Под эгидой Корпорации развития Зеленограда (ГБУ «КРЗ») в этом районе Москвы действуют кластеры робототехники и новых материалов. О том, насколько успешно они развиваются и чем в принципе удобны и выгодны кластеры их резидентам, пойдет речь на традиционной весенней конференции «Отраслевые и территориальные кластеры для инновационного бизнеса Москвы». Мероприятие пройдет 5 апреля в Бизнес-Инкубаторе «Зеленоград».
О кластерном развитии инновационного бизнеса расскажет генеральный директор ГБУ «КРЗ» Владимир Зайцев. Теме «Робототехника: тренды и перспективы развития» и проблемам роботизации отечественных производств посвятит свое выступление генеральный директор ООО «ДС-РОБОТИКС» Михаил Зотов. Идеями о том, каким должно быть современное дополнительное техническое образование, поделится коммерческий директор Клуба юных инженеров «ТЕСЛА» Кирилл Савин.
Тем, кто внедряет на своем производстве аддитивные технологии, либо планирует это сделать, будет интересно выступление начальника управления прототипирования ГБУ «КРЗ» Кирилла Меренкова. Из него можно будет узнать о преимуществах аддитивного производства и об инновационных методах промышленной 3D-печати.
По теме «Отечественное ПО на службе здоровья» выступит зам директора по развитию ООО «Нейроботикс» Александр Зонов. Он представит разработку своей компании – гарнитуру NeuroPlay, ее возможностях как как персонального нейроассистента.
Тема «Новые материалы – источник развития технологий» получит свое развитие в выступлении зама генерального директора ООО «РОКОР» Ксении Алябьевой, которая расскажет о разработке, производстве и применении искусственного сапфира.
Конференция пройдет по адресу: г. Зеленоград, ул. Юности, дом 8, конференц-зал. Начало регистрации – в 16:00: начало конференции – в 16:30.
Как явствует из материалов недавнего тематического исследования, компания Alpine Advanced Materials (Alpine) в партнерстве с компанией Nexa3D разработала оснастку для 3D-печати высокоэксплуатационных композитов, формируемых методом литья под давлением.
Alpine специализируется на индивидуальном проектировании и производстве деталей для аэрокосмической техники, оборонной, и транспортной отраслей. В общем производственном цикле роль АП отводится фирменному процессу LSPc (Lubricant Sublayer Photocuring), продвинутому аналогу mSLA/LCD от компании Nexa3D. На 3D-принтерах печатается растворимая оснастка из особой фотополимерной смолы, пригодная для литья под давлением сложных композиционных материалов, а также металлов и сплавов.
Стоит ли говорить, что тема использования смол для инжекционной оснастки сегодня всё чаще поднимается производственниками, по достоинству оценившими высокую точность фотополимерных технологий? Мы наблюдаем за развитием многих проектов, некоторые из которых вызывают всеобщую зависть миллионными сериями, и всё благодаря высокой скорости и точности проекционных фотополимерных технологий. Но, как оказалось, это не единственное, что подкупает заказчиков: появление новых тугоплавких материалов, отличающихся долговечностью и обладающих специальными уникальными свойствами – вот что представляет неподдельный интерес. Например, такие компании, как BASF и Henkel принимают активное участие в разработке материалов для 3D-печати. Другими словами, АП сегодня — это целый комплекс связей производителей оборудования, инженеров, разрабатывающих изделия, материаловедов и производителей материала, «держателей» 3D-ферм, а также тестировщиков (возможно, из лояльных потребителей).
Рассматриваемый процесс предлагает воспользоваться новым подходом в прототипировании единичных деталей, но по более короткому и наименее затратному пути — использованию такой смолы, чтобы в напечатанную из неё форму можно было без опасения заливать металл (металлополимерные композиции и керамонаполненную смолу MIM/CIM с последующим удалением связующего и спеканием)! За экономикой далеко ходить не надо — смола дешевле металла в форме, не так ли?
На волне инновации и успеха компания Nexa3D начинает использовать свою линейку фотополимерных 3D-принтеров для инновационного процесса литья под давлением в произвольные формы FIM (англ. Freeform Injection Molding), впервые предложенного датской компанией Addifab (ныне вошла в состав Nexa3d).
Производственники хорошо знают, насколько это затратное дело – изготовление оснастки. В Alpine учли, что традиционный подход к литью под давлением требует крупных первоначальных вложений в многоразовую стальную оснастку, но это не всегда соответствует потребностям клиентов на этапах разработки и производства. Преимущества крупносерийного производства из современных материалов очевидны для заказчиков, но это также может оказаться сложной задачей для производителей, разрабатывающих новые конструкции.
Вывод напрашивается сам собой: а можно ли уйти от металла для единичного производства, чтобы иметь возможность оперативного тестирования и валидации прототипа, готовящегося к серийному производству? А можно ли взять на вооружение такой процесс, который позволит внести изменения, быстро и наименее затратно изготовить форму?
Для современных материалов для литья под давлением, таких как HX5 (армированный полимер), эксклюзивные права на который принадлежат Alpine, может быть еще сложнее разработать оптимизированные конструкции деталей и оснастку не прибегая к помощи стальных форм. FIM сегодня становится такой палочкой-выручалочкой, позволяющей обходится без стали даже для сложных в литье материалов.
Итак, процесс FIM в данном случае рекомендует использовать материал xMold, который выдерживает формование из высокоэксплуатационных материалов.
Для особо интересующихся опишем его.
Печать.Для получения высокой точности оснастки используется LSPc-печать из растворимой смолы xMold. Этот материал «совместим» с сотнями пластмасс, пригодных для литья под давлением, включая некоторые виды армированных, а также MIM-металлов. Несмотря на то, что именно Nexa3D продвигает его на линейке своих принтеров, xMold можно использовать и на других с подобным принципом фотополимеризации.
Инжекция.Напечатанная форма помещается в ТПА, производится впрыск материала, например, композиционного, термопласта, силикона и даже MIM-металла. После этого придется подождать некоторое время для остывания формы.
Растворение.Заключительный шаг — растворить фотополимерную оснастку в щелочном растворе, на что потребуется 12–48 часов в зависимости от размера и сложности детали.
Короткий кейс
FIM процесс пришелся кстати одной американской компании, занятой производством БПЛА, для которой потребовалось в сжатые сроки изготовить детали для демонстрации работоспособности аппарата. Стандартная полимерная печать не удовлетворила заказчика по причине недостаточной прочности деталей. Поэтому они стали искать другие возможности с композиционными материалами. В результате сотрудничества компаний удалось изготовить 60 деталей за 10 дней. Демонстрация БПЛА прошла успешно.
Какие же выводы мы можем из всего этого сделать?
Во-первых, инженер может проектировать изделия без оглядки на возможности традиционных методов производства, когда для литья в ТПА требуется обращать внимание на углы разъема, стенки, отверстия. Другими словами, он не стеснен ограничениями, а может создавать изделия с более высокими эстетическими, эргономическими, и эксплуатационными характеристиками. Шах и мат вам, классические производства, на коротком пути!
Во-вторых, при любых штатных или нештатных ситуациях инженер без риска больших затрат может перепроектировать форму и в очень короткие сроки получить конечную деталь. Следует обратить внимание, что сегодня смолы являются бескомпромиссным решением, способным удовлетворить заказчика как по качеству поверхности, так и по функциональным свойствам. Эй, полимерные формы из экструзионных технологий, теряете позиции?
В-третьих, получить деталь можно даже не прибегая к загрузке основного высокопроизводительного оборудования ТПА, ведь оно занято серийным производством. Для этой цели можно воспользоваться недорогими настольными ТПА с низкими инвестиционными затратами.
В-четвертых, логистика заметно сокращается, ведь вы по-прежнему можете печатать формы у себя и отливать в них ваши самые «трудные» материалы.
В-пятых, предыдущий кейс показал, что порой за инновациями стоят годы разработок, ноу-хау, которые могут «утечь» предприимчивым деятелям. Чтобы этого не допустить — имейте весь спектр оборудования и материалов, чтобы не волноваться за конфиденциальность вашего проекта.
Когда российские аддитивщики, предприятия, и производители материалов обратят внимание на данную высокотехнологичную коллаборацию? Хотелось бы поскорее увидеть труды наших!
В кампусе аддитивного производства в Обершлайсхайме BMW Group использует преимущества технологии WAAM от MX3D для производства металлических компонентов для автомобилей. При использовании проволочной наплавки компоненты получаются легче и прочнее, чем аналогичные детали, отлитые под давлением, то есть, изготовленные традиционным способом. А сравнительно низкие энергозатраты и меньшее количество отходов материалов делает такое производство более экологичным. В будущем BMW планирует использовать компоненты, изготовленные с использованием WAAM, в серийных автомобилях.
«Жирные» слои (валики) от наплавляемой проволоки позволяют быстрее производить крупные детали, чем при использовании порошка. Типичная для этой технологии толщина стенок оптимальна для компонентов кузова, привода и шасси. Вместе с тем этот процесс, также широко применяемый и в авиации, вполне годится и для изготовления компонентов и оснастки для автотранспорта.
Группа BMW, накопившая более чем 30-летний опыт работы в области 3D-печати, тестирует этот процесс в своем кампусе в Обершлайсхайме, где она объединила под одной крышей АП, исследования и обучение в этой области. Сотрудники BMW Group с особой тщательностью осваивают все тонкости процесса WAAM с 2015 года. А с 2021 года в кампусе используется установка WAAM для производства тестовых компонентов.
Один из примеров применения WAAM – опора стойки подвески, которая в ходе разнообразного тестирования на испытательном стенде сравнивается с таким же компонентом уже серийного производства, полученного из алюминия литьём под давлением. «Уже на этой ранней стадии стало ясно, что технология WAAM обеспечивает снижение выбросов в производственном процессе. Меньший вес компонентов, выгодное соотношение использования материалов и возможность использования возобновляемых источников энергии означают, что компоненты можно производить более эффективно», — говорит Йенс Эртель, руководитель подразделения аддитивного производства BMW. На ближайшее время планируется следующий этап испытаний компонентов автомобиля.
Несмотря на достаточно грубую поверхность, получаемую при наплавке проволокой, инженерам BMW Group удалось продемонстрировать, что компоненты WAAM могут использоваться при высоких нагрузках, в том числе циклических, даже без последующей обработки поверхности. Оптимизированные параметры процесса имеют решающее значение для обеспечения долговечности непосредственно на производстве, поэтому сочетание процесса сварки и движения роботизированного манипулятора по программе должно быть тщательно скоординировано.
BMW Group продолжает расширять применение генеративного проектирования в своих проектах. Эти алгоритмы разрабатываются в тесном сотрудничестве с междисциплинарными командами и в определенной степени вдохновлены эволюционными процессами в природе. Как и в случае с бионическими структурами, на первом этапе используется только тот материал, который действительно требуется для топологии компонента, а в ходе тонкой настройки на втором этапе компонент усиливается только там, где это необходимо. В конечном итоге это приводит к созданию более легких и прочных компонентов, а также к повышению эффективности и улучшению динамики автомобиля.
«Впечатляет то, как технология WAAM, развившись из исследовательской технологии, превратилась в гибкий инструмент не только для тестирования компонентов, но и для их серийного производства. Применение методов генеративного проектирования позволяет нам в полной мере использовать гибкость проектирования и, следовательно, весь потенциал технологии. Всего несколько лет назад это было немыслимо», — сказал Кароль Вирсик, руководитель отдела исследований BMW Group.
По мнению BMW, различные технологии аддитивного производства не обязательно конкурируют друг с другом, а скорее должны рассматриваться как взаимодополняющие. Например, плавление лазерным лучом по-прежнему будет более выгодным, чем процесс WAAM, когда речь идет о производстве деталей с высоким разрешением. Однако при увеличении размеров компонентов и сокращении времени проекта WAAM заметно превосходит его.
BMW Group изначально планирует централизованное производство компонентов WAAM в Обершлайсхайме, но в будущем возможен запуск таких линий и в других местах, а также использование технологии поставщиками. Кроме того, компания изучает возможность производства отдельных компонентов непосредственно на сборочной линии с использованием этого процесса. Устойчивое развитие таких производств также можно повысить за счет увеличения использования переработанных металлов.
Новая космическая гонка вдохновлена металлическим аддитивным производством. В свою очередь, АП ракетных двигателей основано на передовых сплавах. Из них семейство GRCop NASA нашло применение во многих критически важных приложениях. В этой статье Остин Уитт и Дэвид Эллис из исследовательского центра NASA имени Гленна и Пол Грэдл из Центра космических полетов имени Маршалла NASA углубляются в историю, производство, обработку и созревание этих уникальных материалов. Как показывают авторы, это веская причина, по которой аддитивное производство GRCop начинается с понимания взаимосвязь “процесс-микроструктура-свойство-производительность”.
Аэрокосмическая промышленность поистине замечательна, и слишком часто мы принимаем ее поразительные достижения как должное. Бесперебойное подключение к Интернету, GPS, сотовым телефонам и телекоммуникационным системам стало возможным благодаря сложной системе спутников, запускаемых на борту мощных ракет.
В бескрайних просторах космоса Международная космическая станция неустанно вращается на высоте 400 километров над Землей, раздвигая границы научных открытий. Мы восхищаемся скоростными самолетами, выполняющими маневры, которые проверяют пределы человеческой выносливости. Мы с благоговением смотрим на захватывающие изображения, передаваемые марсоходами, исследующими Марс, и телескопами дальнего космоса, исследующими самые отдаленные уголки далеких галактик. Эта отрасль не только улучшает нашу повседневную жизнь с помощью материалов, электроники и технологических достижений, но и показывает нам величие нашей вселенной.
Что действительно поражает, так это общая нить, проходящая через все эти невероятные проекты: видение будущего и огромная командная работа, часто с участием тысяч, если не десятки тысяч людей, работающих вместе над достижением экстраординарного. В аэрокосмическом мире редко удается выделить одного человека для участия в проекте, поскольку масштаб этих достижений требует коллективного опыта и сотрудничества бесчисленного множества преданных своему делу людей.
