исходное состояние детали с неповреждёнными поддержками (Предоставлено toolcraft)

Рис. 9. Удаление опорных структур методом очистки сухим льдом (Предоставлено toolcraft)

Рис. 10. Конечное состояние обработанной детали (Предоставлено toolcraft)
Проверка целостности детали и качества поверхности
Как для собственного внутреннего использования, так и после принятия решения о коммерциализации продукта, toolcraft приложила значительные усилия для исследования влияния потока сухого льда на свойства подложки. Прежде всего, было критически важно убедиться, что удаление поддержек — агрессивный механический процесс — не повреждает саму деталь. Если бы было выявлено какое-либо воздействие на подложку в виде удаления материала с тела самой детали, изобретение не было бы жизнеспособным, и проект был бы отложен. Непредсказуемость того, какой объём материала может быть потенциально удалён с тела детали, стала бы решающим аргументом против для цифрового производственного процесса, где цифровая точность является центральной характеристикой.
Компания провела анализ детали при различной продолжительности воздействия потока, а также при различных размерах гранул, для измерения нежелательных эффектов процесса (Рис. 11). Также были измерены твёрдость и шероховатость поверхности до и после обработки. Твёрдость не изменилась в результате обработки, и не было выявлено значимых отклонений как по Ra (среднему арифметическому отклонению профиля), так и по Rz (средней высоте между пятью наивысшими пиками и пятью наиболее глубокими впадинами на длине отсчёта) (Рис. 12).
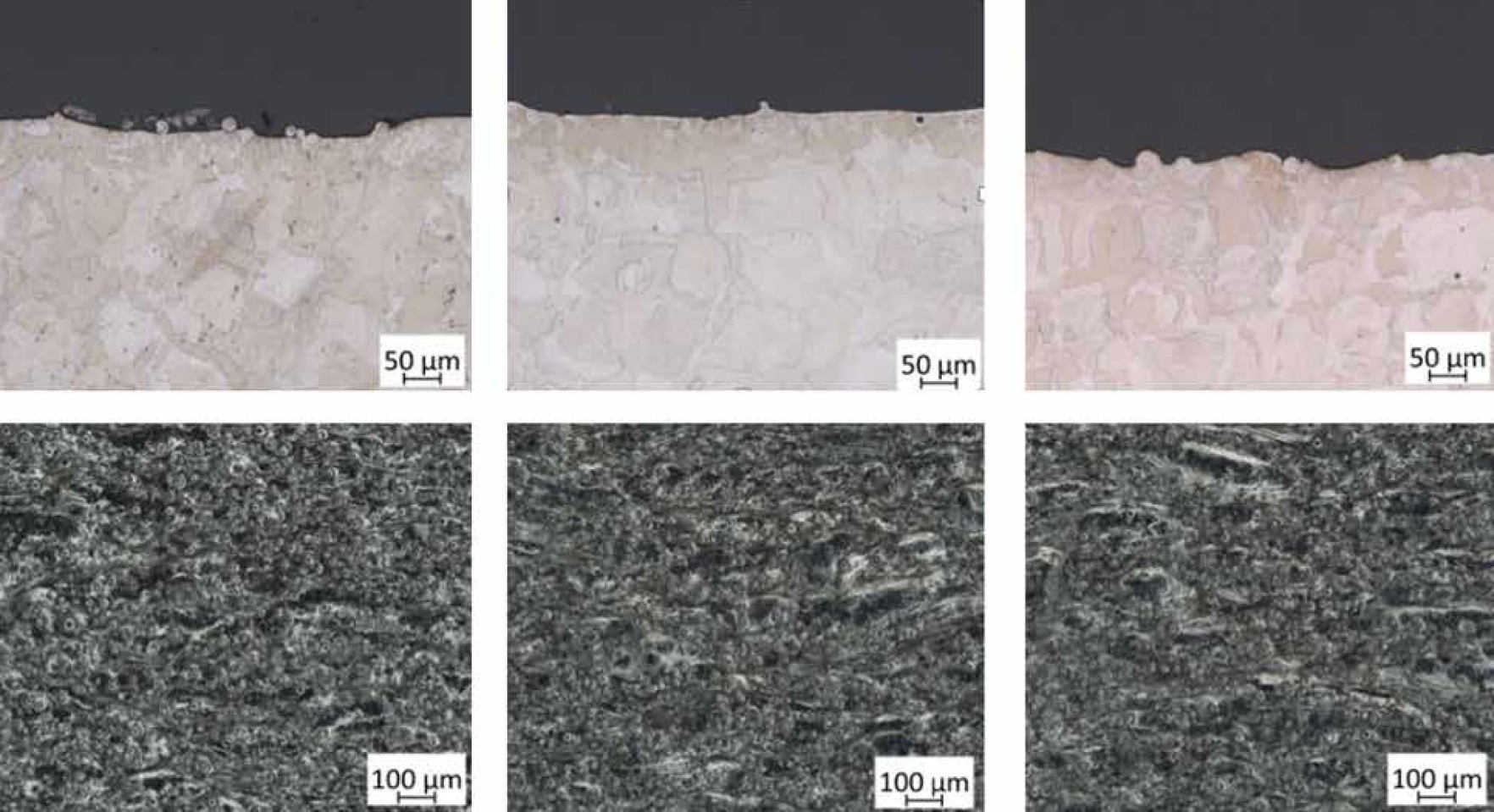
Рис. 11. Микрофотографии (вверху) и микроскопические исследования поверхности (внизу) образцов в состоянии после построения, а также после обработки в течение 90 с и 180 с. Масштабные метки: 50 мкм (верхний ряд) и 100 мкм (нижний ряд) (Предоставлено toolcraft)
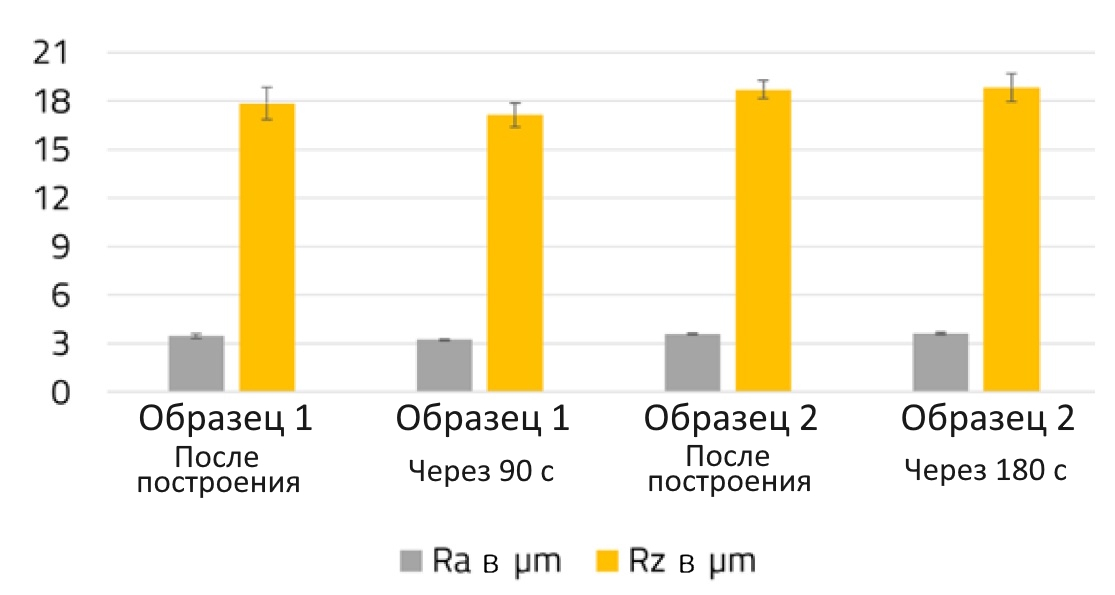