Однако в рамках этого коллективного начинания выделяются такие люди, как доктор Дэвид Эллис из исследовательского центра NASA имени Гленна в Кливленде, штат Огайо. Доктор Эллис – исследователь материалов и эксперт по материалам с высокой теплопроводностью для ракетных двигателей. Профессиональная деятельность доктора Эллиса в области сплавов GRCop служит свидетельством инноваций и амбиций отрасли.
Ракетные двигатели работают в экстремальных температурных и конструктивных условиях, что требует разработки инновационных материалов. Сердце ракетного двигателя, камера сгорания, обычно использует сложные внутренние каналы охлаждения для эффективного отвода тепла из камеры и передачи его в жидкое топливо. Чтобы максимально увеличить количество тепла, передаваемого топливу, и предотвратить плавление, облицовка камеры изготовлена из материала с высокой теплопроводностью. Эта же концепция используется для различных теплообменников с различными рабочими жидкостями.
Чистая медь обладает очень высокой теплопроводностью, но ей не хватает прочности при высоких температурах, необходимой для противостояния тепловым нагрузкам во время эксплуатации. Смешивание других элементов с медью для повышения ее прочности звучит привлекательно, но даже небольшое добавление других элементов может нарушить атомную структуру меди и резко снизить электропроводность. Это представляет интересную проблему для ученых-материаловедов, таких как доктор Эллис: как мы можем достичь приемлемого баланса между прочностью и электропроводностью?
Рис.1 Огневые испытания сопла PBF-LB GRCop-42 и внешнего корпуса для ракетного двигателя с вращающейся детонацией (NASA).
“Чистая медь обладает очень высокой теплопроводностью, но ей не хватает прочности при высоких температурах, необходимой для противостояния тепловым нагрузкам во время эксплуатации. Смешивание других элементов с медью для повышения ее прочности звучит привлекательно, но даже небольшое добавление других элементов может нарушить атомную структуру меди и резко снизить электропроводность”.
Мгновенный успех занимает много лет
Разработка семейства сплавов GRCop Cu-Cr-Nb началась в 1987 году в рамках программы “Земля-орбита” (ETO – Earth To Orbit, прим.ред.). NASA нуждалось в замене NARloy-Z, сплава Cu-3 Ag-0,5 Zr, используемого для облицовки камеры сгорания основного двигателя космического челнока (ныне RS-25). Обшивка, изготовленная из NARloy-Z, могла начать трескаться всего за три полета из-за усталости от термического воздействия. Поскольку обшивка NARloy-Z была одной из самых длинноцикловых деталей на космическом шаттле, частые замены были дорогостоящими.
Целью программы ETO было увеличение срока службы и температурных характеристик двигателей SSME второго поколения для снижения эксплуатационных расходов и повышения производительности. В рамках этой программы были исследованы многие сплавы, но сплавы Cu-Cr-Nb показали наибольший потенциал.
Рис. 2 PBF-LB GRCop-42 используется для двигателей Relativity Space Aeon 1 ( Relativity Space/фото Джона Крауса)
Серебро, медь, золото и алюминий рассматривались в качестве потенциальных базовых материалов из-за их высокой теплопроводности. В конечном счете медь стала предпочтительным выбором, поскольку она может похвастаться второй по величине теплопроводностью после серебра и имеет превосходную температуру плавления. Многие медные сплавы, такие как NARloy-Z, эффективно уравновешивают соотношение прочности и электропроводности за счет использования упрочнения осаждением. Образование осадков приводит к извлечению легирующих элементов из медной матрицы.
Поскольку медная матрица сравнительно чистая, материал, упрочненный осаждением, обладает большей теплопроводностью по сравнению с твердым раствором с идентичным общим составом. Исследователь NASA Томас Глазго приступил к миссии по обнаружению более прочных и стабильных осадков с целью повышения возможности повторного использования и высокотемпературных характеристик медных сплавов.
Именно в ходе этой работы доктор Глазго определил хром и ниобий как потенциально выигрышную комбинацию. Известно, что хром и ниобий обладают минимальной растворимостью в твердом состоянии в меди, но очень высокой растворимостью в жидкой меди. Они образуют соединение Cr2Nb, которое может быть использовано для упрочнения осаждения. Это соединение с высокой температурой плавления имеет твердость, примерно эквивалентную оксиду алюминия, и температуру плавления выше 1700°C.
Термодинамика также показывает, что соединение обладает более низкой растворимостью, чем составляющие его элементы, поэтому медная матрица была бы почти чистой до температуры плавления меди. Благодаря твердому, стабильному осадку и матрице из чистой меди родился план создания нового сплава. Этот сплав позже был назван медным сплавом Glenn Research, или GRCop. Однако на практике производство GRCop было сложной задачей. В течение следующих тридцати шести лет доктор Эллис будет решать задачи разработки, определения характеристик, стандартизации, аддитивного производства и, в конечном счете, запуска в производство сплавов GRCop GRCop-42 и GRCop-84.
Рис. 3 Огневые испытания камеры сгорания PBF-LB GRCop-84 с жидким кислородом/жидким водородом с биметаллической оболочкой АП и композитным соплом (NASA)
“Благодаря твердому, стабильному осадку и матрице из чистой меди родился план создания нового сплава. Позже этот сплав был назван Glenn Research Copper alloy, или GRCop”.
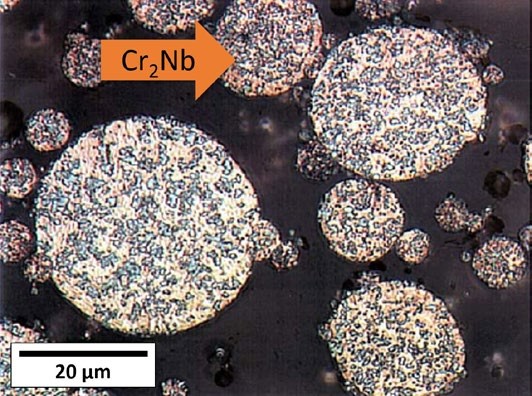
Мать-природа продемонстрировала замечательную стабильность Cr2Nb, поскольку даже при быстром затвердевании он выпадал в осадок в жидкой меди. Любая попытка отлить большой объем Cu-Cr-Nb привела бы к тому, что в жидкой меди плавали бы значительные куски Cr2Nb. Для достижения преимуществ прочности, к которым стремилось NASA, требовалось, чтобы Cr2Nb был в виде мелких частиц, равномерно распределенных по медной матрице. Для решения этой проблемы расплавленный сплав нагревали выше температуры плавления Cr2Nb, а затем быстро затвердевали с помощью формования расплава в охлаждающем блоке (CBMS). В CBMS расплавленный сплав наносится на теплоотводящий круг, вращающийся с высокой скоростью. В результате получаются тонкие ленты материала, которые затвердевают и охлаждаются почти мгновенно. Используя этот метод, доктор Эллис изготовил ряд сплавов GRCop, варьируя содержание Cr в пределах 2-10 ат.% и Nb в пределах 1-5 ат.% при сохранении соотношения Cr к Nb 2:1. Эти сплавы были названы в соответствии с содержанием в них Cr и Nb, причем GRCop-XY соответствует X при.% Cr и Y при.% Nb (т.е. GRCop-42).
Анализ полученной ленты показал, что Cr2Nb осаждался из расплавленной меди в виде скоплений частиц размером 10-100 нм. Затем медная матрица затвердевала вокруг частиц, что препятствовало дальнейшему росту. Результатом стал дисперсионно-упрочненный сплав с высокой электропроводностью GRCop [1]. Возможность повторного использования и долговечность были основным стимулом для программы ETO по созданию семейства сплавов, поэтому композиция с большим количеством Cr2Nb была дополнительно исследована. Был выбран GRCop-84 (Cu-8 при.% Cr-4 при.% Nb), поскольку было обнаружено, что дальнейшее увеличение количества Cr и Nb делает производство менее практичным. По сравнению с низколегированными сплавами Cu-Cr, Cu-Zr и Cu-Cr-Zr, упрочненными осаждением, GRCop обладает более низкой теплопроводностью. Он также обладает меньшей прочностью при температурах ниже 400°C. Однако при температуре от 400°C до 800°C GRCop достигает более высокой прочности, чем эти сплавы. При температуре около 500°C эти сплавы, упрочненные осадками, перерабатываются и становятся очень слабыми. Напротив, GRCop-84 сохраняет полезную прочность >105 МПа при температуре до 700°C. Дисперсоиды Cr2Nb достаточно стабильны даже для того, чтобы GRCop сохранял более половины своей прочности после 100-часовой выдержки при температуре до 1050°C, что составляет около 98% от температуры плавления. С 1997 по 2005 год программа NASA по многоразовым ракетам-носителям (RLV) использовала сплавы GRCop для улучшения характеристик двигателей с целью достижения 100 полетов до технического обслуживания на складе и срока службы в 1000 полетов. Основываясь на данных, разработанных в рамках программы RLV второго поколения, GRCop-84 мог бы достичь этих целей. Это было продемонстрировано на примере ракетной камеры сгорания мощностью 22 кН (5000 фунт-фут), в которой использовалась та же конструкция, что и в ракете NARloy-Z. После 250 циклов и двух отказов форсунок, в результате которых в камеру попали осколки металла, поверхность горячей стенки (внутренняя часть) гильзы осталась нетронутой. Программа RLV также расширила производство GRCop для двигателей мощностью 4448 кН (1 млн фунтов). В то время как GRCop-84 разрабатывался из-за его высокой прочности, сопротивления ползучести и общего срока службы, GRCop-42 также производился и характеризовался более высокой электропроводностью. GRCop-84 и GRCop-42 содержат 14 об.% и 7 об.% Cr2Nb соответственно. Уменьшение содержания Cr2Nb приводит к незначительному снижению механических свойств, но увеличивает теплопроводность на 15% для GRCop-42 [2]. Поскольку срок службы стал вызывать меньше беспокойства, это преимущество вывело GRCop-42 на передний план в производстве деталей для ракетных двигателей AM.
Большие и малые тонкости производства порошка
Производство порошков GRCop, безусловно, является наиболее сложной частью сплавов GRCop. Порошок GRCop получают путем распыления газом. GRCop необходимо распылять в аргоне. Распыление в азоте может привести к образованию нитридов, которые могут вызвать разрушение в процессе эксплуатации. Было обнаружено, что Cr2Nb образуется в течение нескольких секунд после плавления в элементарных зарядах Cu-Cr-Nb. Необходимо повысить температуру до температуры, близкой или даже превышающей температуру плавления Cr2Nb (1733°C), чтобы добиться равномерного расплавления. Обычно для изготовления тигля и промежуточного ковша используется оксид алюминия. При таких высоких температурах даже небольшое количество Nb вступает в реакцию с оксидом алюминия и расплавляет тигель, в результате чего к порошку добавляются вредные оксидные частицы. Эти частицы могут служить местами образования трещин и снижать усталостный ресурс детали.
Элемент
Количество в сплаве GRCop-42, %
Количество в сплаве GRCop-84, %
Cr
3.1 – 3.4
6.2 – 6.8
Nb
2.7 – 3
5.4 – 6.0
Fe
Целевой показатель <10 PPM (максимум 50 PPM)
O
Целевой показатель <250 PPM (максимум 500 PPM)
Al
Целевой показатель <100 PPM (максимум 400 PPM)
Si
Целевой показатель <100 PPM (максимум 350 PPM)
Cu
Баланс
Cr/Nb*
2.02 (атомный)
2.12 (атомный)
1.13 (вес)
1.18 (вес)
Таблица 1. Технические характеристики порошков GRCop-42 и GRCop-84
“Во время обработки и изготовления GRCop любые изменения цвета, такие как потемнение, следует рассматривать как признак поглощения кислорода. Если порошок GRCop становится синим или фиолетовым, у вас дорогое пресс-папье”.
NASA GRC решила эту проблему, покрыв внутреннюю поверхность своих тиглей иттрием. В качестве материалов для тиглей также могут быть использованы другие оксиды, более стабильные, чем оксид алюминия. Независимо от материала тигля, необходимо сбалансировать температуру расплава, чтобы обеспечить полное растворение Nb и избежать эрозии тигля или сопла, используемого при распылении. Многие производители порошков отмечают, что GRCop-42 легче производить, чем GRCop-84, из-за более низкой температуры плавления. Это еще одна причина внедрения GRCop-42 в цепочку поставок. Загрязнение порошка железом и кислородом вызывает серьезную озабоченность. Было обнаружено, что содержание железа (Fe) в 200-250 частей на миллион достаточно для существенного снижения теплопроводности GRCop-84. Fe образовался в результате загрязнения Cr, поэтому материал был модифицирован для использования высокочистого Cr с низким содержанием Fe. Вредное воздействие кислорода на теплопроводность медных сплавов давно признано. Как только содержание кислорода превышает 1000 частей на миллион, образуются оксиды Cr и Nb, которые снижают пластичность и другие механические свойства. Поскольку некоторая степень поглощения кислорода неизбежна во время AM, спецификация порошка требует содержания кислорода менее 500 частей на миллион. Учитывая большую площадь поверхности порошков GRCop и наличие относительно химически активных Cr и Nb, существует риск поглощения кислорода даже при хранении порошков в герметичных контейнерах. Следовательно, стало необходимым обрабатывать порошки в инертных средах, таких как аргон и вакуум. Во время обработки и изготовления GRCop любые изменения цвета, такие как потемнение, следует рассматривать как признак поглощения кислорода. Если порошок GRCop становится синим или фиолетовым, значит, у вас дорогое пресс-папье. При производстве сплавов GRCop вариабельность количества Cr2Nb поддается регулированию, но крайне важно тщательно контролировать соотношение Cr к Nb. Состав Cr2Nb может варьироваться в зависимости от температуры и скорости охлаждения. На основе фазовой диаграммы Cr-Nb были выявлены важные композиционные ограничения. Первое ограничение – это максимальное содержание Nb, которое может присутствовать в Cr2Nb. Если Cr2Nb богат Nb, активность Nb достигает своего пика, и Cr2Nb будет подвержен водородному охрупчиванию, аналогично Nb. Это вызывает озабоченность при применении на основе водорода, поскольку может привести к быстрым отказам. Другое важное ограничение касается максимально допустимого содержания Cr в Cr2Nb (рис. 4). При таком специфическом составе активность Nb сведена к минимуму. Низкая активность Nb гарантирует, что GRCop не подвержен водородному охрупчиванию. Этот конкретный состав соответствует соотношению Cr к Nb, равному 2,05 на атомной основе. При превышении этого соотношения существует вероятность растворения избытка Cr в матрице Cu. Следствием этого избытка Cr является снижение электропроводности при комнатной температуре. Однако при повышении температуры выше 500°C избыток Cr начинает выпадать в осадок в виде элементарного Cr. Это приводит к умеренному упрочняющему эффекту и максимальной теплопроводности. При более высоких рабочих температурах происходит чрезмерное осаждение Cr, и его полезные свойства теряются.
Рис. 5 Камеры сгорания из GRCop-42, одновременно изготавливаемые компанией PBF-LB (NASA)
Соотношение Cr к Nb, указанное в таблице 1, должно соблюдаться для получения преимуществ сплавов GRCop. Допустимо комбинировать партии порошков, но важно, чтобы каждая партия соответствовала спецификациям состава на индивидуальной основе. Недопустимо смешивать массу с высоким содержанием Cr с массой с высоким содержанием Nb, так как это может привести к образованию осадков как гидрида ниобия, так и Cr. Аналогично, партия с повышенным содержанием кислорода приведет к попаданию частиц оксида в деталь независимо от общей концентрации кислорода в смешанном сырье. Поддержание соотношения Cr/Nb 2,05 является сложной задачей, поскольку растворение Nb в жидком Cu происходит медленнее по сравнению с Cr. Кроме того, максимальное количество Nb, которое может быть растворено при любой заданной температуре, ниже, чем у Cr, исходя из фазовых диаграмм Cu-Cr и Cu-Nb. Это требует повышения температуры расплава, что усложняет как процесс плавления, так и распыления. Кроме того, улетучивание Cu и Cr также становится серьезной проблемой. Хотя добиться желаемого химического состава сложно, NASA сотрудничало с несколькими поставщиками для успешного распыления порошков GRCop [3].
“Проект NASA по созданию недорогого разгонного блока (LCUSP) сыграл ключевую роль в продвижении аддитивного производства GRCop-84 и валидации вкладышей и оболочек GRCop-84 из PBF-LB посредством огневых испытаний”.
GRCop доказывает исключительность AП
Облицовки камер GRCop первоначально производились методами порошковой металлургии, такими как горячая экструзия и горячее изостатическое прессование (HIP), для получения исходного сырья и форм, близких к сетчатым [4]. Экструдированный материал можно было раскатать в пластину и сформировать вкладыш с помощью ковки, сварки трением с перемешиванием и формования металла. Для изготовления вкладыша по-прежнему требовались механическая обработка и закрытие каналов охлаждения. Также была успешно продемонстрирована вытяжка для изготовления труб для двигателей семейства RL-10. К сожалению, потери были высокими, и до 95% исходного материала было утилизировано. Жизнеспособного метода переработки металлолома так и не было разработано. Аддитивное производство GRCop позволяет создавать камеру со встроенными каналами охлаждения непосредственно в детали, что значительно сокращает количество отходов и технологических этапов по сравнению с традиционным изготовлением камеры сгорания. Это позволяет проводить быстрые итерации в течение цикла разработки и сделало технологию камер сгорания более доступной для промышленности и научных кругов. Проект NASA по созданию недорогого разгонного блока (LCUSP) сыграл ключевую роль в продвижении аддитивного производства GRCop-84 и валидации вкладышей и оболочек GRCop-84 из PBF-LB посредством огневых испытаний. Это также продемонстрировало способность достичь экономии затрат более чем на 60% и замечательного сокращения времени изготовления в 3 раза по сравнению с тем же самым упорным элементом, изготовленным одновременно обычным субтрактивным производством. Текущий проект NASA по быстрому анализу и технологии производства силовых установок (RAMPT) был направлен на совершенствование сплава GRCop-42 путем совершенствования цепочки поставок, разработки компонентов с испытаниями на горячем огне и общедоступных свойств. Совместные усилия с коммерческими космическими партнерами завершились успешными летными испытаниями, которые ознаменовали важную веху в применении и разработке сплава.
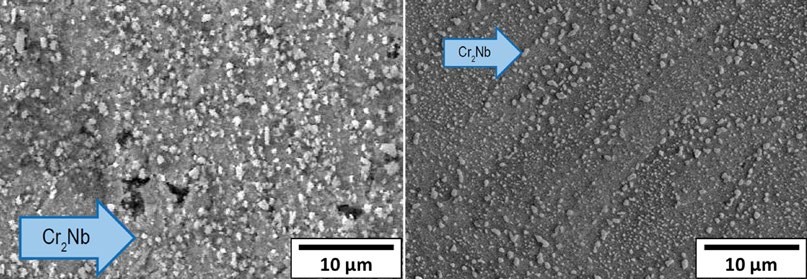
GRCop был разработан до появления металлического AM, но оказался хорошо подходящим для PBF-LB и порошкового/лазерного напыления с направленной энергией (DED). AM доказал свою эффективность для улучшения механических свойств сплавов GRCop. В лазерных процессах AM происходит измельчение частиц Cr2Nb, что повышает прочность за счет упрочнения методом Орована. Распад агломерированных частиц или переплавка и осаждение более мелких частиц, в зависимости от параметров сборки, способствует этому явлению упрочнения. Проект LCUSP продемонстрировал положительное влияние этих более мелких частиц Cr2Nb, достигнутое с помощью процесса AM, продемонстрировав существенное улучшение механических свойств (рис. 6) [5].
Рис. 6 Микрофотографии, показывающие более очищенные частицы Cr2Nb в PBF-LB GRCop-84 (NASA).
В отличие от проблем, связанных с PBF-LB AM многих сплавов на основе меди, GRCop отличается простотой изготовления. Чистая медь обладает высокой отражательной способностью в ближнем ИК-диапазоне длин волн, обычно используемом для процессов AM. Может отражаться до 75% энергии лазера. При температуре выше комнатной отражательная способность меди быстро снижается, что обеспечивает большее поглощение энергии. Следовательно, расплавление слоя порошка без перегрева ванны расплава становится сложной задачей. Была выдвинута гипотеза, что Cr2Nb в GRCop более эффективно поглощает лазерную энергию и косвенно нагревает медь. Это явление ускоряет нагрев порошка GRCop с комнатной температуры. В результате можно использовать меньшую мощность лазера и снизить риск образования замочной скважины по сравнению с другими медными сплавами. Сплавы GRCop успешно изготавливаются на различных машинных платформах с различной высотой слоя и типами повторных покрытий. Типичная объемная плотность энергии для сборок GRCop-42 находится в диапазоне 75-95 Дж/мм3, хотя она может варьироваться в зависимости от конкретной конфигурации машины. Кроме того, были использованы различные стратегии сканирования, включая непрерывное, полосатое и клетчатое. Несмотря на различия в параметрах и конфигурациях различных машин и технологических процессов, механические и теплофизические свойства сплавов GRCop остаются неизменными лишь с незначительными отклонениями, измеренными в ходе обширных испытаний.
“AM доказал свою эффективность для улучшения механических свойств сплавов GRCop. В лазерных процессах AM происходит измельчение частиц Cr2Nb и повышается прочность за счет упрочнения Орованом”.
Рис. 7 Различные камеры сгорания GRCop-42 PBF-LB (NASA)
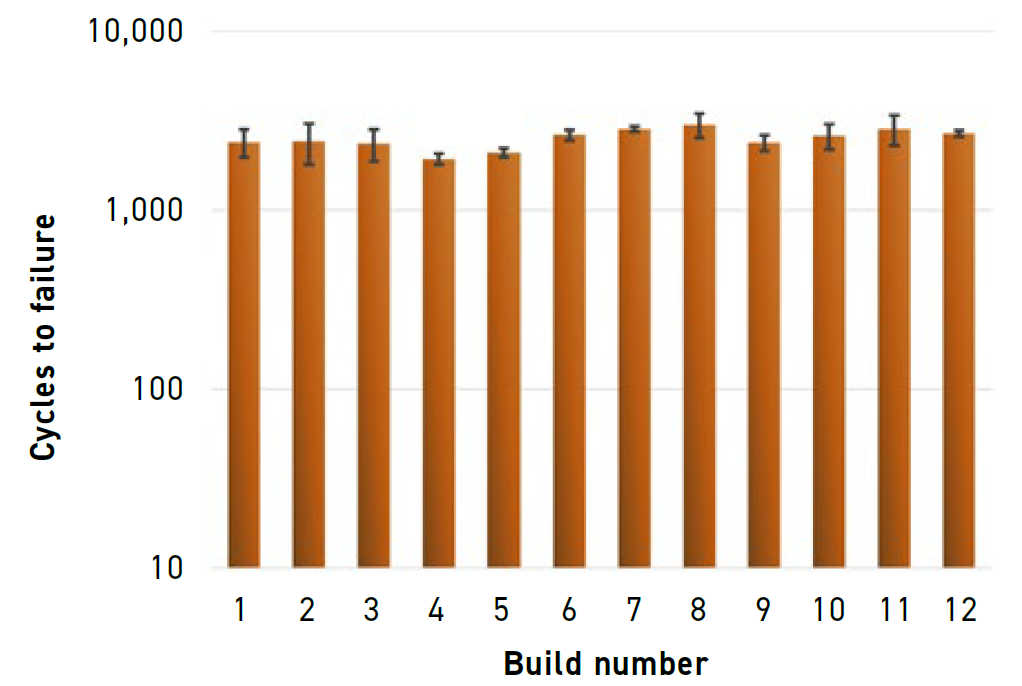
Еще одним преимуществом AM GRCop является сокращение отходов благодаря возможности вторичной переработки порошка. Исследования показывают, что GRCop можно перерабатывать по меньшей мере двенадцать раз без ущерба для свойств при растяжении при комнатной температуре или низкой циклической усталости (рис. 9). Несмотря на то, что свойства остаются надежными, наблюдается снижение сыпучести порошка, о чем свидетельствуют изменения энергии схода лавины, угла схода лавины и энергии разрыва.
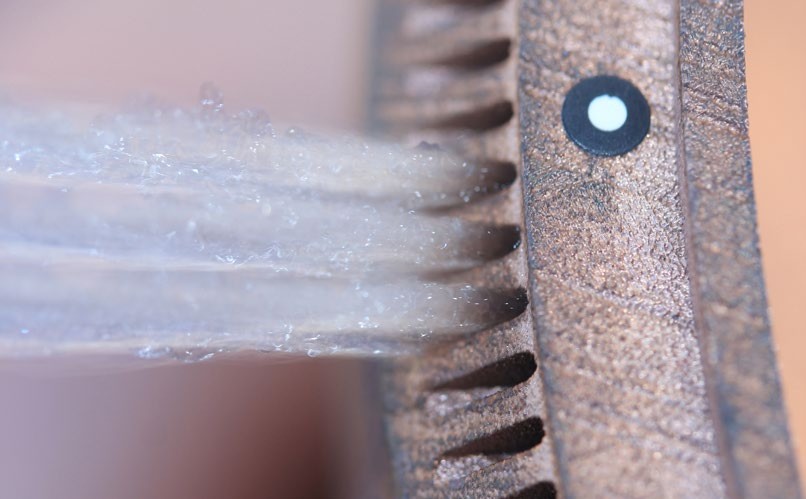
Рис. 8 Проверка расхода воды для подтверждения удаления порошка из внутренних каналов охлаждения [5] (NASA)
“Исследования показывают, что GRCop может быть переработан по меньшей мере двенадцать раз без ущерба для свойств при растяжении при комнатной температуре или при низкой циклической усталости. Хотя свойства остаются надежными, наблюдается снижение сыпучести порошка, о чем свидетельствуют изменения энергии схода лавины, угла схода лавины и энергии разрыва”.