Рис. 12. Шероховатость поверхности (Ra, Rz) для образцов 1 и 2 в состоянии после построения, а также после 90 с и 180 с очистки сухим льдом; планки погрешностей показывают вариабельность (Предоставлено toolcraft)
Для измерения размерных изменений и деформаций до и после обработки также использовалось оптическое сканирование. Процесс был успешно протестирован на различных материалах, включая нержавеющие стали, алюминий, никелевые сплавы, титан, медь и инструментальную сталь.
Таблица 1. Основные технические данные и предельные параметры (Предоставлено toolcraft)
| Параметр | Значение |
| Габариты кабины | 1500×2000×3500 мм |
| Площадь периферийного оборудования (прибл.) | 1800×2000 мм |
| Внутренние размеры кабины | 800×1490×2000 мм |
| Максимальный размер детали | Примерно 300×300×300 мм (x-y-z) |
| Поворотный стол | Непрерывное вращение и наклон, регулировка по высоте |
| Грузоподъёмность стола | До 22 кг |
Экономическое обоснование установки системы удаления поддержек сухим льдом
Как именно данная технология себя окупит? Время — наиболее значительная экономия, которую можно получить незамедлительно. Время преобразуется в деньги в виде снижения затрат на рабочую силу. Точная величина экономии будет зависеть от конкретного применения: чем сложнее деталь, тем серьёзнее проблема удаления поддержек. Компания toolcraft зафиксировала экономию времени до 80 % на деталь.
Предотвращение повреждений имеет ещё больший потенциал для экономии средств, немедленно отражающейся на итоговой прибыли. Большинство операторов жалуются на повреждения, возникающие при соскальзывании ручного инструмента, которые в ряде случаев делают деталь непригодной. И здесь фактическая экономия будет зависеть от конструкции и области применения. Поддержки, расположенные в труднодоступных местах детали, требуют более высокой квалификации (и более высоких затрат) для ручного удаления или, напротив, создают повышенный риск снижения выхода годных вследствие отбраковки деталей, повреждённых в ходе ручного удаления поддержек.