Подтвержение свойств
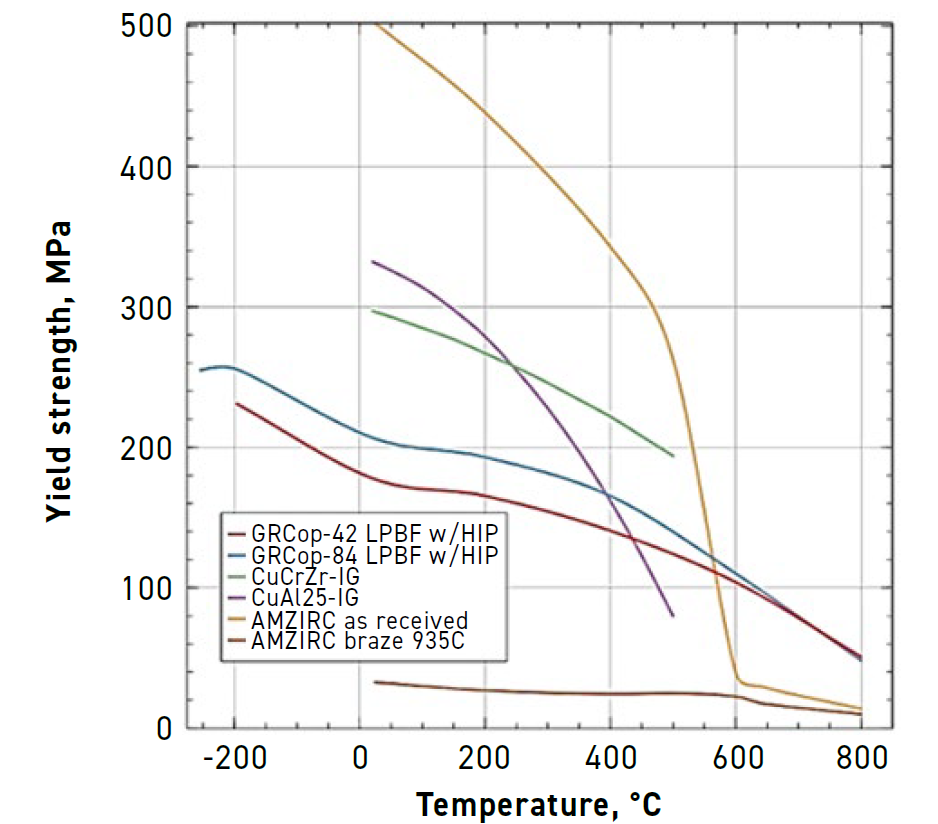
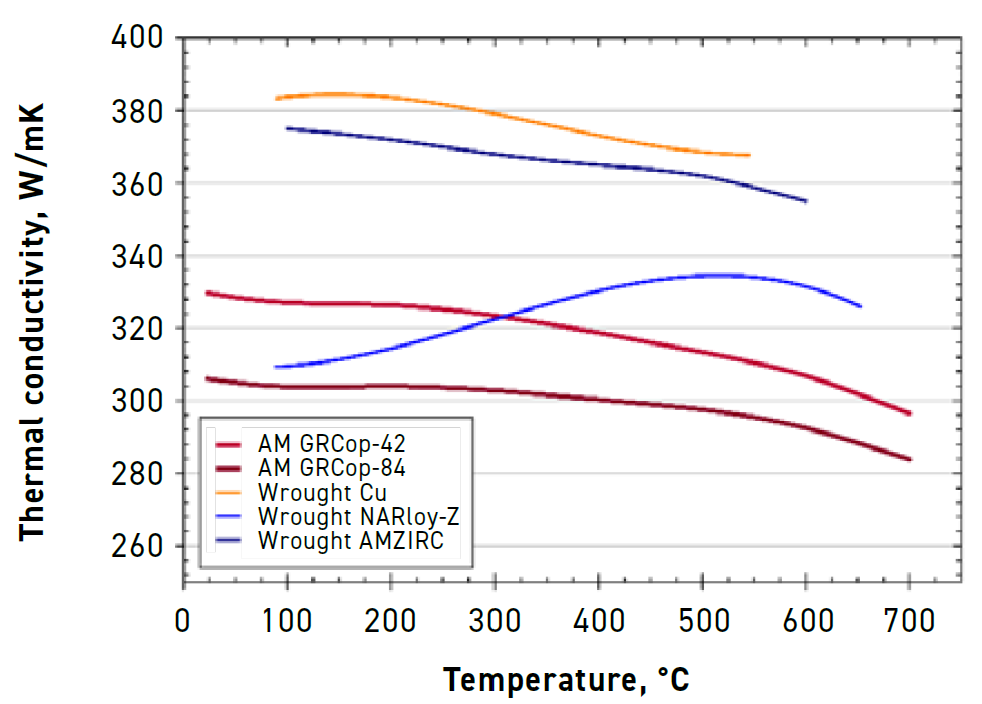
Основным преимуществом сплавов GRCop по сравнению с другими медными сплавами является повышенная производительность при высокой температуре. При повышенных температурах механизмы упрочнения, используемые в других медных сплавах, часто становятся неэффективными. Напротив, GRCop-42 может сохранять свою прочность в течение длительного времени при рабочих температурах, приближающихся к 700°C, и ограниченном сроке службы при температурах выше 700°C (рис. 10). AMZIRC (C15000) – это упрочненный осадками сплав Cu-0,15 мас.% Zr, который обычно подвергается выдержке и холодной обработке. Холоднообработанный AMZIRC обладает значительно большей прочностью, чем сплавы GRCop, при комнатной температуре, но теряет прочность после отжига и чрезмерного старения. В одном исследовании AMZIRC и GRCop-84 подвергались термообработке при температуре 935°C для имитации операции пайки. В то время как материал GRCop практически не пострадал, AMZIRC потерял до 90% своего предела текучести при комнатной температуре [6].
Рис. 10 Предел текучести и теплопроводность в зависимости от температуры для PBF-LB GRCop по сравнению с несколькими деформируемыми медными сплавами (NASA)
GRCop-42 обеспечивает гораздо более высокую электропроводность, чем GRCop-84, при незначительном снижении прочности. Более высокая электропроводность способствует снижению температуры горячей стенки и повышению температуры жидкого топлива, что улучшает работу двигателя в двигателях с расширительным циклом. AMZIRC и Cu-Cr-Zr (C18150) обладают более высокой теплопроводностью, чем GRCop-42, но требуют термообработки раствором и выдержкой для контроля размера и распределения осадка. Эти термообработки обычно выполняются при рабочей температуре камер сгорания, поэтому свойства C-18200 и C-18150 могут ухудшаться при термическом воздействии. На практике это ограничивает рабочие температуры этих сплавов 250-350°C, при этом отклонения выше 500°C вызывают перерастяжение и отжиг при холодной обработке. Это приводит к снижению прочности и других механических свойств на 90% и более.
Рис. 11 Биметаллические камеры сгорания с использованием PBF-LB GRCop-42 для обеспечения высокой теплопроводности и других суперсплавов для повышения соотношения прочности к весу (NASA)
“NASA еще больше продвинуло применение сплавов GRCop, продемонстрировав биметаллические и мультиметаллические методы AП. Это позволяет наносить конструкционные оболочки из жаропрочных сплавов и встроенные форсунки с непрерывными каналами охлаждения на облицовку GRCop с использованием процессов DED или холодного напыления.”
Термостойкость микроструктуры GRCop обеспечивает более широкий выбор вариантов последующей обработки и соединения. Как правило, GRCop подвергается термообработке после сборки. Этот этап служит для снятия напряжения с деталей и устранения любой незначительной пористости. При изготовлении AM из GRCop плотность неизменно превышает 99,7%, а в большинстве случаев превышает 99,9% в зависимости от конкретных технологических параметров. В других медных сплавах высокая температура плавления или снятие напряжений могут привести к повреждению микроструктуры. GRCop выдерживает эти виды обработки и другие высокотемпературные процессы, такие как пайка и сварка. NASA еще больше расширило возможности применения GRCop, продемонстрировав биметаллические и мультиметаллические технологии AM [7]. Это позволяет наносить конструкционные оболочки из жаропрочных сплавов и встроенные сопла с непрерывными каналами охлаждения на облицовку GRCop с использованием процессов DED или холодного распыления AM. Такой подход использует свойства различных металлов для повышения общей производительности и функциональности компонентов (рис. 11). Камеры сгорания ракетных двигателей создают сложную химическую среду для материалов. Местные условия внутри камеры сгорания могут быстро переходить от окислительных к восстановительным и наоборот из-за нестабильности потока топлива и окислителя. Циклическое окисление при повышенных температурах может вызвать потемнение и вызвать эрозию, образование трещин и превращение материала в медную губку с низкой электропроводностью. В исследованиях циклического окисления при 600°C NARloy-Z и AMZIRC подверглись сильному окислению [8]. При тех же условиях GRCop-84 образует устойчивый защитный оксидный слой, предотвращающий дальнейшее обесцвечивание. Это позволяет использовать сплавы GRCop в более длительных условиях эксплуатации.
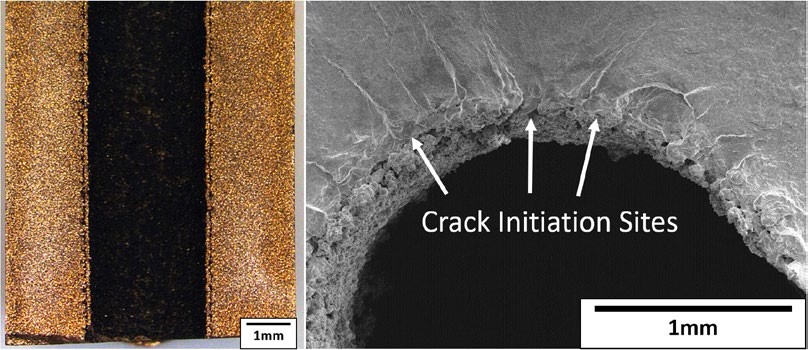
Рис. 12 Поверхностные разрушения при малоцикловой усталости (LCF) трубы GRCop-84 со встроенной внутренней поверхностью (NASA)
Критическим фактором, влияющим на возможность повторного использования камер сгорания и теплообменников, является низкая циклическая усталость (LCF) тонкостенных охлаждающих каналов, по которым протекает охлаждающая жидкость или криогенное топливо. Во время каждого запуска ракеты стенки каналов испытывают тепловое расширение и высокие напряжения. Из-за того, что вкладыш ограничен, это расширение вызывает высокие термические напряжения и пластическую деформацию. При многократном циклировании стенка вкладыша может в конечном итоге разрушиться. Сплавы GRCop обладают более низким коэффициентом теплового расширения (CTE) по сравнению с другими медными сплавами. Эта характеристика означает, что при заданной температуре горячей стенки вкладыши GRCop испытывают меньшие усталостные деформации и термические напряжения. Испытания LCF показали, что образцы GRCop могут выдерживать сотни циклов при 2%-ной деформации и десятки тысяч циклов при 0,7%-ной деформации [9]. NASA провело исследования характеристик LCF труб GRCop-84, чтобы понять влияние встроенной поверхности внутри охлаждающих каналов PBF-LB. Растрескивание постоянно возникало при дефектах встроенной внутренней поверхности и приводило к снижению усталостного ресурса. Для улучшения внутренней отделки деталей AM GRCop разрабатываются различные процессы улучшения поверхности.
“…в случае сплавов GRCop структура зерен в первую очередь определяется размером и пространственным распределением частиц Cr2Nb. Зерна меди растут до тех пор, пока они не будут прижаты частицами Cr2Nb, что приводит к саморегулируемому размеру зерен 1-3 мкм в GRCop-84 и 2-5 мкм в GRCop-42.”
Как GRCop-84, так и GRCop-42 демонстрируют схожие характеристики в LCF. Однако, если применить одинаковую конструкцию к камерам, изготовленным из обоих материалов, более высокая теплопроводность GRCop-42 приведет к снижению температуры горячих стенок. Это улучшает эксплуатационные характеристики материала и передает больше энергии топливу, что имеет решающее значение для повышения давления и производительности двигателей с расширительным циклом (рис. 12). В ракетных двигателях многоразового использования, где преобладают высокие температуры и длительное время работы, характеристики материала при ползучести становятся решающими. Вкладыш должен выдерживать тепловые нагрузки, а также давление, оказываемое топливом внутри охлаждающих каналов в течение длительного времени. Было показано, что образцы GRCop-84, изготовленные с использованием PBF-LB, имеют срок службы при ползучести на один или два порядка выше, чем деформированные аналоги. При аддитивном производстве многих материалов параметры обработки настраиваются таким образом, чтобы улучшить зернистую структуру конечной детали. Однако в случае сплавов GRCop структура зерен в первую очередь определяется размером и пространственным распределением частиц Cr2Nb. Зерна меди растут до тех пор, пока они не будут прижаты частицами Cr2Nb, что приводит к саморегулируемому размеру зерен 1-3 мкм в GRCop-84 и 2-5 мкм в GRCop-42. Когда Cr2Nb хорошо распределен, размер зерен остается в пределах 1-5 мкм, независимо от параметров лазера или последующей термической обработки. Это явление объясняет согласованные свойства, наблюдаемые в различных AM-машинах. Дополнительное потенциальное преимущество, наблюдаемое при использовании сплавов AM GRCop, связано с процессом затвердевания, в результате которого зерна с высокой текстурой удлиняются в направлении сборки. В процессе затвердевания атомы Cu объединяются в структуру кубической решетки, образуя зерна. Диагональ грани куба совпадает с направлением сборки и создает кристаллическую текстуру зерен. Даже после процесса HIP зерна сохраняют ту же кристаллографическую текстуру, а не становятся беспорядочно ориентированными, как большинство перекристаллизованных кованых металлов [13]. Процесс затвердевания также приводит к удлинению зерен вдоль направления сборки, создавая металлографическую текстуру. Из-за анизотропии материала дизайнер может воспользоваться сильным кристаллографическим направлением, указав ориентацию сборки, подобно столяру, который тщательно ориентирует древесные зерна. Большинство образцов AM GRCop тестируются в направлении сборки, близком к слабой ориентации меди <101>. В результате заявленные значения несколько консервативны, и при других ориентациях могут наблюдаться дополнительные преимущества в механических свойствах.
1. Количество частиц размером более +140 mesh должно быть ограничено ≤ 1,0 мас.% согласно ASTM B214 2. Количество частиц размером менее +325 меш должно быть ограничено < 5,0 мас.% согласно ASTM B214
GRCop-42 DED
-325 mesh/+1250 mesh -45 (µm)/+10 (µm)
1. Количество частиц размером более +325 mesh должно быть ограничено ≤ 1,0 мас.% в соответствии с ASTM B214 2. Частицы размером менее 10 (мкм) должно быть ограничено ≤ 5,0 совокупных объемных% в соответствии с ASTM B822
Таблица 2. Распределение порошка GRCop-42 по размерам
Внимание к деталям имеет значение
GRCop-42 был создан с использованием множества наборов параметров, различных машинных платформ, конфигураций и даже процессов AM. GRCop хорошо прилипает к конструкционным пластинам Inconel 625 или Inconel 718, которые являются наиболее совместимыми, хотя использовалась мягкая сталь. В типичном процессе используются монтажные пластины из нержавеющей стали с соединительным слоем из сплава 625 или 718 толщиной 1 мм для улучшения сцепления GRCop. Типичное распределение порошка составляет 10-50 мкм для PBF-LB и 45-105 мкм для DED. Особенности приведены в таблице 2. Для поддержания качества порошка GRCop его следует хранить под вакуумом или в инертной атмосфере для предотвращения окисления. После использования переработанный порошок следует просеять, чтобы исключить скопления и разбрызгивание частиц размером более 45 мкм. При обращении с порошком и его хранении крайне важно свести к минимуму воздействие кислорода. При значительном накоплении кислорода могут образовываться кубические частицы оксида ниобия. Эти частицы могут выступать в качестве мест образования трещин и могут вступать в реакцию с водородом под высоким давлением.
Рис. 14 PBF-LB GRCop-42 был испытан в полете на двигателе Aeon 1 компанией Relativity Space, демонстрируя зрелость процессов, разработке которых доктор Эллис посвятил большую часть своей карьеры (Relativity Space/фото Майкла Бейлора)
Предполагается, что рециркуляция GRCop может быть практически ограничена из-за укрупнения Cr2Nb. Хотя Cr2Nb стабилен, многократное воздействие высокой температуры вблизи ванны расплава может в конечном итоге привести к огрублению, что может повлиять на эксплуатационные характеристики материала в течение последующих циклов переработки. В отличие от многих медных сплавов, которые используют термообработку для контроля размера и распределения осадков, стабильность Cr2Nb означает, что традиционные методы термообработки не могут быть использованы для рафинирования дисперсоидов. Для деталей AM GRCop-42 рекомендуется использовать HIP, пока детали еще находятся на сборочной плите. Cr2Nb повышает необходимую температуру для отжига GRCop-42 по сравнению с деформированным рулонным или экструдированным материалом. Для отжига GRCop-42 достаточно только высокотемпературного процесса HIP. Однако также эффективен отжиг при температуре 700-800°C в течение 30 минут на каждые 25 мм (1 дюйм) толщины детали. Термообработку следует проводить в вакууме или защитной атмосфере, такой как Ar-3% H2. Во время HIP детали обычно покрывают фольгой из нержавеющей стали или тантала для дальнейшего ограничения окисления. Несмотря на эти меры предосторожности, на поверхности может образоваться некоторое количество оксида. Это можно устранить, введя в печь небольшое количество водорода для создания восстановительной среды или используя чистящий раствор, такой как смесь гидроксида аммония и перекиси водорода, или раствор на основе лимонной или фосфорной кислоты.
Кульминация карьеры: прокладывание пути для будущих исследований
Работа доктора Эллиса над GRCop-42 и GRCop-84 началась в 1987 году и завершилась запуском первой ракеты с GRCop-42 в 2023 году. В течение своей карьеры он был свидетелем того, как NASA проводило испытания на горячем огне многочисленных камер сгорания GRCop, которые проработали более 60 000 секунд и тысячи запусков. Компания Commercial space внедрила технологию GRCop и проводит ежедневные испытания камер, что в значительной степени способствует созреванию материала. В сотрудничестве с промышленными партнерами доктор Эллис сыграл ключевую роль в переходе AM GRCop-84 и GRCop-42 из лаборатории в производство в растущих масштабах. Примечательно, что PBF-LB GRCop-42 был испытан в полете на двигателе Aeon 1 компанией Relativity Space (рис. 2, 14), что демонстрирует зрелость процессов, разработке которых он посвятил большую часть своей карьеры. По мере роста спроса на высокопроизводительные двигатели решающее значение приобретает способность материала выдерживать все более высокие температуры горячих стенок. GRCop обладает превосходными механическими свойствами при высоких температурах, высокой теплопроводностью, высокой производительностью при малоцикловой усталости и длительным сроком службы при ползучести при температурах, превышающих возможности других медных сплавов. Текущие усилия NASA включают сотрудничество с промышленностью для совершенствования камер сгорания AM GRCop-42 и производства исходного сырья. Инициативы направлены на оптимизацию затрат за счет усовершенствования цепочки поставок и увеличения скорости сборки. Проводится оценка зеленых и синих лазеров для повышения скорости сборки за счет улучшения поглощения энергии. В то время как аэрокосмическая промышленность сталкивается с трудностями при квалификации сложных компонентов AM, использование биметаллических технологий AM и передовых сплавов, таких как GRCop-42, усложняет квалификацию, но обеспечивает значительное снижение затрат и повышение производительности.
GRCop-42 также позволяет внедрять совершенно новые двигательные технологии, такие как ракетные двигатели с вращающейся детонацией (RD RE). Рассматриваются области применения за пределами аэрокосмической промышленности, такие как термоядерные реакторы. Сплавы AM GRCop потенциально могут быть использованы при любых высоких температурах и с большим тепловым потоком. Успех доктора Эллиса в разработке сплавов GRCop подчеркивает глубокое влияние фундаментальных исследований в области материаловедения на аэрокосмическую промышленность. Выходя на пенсию, он может стать свидетелем поэтапного построения GRCop как символ постепенного прогресса человечества в возвращении на Луну и, в конечном счете, в исследовании Марса. Его наследие подчеркивает преобразующую силу целенаправленных исследований материалов, согласующихся с более широким путешествием человека в космос.
Списокисточников:
[1] D L Ellis and G M Michal, “Precipitation strengthened high strength, high conductivity Cu-Cr-Nb alloys produced by chill block melt spinning,” NASA CR, 1989.
[2] D L Ellis and G M Michal, “Mechanical and Thermal Properties of Two Cu-Cr-Nb alloys and NARloy-Z,” NASA CR, 1996.
[3] P Gradl, O R Mireles, C Katsarelis, T M Smith, J Sowards, A Park, P Chen, D C Tinker, C Protz, T Teasley, D L Ellis and C Kantzos, “Advancement of extreme environment additively manufactured alloys for next generation space propulsion applications,” Acta Astronatuica, vol. 211, pp. 483-497, 2023.
[4] D L Ellis, “GRCop-84: A High- Temperature Copper Alloy for High-Heat-Flux Applications,” NASA TM, 2005.
[5] P R Gradl, S E Greene, C S Protz, D L Ellis, B A Lerch and I E Locci, “Development and Hot-fire Testing of Additively Manufactured Copper Combustion Chambers for Liquid Rocket Engine Applications,” AIAA/ SAE/ASEE Joint Propulsion Conference, 2017.
[6] H C de Groh III, D Ellis and W Loewenthal, “Comparison of AMZIRC and GRCop-84,” Copper for the 21st Century, 2005.
[7] P R Gradl, C S Protz, D L Ellis and S E Greene, “Progress in Additively Manufactured Copper-Alloy GRCop-84, GRCop-42, and Bimetallic Combustion Chambers for Liquid Rocket Engines,” 70th International Astronautical Congress, 2019.
[8] L Thomas-Ogbuji, D L Humphrey and J A Setlock, “Oxidation-Reduction Resistance of Advanced Copper Alloys,” NASA CR, 2003.
[9] P R Gradl, C Protz, K Cooper, C Garcia, D Ellis and E Laura, “GRCop-42 Development and Hot-fire Testing Using Additive Manufacturing Powder Bed Fusion for Channel-Cooled Combustion Chambers,” AIAA/SAE/ ASEE Joint Propulsion Conference, 2019.
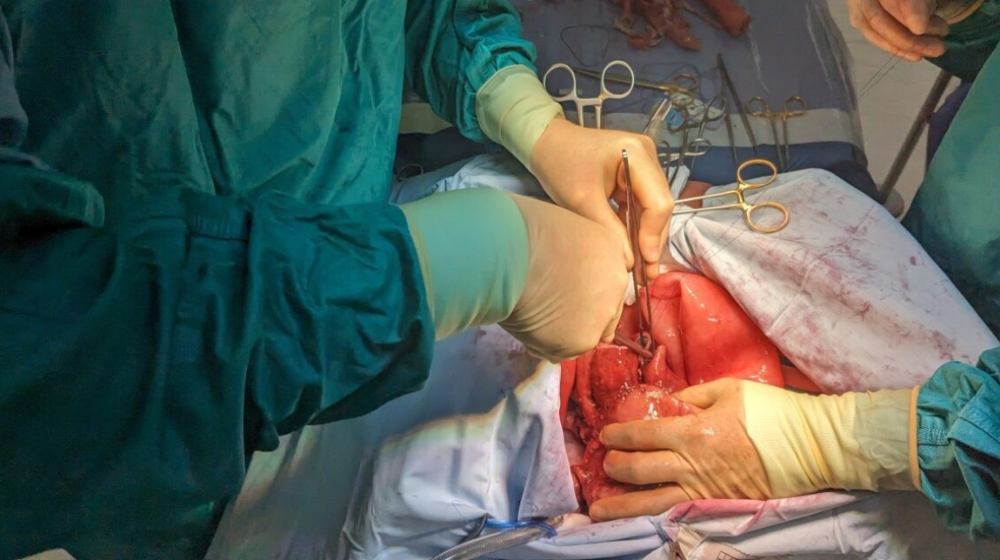
Анатомические модели кровоточащего и бьющегося сердца созданы для обучения хирургов-трансплантологов.
Команда исследователей, возглавляемая старшим научным сотрудником Ричардом Армом из Университета Ноттингем Трент (NTU), создала высокореалистичные анатомические модели сердца и легких, которые могут биться, кровоточить и дышать, как настоящие органы, чтобы помочь обучить хирургов осуществлять трансплантацию. При разработке моделей команда использовала снимки сердца пациента с заболеванием сердца, а также здорового донора.
Искусственные органы выполнены из силикона, тканей и различных волокон с использованием технологии 3D-печати. В них находятся даже кровеносные сосуды, которые могут кровоточить, имитируя реальный опыт их пережатия для остановки кровотока. Модели можно ремонтировать и использовать многократно. Врачи, выполняющие имитацию операции, могут сделать разрезы и удалить больной орган, а затем пришить на место новое сердце с помощью настоящих хирургических инструментов.
Имитационная операция по пересадке сердца, полностью выполненная с использованием таких моделей, была проведена в рамках исследовательского проекта (Университет Ноттингем Трент/Пенсильвания).
Из комментариев участников проекта:
«В модели имитируется кровотечение в точности, как в обычном сердце, обеспечивая реальный опыт и ограниченную видимость, с которыми хирургам приходится сталкиваться на операционном столе».
«Модель спроектирована таким образом, чтобы быть доступной по цене, многоразовой и легко перемещаемой. Технология экструзии материала FFF, которая использовалась для получения модели, предоставляет безграничные возможности безрискового обучения для хирургов-трансплантологов по всей стране».
Хирурги также смогут попрактиковаться в выполнении разрезов в перикарде (тонком мешочке, окружающем сердце) и кровеносных сосудах, соединяющих сердце с легкими и остальным телом.
По словам доктора Арма, более ранние версии моделей используются британскими военными и гражданскими больницами для улучшения обучения оказанию неотложной помощи при травмах.
Он сказал: «Хотя мы и прежде создавали другие анатомические модели, но то, что мы начали получать сегодня с помощью 3D-печати — это заметный шаг вперёд, представляющий собой первый пример синтетических органов нового поколения, где реалистичная внутренняя детализация включает в себя все критически важные скрытые кровеносные сосуды и сердечные клапаны».
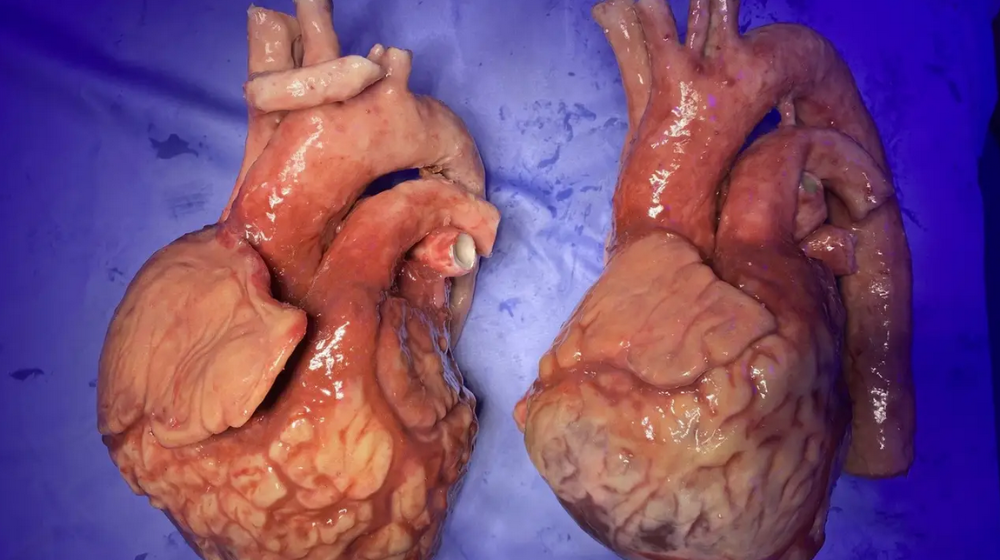
Модель больного сердца (слева) и модель здорового сердца (Ноттингем Трентский университет/Пенсильвания)
Из комментариев разработчиков:
«Сейчас в мире просто нет ничего подобного, поэтому мы работаем вместе с британскими хирургами и мировыми розничными сетями над испытанием медицинских моделей следующего поколения».
«Это действительно важно, потому что трансплантация сердца — это особая специализация».
«Еще пример, где результаты наших исследований эффективно применяются на практике, – отделения челюстно-лицевого протезирования по всей Великобритании, которые используют наши самые передовые модели кожи для обучения пластических хирургов самым современным методам наложения швов».
«Мы также производим самые передовые в мире стоматологические модели, которые используются британскими студентами-стоматологами для обучения безопасному зондированию десен».
Проект, финансируемый Ассоциацией трансплантации сердца и легких Фримена (FHLTA), был представлен 18 марта в Обществе кардиоторакальной хирургии.
Адель Ламберт, председатель FHLTA, сказала: «FHLTA гордится тем, что помогает финансировать этот проект, поскольку мы смотрим в будущее трансплантации и знаем, что это инновационное исследование поможет усовершенствовать методы хирургов в области трансплантации органов».
Многие из читателей знают, что созданием анатомических моделей успешно занимаются такие лидеры, как Stratasys, 3D Systems и Mimaki, однако, зачастую, стоимость их решений достаточно высока при условии лучшей в классе визуализации внутренних органов, костей и тканей. Применение доступной 3D-печати для медицины значительно расширит спектр и без того широкого предложения, а клиники и вузы получат доступный инструмент для реализации даже самых сложных проектов, поддержать которые раньше могли только самые достойные или хороши финансируемые учреждения.