Обеспечение качества не всегда приносит немедленную финансовую экономию, но не менее важно, когда на кону стоит общая репутация производителя в области качества. Выполнение воспроизводимого и стабильного полуавтоматического процесса, который может быть хорошо задокументирован, закладывает основу для устранения сомнений в качестве у различных операторов, машин и производственных площадок.
Как и в случае с автоматизированным удалением порошка, некоторые производители придадут значение удовлетворённости условиями труда, устраняя сложные, грязные, устаревшие и потенциально опасные практики. Не все пользователи (и их финансовые руководители) признают эту нематериальную ценность. Однако другие увидят в автоматизированных решениях стандарт и рабочую среду, соответствующие современной, передовой производственной технологии.
Перспективы развития и потенциал автоматизации
Как и в случае со многими технологическими прорывами, инновационный базовый процесс, предлагающий решение проблемы, которое оценят пользователи, не остановится на достигнутом. Начинает действовать кривая обучения, как это уже происходит с SupportBlaster. Обратная связь и полученный опыт уже формируют идеи для усовершенствованной версии системы. Решение, несомненно, станет компактнее и эффективнее, с улучшенными результатами. Базовая технология хорошо приспособлена для интеграции с другими технологиями автоматизации. Сопло для очистки, установленное на роботе с запрограммированной траекторией для оптимизированного удаления поддержек, имеет смысл для серийного производства АП-деталей, в отличие от прототипирования или мелкосерийного производства широкой номенклатуры.

Рис. 13. Система очистки сухим льдом SupportBlaster 320-HA с открытой дверцей кабины (Предоставлено toolcraft)
Роль сторонних инноваций в индустриализации АП
Пионеры аддитивного производства, как правило, посвящали значительную часть усилий разработке и совершенствованию самого базового производственного процесса. В конце концов, существуют как вызовы, так и профессиональный азарт в освоении сложной технологии, находящейся на стыке механики, программного обеспечения и материалов. Разработка промышленно надёжных АП-процессов и систем была далеко не «лёгкой прогулкой». Мало внимания уделялось этими пионерами машиностроения всем периферийным функциям, необходимым для превращения научного эксперимента или инструмента разработки в надёжную и экономичную платформу для производства. Это понятное невнимание открыло возможности для сторонних разработчиков периферийного АП-оборудования. Эти решения не зависят от конкретного производителя оборудования, и поэтому в отрасли, где многие небольшие поставщики машин по-прежнему борются за место за общим столом, модель стороннего, машинонезависимого решения для постобработки, возможно, оказалась оптимальной.
«В случае SupportBlaster компании toolcraft, компания прислушалась к собственным потребностям и осознала, что то, от чего она страдала в плане удаления поддержек, заслуживает решения, доступного каждому.»
Отрадно видеть инновационные и предприимчивые компании, предлагающие решения, которые не только улучшают жизнь пользователей АП-технологий, но и помогают перевести больше приложений на сторону АП в производственном реестре благодаря эффективности передовых решений для постобработки. Ещё большего признания заслуживает ситуация, когда третья сторона, разработавшая решение, не является традиционным поставщиком решений, а принимает вызов, создавая внутреннее решение, а затем делая его доступным для всего АП-сообщества. Внимательные и успешные компании прислушиваются к потребностям рынка и работают над их удовлетворением.
В случае SupportBlaster компании toolcraft, компания прислушалась к собственным потребностям и осознала, что её проблемы с удалением поддержек заслуживают решения, которое должно быть доступно каждому. Будучи успешным производителем деталей для ведущих мировых производителей, с сотнями сотрудников, toolcraft могла бы легко решить оставить разработку для внутреннего использования и избежать головной боли, усилий и затрат ресурсов, необходимых для вывода продукта на рынок.
Заключение
Упорство в разработке SupportBlaster отражает солидарность, которую toolcraft испытывает к АП-сообществу, как лидер и пионер в быстро развивающейся отрасли. Существуют веские коммерческие причины, по которым такое решение, как SupportBlaster, имеет смысл. toolcraft находится в начале пути по обеспечению практического облегчения одной из самых раздражающих и неприятных операций в металлическом АП.
Многие пользователи АП и производственные команды будут следить за внедрением и дальнейшим совершенствованием этого решения. Компания toolcraft сделала важный первый шаг, и при продолжении усилий её влияние на удаление поддержек и более широкие рабочие процессы постобработки станет яснее со временем.
Список литературы
[1] Jennifer Coyne and John E Barnes, ‘I want to break free: The journey towards reducing or eliminating support structures,’ Metal AM, Vol. 7 No. 3. Autumn 2021, pp 155–163.
[2] Vítězslav Máša, David Horňák, and Dalimil Petrilák, ‘Industrial use of dry ice blasting in surface cleaning,’ Journal of Cleaner Production, Vol. 329, 20 December 2021.
Об авторе
Джозеф Коуэн (Joseph Kowen)
Джозеф — отраслевой аналитик и консультант, работающий в сфере аддитивного производства с 1999 года. Он является ассоциированным консультантом Wohlers Associates, входящей в состав Центра передового опыта ASTM International в области АП.