В аддитивной сфере, как и во всех высокотехнологичных отраслях, заимствование прорывных идей и подходов – вполне распространенный путь становления и развития собственного бизнеса. При этом одни просто стараются как можно точнее скопировать хит продаж от кого-то из лидеров отрасли, другие же, беря его за образец, развивают на этой базе что-то своё и в итоге выпускают оригинальный продукт, как говорят киношники, «по мотивам». Путем «там» посмотрим, но сделаем по-своему» пошли в Санкт-Петербургской компании Redfab, разрабатывающей и производящей специальное промышленное оборудование для 3D-печати. В 2017 году один из ведущих игроков мирового рынка АП – компания Stratasys представила свой демонстратор Фабрики Будущего – Stratasys Continuous Build. Осознав, что решения автоматизации в 3D-печати – это не будущее, а уже реальность, Redfab за несколько лет создала и успешно продвигает на рынке собственный промышленный FDM-комплекс автономной поточной 3D-печати.
Наш собеседник – генеральный директор ООО «НПК АНТЕЙ» (бренд Redfab) Александр Михайленко
–В вашем сегменте аддитивного оборудования на момент вывода на российский рынок ваших комплексов на нём уже упрочили свои позиции бренды BambuLab, Creality, и даже 3DLife со своими высокоскоростными принтерами. Как вам удаётся конкурировать с ними?
– Мы не считаем их прямыми конкурентами нашего решения, и именно сегменты рынка у нас все-таки разные. На рынке дефицит технологов 3D-печати, что приводит к тому, что даже крупные предприятия и бизнесы строят свои центры аддитивного производства, полагаясь на бытовые 3D-принтеры. Для сравнения «в лоб»: наши решения изготавливают детали из 8 материалов одновременно, с точностью и на скоростях выше, чем в указанных выше принтерах, при этом с полной автоматизацией, извлечением готовых деталей, планированием, учетом, контролем рентабельности и интеграцией в различные 1С и CRM-системы, с гарантией на свою продукцию. Их единственное преимущество – цена, да и то преимущество это относительное: к концу первого года наше решение принесет клиенту больше прибыли при равном объёме выпуска продукции и прочих равных. Мы считали, что за счет минимизации всех видов простоев обеспечивается паритет 1 ПАК Redfab–9 Bambu Lab или их отечественных аналогов. Дело в круглосуточности печати и ее автономности.
— Ваш пул поставщиков комплектующих полностью российский?
— Есть отдельные импортные компоненты от компаний Hiwin, Technix, LDO. При этом всю металлообработку, проектирование и производство плат делаем самостоятельно на своём производстве, либо у подрядчиков в России. Наша продукция проходит процедуру подтверждения «отечественности» в ГИСП в соответствии с постановлением Правительства РФ от 17 июля 2015 г. N 719.
— Какие расходные материалы предпочитаете? И в чёмих преимущества?
— Мы сделали ставку на разнообразие и печать сложными полимерами и композитами. Используем материалы компаний Filamentarno, Print Product, REC, BestFilament, Стримпласт и некоторых других. Материалы подбираются под конкретную задачу с учетом её специфики. Эти производители материалов для 3D-печати хорошо зарекомендовали себя в нашей работе.
— Расскажите подробнее о вашей MES–системе. Она стала логическим продолжением хардверной автоматизации?
— MES-система – ключевое звено всех наших продуктов.
Её основное назначение – обеспечить технологию «под ключ», т.е. решение 99% задач, возникающих в организации аддитивного производства.
Будучи узкоспециализированной отраслевой системой, MES Redfab предназначена автоматизировать практически все процессы, характерные для аддитивного производства. Укажу здесь только несколько из них:
Автоматический достоверный расчет стоимости изделий по STEP/STL-модели. Система считает не в абстрактных «попугаях», а сама строит управляющую программу, получает данные из справочников материалов, применяет их в расчете. Учитывается себестоимость материала, время работы станка, прогноз по энергопотреблению, амортизация, время работы сотрудников и многое другое.
Автоматический достоверный расчет сроков производства. За единицу времени здесь берётся фактическое время печати прототипа, а план производства конкретного проекта накладывается на реальную загрузку производства. Отклонение прогноза от факта зачастую не превышает часа на недельном промежутке.
Управление рентабельностью производства. Менеджеру больше не нужно уточнять у производства цену и сроки конкретного заказа. В настройках системы указываются тарифные сетки и ставки часа, применяемые у заказчика. Цену проекта считает система, визуализирует для менеджера полный расклад (доходы-расходы-прибыль-скидки) и контролирует, чтобы проект был рентабелен.
Централизованная система производственных заказов для внешних и внутренних заказчиков. Очень удобно: настройте интеграцию с CRM системой или 1С, получайте данные по заказам в режиме онлайн. Для внутренних заказчиков есть возможность списания затрат в разрезе деталей с учетом ФОТ, возможна выгрузка отчетов в 1С.
Интеграция с оборудованием заказчика. Нет никаких проблем подключить любой 3D-принтер, работающий на прошивке Klipper. Система полностью интегрирована с нашими автоматизированными комплексами поточной печати ПАК Redfab. Прорабатывается нативная интеграция с решениями Stereotech, 3DLAM, Volgobot. Принтеры Picaso Designer X уже работают с нашей системой.
Цифровой след каждого проекта. Кто его автор, кто и за что в нём отвечает, история проекта, история печати, статистика, история брака, постобработки, ОТК – вся информация собирается полностью автоматически, без необходимости ручного ввода данных.
Цифровой паспорт проекта (параметры проекта, параметры заданий, приоритизация, материалы, копии, конструкторская документация, исходная модель, протестированный G-code). Это дает возможность повторить предыдущие заказы, а также привязать производственный заказ к триггеру,например, если на складе взяли деталь– она тут же встаёт в очередь на производство.
Сквозной процесс управления заказами по стадиям (новые, согласование с клиентом, согласование на производстве, в ожидании оплаты, в производстве, ожидают выдачи, завершённые). При интеграции с CRM и 1С новые заказы автоматически отображаются в системе, а оплаченные – сразу перемещаются в производство без необходимости в контроле менеджера. Менеджер работает в режиме одного окна, ему не нужно уточнять статусы заказов у производственного отдела.
Сквозной процесс управления производством по стадиям (новые, на утверждении, в печати) и по отделам (отдел печати > постобработка > ОТК > склад готовой продукции). В случае, если деталь на этапах печати, обработки или ОТК будет забракована по любым причинам, как только нажимается кнопка «брак», автоматически добавляются копии в план производства с уведомлением ответственному за проект.
Автоматическая диаграмма Ганта производственного плана. На основе данных текущих и запланированных проектов формируется диаграмма Ганта, визуализирующая производственный план в разрезе загрузки производства: филиалов, операционных групп, принтеров, отделов, сотрудников.
Настройка ролей и прав учета-контроля доступа. Разные пользователи системы видят и могут взаимодействовать только с разрешенной им частью информации в зависимости от роли сотрудника в системе: SUDO, администратор, начальник производства, оператор, менеджер продаж, техник постобработки, контролёр ОТК, стажёр.
Справочники и база знаний по технологии 3D-печати. В справочниках содержится информация по материалам с возможностью создания собственных материалов, опыт сотрудников Redfab и опыт специалистов заказчика в виде статей в формате Wiki. База знаний доступна всем пользователям, справочники – в зависимости от роли пользователя в системе.
Статистика и аналитика. Система генерирует большой объём данных, в том числе с логированием действий пользователей в системе, данные автоматизированного учета, производства, уведомления, инциденты, статистику печати, брака, расхода материалов. На основе этих данных клиентам доступны преднастроенные отчеты, позволяющие отображать статистику в разрезе периодов, принтеров, филиалов, сотрудников, подразделений, материалов, доходов-расходов. Аналитические отчеты призваны дать конкретные рекомендации по улучшению процессов и снижению накладных расходов предприятия.
— Какой вам видится сложившаяся в последние два года ситуация на отечественном рынке АТ в целом? В чем увеличилось наше отставание от Запада, а где мы сохраняем прежнее соотношение или даже больше приблизились к лидерам?
— Согласно отчётам ТН ВЭД, существенно провалился (до 70% в 2022 году) ввоз 3D-принтеров в Россию, как бытовых, так и промышленных. Спрос на 3D-принтеры и услуги 3D-печати при этом никуда не делся, а наоборот, существенно возрос. АТ сейчас массово применяются для изготовления элементов дронов, протезов, под задачи импортозамещения.
Я бы охарактеризовал текущую ситуацию на рынке как второе дыхание для отечественных производителей 3D-принтеров, материалов: конкуренция сократилась, спрос в разы превышает предложение. В таких условиях отечественным производителям разумно объединять свои усилия и делать ставку на попадание в реестр отечественной продукции МПТ, что должно защитить компании от постепенно возвращающихся на рынок азиатских и европейских производителей.
Отставание от Запада у нас преимущественно в электронике. Бόльшая часть интересной электронной компонентной базы (ЭКБ) просто недоступна, китайская ЭКБ может преподнести сюрпризы. Отечественные производители ЭКБ всё еще продают продукцию через письма-запросы. Китайцы нас давно обогнали в части производственных технологий, а конкретно – в итеративности выпуска продукции. Пока мы проходим квесты с запуском в серийное производство тех или иных устройств, китайцы за тот же период выпустят пару десятков устройств, которые так же быстро окупятся.
По моим наблюдениям, российские производители больше радеют за качество своей продукции, чем иностранные конкуренты, а известные проблемы тех или иных отечественных 3D-принтеров – в первую очередь проблемы культуры производства, а не технологий.
— Какие тренды на российском рынке вы видите? Какие из них считаете полезными, перспективными, а какие – ошибкой?
— Тренд №1 – масштабирование. Заказы выросли как в количестве, так и в объёме, нужно наращивать мощности.
Тренд №2 – автоматизация. Кадровый дефицит в отрасли никуда не делся, а количество вакансий для специалистов 3D-печати увеличивается. Единственный выход – повышать эффективность выработки на единицу персонала за счет автоматизированного ПО, например, нашей MES Redfab.
Тренд №3 – качество печати. Если раньше клиенты прямо сравнивали 3D-печать и литье на ТПА по качеству поверхности, то сейчас в большинстве заказов фокус сместился на прочность, точность и сроки изготовления деталей.
Тренд №4 – переход на всё отечественное в разных сферах. Иностранные поставщики выстрелили себе в колено. И двух лет хватило, чтобы найти внутренних поставщиков почти по всем ключевым номенклатурным позициям. Поставщики материалов приносят нам сертификаты, подтверждающие полностью отечественное происхождение сырья (гранулята) по материалам, которые раньше были исключительно импортными.
— Добавим от себя еще и тренд №5 – создание ферм 3D-печати. Какие ниши рынка, на ваш взгляд, они могут занять? И что, по вашему мнению, предпочтительнее для серийного производства: оснаститься принтерами такого класса, как ваши, или же приобрести 1–2 десятка более простых принтеров, расположить их на стеллажах в виде фермы и иметь бόльшую концентрацию скорости выхода готовой продукции с одного кв. метра? Как часто предприниматели покупают ваши принтеры, как аналог ферм?
— Фермы 3D-печати могут занять любую нишу практически без ограничений. Мы и сами, как контрактное производство, получали заказы всех видов: от 1 единицы до десятков тысяч деталей, от товаров для офисов до компонентов для спутников и оборудования АЭС, от сувенирной мелочёвки до многометровых скульптур, от шестерёнки в блендер до уплотнителя на танк, от «сделать вчера» до тендерных поставок.
Большинству заказчиков на рынке не интересно приобретение 3D-принтеров, им важно получить деталь в срок. Поэтому в первую очередь такие заказчики обращаются в студии и фермы 3D-печати. А вот когда такие студии и подрядчики начинают подводить, или сроки исполнения заказов увеличиваются, то тогда клиенты задумываются об организации собственного аддитивного производства с целью минимизации рисков и прямых затрат.
Мое мнение в отношении наших ПАК поточной 3D-печати Redfab, конечно, не может быть до конца объективным, но я считаю, что если предприятие хочет решить свои задачи аддитивного производства «от и до», то наше решение – единственное и безальтернативное с точки зрения организации именно сквозного процесса «под ключ». Но дальше возникают технологические нюансы.
Например, заказчик может производить продукцию с требованиями, которые мы сами не можем выполнить технологически, но могут выполнить наши коллеги-производители 3D-принтеров или интеграторы. В таком случае мы привлекаем наших коллег/партнеров/конкурентов к кооперации, а они, в свою очередь,обращаются к нам для решения комплексных задач автоматизации.
Выбор 1-2 десятка обычных 3D-принтеров или 1-2 наших ПАК автоматизированной печати – вопрос тоже не тривиальный. Например, наши ПАК Redfab можно взять в лизинг, а ферму из принтеров Bambu Lab или их аналогов – нет. В одних случаях выработка на кв. м важна, в других – не играет роли. Мы делали экономические расчеты и пришли к выводу, что к концу первого года существования крупного аддитивного производства (больше 20 3D-принтеров), расходы на ФОТ существенно превышают все остальные статьи расходов. В таком случае наличие автоматизации позволяет добиться сокращения до 80% расходов на ФОТ, что приводит к росту прибыли до 2 раз при аналогичной выручке.
Сейчас наши принтеры приобретаются в первую очередь под организацию производств «под ключ» в различных отраслях промышленности, но пока преимущественно – под специальные задачи, связанные с производством БВС (беспилотные воздушные суда –прим. редакции).
— Какие технологии и машины, на ваш взгляд, незаслуженно недооценены в России, или, возможно, недостаточно «раскручены»?
— Разным технологиям – разное применение, поэтому я не считаю корректным сравнивать их «в лоб». Я бы сказал, что проблема в другом: мало оценена роль Минпромторга РФ в части поддержки аддитивной отрасли. Многие производители 3D-принтеров и материалов не делятся с представителями регулятора данными о своем развитии, что приводит к тому, что на нашем рынке в принципе единственная доступная аналитика – отчеты ТН ВЭД, по которым можно делать только самые общие выводы.
Мы столкнулись с тем, что, когда привлекаем инвестиции на собственное развитие, мы с трудом можем предоставить инвестору достоверную информацию по объему рынка 3D-печати в какой-либо из отраслей и вынуждены оперировать стратегией развития АТ до 2030 года и косвенными данными.
Считаю, что как самому регулятору в лице МПТ, так и производителям 3D-принтеров нужно чаще обмениваться друг с другом информацией о реальном положении дел в отрасли, для этого все инструменты есть – было бы желание.
— Положение дел в отрасли во многом определяется профессионализмом кадров. Приходят ли к вам на стажировку и практику студенты? Как вы оцениваете сегодняшний уровень вузовской подготовки в сфере АТ? Чему учите студентов у себя? Вовлекаете ли в процессы разработки?
— Да, приходят. Уровень подготовки очень разный, но в то же время одинаковый в том смысле, что абсолютное большинство требуется переучивать в части материаловедения и обучать трудовой дисциплине.
У нас в компании действуют «социальные лифты» – можно переходить из отдела в отдел с повышением заработной платы при наличии инициативы и квалификации. Многие сотрудники у нас выросли до ключевых и руководящих позиций, постепенно меняя деятельность.
— Разрабатывает ли сегодня Redfab новые технологии?
— На новые технологии 3D-печати пока не замахиваемся, достойных представителей на нашем рынке есть множество. 3DLam в печати металлом, ONSINT в SLS, F2 в крупногабаритной печати, Stereotech в печати армированием, Hardlight – фотополимерами, ну и так далее. В стране больше 50 разработчиков 3D-принтеров, многие из них серийно выпускают свою продукцию и она вполне конкурентоспособна.
А вот новые технологии автоматизации – конечно, да, продолжаем развивать и разрабатывать.
— Ваш основной рынок сбыта – внутренний. Планируете ли вместе с тем выйти на рынки дружественных стран?
— Такие запросы есть, и мы их прорабатываем. Препятствий с нашей стороны или со стороны регуляторов не вижу.
Еще один российский завод освоил производство систем для песчано-полимерной печати «Бархан-1200» по популярной технологии струйной печати связующим BJ.
Песчаный 3D-принтер был разработан Обуховским заводом (входит в Концерн ВКО «Алмаз — Антей») в рамках программы импортозамещения. По своим характеристикам отечественный образец не уступает импортным устройствам, что в будущем позволит полностью заменить зарубежные аналоги.
«Бархан-1200» может быть использован для создания разовых литейных форм по электронной модели. В качестве сырья используется кварцевый песок, на который наносится связующая смола. Печать происходит циклично слой за слоем, на выходе получается твердая смесь, повторяющая цифровую модель. Создание одной формы может занимать от нескольких часов до нескольких суток.
«Бархан-1200» предназначен для производств различного класса. Полученные формы можно использовать для литья стали, чугуна, цветных металлов и магниевых сплавов. Особенностью печати является многократное использование песка, что делает её практически безотходной.
Обуховский завод планирует представить серийную установку на выставках в 2024 году, чтобы продемонстрировать конкурентные преимущества изделия.
Первые два серийных образца уже изготовлены предприятием для поставки заказчикам!
Послесловие редакции
Что всё это значит для развития отечественной сферы АП? Согласно исследованию компании Логика слоя, их уникальная Экосистема АТ отражает следующее положение дел среди производителей и поставщиков российской продукции BJ:
1. Производители, освоившие серийное производство оборудования или в шаге от него:
2. Производители, находящиеся на уровне стартапов:
— ООО «КМЗ», Кингисеппский машиностроительный завод,
— ООО «Московский машиностроительный завод Уран».
3. Производитель, осуществляющий сборку оборудования в России:
— Совместное Российско-Китайской предприятие «FHZL RUS».
Согласно Википедии, «В состав чёрной металлургии в России входит более 1,5 тыс. предприятий и организаций, 70 % из них — градообразующие, число занятых — более 660 тыс. человек. Объём продукции в металлургическом производстве — 2.522 трлн рублей (2022 год). Доля металлургической промышленности в ВВП России по состоянию на конец 2021 года оценивался примерно как 2.5%».
При условии работы на российских предприятиях уже нескольких десятков BJ-принтеров, понимании производственниками преимуществ АП, потребность в таком оборудовании только растёт из месяца в месяц. На фоне популярности технологии и ёмкости рынка очевидно стремление частных предпринимателей и госкорпораций освоить производство оборудования для создания литейных форм и стержней как внутри своего контура, так и для рыночных продаж. Пожелаем всем компаниям качественных продуктов и честной конкуренции!
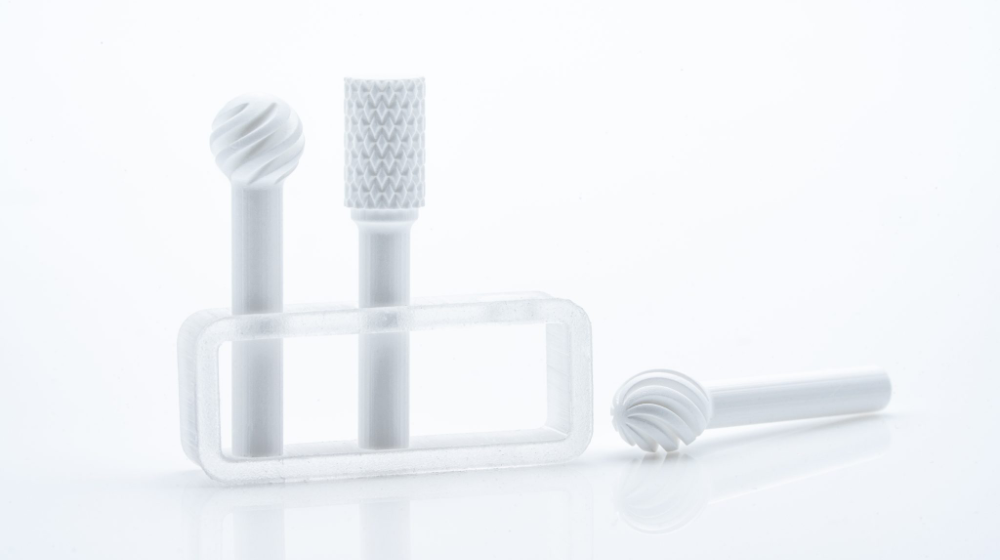
Керамические инструменты демонстрируют свой потенциал там, где их металлические аналоги начинают выходить из строя. При этом производители многих медицинских инструментов всё чаще предпочитают именно керамику: изделия из неё не только имеют высокую термостойкость и износостойкость, но также и высокую биосовместимость, качественную стерилизацию.
Конструкции керамических хирургических инструментов до сих пор сильно ограничивались традиционными методами производства, которые экономичны только в том случае, если используются для изготовления больших серий. Керамические 3D-принтеры Lithoz сочетают в себе новый уровень свободы дизайна с масштабируемым и эффективным массовым производством.
И в хирургии, и в стоматологии
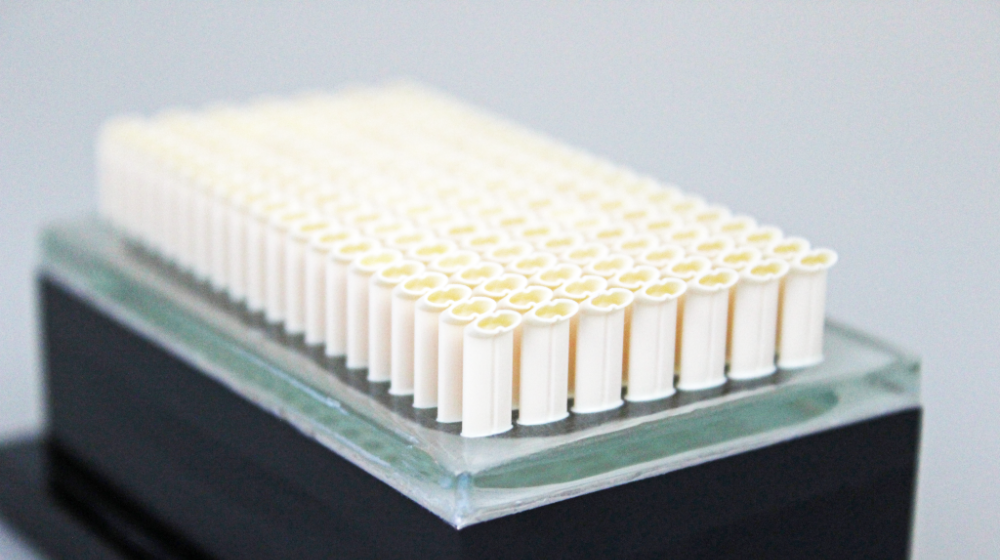
В медицине 3D-печать высокопроизводительной керамики делает доступными ранее недостижимые качества – не только в геометрии, но и в экономическом плане.
Большие и малые серии инструментов могут быть изготовлены быстро и эффективно, а множество керамических материалов для 3D-печати, которые уже используются в медицинских целях, включая оксид алюминия, цирконий, нитрид кремния, значительно расширяют спектр возможных инновационных продуктов.
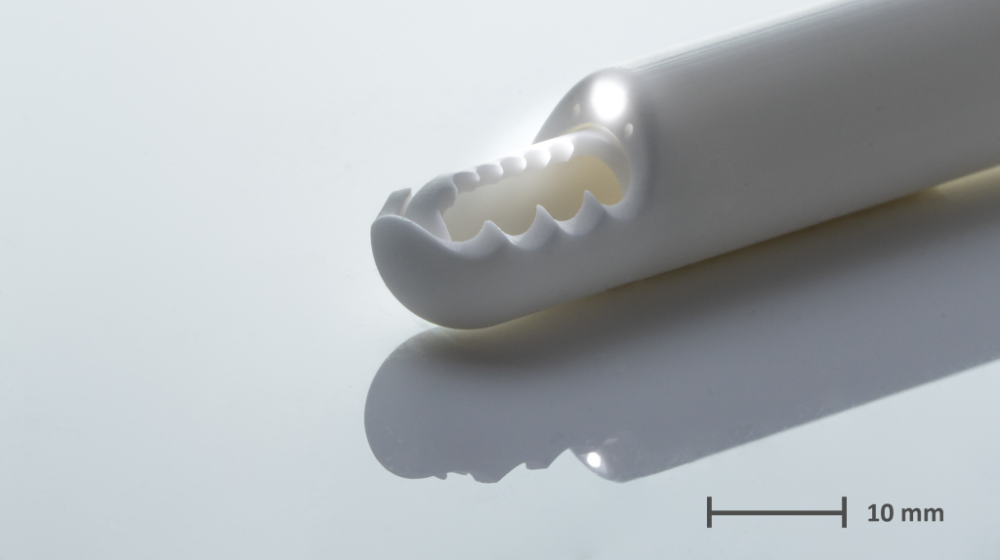
Одним из примеров керамики, напечатанной на 3D-принтере, является артроскопическая бритва для коленного сустава. Традиционно эти бритвы изготавливаются из металла в простой трубке. Благодаря 3D-печатной керамике теперь можно добавить новые инновационные конструктивные особенности.
В данном случае наконечник бритвы имеет встроенный канал для оптических волокон, обеспечивающий постоянное освещение обрабатываемой зоны. Такие каналы также можно использовать для промывания, отсасывания или для подключения электрокоагуляционного наконечника.
Керамическая артроскопическая бритва для коленного сустава, напечатанная на 3D-принтере, со встроенным каналом для оптических волокон (Lithoz)
Стоматологические боры из диоксида циркония демонстрируют безграничные возможности, открывающиеся благодаря сочетанию передовой геометрии с твердостью и повышенной долговечностью керамики. Такие керамические компоненты также позволяют избежать попадания металлических микрочастиц в обрабатываемые полости, что важно для операций без металлов.
Детали, изготовленные на керамическом 3D-принтере Lithoz CeraFab S65 Medical с разрешением 40 мкм, имеют высокую детализацию и могут производиться серийно. За один цикл 3D-печати можно изготовить более 100 боров при цене менее 10 евро за штуку!
Стоматологические боры из диоксида циркония (Lithoz)
Немецкая компания Steinbach, пионер в области 3D-печати керамики, недавно продемонстрировала керамическую трубку, напечатанную с помощью технологии Lithoz, для использования в хирургическом роботе Da Vinci™.
На 3D-принтере было напечатано 12 000 крошечных, и при этом высокоточных трубок с острыми изгибами и внутренними контурами, которые имеют идеально гладкие поверхности с Ra 0,4 мкм и минимальной толщиной стенок 200 мкм. Такие трубки используются для подачи через них крошечных оптических волокон. Этот пример подтверждает, что процессы 3D-печати керамики Lithoz уже успешно масштабируются до крупномасштабного серийного производства.
Платформа построения с напечатанными на ней керамическими трубками (Steinbach AG)
Мультиматериальная керамическая печать
Lithoz уже работает над одновременной 3D-печатью нескольких материалов в одном изделии за один производственный цикл. Например, если рассматривать биполярные пинцеты для электрокаутеризации (хирургический метод разрезания тканей или остановки кровотечения из сосудов), то керамика и металл печатаются вместе с помощью многокомпонентного 3D-принтера Lithoz CeraFab Multi 2M30. Это позволяет компонентам сочетать чрезвычайные изоляционные способности керамики с проводящими свойствами металла.
Появление керамических хирургических инструментов, напечатанных на 3D-принтере, знаменует собой новую, революционную главу в современной медицине. Благодаря своей точности, долговечности, биосовместимости и экономической эффективности эти инструменты могут полностью изменить хирургическую практику, оптимизировать производство и повысить качество лечения и его комфорт для пациентов.
Поскольку исследования и разработки в этой области продолжаются, медицинское сообщество может с уверенностью готовиться к будущему, в котором хирургическая точность и благополучие пациентов будут подняты на беспрецедентную высоту благодаря сочетанию керамики и передовых технологий 3D-печати.
В ходе совместной работы с другими специалистами по аддитивным технологиям нам необходимо было достичь наилучшей поверхности на синтезируемом материале. Тогда по результатам работы была опубликована статья «Особенности формирования поверхности в методе селективного лазерного сплавления». В этой публикации мы подойдём к той же самой проблеме с точки зрения контурных карт.
Из-за того, что контурная карта (heatmap, ternary map) ассоциируются у нас с уроками географии в школе, многие забывают, что они как форма визуальной репрезентации являются серьёзным исследовательским инструментом. Как правило, при отработке (или разработке) режима синтеза поверхности область варьируемых параметров сужается до мощности лазерного луча, P (Вт) и скорости сканирования лазера (V, мм/с). Далее идёт несложный поиск оптимального результата по уровню шероховатости поверхности (RA, мкм). В нашем случае благодаря контурным картам мы смогли посмотреть «сверху» на происходящий процесс, предугадать искомое и заложить возможности для последующего развития.
Для простоты в качестве исследуемой области мы выбрали квадрат (рисунок 1), сформированный следующими границами (координатами): P = 100, 350 Вт и V = 300, 2000 мм/с, также задав центр треугольника и ещё пару-тройку точек для уточнения[1]
Рис.1
И наши результаты оказались достаточно интересными (рисунок 2).
Рис. 2
Однако, так как мы смотрели на процесс «сверху», дальнейший процесс разработки не представлял сложности. В конечном итоге мы собрали область вида (рисунок 3) и следующие результаты (рисунки 4 и 5).
Рис. 3
Рис. 4. Поверхность DownSkin.
Рис. 5. Поверхность UpSkin.
Что же нам дали эти «контурные карты»? На самом деле дальнейшее также зависит от вашего воображения: если вам необходима деталь с максимально высоким качеством поверхности, выбирайте наилучшие результаты с обеих карт. Требуется деталь, которая напечатается максимально быстро? Опять же, сравнивайте обе карты и выбирайте наилучшие показатели. Конструктив, требования к поверхности, объём и скорость производства, требования к самой детали и т.д., всегда дают нам, как производителю, возможность быть гибкими относительно наших внутренних затрат, конкуренции на рынке и качества поставляемых изделий. Проведённая исследовательская работа в долгосрочной перспективе обеспечит специалистам по аддитивным технологиям гибкость в последующей работе с этим материалом и закладывает дальнейший фундамент для развития.
Все теоретические выкладки и гипотезы приведены в оригинальной статье[2].
Благодарность Д.И. Сухову и А.М. Рогалёву за эту проделанную совместную работу.
[1]На самом деле всё тривиально, на платформу помещалось 8 образцов, затем на основе «эмпирического опыта» были выбраны потенциальные три точки, которые могут дать оптимальный результат.
[2]Bakradze, M. M., A. M. Rogalev, Dimitry Sukhov and Garegin Grigorovich Aslanian. “Special Features of Formation of Surface by Selective Laser Melting.” Metal Science and Heat Treatment 64 (2022): 108-116.
GE Aerospace — аэрокосмическое подразделение американской энергетической транснациональной компании General Electric<#button#>(GE), объявило о планах инвестировать в этом году более 650 миллионов долларов в свои глобальные производственные предприятия и цепочку поставок.
Производитель двигателей из Огайо надеется, что эти инвестиции увеличат его производственные мощности, и это, в свою очередь, позволит ему удовлетворить растущий спрос со стороны коммерческих и оборонных заказчиков. В частности, инвестиционный план на 2024 год обеспечит компании возможность масштабировать производство двигателей LEAP с поддержкой 3D-печати. Эти двигатели, разработанные CFM International<#button#>, совместным предприятием GE и французского аэрокосмического производителя Safran, используются на самолетах Airbus A320neo, Boeing 737 MAX и COMAC C919.
Инвестиционные средства также будут использованы для полномасштабного производства двигателей GE9X, состоящих из более чем 300 деталей, напечатанных на 3D-принтерах. Этот двигатель был разработан специально для самолетов Boeing 777X.
«Мы делаем значительные инвестиции в будущее полетов и в десятки сообществ и партнеров-поставщиков, помогающих нам его создавать», — заявил Х. Лоуренс Калп-младший, генеральный директор GE Aerospace. «Эти инвестиции являются частью следующей главы сценария развития GE Aerospace, посвященной поддержке новейшего оборудования и мерам по повышению безопасности, которые помогут нам удовлетворить растущие потребности наших клиентов».
Эта новость последовала за объявлением о том, что GE Aerospace в следующем месяце станет полностью независимой компанией. General Electric запланировала выделение своего подразделения по производству электроэнергии GE Vernova на 2 апреля 2024 года, в результате чего GE Aerospace будет единственным оставшимся предприятием компании.
После этого General Electric примет название GE Aerospace, завершив преобразование GE в три независимые организации. Её медицинское подразделение GE Healthcare стало независимой компанией в январе 2023 года.
GE Aerospace увеличивает производственные мощности
В соответствии со своим инвестиционным планом на 2024 год GE Aerospace вложит почти 450 миллионов долларов в 22 своих предприятия в 14 штатах США, а дополнительные 100 миллионов долларов пойдут в некоторые из ее международных объектов. Еще 100 миллионов долларов будут инвестированы в поставщиков в США, что поможет обеспечить безопасность внутренней цепочки поставок компании.
В рамках американских инвестиций 107 миллионов долларов предназначены для предприятий компании в Цинциннати на цели масштабирования производства двигателей для коммерческих и военных самолетов. В частности, средства пойдут на закупку новых 3D-принтеров, оснастки и другого оборудования, а также на модернизацию испытательных центров для двигателей.
Возможности 3D-печати GE Aerospace также будут расширены на ее предприятии в Оберне, штат Алабама, цена вопроса — 54 миллиона долларов. В компании надеются, что эта модернизация ее объектов ускорит производство компонентов двигателя.
В Северной Каролине 46 миллионов долларов будут потрачены на расширение производственных мощностей и повышение качества продукции.
5 миллионов долларов также будут вложены в завод GE Aerospace в Терре-Хот в Индиане. Здесь запланирована модернизация оборудования и самого здания с целью расширения производства авиационных двигателей для узкофюзеляжных и широкофюзеляжных самолетов.
GE Aerospace также намерена потратить 30 миллионов долларов на поддержку сборки и испытаний двигателей для военных вертолетов и истребителей в Линне, штат Массачусетс.
Это последовало за аналогичными инвестициями в прошлом году, когда GE Aerospace вложила 335 миллионов долларов в повышение качества сборки, увеличение мощности и усовершенствование инфраструктуры безопасности на своих предприятиях по всей территории США.
GE Aerospace наймет более 1000 новых сотрудников на своих заводах в США, что еще больше увеличит ее производственные мощности.
3D-печать в GE Aerospace
GE Aerospace – давний приверженец АП. По данным Европейского патентного ведомства (ЕПВ) , в период с 2001 по 2020 год GE подала наибольшее среди всех компаний количество патентов, связанных с 3D-печатью.
Каждый из двигателей LEAP компании GE Aerospace оснащен 19 топливными форсунками, напечатанными на 3D-принтере, которые, как сообщается, повышают топливную эффективность на 15% по сравнению с двигателями CFM56.
Ключ к достижению этой эффективности – снижение веса. Знаменитые наконечники топливных форсунок GE, напечатанные на 3D-принтере, на 25% легче и в пять раз прочнее, чем их аналоги, изготовленные традиционным способом.
Форсунки LEAP также имеют сложную геометрию, которая предварительно смешивает реактивное топливо перед его подачей в камеру сгорания, что еще больше повышает эффективность двигателя. За период с 2016 года были изготовлены сотни тысяч сопел, что стало важной вехой в крупносерийной 3D-печати в аэрокосмической отрасли.
GE Aerospace разрабатывает и тестирует свои двигатели GE9X с 2013 года. Большая часть реактивного двигателя, обладающего тягой в 60,9 т, напечатана на 3D-принтере. Здесь активно используется аддитивное производство для изготовления деталей с геометрией, которую невозможно достичь, применяя традиционные методы производства.
В 2019 году было объявлено, что каждый двигатель GE9X включает в себя свыше 300 напечатанных на 3D-принтере деталей, которые в совокупности образуют семь составных компонентов. Они включают в себя топливную форсунку GE, напечатанную на 3D-принтере, а также датчики температуры, смесители топлива, теплообменники, сепараторы и лопатки турбины низкого давления длиной в 30 см, которые помогают снизить вес двигателя.
По данным GE, 3D-печать позволила двигателю GE9X быть на 10% более экономичным, чем GE90.
АПдля гиперзвука
GE Aerospace — не единственная компания, работающая над масштабированием производства компонентов для аэрокосмической отрасли с помощью аддитивных технологий.
Производитель промышленных 3D-принтеров по металлу AddUp и французская аэрокосмическая компания Dassault Aviation заключили партнерское соглашение с целью продвинуть 3D-печать металлом от «прототипирования» к «массовому производству» для авиастроения.
Пятилетний проект, о котором было объявлено в 2022 году, включает в себя разработку, квалификацию и внедрение процесса 3D-печати металлами из различных сплавов, оптимизированного для производства авиационных компонентов, сертифицированных по классам 2 и 3. Проект, получивший название AEROPRINT, направлен на достижение стабильности с точки зрения качества, воспроизводимости и конкурентоспособности при 3D-печати металлом.
Еще пример: подрядчик аэрокосмической и оборонной промышленности Lockheed Martin, производитель металлических 3D-принтеров Velo3D, и компания Vibrant, занимающаяся инспекцией аэрокосмических деталей, сотрудничали с Институтом LIFT Министерства обороны США (DoD). В результате партнеры оценили эффективность 3D-печати гиперзвуковых прямоточных воздушно-реактивных двигателей (ПВРД). В отличие от своих турбореактивных собратьев, прямоточные воздушно-реактивные двигатели имеют очень мало движущихся частей и могут достигать гиперзвуковых (более 5 Маха) скоростей полета. Конечная цель этого проекта заключалась в том, чтобы определить, какие материалы и производственные процессы обеспечивают наиболее эффективные пути достижения гиперзвукового полета.
Компоненты ПВРД, напечатанные на 3D-принтере с использованием технологии синтеза на подложке LB-PBF Velo3D, были подвергнуты акустическому резонансному тестированию от компании Vibrant с компенсацией процесса. Здесь оценивались ключевые физические свойства, в том числе напряженное состояние, целостность детали, геометрия и качество поверхности. На следующем этапе исследования будет рассмотрено усталостное поведение деталей, напечатанных на 3D-принтере, с учетом перехода к деталям «born-certified».
Китай «вгрызается» в авиастроение с технологиями 3D-печати
15 декабря 2023 года Министерство промышленности и информационных технологий Китая MIIT (англ. Ministry of Industry and Information Technology) объявило о «Перечне типовых сценариев применения аддитивного производства в 2023 году», включающее в общей сложности 42 пункта. MIIT отвечает за регулирование и развитие почтовой службы, Интернета, беспроводной связи, радиовещания, связи, производства электронных и информационных товаров, индустрии программного обеспечения и продвижения национальной экономики знаний.
В эту категорию был номинирован ряд китайских компаний, в том числе и известные в РФ:
Проволочная WAAM наплавка из высокопрочных алюминиевых сплавов для авиастроения. Поставщик: Capital Aerospace Machinery Co., Ltd., Shenyang Sandi Automation Software Technology Co., Ltd. Пользователь: China Aerospace Science and Technology Corporation.
Производство сложных, легких, пористых, тонкостенных интегрированных конструкций для авиастроения. Поставщик: Beijing Spacecraft Manufacturing Co., Ltd (BSC), HANGZHOU EPLUS 3D TECH CO., LTD., Sichuan Zhongjing Aerospace Technology Co., Ltd. Пользователь: China Aerospace Science and Technology Corporation.
Комплексное производство ключевых измерительных компонентов для авиастроения. Поставщик: HANGZHOU EPLUS 3D TECH CO., LTD., AVIC MANUFACTURING TECHNOLOGY INSTITUTE, ZHONGKEXIANGLONG LIGHTWEIGHT CO.,LTD. Пользователь: China Aerospace Science and Technology Corporation.
Производство облегченных для авиастроения. Поставщик: Aerospace Additive Technology (Beijing) Co., Ltd. Пользователь: China Aerospace Science and Industry Corporation Limited (CASIC).
Массовое производство ключевых компонентов авиационных жидкостных двигателей. Поставщик: Xi’an Aerospace Engine Co., Ltd., Xi’an Bright Laser Technologies Co., Ltd. Пользователь: China Aerospace Science and Technology Corporation.
Бережливое производство ключевых компонентов авиационных двигателей. Поставщик: Luzhou Hanfei Aerospace Science and Technology Development Co., Ltd.(LHATC), Xi’an Bright Laser Technologies Co., Ltd. Пользователь: China Aerospace Science and Industry Corporation Limited (CASIC), MoreWave Technology Innovation Co.,Ltd.
Комплексное серийное производство компонентов авиационно-космического двигателестроительного комплекса. Поставщик: XI’AN AEROSPACE MECHATRONICS & INTELLIGENT MANUFACTURING CO., LTD., HANGZHOU EPLUS 3D TECH CO., LTD. Пользователь: Institute of Engineering Thermophysics, Chinese Academy of Sciences, Sichuan Aerospace Zhongtian Power Equipment Co., Ltd.
Оптимизация конструкции и производство порошковой композиции из жаропрочных сплавов для производства дисков авиационных турбин. Поставщик: Jiangsu Vilory Advanced Materials Technology Co., Ltd., HANGZHOU EPLUS 3D TECH CO., LTD.. Пользователь: Jiangsu Shenlan Space Co., LTD. (Deep Blue Aerospace).
Китай проявляет невероятную активность в использовании АТ для ряда стратегически важных отраслей промышленности. Авиастроение и развитие космической программы, для которых жизненно важно использование инноваций, стоят на первом месте в применении АП.
Как известно, сегодня в Китае действует ощутимое количество компаний, производящих аддитивное оборудование, а в гонке за количество устанавливаемых лазеров и за вместимость камер построения принтеров им уже нет равных на мировой арене. Многочисленные ЦАП со 100 и более LB-PBF установками сегодня производят уже серийно такие ответственные и сложные детали, как лопатки турбин, теплообменники и различные компоненты, которые трудно изготовить с помощью традиционных производственных процессов.
Стоит ли ответственным за ключевые решения из профильных государственных ведомств Российской Федерации наконец предметно заинтересоваться опытом использования АП для производства высокосложной продукции для нужд авиастроения, поощряя российских разработчиков и/или оперативно перенимая опыт Китая, — этот вопрос должен остаться риторическим.